Binzel ABIPLAS WELD User manual

T E C H N O L O G Y F O R T H E W E L D E R ´ S W O R L D .
www.binzel-abicor.com
Z
E
R
T
I
F
I
Z
I
E
R
T
E
S
Q
M
-
S
Y
S
T
E
M
DIN EN
ISO 9001
DE Betriebsanleitung / EN Operating instructions
FR Mode d’emploi / ES Instructivo de servicio
DE Plasma-Schweißbrenner ABIPLAS®WELD
EN Plasma-Welding Torches ABIPLAS®WELD
FR Torche de soudage Plasma ABIPLAS®WELD
ES Antorcha de soldadura por Plasma ABIPLAS®WELD
EN 60 974-7

DE - 2
Original Betriebsanleitung ABIPLAS® WELD
DE Original Betriebsanleitung
© Der Hersteller behält sich das Recht vor, jederzeit und ohne vorherige Mitteilung Änderungen an
dieser Betriebsanleitung durchzuführen, die durch Druckfehler, eventuelle Ungenauigkeiten der
enthaltenen Informationen oder Verbesserung dieses Produktes erforderlich werden. Diese
Änderungen werden jedoch in neuen Ausgaben berücksichtigt.
1 Identifikation DE-3
1.1 EU-Konformitätserklärung DE-3
1.2 Pflichten des Betreibers DE-3
2 Produktbeschreibung DE-4
2.1 Bestimmungsgemäße Verwendung DE-4
2.2 Nicht bestimmungsgemäße
Verwendung DE-4
2.3 Technische Daten DE-4
2.4 Abkürzungen DE-7
2.5 Typenschild DE-7
3 Sicherheitshinweise DE-7
3.1 Klassifizierung DE-7
3.2 Angaben für den Notfall DE-8
4 Lieferumfang DE-8
4.1 Transport DE-8
4.2 Lagerung DE-9
5Funktion DE-9
5.1 Funktionsbeschreibung DE-9
6 Inbetriebnahme DE-10
6.1 Brennerkörper ABIPLAS®WELD
ausrüsten DE-10
6.2 Brenner anschließen DE-12
6.3 Kühlmittelversorgung anschließen DE-12
6.4 Gasmenge einstellen DE-14
7 Betrieb DE-14
7.1 Schweißprozess DE-15
8 Außerbetriebnahme DE-15
9 Wartung und Reinigung DE-16
9.1 Schlauchpaket DE-16
9.2 Brennerkörper DE-17
10 Störungen und deren
Behebung DE-18
11 Demontage DE-19
12 Entsorgung DE-19
12.1 Werkstoffe DE-19
12.2 Betriebsmittel DE-20
12.3 Verpackungen DE-20
13 Notizen DE-21

DE - 3
ABIPLAS®WELD 1 Identifikation
1 Identifikation
Das Schweißbrennersystem ABIPLAS®WELD wird in der Industrie zum
maschinengeführten Schutzgasschweißen mit inerten bzw. aktiven Gasen
eingesetzt. Die Schweißbrenner sind flüsiggekühlt. Für den Betrieb ist die
Verwendung einer Schweißstromquelle mit integriertem Umlaufkühlgerät oder
ein separates Umlaufkühlgerät erforderlich. Diese Betriebsanleitung beschreibt
nur das Schweißbrennersystem ABIPLAS®WELD.
Das Schweißbrennersystem ABIPLAS®WELD darf nur mit Original
ABICOR BINZEL Ersatzteilen betrieben werden.
1.1 EU-Konformitätserklärung
im Sinne der EG-Richtlinien:
2006/42/EG.
Hiermit erklären wir,
Alexander BINZEL Schweisstechnik GmbH & Co. KG,
Dokumentationsbevollmächtigter: Hubert Metzger
Kiesacker 7-9, 35418 Alten-Buseck
dass das in der Betriebsanleitung beschriebene Produkt aufgrund seiner
Konzipierung und Bauart sowie in der von uns vorliegenden Ausführung den
einschlägigen grundlegenden Sicherheits- und Gesundheitsanforderungen der
EG-Richtlinie entspricht. Bei einer nicht mit uns abgestimmten Änderung verliert
diese Erklärung ihre Gültigkeit.
1.2 Pflichten des Betreibers
In dem EWR (Europäischen Wirtschaftsraum) sind die nationale Umsetzung
der Rahmenrichtlinie (89/391/EWG) sowie die dazugehörigen
Einzelrichtlinien und davon besonders die Richtlinie (89/655/RWG) über die
Mindestvorschriften für Sicherheit und Gesundheitsschutz bei Benutzung von
Arbeitsmitteln durch Arbeitnehmer bei der Arbeit, jeweils in der gültigen
Fassung, zu beachten und einzuhalten. In Deutschland ist das
Arbeitsschutzgesetz sowie die Betriebssicherheitsverordnung zu beachten. Der
Betreiber hat ferner sicherzustellen, dass das Produkt in Verbindung mit
Schweißgeräten der EG-Richtlinie EMV (04/108/EG) entspricht und die
Signalverwertung der integrierten Schweißstromüberwachung gegen
vagabundierende Ströme ordnungsgemäß installiert wird.
Bezeichnung Schweißbrennersystem ABIPLAS®WELD
Einschlägige EG-Richtlinien EG-Maschinenrichtlinie 2006/42/EG
Angewandte harmonisierte Norm EN 60974-7, DIN EN ISO 12 100
Tab. 1 Angaben zur EU-Konformitätserklärung
DE - 4
2 Produktbeschreibung ABIPLAS®WELD
2 Produktbeschreibung
2.1 Bestimmungsgemäße Verwendung
Die ABIPLAS®WELD Schweißbrenner werden zum sicheren Schweißen von
niedrig- und hochlegierten Werkstoffen eingesetzt. Zur bestimmungsgemäßen
Verwendung gehört auch das Beachten der vorgeschriebenen Betriebs-,
Wartungs- und lnstandhaltungsbedingungen.
2.2 Nicht bestimmungsgemäße Verwendung
Als nicht bestimmungsgemäß gilt jede andere Verwendung als die unter
„Bestimmungsgemäße Verwendung“ angegeben. Eigenmächtige Umbauten
oder Veränderungen der Leistungssteigerung sind nicht zulässig.
2.3 Technische Daten
Schweißen - 10 °C bis + 40 °C
Transport und Lagerung - 25 °C bis + 55 °C
Relative Luftfeuchtigkeit bis 90 % bei 20 °C
Tab. 2 Temperatur der Umgebungsluft
Typ ABIPLAS®WELD 100 W / 100 W MT 150 W / 150 W MT
Führungsart handgeführt/maschinengeführt
Spannungsbemessung 113V Scheitelwert (handgeführt)
141V Scheitelwert (maschinengeführt)
Schutzart der maschinenseitigen
Anschlüsse
IP3X (handgeführt)
IP2X (maschinengeführt)
Kühlart flüssig
Tab. 3 Produktspezifische Brennerdaten (EN 60 974-7)
Typ ABIPLAS®WELD 100 W / 100 W MT 150 W / 150 W MT
Plasmagas:
Argon, Argon/Helium, Helium
0,5 - 1,5 l/min 0,7 - 2,0 l/min
Schutzgas:
Inert- oder Inertaktivgasgemische
4,0 - 12,0 l/min 4,0 - 12,0 l/min
Tab. 4 Prozessgase nach DIN EN 439

