SAFETY
Watch for this symbol. It points out important safety
precautions. It means “Attention - Be Alert! Your
Safety Is Involved.”
Several decals are attached to the press at various loca-
tions to call attention to your personal safety. Read and
heed the message and be alert to possible injury or fatali-
ty.
It is your responsibility as a supervisor or operator to
know what hazards exist and to make these known to all
other personnel working the area so that they too may
take any necessary safety precautions that may be
required.
If the decal(s) become damaged or detached, contact
your Behlen representative or the Behlen Mfg. Co. for
replacements.
Guards and shields are for your protection. Keep
them in place and secure while machine is in opera-
tion.
Replace safety shields that may have been dam-
aged or removed for servicing purposes and fasten
securely before operating machinery.
Enforce the use of safety blocks whenever dies are
being adjusted, repaired or replaced in the press.
Before you perform any service on the press, make
certain that the main power disconnect switch is
locked in the off position.
The design and installation of any and all safety and
guarding equipment for the passage of the metal strip
through the Strip Joining Press that may be necessary to
conform with O.S.H.A. or any applicable safety regula-
tions to meet your particular line configuration are your
responsibility, not that of Behlen Mfg. Co. Make the elec-
trical connections according to the enclosed schematic.
In the event the press fails to operate the die (even
though the pumps are running), it is possible the pump
motor is running in reverse. Check the rotation. This sit-
uation can be corrected by interchanging any 2 of the 3
phase line leads.
Before each stitching operation, check the press to make
sure the die is free of all foreign material.
BEHLEN STRIP JOINING PRESS
SERVICE AND OPERATING INSTRUCTIONS
1. Oil level should be kept to near the top of the sight
gauge. This machine was filled to the proper level at
the factory with MOBIL DTE-26 hydraulic fluid unless
otherwise specified.
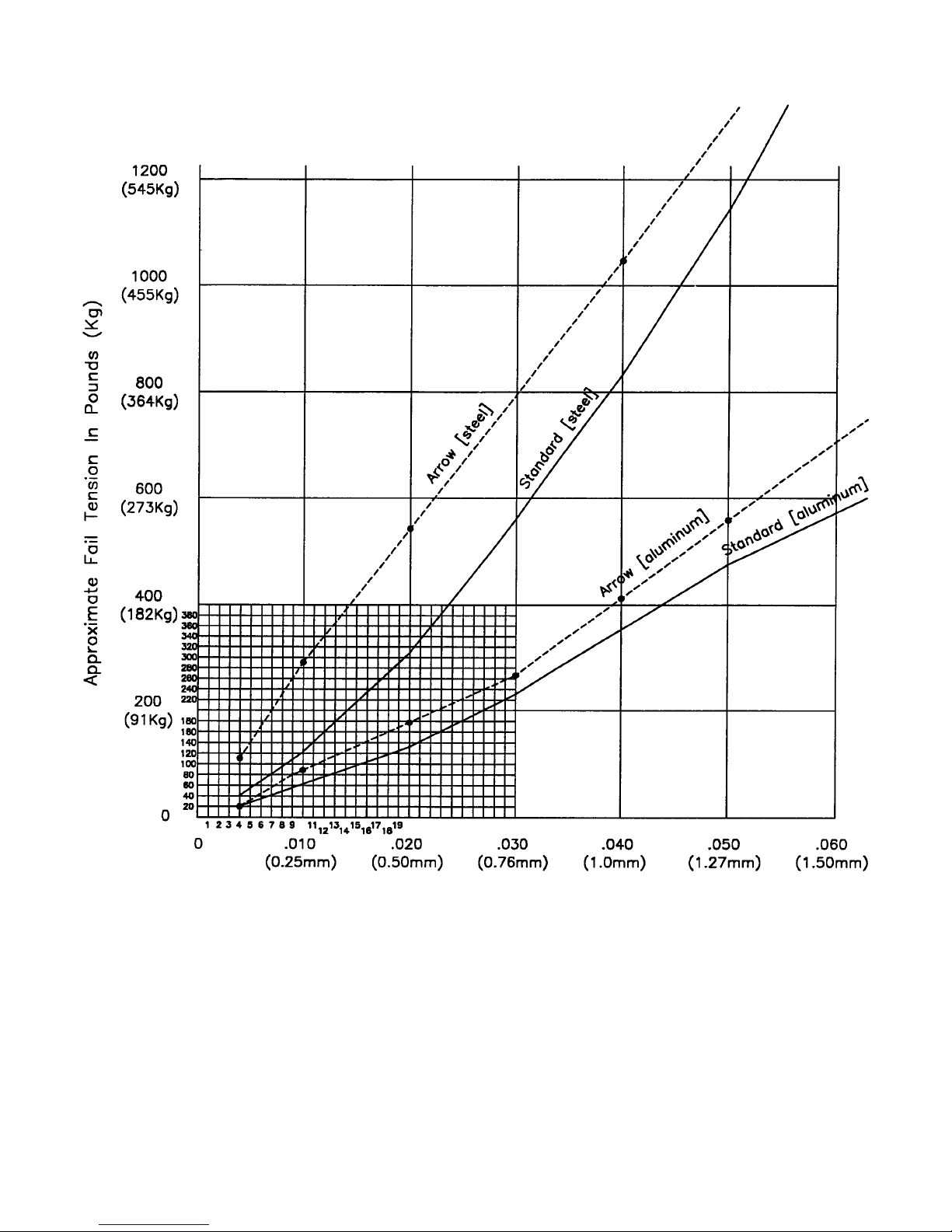
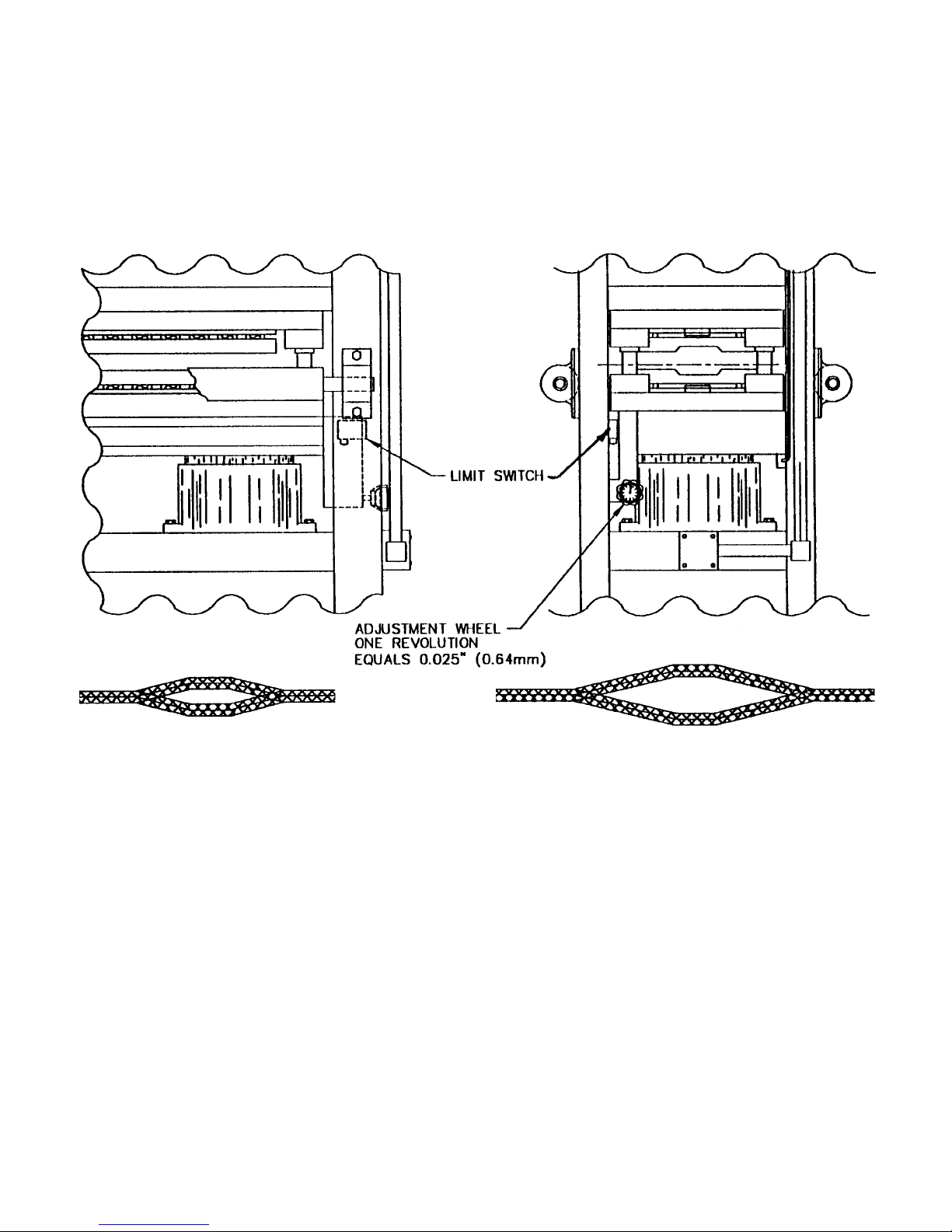
2. Adjust stitch height switch for various thicknesses of
material if necessary.
3. Lubricate the guide posts on the die as required.
Keep the die area free of all foreign material.
4. Adjust the limit switch on the ram to coast to a stop at
bottom of the cylinder stroke.
5.
To perform the stitching operation, stop the trailing end
of leading material, holding about 14” (35.5cm) in the
machine. Next, insert 14” (35.5cm) of the leading end
of the next coil, either above or below the trailing end.
Push the “UP” control switch on the machine. In one
cycle, the stitch is completed. During the cycle, the die
will move up, make the stitch, reverse and stop in the
