VII. Troubleshooting
VII. Troubleshooting
1. Free maintenance assurance may be failure if customer repair any fault of welding
machine by themselves without our authorization during warranty period.
2. Following operations require enough professional knowledge on electric and comprehensive
knowledge on safety. Operator should be with required knowledge and relevant qualification.
I. Fault and Troubleshooting
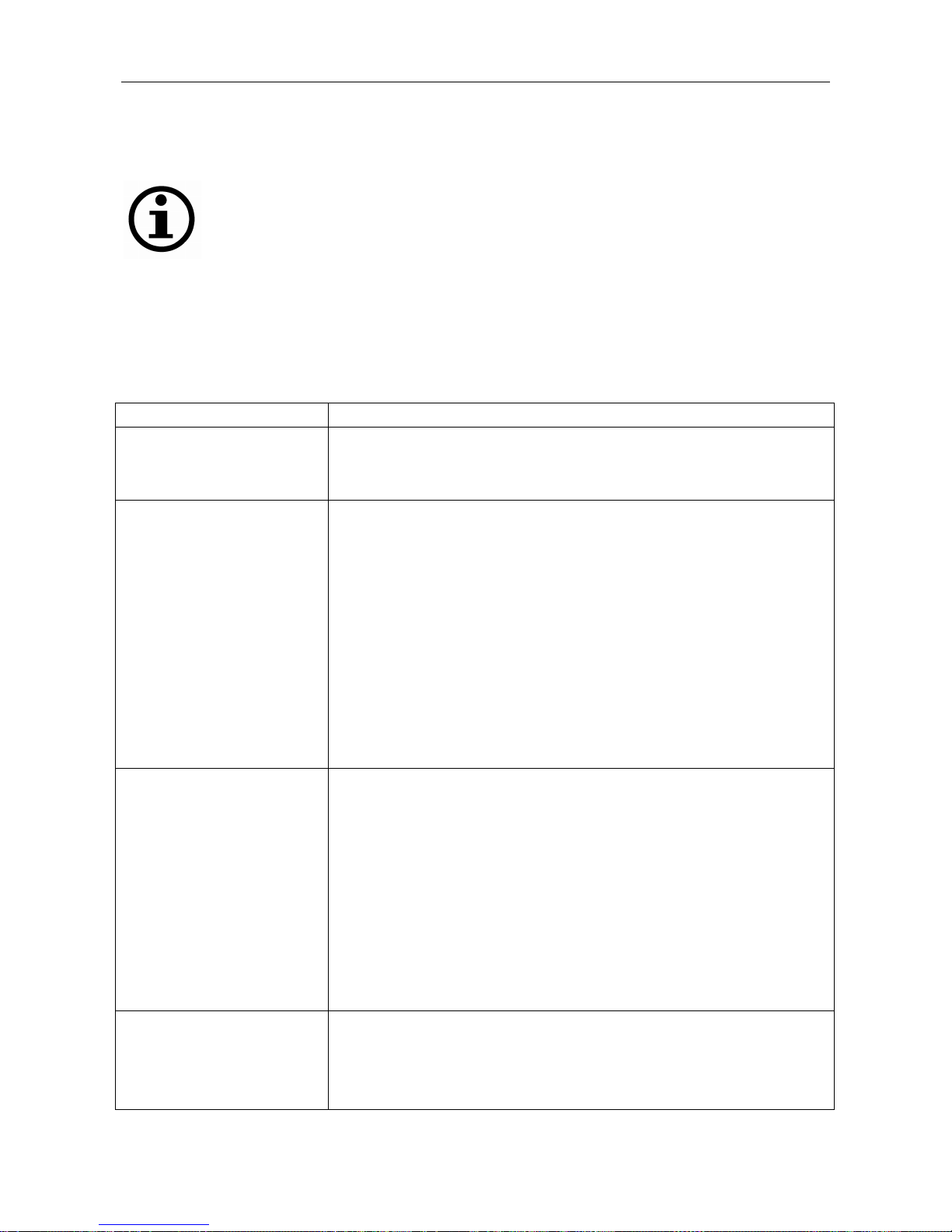
Fault Troubleshooting
1. Indicator lamp for power is
off, fan is not operating and
without welding output
1. Power switch is damaged
2. Ensure network connected with input cable is live or not.
3. Ensure input cable is open or not.
2. Indicator lamp for power is
on, fan is not operating or
operating for a while and
without welding output.
1. Connect with 380V power by mistake to cause it activate over voltage
protection circuit. Reconnect with 220V power and restart.
2. 220V power is unstable (input cable is too long) or connect with network to
cause it activate over voltage protection circuit. Increase the diameter of
input cable or joint for fixing input cable. Shut down and restart after 2 to 3
minutes.
3. Connect power switch for on and off in short time to cause it activate over
voltage protection circuit. Shut down and restart after 2 to 3 minutes.
4. Wire between switch and power panel is looseness and fix them again.
5. 24V relay in main circuit is not engaged or damaged. Check 24V power and
relay. Replace it by same model one if relay is damaged.
3. Fan is operating and
indicator lamp for fault is
off, without rustle caused by
high frequency discharging.
No arcing when struck.
1. The voltage between positive and negative poles of VH-70 plug on MOS
plate and power plate should be DV 308 V measured by multimeter.
(1) Whether there is open circuit or bad wire connection of silicon bridge.
(2) Whether there is creepage to one or any of four big electrolytic capacitor
(470UF/400Vapprox.) on the power plate, replace it if any.
2. Auxiliary power is fault if the green indicator lamp for auxiliary power on
MOS plate is off. Check fault point and contact distributor.
3. Check any poor contact for each wire.
4. Control circuit is fault. Check reason and contact distributor.
5. Control cable of welder is broken.
4. Indicator lamp for fault is off
and with rustle caused by
high frequency discharging.
No welding output.
1. Cable of welder is damaged.
2. Grounding cable is damaged or not connects with work piece to be welded.
3. Connections for positive output terminals or gas and electric output terminals
of welding torch are looseness.
- 14 -