CNC Motion Setup/Testing Utility
P/N 70000634C - Contents
All rights reserved. Subject to change without notice. iii
November 2009
Introduction ...................................................................................................................1
Accessing the MST Utility ............................................................................................1
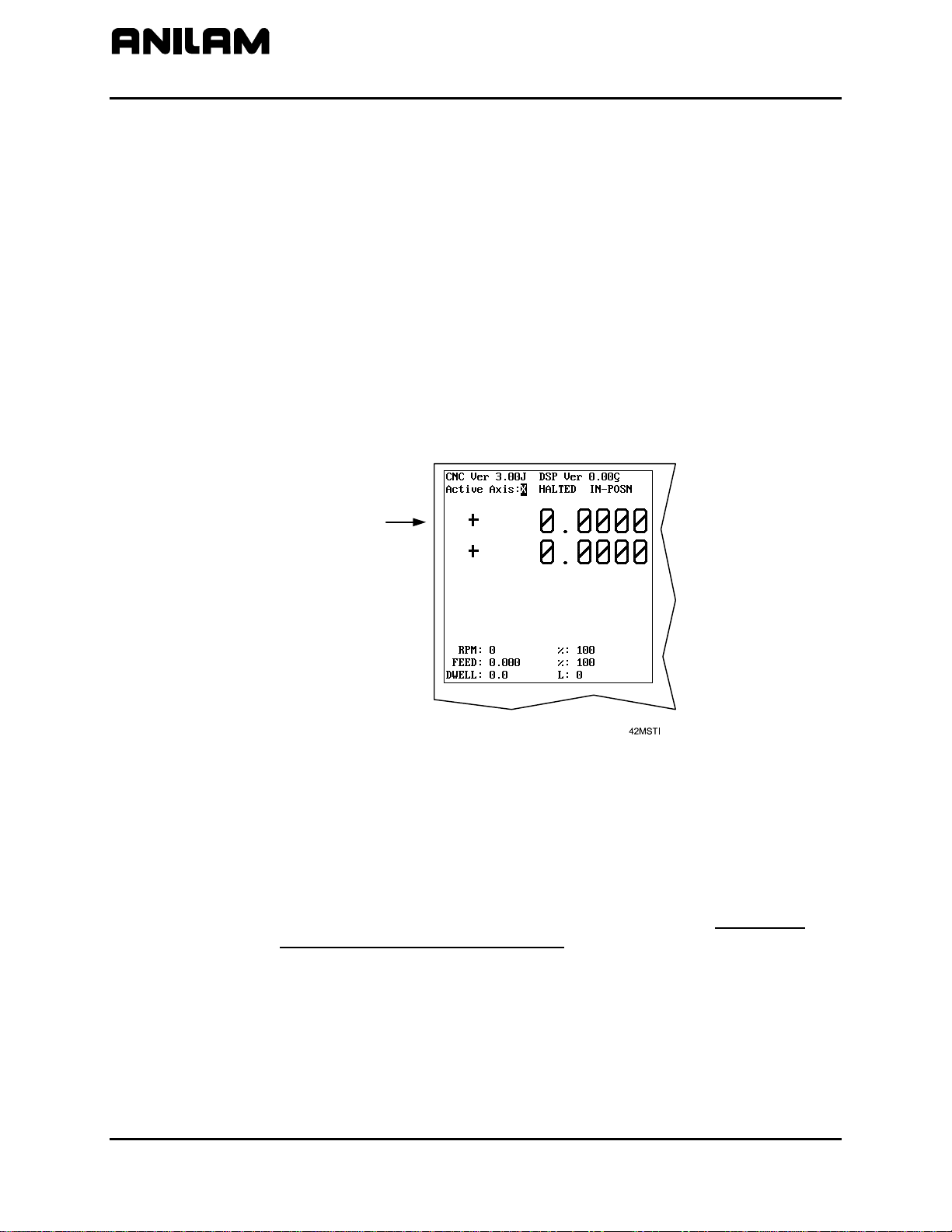
Activating the MST Screen...........................................................................................2
MST Soft Keys...............................................................................................................3
Clearing a Prompt Field or Message (F1) ...........................................................................................4
Selecting an Axis.................................................................................................................................4
Entering a Password...........................................................................................................................4
Checking Axis Resolution (F2)............................................................................................................5
Detecting the Index Pulse (F3)............................................................................................................6
Canceling the Active MDI or Test Command ......................................................................................6
Activating Manual Data Input Mode (MDI)...........................................................................................6
Balancing Motion Control Axes...........................................................................................................7
Differential (AC Systems) and Single-Ended (DC Systems) DSP2 Board ...........................................8
DC Systems........................................................................................................................................9
Servo Drive Test Board...................................................................................................................9
Balancing the DSP2 Board (F6) .....................................................................................................10
Balancing Servo Amplifier Outputs (F6) ........................................................................................12
Amplifier Faults..............................................................................................................................13
Setting the Signal Gain (F7) ..........................................................................................................17
AC Systems ......................................................................................................................................19
Servo Amplifier Test Board............................................................................................................19
Balancing the DSP2 Board (F6) .....................................................................................................21
ANILAM Amplifier Parameter Files................................................................................................22
Balancing Servo Amplifier Outputs (F6) ........................................................................................23
Amplifier Faults..............................................................................................................................27
Miscellaneous Tests (F9) ..............................................................................................................27
AC and DC Systems.........................................................................................................................32
Tuning (F8)....................................................................................................................................32
Saving Final Values.......................................................................................................................35
Exiting the MST Screen (F10) .......................................................................................................35
Setting Up and Tuning the C-Axis .............................................................................36
Index......................................................................................................................................Index-1