Eskridge 50 Series User manual

SERVICE MANUAL
50 SERIES DIGGER MODELS
THIS SERVICE MANUAL IS EFFECTIVE:
S/N: 58670 TO CURRENT
DATE: 9-2003 TO CURRENT
VERSION:SMD50L-AC
NOTE: Individual customer specifications (spindle
mounting, sprocket pilot, brake assembly, etc.) may
vary from exploded drawing and standard part num-
bers shown. If applicable, refer to customer drawing
for details.
54
Motor
Number
50
Model
2
Shaft
1
Bail Boss
F
Motor
Supplier
Example Part Number
05
Ratio

Model D50 service manual, SMD50L-AC Page 2
Eskridge, Inc. Olathe, KS. 913-782-1238 www.eskridgeinc.com
Single Stage Exploded View Drawing
ITEM QTY DESCRIPTION PART NO.
1 1 BASE - INTEGRAL BAIL 50-004-3303
2 1 OUTPUT SHAFT - 2" HEX .516 HOLE 50-004-4082L
BAIL ASSEMBLY 1-1/4" BAIL BOSSES 50-005-2132
BAIL ASSEMBLY 1" BAIL BOSSES 50-005-2142
4 1 INPUT GEAR 85-004-1262
7 1 CARRIER ASSEMBLY- SECONDARY 50-005-2031
8 1 RING GEAR 50-004-1033
9
9A 1 THRUST WASHER - INPUT 50-004-1091
9B 1 THRUST WASHER - SEC. CUP 50-004-1011
10
10A 2 O-RING 01-402-0560
10B 1 OUTPUT SHAFT SEAL 01-405-0530
11
11A 1 OUTER CONE 01-102-0140
11B 1 OUTER CUP 01-103-0140
11C 1 INNER CONE 01-102-0150
11D 1 INNER CUP 01-103-0130
12
12A 12 SHCS (7/16-20 X 3.0) GR8 01-150-1830
12B 12 LOCKWASHER (7/16) 01-166-0340
12C 2 12 PT CBORE CS (1/2-13 X 1.25 GR8) 01-150-1460
13 2 PIPE PLUG (3/8 NPT MAGNETIC 01-207-0070
14
14A * SHIM 50-004-1521
14B 1 LOCK RING 50-004-1462
14C 1 SPLIT RING MODEL 50 50-004-1452
14D 1 GASKET 90-004-1081
15 1 MOTOR 01-304-0550
MODEL D50 DIGGER WIT H INTEGRAL BAIL
THRUST W ASHERS & BEARINGS
MISCELLANEOUS
SEALS & O-RINGS
OUTPUT SHAFT BEARINGS
HARDW ARE
13
Eskridge
NOTES:
*
BEARING PRELOAD DETERMINES QUANTITY OF SHIMS.
SEAL KIT (PN 85-016-0601) INCLUDES (2 EA.) ORINGS AND (1 EA.) SEAL
X5005-21F55aa ECN ----- DATE: 04-20-10 HWP
EFFECTIVE
FROM: S/N 83000 (DATE) 04-26-10
TO: (CURRENT)
15
1
2
3
9A
10A
10B
11A
11B
11C
11D
14A
14B
14C
14D
13
12C
13
12B
7
12A
4
9B
8
5005-21F55

Model D50 service manual, SMD50L-AC Page 3
Eskridge, Inc. Olathe, KS. 913-782-1238 www.eskridgeinc.com
Double Stage Exploded View Drawing
ITEM QTY DESCRIPTION PART NO.
1 1 BASE - INTEGRAL BAIL 50-004-3303
2 1 OUTPUT SHAFT - 2" HEX .516 HOLE 50-004-4082L
BAIL ASSEMBLY 1-1/4" BAIL BOSSES 50-005-2132
BAIL ASSEMBLY 1" BAIL BOSSES 50-005-2142
4 1 INPUT GEAR 85-004-1122
5 1 CARRIER ASSEMBLY- PRIMARY 50-005-2011
6 1 SUN GEAR 85-004-1412
7 1 CARRIER ASSEMBLY- SECONDARY 50-005-2041
8 1 RING GEAR 50-004-1023
9
9A 1 THRUST WASHER - INPUT 50-004-1091
9B 1 THRUST WASHER - SEC. CUP 50-004-1011
10
10A 2 O-RING 01-402-0560
10B 1 OUTPUT SHAFT SEAL 01-405-0530
11
11A 1 OUTER CONE 01-102-0140
11B 1 OUTER CUP 01-103-0140
11C 1 INNER CONE 01-102-0150
11D 1 INNER CUP 01-103-0130
12
12A 12 SHCS (7/16-20 X 4-1/2 GR8 01-150-1820
12B 12 LOCKWASHER (7/16) 01-166-0340
12C 2 12 PT CBORE CS (1/2-13 X 1.25 GR8) 01-150-1460
13 2 PIPE PLUG (3/8 NPT MAGNETIC 01-207-0070
14
14A * SHIM 50-004-1521
14B 1 LOCK RING 50-004-1462
14C 1 SPLIT RING MODEL 50 50-004-1452
14D 1 GASKET 90-004-1081
15 1 MOTOR 01-304-0540
MODEL D50 DIGGER WITH INTEGRAL BAIL
THRUST WASHERS & BEARINGS
MISCELLANEOUS
SEALS & O-RINGS
OUTPUT SHAFT BEARINGS
HARDWARE
13
Eskridge
NOTES:
*
BEARING PRELOAD DETERMINES QUANTITY OF SHIMS.
