950628-04 13/11/15
Fig 7 DaDb
Appareillage de Classe A
Soudage en situations de risque
S’il est nécessaire de souder en situations de risque (décharges électriques,
suffocation, en présence de, s’assurer qu’un
Avertissements supplémentaires
S’assurer qu’elle ne peut pas se
Risque résiduel de pincement des membres supérieurs
¾
¾
¾
Fig.6.3
¾
¾
¾
¾
Fig.6.2.
Description de la soudeuse
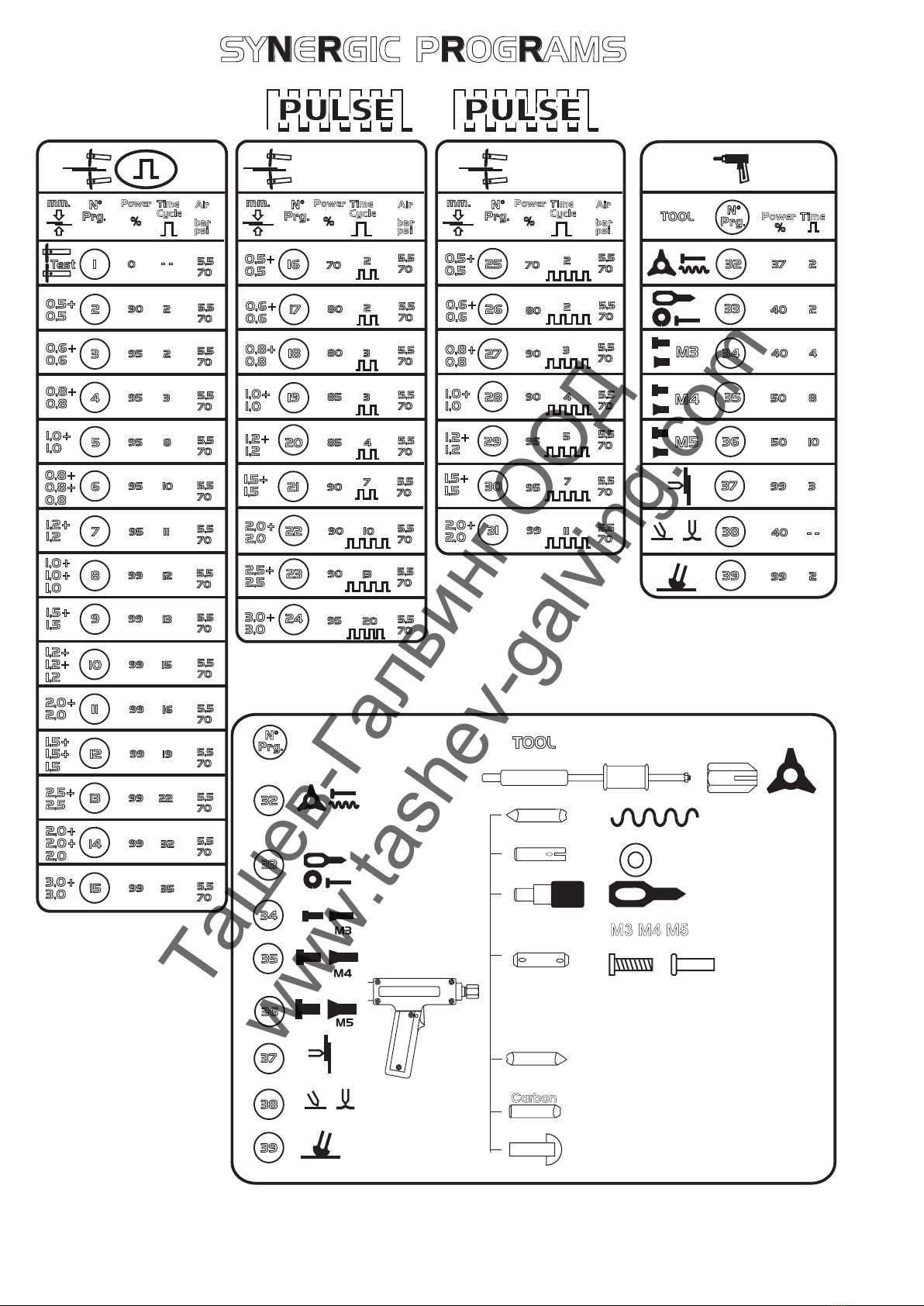
Les caractéristiques principales sont :
- la sélection automatique des paramètres de soudage
Principaux organes Fig.1.
FR
Manuel d’instruction
Les appareils de soudage par resistance, ci-dessous appelés “soudeuse”, ont été conçus
S’assurer que la soudeuse ,
soudage par résistance, sur les mesures de protection correspondantes ainsi que sur
Avertissements de sécurité
le changement ou la maintenance des électrodes ; le réglage de la position des bras
EMF Champs électromagnétiques
Ташев-Галвинг ООД
www.tashev-galving.com