original position. Check to be sure the limit switch
shuts the press off at the finish of each stitch.
6. The Strip Joining Press can be cycled two or more
times to form additional rows of stitches that may be
required to obtain a holding stitch on lighter gauge
material. This is accomplished by cycling the
machine once, advancing the joined sheets forward
out of the die area, and then cycling the machine
again. For each additional two rows of stitches to be
formed, overlap the coils approximately 14” (35.5cm)
longer than required for two rows of stitches. Each
cycle of the machine forms two rows of stitches. A
pre-cut strip (needle) can be inserted through one row
of stitches if necessary, after two or more rows of
stitches are formed, in order to obtain a holding stich
on lighter gauge material.
7. The relief valves are pre-set at the factory and should
not be field adjusted.
8.
THE STRIPPER PLATES AND/OR COMPLETE DIE
SHOULD BE REMOVED PERIODICALLY AND THOR-
OUGHLY CLEANED OF ALL CHIPS AND FOREIGN
MATERIAL. THIS SHOULD BE DONE POSSIBLY ONCE
A MONTH UNDER SEVERE CONDITIONS.
INSTRUCTIONS FOR ORDERING
REPLACEMENT PARTS
In order to insure that the correct parts will be provided,
all orders for replacement parts must include the serial
number and model of the strip joiner. These numbers
may be found on the name plates located on the die and
on the press frame near the controls.