SEAL KIT (PN 85-016-0601) INCLUDES (2 EA.) ORINGS AND (1 EA.) SEAL
X5016-21F54ab ECN 3393 DATE: 11-15-11 HWP
EFFECTIVE
FROM: S/N 83000 (DATE) 04-26-10
TO: (CURRENT)
15
1
2
3
8
9A
10A
10A
10B
11A
11B
11C
11D
14A
14B
14C
14D
13
12C
13
12A
12B
9B
7
4
6
5016-21F54
!
WARNING: While working on this equipment, use safe lifting procedures,
wear adequate clothing and wear hearing, eye and respiratory protection.
Model D50 service manual, SMD50L-AC Page 4
Eskridge, Inc. Olathe, KS. 913-782-1238 www.eskridgeinc.com
LUBRICATION & MAINTENANCE
Operating Position
Single stage
Oil Capacity
Double stage Triple stage
Oil Level
Horizontal Shaft - - To horizontal centerline of
auger drive
Vertical Shaft (Pinion Down) 2 pints / 0.95 liters 2.5 pints / 1.18 liters To midway on upper/
primary gear set
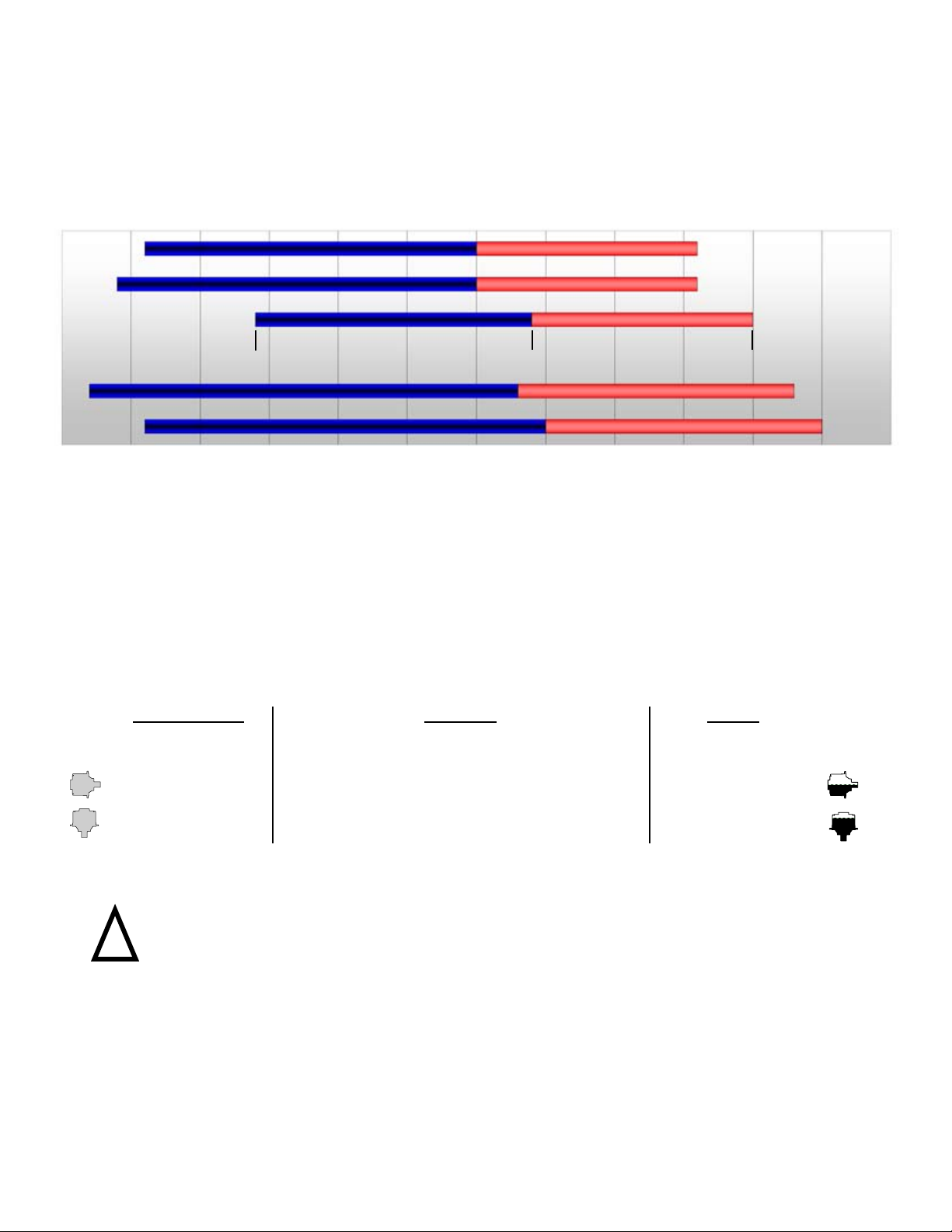
Using the chart below, determine an appropriate lubricant viscosity. Use only EP (extreme pressure) or API GL-5 designated lubricants.