DE - 5
ABIPLAS®WELD 2 Produktbeschreibung
Typ ABIPLAS®WELD 100 W / 100 W MT 150 W / 150 W MT
Spannungsart Gleichspannung
Polung der Wolframelektrode kathodisch (-)
Polung des Werkstückes anodisch (+)
Arbeitsspannung 10 - 40V
Schweißstrom 3 - 100A bei 100% ED 15 - 150A bei 100% ED
Tab. 5 Hauptlichtbogen
Typ ABIPLAS®WELD 100 W / 100 W MT 150 W / 150 W MT
Spannungsart Gleichspannung
Polung der Wolframelektrode kathodisch (-)
Polung der Plasmadüse anodisch (+)
Lichtbogenstrom 2-10A
Schlauchpaketlänge, Standard 4,0m und 8,0m
Wolframelektrode WR 2 (türkis) L=57mm
ø 1,0/1,6/2,4/3,2mm
WR 2 (türkis) L=57mm
ø 1,6/2,4/3,2mm
Tab. 6 Pilot-/Hilfslichtbogen
Typ ABIPLAS®WELD 100 W / 100 W MT 150 W / 150 W MT
Schaltleistung Poti Linear 1W bei 40°C
Schaltspannung Taster 0,02 - 42V
(Gleich- und Wechselspannung)
Schaltstrom Taster 0,01 - 100mA
Schaltleistung Taster max. 1W (ohmsche Belastung)
Tab. 7 Elektrische Steuereinrichtungen
Typ ABIPLAS®WELD 100 W / 100 W MT 150 W / 150 W MT
max. Vorlauftemperatur 45°C
min. Durchfluss 0,5 l/min
Eingangsdruck min. 2 bar, max. 4 bar
Kühlmittelleitwert max. ≤ 30µS/cm
Tab. 8 Angaben zur Brennerkühlung

DE - 6
2 Produktbeschreibung ABIPLAS®WELD
Gleichstrom / Elektrode am Minuspol
Gleichstrom / Elektrode am Minuspol
Plasmadüse Plasmagas Standard Plasmadüse Plasmadüse Lang
mm) Argon (l/min) Elektrode (mm) Strom (A) Elektrode (mm) Strom (A)
0,8 0,2 - 0,4 1,0 25 1,0 20
1,2 0,2 - 0,5 1,6 40 1,6 35
1,7 0,3 - 0,7 1,6 / 2,4 55 1,6 / 2,4 50
2,3 0,3 - 1,0 1,6 / 2,4 70 1,6 / 2,4 60
2,6 0,4 - 1,2 2,4 80 2,4 70
3,0 0,5 - 1,3 2,4 100 - -
3,6 0,5 - 1,5 2,4 100 - -
Tab. 9 Parameter Richtwerttabelle ABIPLAS®WELD 100 W / MT
Plasmadüse Plasmagas Standard Plasmadüse Plasmadüse Lang
mm) Argon (l/min) Elektrode (mm) Strom (A) Elektrode (mm) Strom (A)
1,2 0,2 - 0,4 1,6 50 - -
1,4 0,2 - 0,4 1,6 60 - -
1,6 0,3 - 0,5 1,6 / 2,4 70 1,6 / 2,4 50
1,8 0,3 - 0,6 1,6 / 2,4 80 - -
2,0 0,3 - 0,7 1,6 / 2,4 90 1,6 / 2,4 70
2,3 0,3 - 0,7 2,4 / 3,2 110 - -
2,6 0,4 - 0,8 2,4 / 3,2 130 2,4 / 3,2 110
3,0 0,4 - 1,0 2,4 / 3,2 150 - -
Tab. 10 Parameter Richtwerttabelle ABIPLAS®WELD 150 W / MT

