3.4
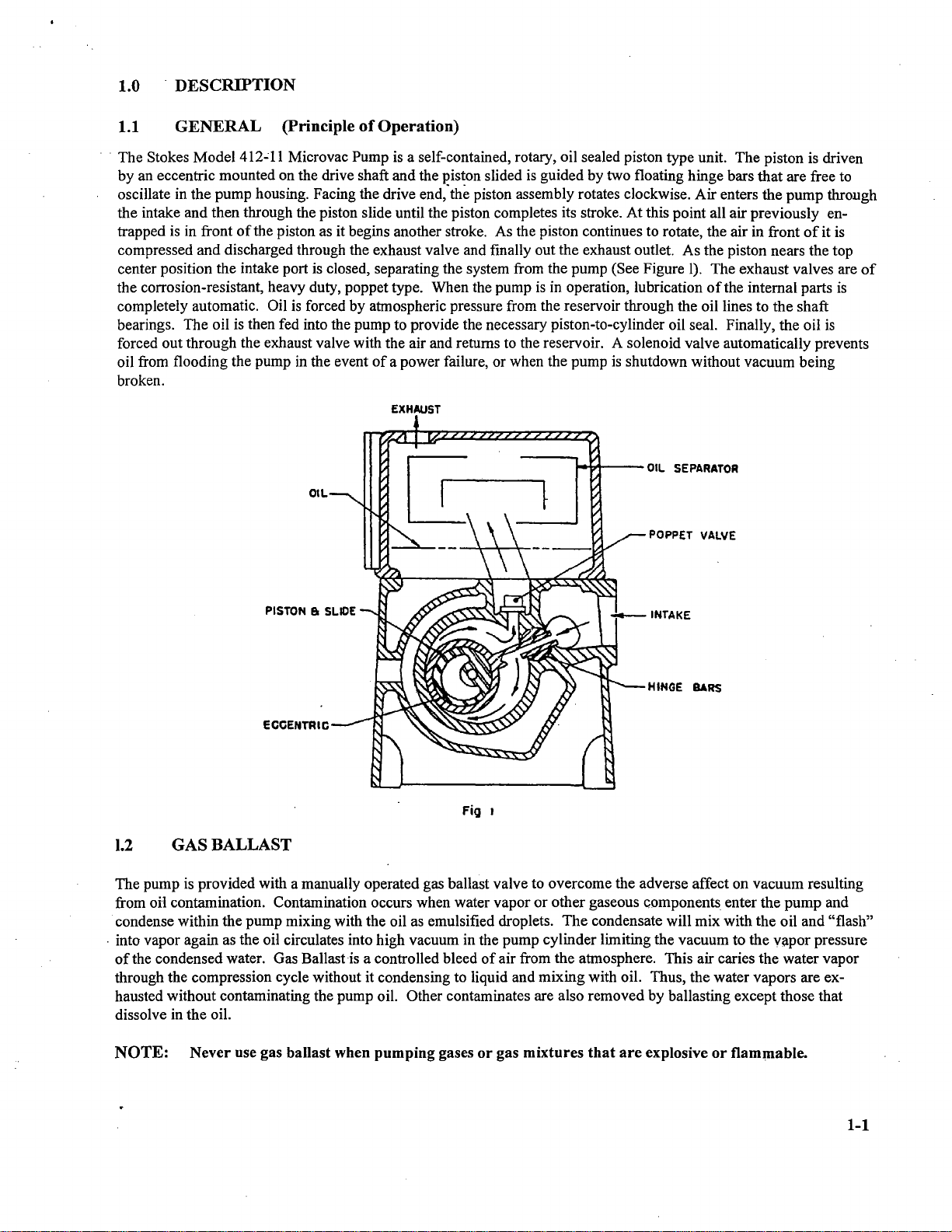
OPERA
TION
OF
GAS BALLAST
3.4.1
Open the Gas Ballast valve fully for maximum efficiency. For a lesser degree
of
ballasting,
tum
valve toward
close position. Full gas ballast will cause pump temperature to rise but this
is
nonnal. For maximum effect
of
gas
ballast, pump should
be
run approximately at
160
Deg.
F.
Operating temperature can be raised by throttling cooling
water. Oil Temperature Control Kits are available, consult factory.
NOTE: Be sure to remove the plastic plug in the Gas Ballast
air
intake lines. This plug
is
used
for
shipping
and
storage purposes ONLY
3.4.2
If
pumping water vapor in excessive quantities and the oil has become contaminated, it can be purified by
running the pump with Gas Ballast valve full open while the pump
is
shut-offfrom the system. When excessive
contaminants are present, indicated
by
high oil level, or thinning, formation
of
varnish, etc., the oil should be replaced.
NOTE: In dirty applications
where
condensable contaminants (asphalt, pitch, epoxies, etc.)
other
than
water
vapor
are
present,
the
pump
should be operated in the
range
of
160
Deg. F.