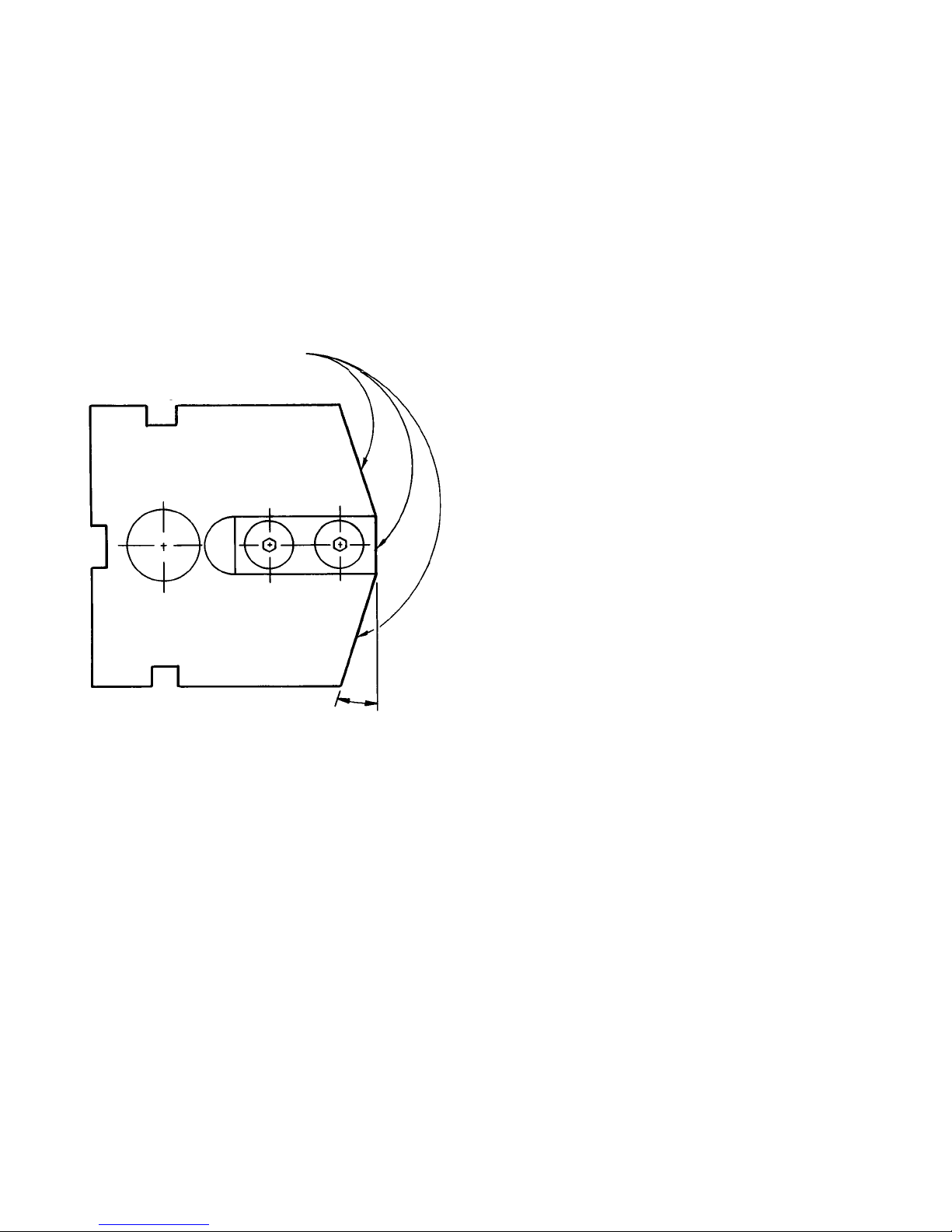
INSTRUCTIONS FOR SERVICING THE DIE
Reference to die teeth in the following procedure means
punch with insert assembled.
For 18° angle on punch - part no. 615 061, assembly
includes punch 616 116 with insert 616 117.
For 9° angle on punch - part no. 615 067, assembly
includes punch 616 131 with insert 616 117.