DE - 7
ABIPLAS®WELD 3 Sicherheitshinweise
2.4 Abkürzungen
2.5 Typenschild
Die Plasma-Pulver-Schweißbrenner sind wie folgt gekennzeichnet:
Beachten Sie für alle Rückfragen folgende Angaben:
Typenkennzeichnung auf dem Brennergriff, z.B. ABIPLAS®WELD 100 W
beim Handschweißbrenner
3 Sicherheitshinweise
Beachten Sie das beiliegende Dokument Sicherheitshinweise.
3.1 Klassifizierung
Die in der Betriebsanleitung verwendeten Warnhinweise sind in vier
verschiedene Ebenen unterteilt und werden vor spezifischen Arbeiten
angegeben. Geordnet nach abnehmender Wichtigkeit bedeuten sie
folgendes:
DC Gleichstrom
ED Einschaltdauer
MAK Maximale Arbeitsplatzkonzentration gesundheitsschädlicher Arbeitsstoffe
Spannungsbemessung Isolationswiderstands-, Spannungsfestigkeits- und Schutzartklassifizierung
ABIPLAS®WELD.... Plasma-Handschweißbrenner
ABIPLAS®WELD....MT Plasma-Maschinenschweißbrenner
Wflüssiggekühlt
Tab. 11 Abkürzungen
1Typenschild Rückseite 2Aufkleber ABICOR BINZEL
Abb. 1 Typenschild
21
GEFAHR
Bezeichnet eine unmittelbar drohende Gefahr. Wenn sie nicht gemieden
wird, sind Tod oder schwere Verletzungen die Folge.

DE - 8
4Lieferumfang ABIPLAS
®WELD
3.2 Angaben für den Notfall
Unterbrechen Sie im Notfall sofort folgende Versorgungen:
•Strom,Gas
Weitere Maßnahmen entnehmen Sie der Betriebsanleitung "Stromquelle" oder
der Dokumentation weiterer Peripheriegeräte.
4Lieferumfang
Der Standard-Lieferumfang beinhaltet folgendes:
Ausrüst- und Verschleißteile separat bestellen. Bestelldaten und Identnummern
der Ausrüst- und Verschleißteile, entnehmen Sie den aktuellen
Bestellunterlagen. Kontakt für Beratung und Bestellung finden Sie im Internet
unter www.binzel-abicor.com.
4.1 Transport
Der Lieferumfang wird vor dem Versand sorgfältig geprüft und verpackt,
jedoch sind Beschädigungen während des Transportes nicht auszuschließen.
WARNUNG
Bezeichnet eine möglicherweise gefährliche Situation. Wenn sie nicht
gemieden wird, können schwerste Verletzungen die Folge sein.
VORSICHT
Bezeichnet eine möglicherweise schädliche Situation. Wenn sie nicht
gemieden wird, können leichte oder geringfügige Verletzungen die Folge
sein.
HINWEIS
Bezeichnet die Gefahr, dass Arbeitsergebnisse beeinträchtigt werden oder
Sachschäden an der Ausrüstung die Folge sein können.
• Brennerkörper •Schlauchpaket
• Handgriff mit Schaltereinheit (Handbrenner)
oder Griffrohr (Maschinenbrenner)
• Zentralstecker und Anschlüsse
• Einstell-Lehre zur Montage der Ausrüstteile • Betriebsanleitung
Tab. 12 Lieferumfang

DE - 9
ABIPLAS®WELD 5 Funktion
4.2 Lagerung
Physikalische Bedingungen der Lagerung im geschlossenen Raum:
Siehe Tab. 2 Temperatur der Umgebungsluft auf Seite DE-4
5Funktion
Die Plasma-Schweißbrenner der Baureihe ABIPLAS®WELD sind
ausschließlich zum Schutzgasschweißen mit inerten bzw. aktiven Gasen für die
industrielle und gewerbliche Nutzung für Fachkräfte bestimmt. Zum
Verbindungsschweißen ist er in allen gängigen Schweißpositionen einsetzbar.
Diese Plasma-Schweißbrenner sind flüssiggekühlte Schweißbrenner.
5.1 Funktionsbeschreibung
Eingangskontrolle Kontrollieren Sie die Vollständigkeit anhand des Lieferscheins!
Bei Beschädigungen Überprüfen Sie die Lieferung auf Beschädigung (Sichtprüfung)!
Bei Beanstandungen Ist die Lieferung beim Transport beschädigt worden, setzen Sie sich sofort
mit dem letzten Spediteur in Verbindung! Bewahren Sie die Verpackung auf
zur eventuellen Überprüfung durch den Spediteur.
Verpackung für den
Rückversand
Verwenden Sie nach Möglichkeit die Originalverpackung und das
Originalverpackungsmaterial. Bei auftretenden Fragen zur Verpackung und
Transportsicherung nehmen Sie bitte Rücksprache mit Ihrem Lieferanten.
Tab. 13 Transport
1Plasmagas
2Wolframelektrode
3Pilotstromquelle
4Hauptstromquelle
5Kaltdrahtzufuhr
6Werkstück
7Gasdüse
8Schutzgas
Abb. 2 Funktionsbeschreibung
+
+
2
6
3
8
1
4
57
HF

