DISASSEMBLY/ASSEMBLYINSTRUCTIONS
l Neverapply excessive pressureby a holding device which may
cause distortion of a part
l Apply pressureevenly to parts which have a pressfit.
l Apply even pressureto the bearing race that will be pressfitted
to the mating port
l Use correct tools and fixtures when servicing this tool.
l Don’t damage “0” rings when servicing tool.
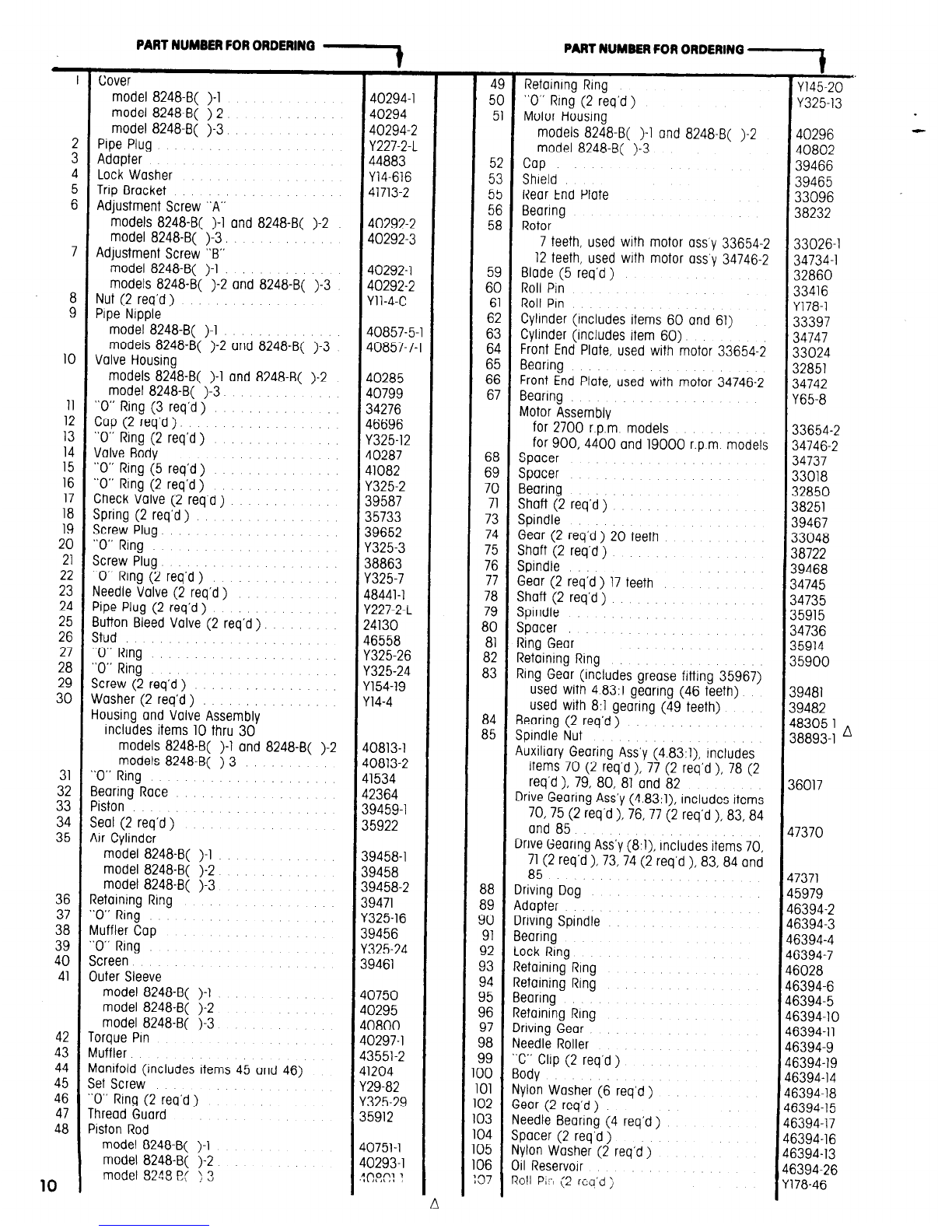
l UseOnlygenuine AROreplacement parts for this tool. When or-
dering, specify par-tnumber,description,tool model number and
serial number.
TWIN DRILL DISASSEMBLY
-Using 3mm hex wrench supplied with unit, loosen both adjust-
ment screws (111)completely. IMPORTANT:Alternately unthread
adjustmentscrews approximately 1/2turn at a time or unthread
screws simultaneously to prevent damaging the unit.
-Remove body and spindle assemblies from adapter (89).
-Remove retainingring (93) and pull spindle(90) and components
from adapter (89).
-Using retaining ring pliers, removeretaining ring (96) from gear
(97).
-Remove needle roller (98) and gear (97).
-Remove retaining ring (94) and lock ring (92) from spindle,
-Bearings (95 and 91) ore pressfit on driving spindle (90).
-Remove “C” clip (99) from adjustment screws,
-Rotate spindle turretwhile pulling outward until o portion of spin-
dle aligns with notch in bodyand removespindle assembly(108)
from body.
-Remove oil reservoir(106).
-Remove nylon washer (105) by bending slightly.
-Remove nylon washer (101)and gear (102).
-Bearings (103) and spacer(104)are loosepartsandwill dropout,
-DO NOTdisassemblespindle(108)unlessit ISnecessaryto replace
a port.