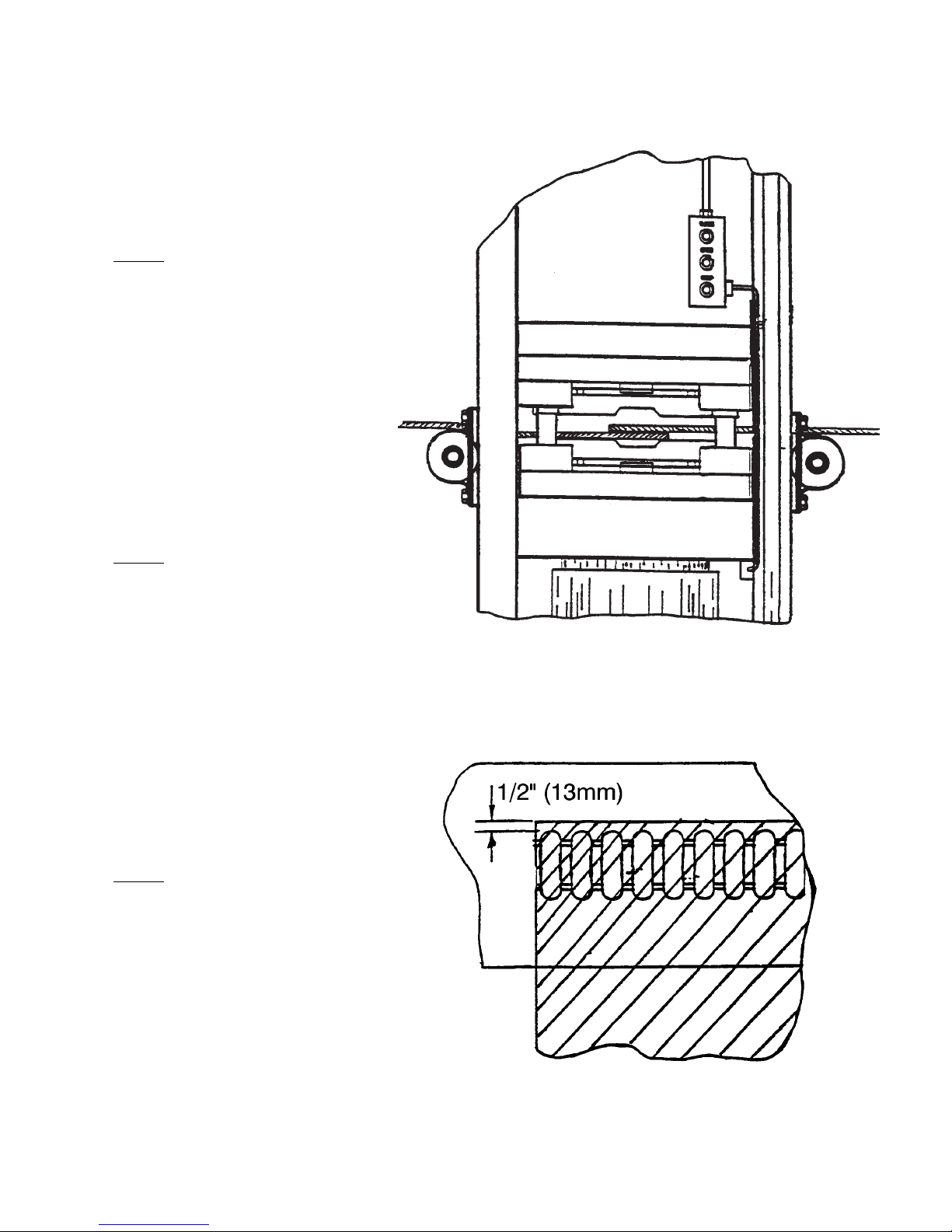
DIE REMOVAL INSTRUCTIONS
1. Lock out machine.
2. Place wooden block (2 places) into die opening.
NOTE: Blocks need to be 3-3/8” (86mm) to 3-1/2”
(89mm) in height.
3. Loosen bottom bolts and remove from die.
4. Using a bottle jack each end of die, jack bottom die
until wooden blocks contact upper die.
5.
Place 1/2” (13mm) dia. round rods under raised die.
6. Loosen and remove top bolts from die.
7. Lower die set onto rods and remove bottle jacks.
!!
!!
!!
!!
!!
PRE-OPERATIONAL PROCEDURE
F-19282-2 Rev. 7-5-05 7-1-98
1
!!