DE - 10
6 Inbetriebnahme ABIPLAS®WELD
Die Plasma-Schweißbrenner arbeiten mit zwei voneinander unabhängigen
einstellbaren Lichtbögen (Pilot- und Hauptlichtbogen), die von der Stromquelle
versorgt werden. Der Pilotlichtbogen brennt zwischen einer kathodisch
gepolten Wolframelektrode und einer anodisch gepolten Kupferdüse. Er wird
mit Hilfe einer Hochfrequenzspannung gezündet und dient dazu, die Zündung
des Hauptlichtbogens zu ermöglichen. Der Hauptlichtbogen brennt zwischen
der Wolframelektrode und dem anodisch gepolten Werkstück. Das Plasmagas
tritt an der Öffnung der Plasmadüse als hochenergetischer Plasmastrahl aus
und stellt die zum Schweißen benötigte Wärmeenergie zur Verfügung. Der
Zusatzwerkstoff wird in Form eines Drahtes dem Prozess zugeführt. Lichtbogen
und Schmelzbad werden durch inertes Gas oder Aktivgasanteile geschützt.
Das Schlauchpaket dient als Versorgungsleitung und ist mit allen
Anschlusselementen versehen.
6 Inbetriebnahme
In diesem Kapitel erhalten Sie alle Informationen, die bei der Inbetriebnahme
zu berücksichtigen sind.
6.1 Brennerkörper ABIPLAS®WELD ausrüsten
GEFAHR
Verletzungsgefahr durch unerwarteten Anlauf
Für die gesamte Dauer von Wartungs-, Instandhaltungs-, Demontage- und
Reparaturarbeiten ist folgendes zu beachten:
• Schalten Sie die Stromquelle aus.
• Sperren Sie die Gaszufuhr ab.
• Ziehen Sie den Netzstecker.
HINWEIS
• Die Inbetriebnahme der ABIPLAS®WELD Plasma-Schweißbrenner
darf nur durch geschultes Personal erfolgen.
VORSICHT
Verletzungsgefahr
Durchstich bzw. Einstich durch Wolframelektrodenspitze.
• Nicht in den Gefahrenbereich greifen.
• Schutzhandschuhe tragen.