-To disassemble,using aflat bottomtype punch orsimilar tool and
an arbor press, remove gear (113)from spindle (125). CARE
SHOULDBETAKENTOREPLACEGEAR(113)INTHESAMEPOSI-
TIONWHENREASSEMBLING.Thegearis assembledwith teeth up
on turret stamped “T”. The gear is assembled with teeth down
on turret stomped “B”.
-Remove spindle (125) from sleeve (122)carefully, as six rollers
(120) are loose parts and will drop out. NOTE:Thrust race (121)
ISpressfit on spindle.
-Using a “C” type washer that properly fits spindle, pressthrust
race off spindle.
-Remove oil seal (124).
-If link bearing (114)and sleeve (122)are removedfrom turret, it
will be necessaryto removethe foam strip (117)first. Liftone end
of foam strip and pull so it slides thru notch under link bearing.
-Using a propersizepunchandan arborpress,removelink bearing.
-Press sleeve thru remaining distance in turret,
TWIN DRILL ASSEMBLY
-Pack bearingsand coatgearswith a goodgradeof bearinggrease
when assembling.Saturateoil reservoirswith a good multigrade
10W/30 oil
-When fitting sleeve(122),it is Importantthat the slot in the sleeve
lines up with the groovein the backface of the turret. Pushfoam
strip (117)intothe groovein theturret(widestsideacrossgroove),
The center of the strip should be under the sleeve and the two
ends should meet at the point opposite the sleeve.
-Press the link bearing(114)overthe small end ofthesleeve,keep-
ing the 5mm hole in the link bearing aligned with the 5mm hole
in the turret.TOmaintain alignment, usea 5mm pin insertedthru
the bore in the link bearing and the turret.
-Assemble oil seal (124)to spindle.
-Assemble thrustrace (121)to spindle, pressingan upto theshoul-
der. Becertain thrust race is pressedon and squarely seated,or
prematurefailure of the bearing may occur.
-Drop the thrust race into the boreof the sleeveassembledin the
turret.
8
-Place asmall amount of greaseonspindleand positionthetwenty
needlerollers(123)betweenthe oil seal(124)andthrustrace(121)
-Place asmall amountofgreaseonshoulderbetweenthetwothrust
races and position the six rollers (120) on spindle.
-Slide spindle into sleeve,insuringfoamstrip is keptout oftheway
-Place a few drops of oil into sleeveand pushspindle firmly down
into sleeve.
-Hold spindle in position and turn turret assemblyover with gear
end up.
-Apply a small amount of greaseto needle cage (116)and slide
cageoverthe end of the spindle, into the boreof the link bearing
-Place washer (115)over spindle.
-Be certain gear is positioned correctly on spindle. Position with
teethup on turretstomped “T”. Positionwith teethdown onturret
stamped“B”. IMPORTANT:When pressinggear on spindle, allow
on end play of .001”.
-Press roll pins (107) into 1/8” diameter holes in turret. Assemble
Setscrews (109) to spindle.
-Insert a dummy adjustment screw (111),or a shaft of the same
diameter,thru bodyfromthe backor adaptersideof bodyto main-
tain alignment of parts to be assembled into body.
-Assemble one nylon washer (101)over dummy screw and down
into body.
--Assemble bearing (103), spacer (104) and other bearing (103)
to gear (102).
--Assemble gear with bearingsto dummy screw, with largest por-
tion of gear going on screw first.
-Assemble one nylon washer (101)to screw.
-Assemble nylonwasher(105) to screw,bending slightly to gothru
hole in body.
-Assemble oil reservoir(106) into body and position holes for roll
pins sothey will align with roll pins of spindle when spindle is as-
sembled to body.
-Assemble spindle (108) to bodyand screw,aligning roll pins with
holes in oil reservoirand extended portion of spindle with notch
in body.
-Assemble spring washer (110)and one nylon washer (101)to ad-
justment screw (111).
-Assemble screw (111)to unit,while at the sametime withdrawing
dummy screw from unit.
-Assemble “C” clip to screw (111)to secure screw to unit.
-Assemble bearings (91 and 95) to driving spindle (90)
-Assemble gear(97) to drivingspindle(go), aligning holethru gear
with hole in spindle.
-Assemble needle roller (98) thru gear and spindle.
-Assemble retaining ring (96) over gear and needle roller.
-Assemble lack ring to spindle over bearing (95) and assemble
retaining ring (94) to lock ring.
-Assemble driving spindle and components to adapter (89) and
secure with retaining ring (93).
-Assemble the twin drill body assemblyto the adapter and lock
ring, alternatelythreading adjustmentscrews into lock ring, simi-
lar to disassembly.
-Refer to “spindle adjustment”, page 3
GEARING DISASSEMBLY
-Using wrenches on flats of adopter (89) and ring gear (83), un-
thread adapter from gearing.
-Using wrenches onflats of driving dog (88) and spindle nut (85),
unthread and removedriving dog from spindle. Removespindle
nut (85) also.
-Thread adjustmentscrews (6 and 7) all the way back and push
the piston rod (48) all the way forward to expose wrench flats
of motor housing (51) from the outer sleeve (41).
-Using wrenchesonfiats of ring gear and motorhousing,unthread
gearing from motor housing
-If tool hasdouble gearing,unthreadring gear(83) from ring gear
(81).
-Grasp ring gearin one hand and tap thethreadedendof thespin-
dle with a softfaced hammer;spindle and componentswill loos-
en from ring gear.
-Remove bearing(s)andshaftsfromspindleto removeplanetgears.