3
Index
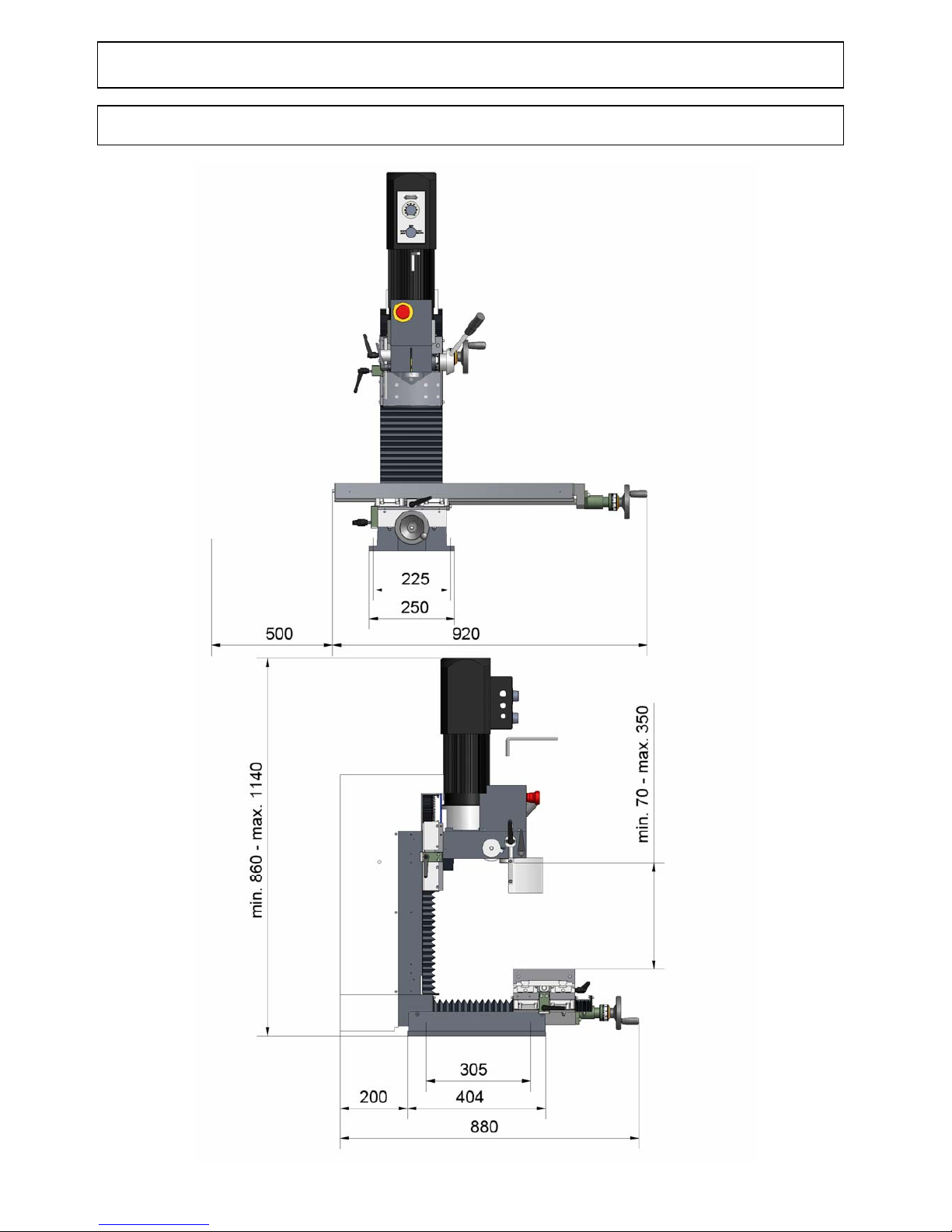
CC-F1200 – CC-F1200 high speed – CC-F1210 – CC-F1210 high speed
13.2 Electronics – Protective cover with 1.4 kW motor 30
13.3 Protective cover 31
13.4 Milling head with 1.4 kW motor 32
13.6 Milling head high speed with 2.0 kW motor 36
13.9 Z-column with vertical slide and trapezoid thread spindle 42
13.10 Z-column with vertical slide and ball screw 44
13.19 Lateral drive for Z-spindle complete 61
13.20 Z-spindle with CNC drive complete 62
13.24 Cross support with trapezoid thread spindle 70
13.32 X-spindle 80
13.33 Y-spindle 82
13.36 Control console nccad with 1.4 kW motor 88
13.37 Control console nccad with 2.0 kW motor 90
13.38 Support arm for control console 92
F1410 LF– F1410 high speed
13.1 Electronics – protective cover with 1.4 kW motor 29
13.3 Protective cover 31
13.4 Milling head with 1.4 kW motor 32
13.5 Milling head high speed with 2.0 kW motor 34
13.12 Z-column with trapezoid thread spindle 48
13.13 Vertical slide with trapezoid thread spindle 50
13.14 Z-column with ball screw 52
13.15 Vertical slide with ball screw 54
13.18 Z-spindle complete 60
13.19 Lateral drive for Z-spindle complete 61
13.25 Top slide 72
13.26 Cross slide with trapezoid thread spindle 73
13.27 Cross slide with ball screw 74
13.30 X-spindle 77
13.31 Y-spindle 78
13.34 X-spindle with automatic feed 84
13.35 Y-spindle with automatic feed 86
CC-F1410 LF– CC-F1410 high speed
13.2 Electronics – protective cover with 1.4 kW motor 30
13.3 Protective cover 31
13.4 Milling head with 1.4 kW motor 32
13.6 Milling head high speed with 2.0 kW motor 36
13.16 Z-column with ball screw 56
13.17 Vertical slide with ball ball screw 58
13.19 Lateral drive for Z-spindle complete 61
13.20 Z-spindle complete 62
13.28 Top slide 75
13.29 Cross slide 76