DE - 11
ABIPLAS®WELD 6 Inbetriebnahme
1Wolframelektrode mit stumpfen Ende ca. 5 mm tief in Brennerkappe
einstecken.
2Brennerkappe von oben in den Brennerkörper bis zum Anschlag
festschrauben.
3Eingeschraubte Brennerkappe um eine halbe Drehung gegen den
Uhrzeigersinn lösen.
4Zentrierkeramik in Brennerkörper einführen. Hierbei muss die
Wolframelektrode durch die zentrale Bohrung der Keramik geführt werden.
5Durch die Einstell-Lehre wird das Einstellmaß der Wolframelektrodenlänge
bestimmt. Hierzu die Einstell-Lehre in den Brennerkörper schrauben. Hierbei
muss die Wolframelektrodenspitze auf der Anschlagschulter der Nut
aufsitzen. In dieser Position die Wolframelektrode mit der Brennerkappe
festspannen.
6Plasmadüse in Gewindebohrung schrauben und mit Einstell-Lehre fest
anziehen.
7Isolierring über das Außengewinde des Brennerkörpers stecken bis dieser
an der Kunststoffummantelung des Brennerkörpers anliegt.
8Gasdiffusor bis zum Anschlag auf das Außengewinde des Brennerkörpers
schrauben.
9Keramische Gasdüse „handfest“ auf das Außengewinde des
Brennerkörpers schrauben, bis diese spaltrei in der Ringnut des Isolierringes
sitzt.
Abb. 3 Handlungsschritte Brennerkörper ABIPLAS®WELD ausrüsten
1-2 3 4 567-8
9
HINWEIS
Locker sitzende Düsen können durch schlechten Strom- und
Wärmeübergang zur Zerstörung des Brenners führen.
DE - 12
6 Inbetriebnahme ABIPLAS®WELD
6.2 Brenner anschließen
Der maschinenseitige Anschluss erfolgt serienmäßig mit einem
ABICOR BINZEL Zentralstecker.
1Schweißkabelstecker und -buchse an der Stromquelle zusammenfügen und
verriegeln.
2Pilotstromkabel mit Stromquelle verbinden.
6.3 Kühlmittelversorgung anschließen
HINWEIS
Pilotstromkabel und Steuerleitung sind mit den entsprechenden Anschlüssen
für den jeweiligen Stromquellentyp auszurüsten.
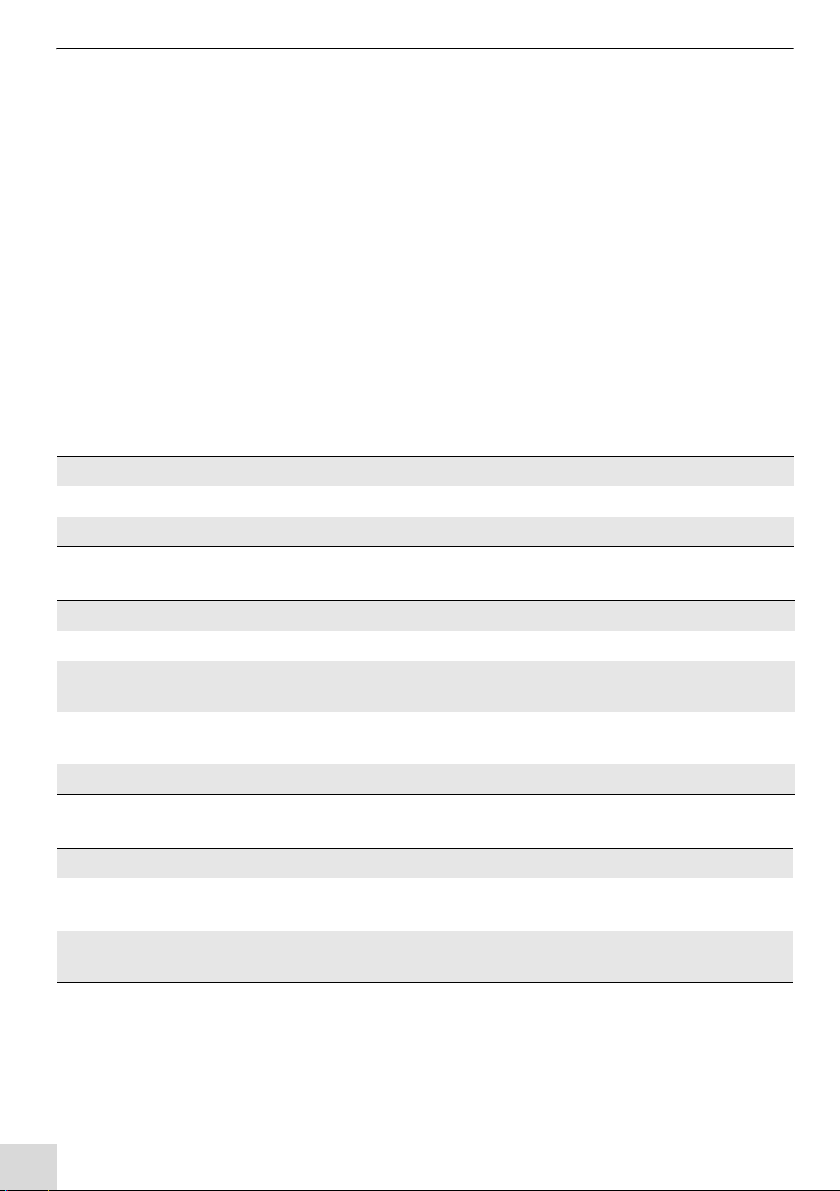
1Kühlmittelrücklauf 2Kühlmittelvorlauf 3Steuerleitung 4Pilotstromkabel
Abb. 4 Brenner anschließen
1
2
3
4
WARNUNG
Verbrennungsgefahr
Die Plasma-Pulver-Schweißbrenner werden durch zu geringen
Kühlmittelstand überhitzt.
• Schutzhandschuhe tragen.
• Regelmäßig Kühlmittelstand überprüfen
DE - 13
ABIPLAS®WELD 6 Inbetriebnahme
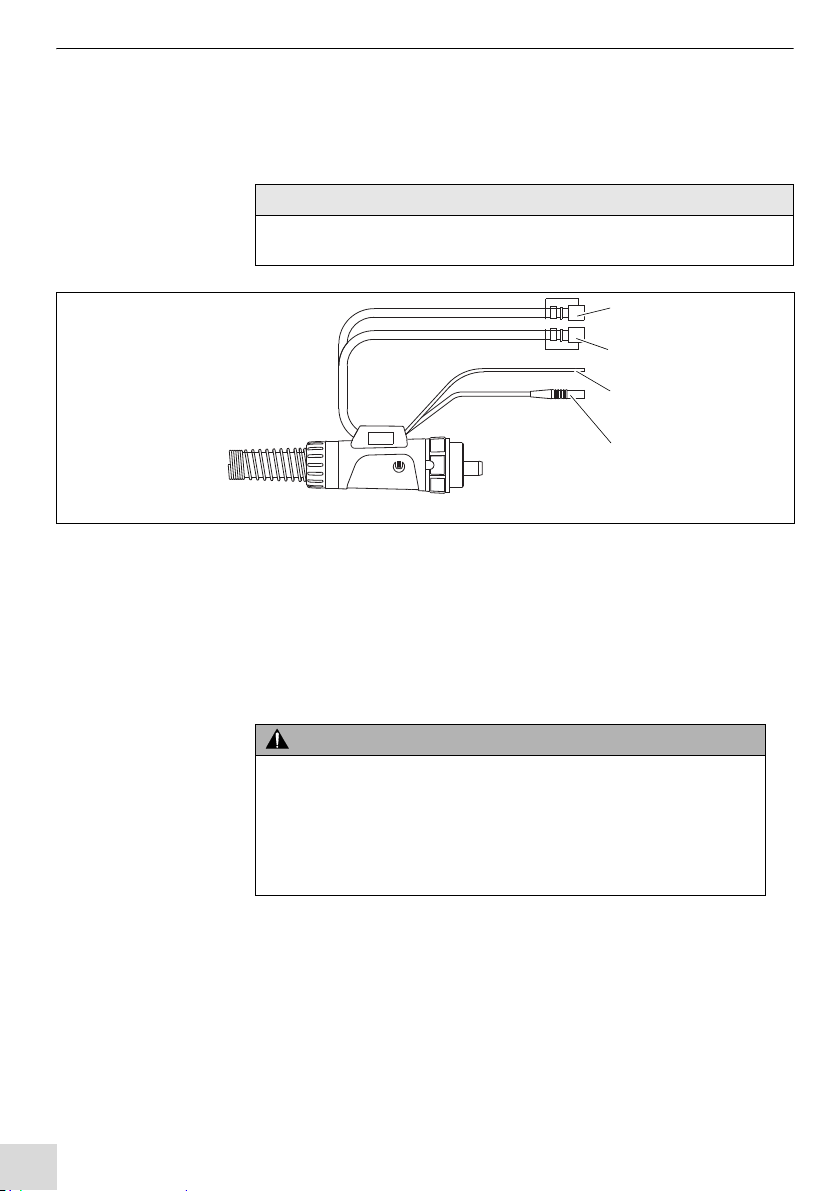
Entlüften Sie bei jeder Erstinbetriebnahme bzw. nach jedem
Schlauchpaketwechsel das gesamte Kühlsystem wie folgt:
1Kühlmittelrücklauf-Schlauch (1) am Umlaufkühlgerät (3) lösen und über
einen Auffangbehälter halten.
2Öffnung am Kühlmittelrücklauf-Schlauch (1) verschließen und durch
wiederholtes, abruptes Öffnen wieder frei geben, bis das Kühlmittel
kontinuierlich und blasenfrei in den Auffangbehälter fließt.
3Umlaufkühlgerät (3) ausschalten und Kühlmittelrücklauf-Schlauch (1)
wieder anschließen.
HINWEIS
• Achten Sie darauf, dass Kühlmittelvor- und rücklauf ordnungsgemäß
installiert sind. Kühlmittelvorlauf = blau, Kühlmittelrücklauf = rot.
• Verwenden Sie kein deionisiertes oder demineralisiertes Wasser als
Kühlmittel oder für Dichtheits- und Durchflussprüfungen.
Dies kann die Lebensdauer Ihres Schweißbrenners beeinträchtigen.
• Wir empfehlen für den ABIPLAS®WELD Plasma-Schweißbrenner die
Verwendung von ABICOR BINZEL Kühlmittel BTC-15.
1Kühlmittelrücklauf-Schlauch
2Kühlmittelvorlauf-Schlauch
3Umlaufkühlgerät
4Steuerleitung
Abb. 5 Kühlmittel anschließen
1 2 3
4
HINWEIS
Vor Inbetriebnahme den Kühlmittelstand im Umlaufkühlgerät kontrollieren.