CAUTION: Gas Ballast should never be used
ifvapors
being pumped
are
explosive, e.g.
Methane
Gas, Hydrogen,
and
certain
solvent vapors. When gases
of
an explosive
nature
are
being
handled. the safest
procedure
is
to remove the gas ballast valve entirely
and
plug
or
cap
the
pipe to which the gas ballast valve
is
attached.
Opening the gas ballast slightly will quiet valve noise when pump
is
blanked-off, but will prevent reaching the lowest
final pressure.
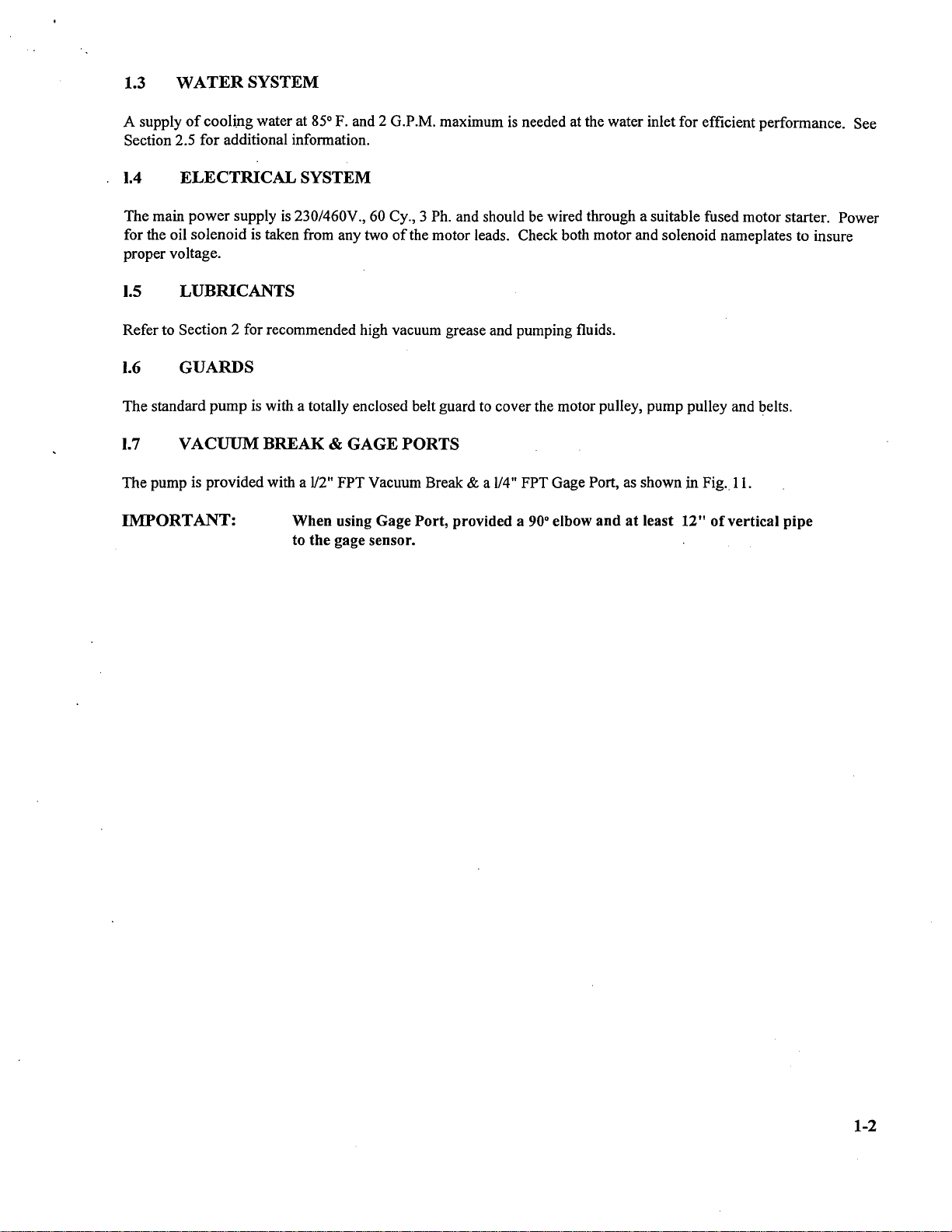
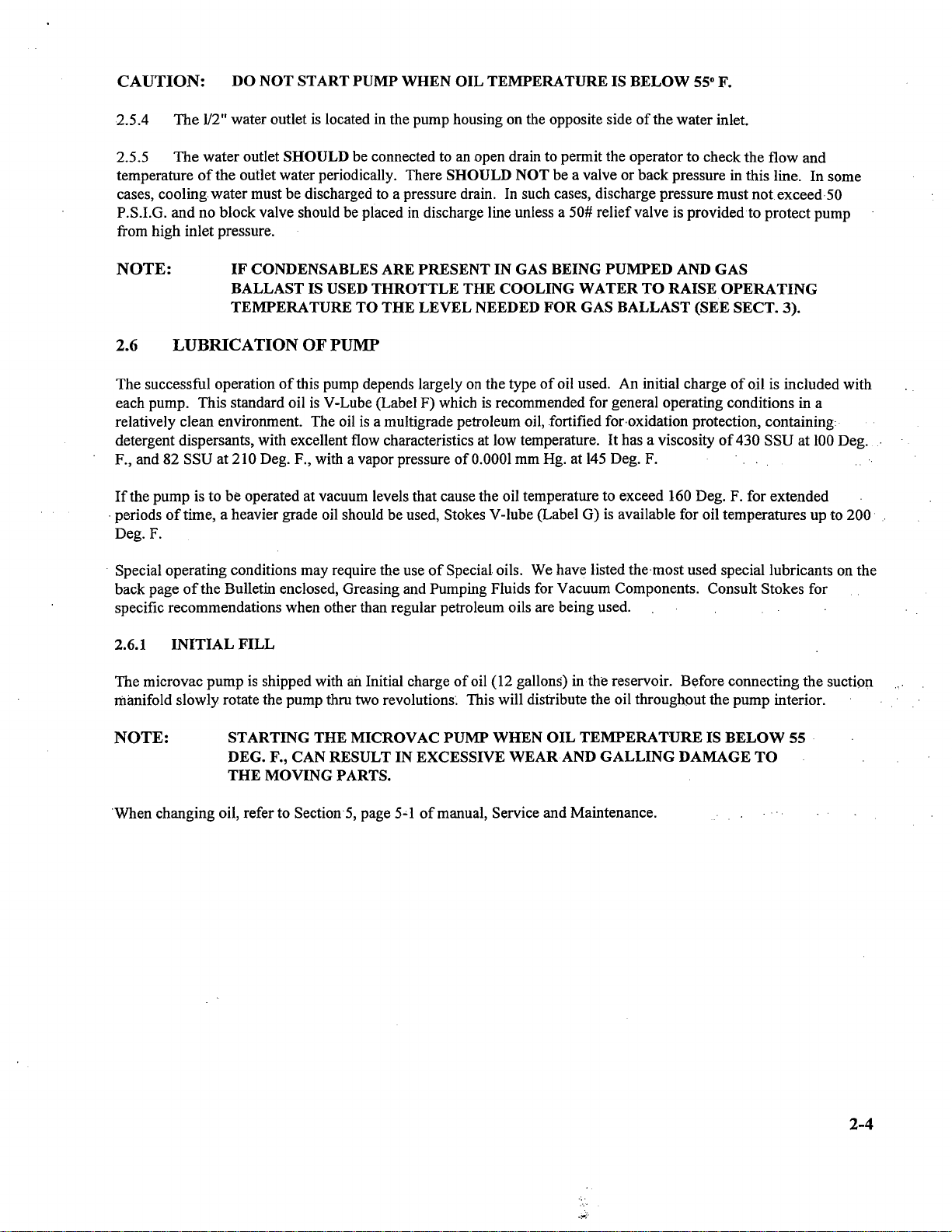
3.4.3 The check valve used for Gas Ballast should be inspected at least every six months for
we.ar
or a broken spring
when operating on an (8) hour a day basis; every 3 months for (24) hour a day operation.
TEFLON
BACK·
UP
lUNG \ &
STATIC
"0"
RING
\ \
~
t"\~
>
~\J'-J,~,/
L)~
"-""'.'C"O"
.,,'
~
\..
..
,,"'
SCREEN
(nor
r.".,vall/e
1
GAS
BALLAsr
CHECK
VALVE
Flgur.6
3.4.4 The gas ballast valve should be closed when the pump
is
stopped..
If
the valve
is
open, gas will be sucked into
the pump through the valve·and the vacuum manifold will be pressurized with atmospheric air. This air
goir).g
through
the pump will carry the oil in the pump cylinder system. A solenoid valve attached to the gas ballast piping and
connected across the motor can be used to tum the gas ballast automatically on pump shutdown. Contact local Stokes.
representative for additional infonnation.
3.4.5 When a pressurized gas is used to ballast the pump, the pressure must
be
reduced to 2 psi maximum. The used
of
higher pressures may damage the pump.
3.4.6 When pumping an explosive gas, (Le. hydrogen, silane, methane) or corrosive gas, (cl,
f,
ccl4, etc.) the pump
must be ballasted with an inert gas (nitrogen, argon). The used
of
air for ballasting under the above conditions can
..
result
in
an explosion or excessive corrosion inside the pump.
3-2