Table of Contents
Section A. Before You Begin............................................................................................................................................. 4
A.1 Unit Diagram ........................................................................................................................................................... 4
A.2 System Requirements ............................................................................................................................................. 4
Section B. Unit Setup ....................................................................................................................................................... 5
B.1 Uncrating Requirements ......................................................................................................................................... 5
B.2 Uncrating Procedure ............................................................................................................................................... 5
B.3 Packing List / Loose Parts ........................................................................................................................................ 6
B.4 Initial Adjustments & Settings................................................................................................................................. 6
B.5 Unloading Cans ....................................................................................................................................................... 7
Section C. ACS Operations Overview ............................................................................................................................... 9
C.1 System Operation Walkthrough ............................................................................................................................. 9
C.2 Controllers............................................................................................................................................................... 9
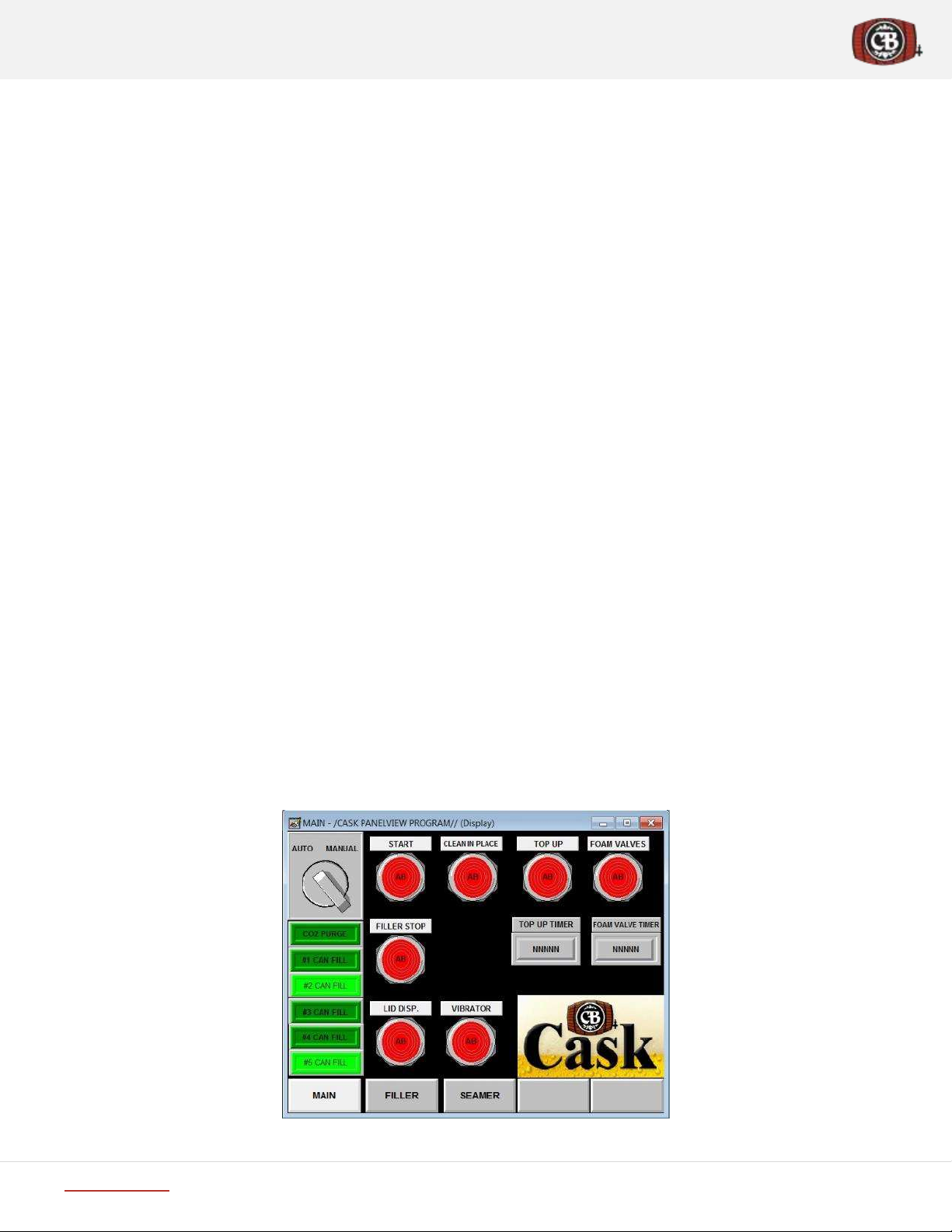
C.3 HMI Control Panel Operations .............................................................................................................................. 12
C.4 Electrical Panel Overview...................................................................................................................................... 13
C.5 Can Filling .............................................................................................................................................................. 18
C.6 Lid Dispenser ......................................................................................................................................................... 19
C.7 Parts in Motion: Pneumatics................................................................................................................................. 19
C.8 Parts in Motion: Motors........................................................................................................................................ 20
Section D. ACS System Operations................................................................................................................................. 22
D.1 Initial Start-up Adjustments & Settings ................................................................................................................ 22
D.2 Pre-Start Checklist................................................................................................................................................. 22
D.3 Startup & Operation.............................................................................................................................................. 23
D.4 Clean in Place (CIP) System ................................................................................................................................... 23
D.5 ACS Post-Operation Shutdown Checklist.............................................................................................................. 24
D.6 System Periodic Maintenance .............................................................................................................................. 25
D.7 Parts List................................................................................................................................................................ 25
D.8 Adjustment & Troubleshooting ............................................................................................................................ 27
D.9 Frequently Asked Questions ................................................................................................................................. 32
Section E. Seam Measurement.......................................................................................................................................... 37
E.1 Can Seam Evaluation Training Videos................................................................................................................... 37
E.2 Manual Seam Evaluation Process ......................................................................................................................... 38
E.3 Reading a Seam Micrometer................................................................................................................................. 38
E.4 Seam Measurement.............................................................................................................................................. 39
E.5 Seam Troubleshooting .......................................................................................................................................... 42
E.6 Seam Specifications .............................................................................................................................................. 42
Section F. Can Seamer ....................................................................................................................................................... 43
F.1 Seamer Adjustment & Troubleshooting ............................................................................................................... 43
F.2 Seamer Troubleshooting....................................................................................................................................... 47
F.3 Bearing Replacement ............................................................................................................................................ 47
Section G. Safety ............................................................................................................................................................ 49
Section H. Warranty Information ................................................................................................................................... 50
Section I. Company Information ....................................................................................................................................... 51