DE - 14
7Betrieb ABIPLAS
®WELD
6.4 Gasmenge einstellen
1Plasma- und Schutzgas anschließen
2Gasmenge einstellen
Tab. 7 auf Seite DE-5 und Tab. 8 auf Seite DE-5
7Betrieb
HINWEIS
• Art und Menge der zu verwendenden Gase hängt von der
Schweißaufgabe ab. Als Plasmagas dürfen nur reine Inertgase oder
deren Gemische verwendet werden.
Tab. 4 auf Seite DE-4
• Stellen Sie alle Schutzgasverbindungen gasdicht her.
• In den Schutz- und Plasmagasschläuchen können sich nach längeren
Stillstandszeiten bzw. durch starke Temperaturschwankungen geringe
Kondensatrückstände bilden. Demontieren Sie die Verschleißteile und
entfernen Sie die Rückstände, indem Sie den Gastesttaster so lange
betätigen, bis das Schutz- und Plasmagas getrocknet ist. Führen Sie
diesen Vorgang täglich vor dem Arbeitsbeginn aus.
GEFAHR
Atemnot und Vergiftungen durch Einatmen von Phosgengas
Beim Schweißen von Werkstücken, die mit chlorhaltigen Lösungsmitteln
entfettet wurden, entsteht Phosgengas.
• Rauch und Dämpfe nicht einatmen.
• Für ausreichend Frischluft sorgen.
• Werkstücke vor dem Schweißen mit klarem Wasser abspülen.
• Keine chlorhaltigen Entfettungsbäder in der Nähe des Schweißplatzes
aufstellen.
GEFAHR
Verbrennungsgefahr
Bei Schweißarbeiten kann durch sprühende Funken, glühende Werkstücke
oder durch heiße Schlacke eine Flammenbildung entstehen.
• Arbeitsbereich nach Brandherden kontrollieren.
• Geeignete Brandschutzmittel am Arbeitsplatz zur Verfügung stellen.
• Werkstücke nach dem Schweißen abkühlen lassen.
• Vor Schweißarbeiten, die Massezange ordnungsgemäß am Werkstück
oder Schweißtisch befestigen.
DE - 15
ABIPLAS®WELD 8 Außerbetriebnahme
Vor jeder Inbetriebnahme:
1Die Anschlüsse des Schlauchpaketes an der Stromquelle, Gaszufuhr und
Umlaufkühlgerät auf festen Sitz prüfen.
2Die Funktion des Umlaufkühlgerät und den Druchfluss prüfen.
3Korrekten Durchfluss der zwei Prozessgase prüfen.
4Einstellwert des maximalen Hauptstoms auf der Anzeige der Stromquelle
prüfen.
7.1 Schweißprozess
1Schutzgasflasche öffnen und Stromquelle einschalten.
2Pilotlichtbogen zünden.
3Schweißbrenner dicht über Werkstück positionieren. Abstand zwischen
Werkstück und Schutzgasdüse ca. 5 mm.
4Hauptlichtbogen zünden und Schaltelement am Handgriff betätigen.
5Schweißvorgang starten.
6Der Plasma-Schweißbrenner ist in Betrieb.
8 Außerbetriebnahme
1Hauptstrom und Pilotstrom ausschalten
2Stromquelle ausschalten.
3Absperrventil und Gaszufuhr schließen.
WARNUNG
Blendung der Augen
Der durch das Schweißen erzeugte Lichtbogen kann Augen schädigen.
• Schutzkleidung, bzw. Augenschutz tragen.
HINWEIS
• Die Bedienung der ABIPLAS®WELD Schweißbrenner ist
ausschließlich Fachkräften vorbehalten.
• Da die ABIPLAS®WELD Schweißbrenner in ein Schweißsystem
eingebunden sind, müssen Sie im Betrieb, die Betriebsanleitungen der
schweißtechnischen Komponenten z.B. Robotersteuerung beachten.
• Überprüfen Sie den tatsächlichen Gasfluss an den Meßinstrumenten
bzw. durch verschließen und öffnen der entsprechenden
Gasaustrittsöffnungen am Brenner.

DE - 16
9 Wartung und Reinigung ABIPLAS®WELD
9 Wartung und Reinigung
Regelmäßige und dauerhafte Wartung und Reinigung sind Voraussetzung für
eine lange Lebensdauer und eine einwandfreie Funktion.
9.1 Schlauchpaket
Reinigen Sie das Schlauchpaket wie folgt:
1Verschraubungen und Steckverbindungen auf sichtbare Schäden und
festen Sitz überprüfen und ggf. austauschen.
GEFAHR
Verletzungsgefahr durch unerwarteten Anlauf
Für die gesamte Dauer von Wartungs-, Instandhaltungs-, Demontage-und
Reparaturarbeiten ist folgendes zu beachten:
• Schalten Sie die Stromquelle aus.
• Sperren Sie die Gaszufuhr ab.
• Sperren Sie die Druckluftzufuhr ab.
• Ziehen Sie den Netzstecker.
GEFAHR
Stromschlag
Gefährliche Spannung durch fehlerhafte Kabel.
• Überprüfen Sie alle spannungsführenden Kabel und Verbindungen auf
ordnungsgemäße Installation.
• Tauschen Sie schadhafte, deformierte oder verschlissene Teile aus.
HINWEIS
• Die angegebenen Wartungsintervalle sind Richtwerte und beziehen sich
auf den Einschichtbetrieb.
• Wartungs- und Reinigungsarbeiten dürfen nur von qualifizierten und
ausgebildeten Fachkräften durchgeführt werden.
• Tragen Sie während der Wartungs- und Reinigungsarbeiten immer Ihre
persönliche Schutzkleidung.
WARNUNG
Verletzungsgefahr
Schwere Verletzungen durch herumwirbelnde Teile.
• Tragen sie beim Ausblasen mit Druckluft geeignete Schutzkleidung,
insbesondere eine Schutzbrille.
DE - 17
ABIPLAS®WELD 9 Wartung und Reinigung
2Leitungen von hinten mit Druckluft ausblasen.
9.2 Brennerkörper
1Gasdüse abnehmen.
2Schweißspritzer entfernen.
3Verschleißteile auf sichtbare Schäden überprüfen und ggf. austauschen.
4Brennerkappe abschrauben und Wolframelektrode entnehmen.
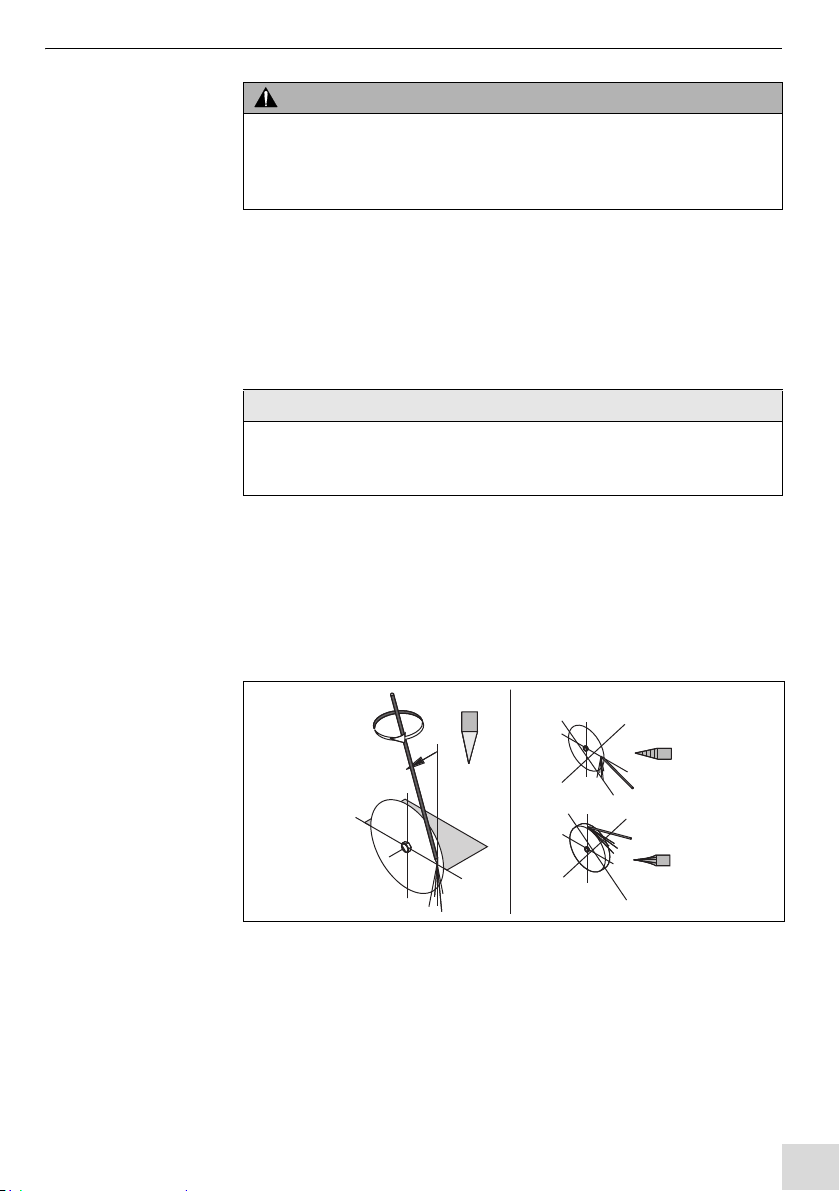
5Wolframelektrode wie folgt anschleifen:
Das Anschleifen der Wolframelektrode ist abhängig vom Verschleiß und muss
deshalb nach Bedarf vorgenommen werden.
Verwenden Sie zum Anschleifen der Wolframelektrode ein Schleifgerät mit
Diamantscheibe und folgende Funktionsprinzipien:
• Zentrischer Anschliff zur Mittelachse.
• Automatische Antriebsregelung der Wolframelektrode durch Schwerkraft.
• Für alle Elektrodendurchmesser einstellbar.
• Stufenlose Winkeleinstellung.
VORSICHT
Sachschaden
Der Schweißbrenner wird durch Schmutzpartikel im Inneren zerstört.
• Blasen Sie niemals mit Druckluft von vorne in die Düsen.
HINWEIS
• Tauschen Sie die Zentrierkeramik aus, sobald Ablagerungen an der
Oberfläche zu sehen sind. Durch Ablagerungen können
Hochspannungsüberschläge entstehen, die den Brennerkörper zerstören.
Abb. 6 Anschleifen der Wolframelektrode
20°
DE - 18
10 Störungen und deren Behebung ABIPLAS®WELD
10 Störungen und deren Behebung
HINWEIS
• Führen die angegebenen Maßnahmen nicht zum Erfolg, wenden Sie sich
bitte an Ihren Fachhändler oder an den Hersteller.
• Beachten Sie auch die Betriebsanleitungen der schweißtechnischen
Komponenten wie z.B. Stromquelle, Schweißbrenner-System,
Umlaufkühlaggragat usw.
Störung Ursache Behebung
Pilotlichtbogen zündet
nicht
• Wolframelektrode und
Plasmadüse haben Kontakt
• Abstand zwischen
Wolframelektrode und
Plasmadüse zu groß
• Wolframelektrode ist verschlissen
oder verzundert
• Elektrode neu justieren
• Elektrode neu justieren
• Elektrode neu anschleifen und
einstellen
Hauptlichtbogen zündet
nicht
• Abstand Werkstück zum Brenner
zu groß
• Pilotlichtbogen brennt nicht
• Verbindung Werkstück zur
Stromquelle ist unterbrochen
•Abstandverkürzen
• Pilotlichtbogen zünden
• Massekabel anschließen
Brennerkörper oder
Stromzuleitung überhitzt
• Kühlmitteldurchfluss nicht
ausreichend
• Schweißstrom zu hoch
• Kühlmittelschlauch oder
flüssiggekühltes Stromkabel
verengt oder verschlossen
• Plasmadüse nicht richtig
angezogen
• Umlaufkühlaggragat prüfen und
reparieren
• Schweißstrom senken
• Verengung beseitigen ggf.
Schlauchpaket wechseln
• Plasmadüse festschrauben
Pilot- oder Haupt-
lichtbogen brennt schief
• Wolframelektrode verschlissen
• Plasmadüse verschlissen
• Zentrierkeramik fehlt oder ist
beschädigt
• Woframelektrode anschleifen
• Plasmadüse austauschen
• Zentrierkeramik erneuern
Tab. 14 Störungen und deren Behebung

DE - 19
ABIPLAS®WELD 11 Demontage
11 Demontage
Die Demontage darf nur vom Fachhändler durchgeführt werden. Achten Sie
darauf, dass vor Beginn der Demontagearbeiten die Abschaltprozeduren
unbedingt eingehalten werden. Beachten Sie dabei auch die im
Schweißsystem eingebundenen Komponenten.
1Schlauchpaket von Stromquelle lösen.
2Zu lösende Teile entfernen.
12 Entsorgung
Bei der Entsorgung sind die örtlichen Bestimmungen, Gesetze, Vorschriften,
Normen und Richtlinien zu beachten. Um das Produkt ordnungsgemäß zu
entsorgen, müssen Sie es zuerst demontieren.
Siehe 11 Demontage auf Seite DE-19
12.1 Werkstoffe
Dieses Produkt besteht zum größten Teil aus metallischen Werkstoffen, die in
Stahl- und Hüttenwerken wieder eingeschmolzen werden können und dadurch
nahezu unbegrenzt wiederverwertbar sind. Die verwendeten Kunststoffe sind
gekennzeichnet, so dass eine Sortierung und Fraktionierung der Materialien
zum späteren Recycling vorbereitet ist.
GEFAHR
Verletzungsgefahr durch unerwarteten Anlauf
Für die gesamte Dauer von Wartungs-, Instandhaltungs-, Demontage- und
Reparaturarbeiten ist folgendes zu beachten:
• Schalten Sie die Stromquelle aus.
• Sperren Sie die Gaszufuhr ab.
• Sperren Sie die Druckluftzufuhr ab.
• Schalten Sie sie gesamte Schweißanlage aus.
• Ziehen Sie den Netzstecker.
HINWEIS
• Beachten Sie die Informationen von 8 Außerbetriebnahme auf
Seite DE-15.

DE - 20
12 Entsorgung ABIPLAS®WELD
12.2 Betriebsmittel
Öle, Schmierfette und Reinigungsmittel dürfen nicht den Boden belasten und in
die Kanalisation gelangen. Diese Stoffe müssen in geeigneten Behältern
aufbewahrt, transportiert und entsorgt werden. Beachten Sie dabei die
entsprechenden örtlichen Bestimmungen und die Hinweise zur Entsorgung der
vom Betriebsmittelhersteller vorgegebenen Sicherheitsdatenblätter.
Kontaminierte Reinigungswerkzeuge (Pinsel, Lappen usw.) müssen ebenfalls
entsprechend den Angaben des Betriebsmittelherstellers entsorgt werden.
12.3 Verpackungen
ABICOR BINZEL hat die Transportverpackung auf das Notwendigste
reduziert. Bei der Auswahl der Verpackungsmaterialien wird auf eine mögliche
Wiederverwertung geachtet.
Table of contents
Languages:
Popular Welding System manuals by other brands







Lincoln Electric
Lincoln Electric SPEEDTEC 405S Operator's manual

Mosa
Mosa GE 10000 HZDM Use and maintenance manual

Lincoln Electric
Lincoln Electric INVERTEC 175TP Operator's manual

Miller
Miller Deltaship 502 owner's manual

Linz
Linz PROW 18 Operating and maintenance manual

LOKERMANN
LOKERMANN Grand Tig 200 user manual