Change the lubricant after the first 50 hours of operation and at 500 hour intervals thereafter. The auger drive should be partially disas-
sembled to inspect gears and bearings at 1000 hour intervals.
80W90 conventional
75W90 conventional
85W140 conventional
75W90 synthetic
80W140 synthetic
Note: Ambient temperature is the air temperature measured in the immediate vicintiy of the gearbox. A gearbox exposed to the direct rays of
the sun or other radiant heat sources will operate at higher temperatures and therefore must be given special consideration. The max operating
temp must not be exceeded under any circumstances, regardless of ambient temperature.
If your unit was specified “shaft up” or with a “-Z” option, a grease zerk was provided in the base housing. For shaft-up operation, the
output bearing will not run in oil and must be grease lubricated. Use a lithium based or general purpose bearing grease sparingly every
50 operating hours or at regular maintenance intervals. Over-greasing the output bearing should be avoided as it tends to fill the housing
with grease and thicken the oil
Recommended ambient and operating temperatures for conventional and synthetic gear lubricants
-50 -25 0 25 50 75 100 125 150 175 200 225 250 F
-45 -32 -18 -4 10 24 38 52 66 79 93 107 121 C
Min Ambient/operating temp Max Operating temp
Max Ambient temp
ESKRIDGE MODEL D50 OIL CAPACITIES
ESKRIDGE PART NUMBER INTERPRETATION
Note: All non custom Eskridge Geardrives are issued a descriptive part number which includes information regard-
ing the Model, means of shaft retention, base style, shaft style, input mounting, input shaft size, overall ratio and
various available options. For a detailed breakdown of this information, please refer to Eskridge product specifica-
tion sheets found at: http://www.eskridgeinc.com/diggers/diggerprodspecs.html

Model D50 service manual, SMD50L-AC Page 5
Eskridge, Inc. Olathe, KS. 913-782-1238 www.eskridgeinc.com
Unit Disassembly Procedure
There are two types of model D50 units: single planetaries with-
out a primary carrier and double planetaries with a primary planet
carrier. The differences in disassembling single stage and double
stage gearboxs are clearly defined throughout this manual.
All parts should be inspected as they are removed from unit.
1) Scribe across base (1), ring gear (8) and cover/ bail assembly
(3) joints on outside of gearbox to assure proper orientation
of oil fill and drain plugs, motor mounting, etc., as the unit is
reassembled.
2) Remove hydraulic motor (15) from auger drive. Drain oil.
3) Remove the twelve 7/16 x 4-1/2” socket head cap screws
(12A) and 7/16 lockwashers (12B), which retain cover/bail
assembly (3) and ring gear (8) to base (1).
4) Lift cover / bail assembly (3) off of unit.
Single stage: Remove input gear (4), input thrust washer
(7A, 7B) carrier assembly (7) and ring gear
(8).
Double Stage:Remove input gear (4), input thrust washer
(9A) primary carrier assembly (5). Remove
secondary sun (6) thrust washer (9B) and
secondary carrier (7).
5) The gearing is now disassembled and area(s) requiring re-
pair or service should be identified by thorough inspection
of the parts after they have been washed in solvent. Rotate
planet gears to check for any abnormal noises or roughness
in the primary planet bearings. At the same time, inspect
planet gears for any damage or worn teeth. Replace carrier
assembly if any problems are found in the carrier assembly.
Base Subassembly
Disassembly
1) Place unit on a press table with the output shaft (2) protruding
downward through a hole in the table; unit should be support-
ed only by the base (1). The only thing retaining output shaft
(2) is the locking ring (14B) and split ring segments (14C).
Remove the locking ring (14B) by prying upward, split ring
segments (14C) and shims (14A).
CAUTION: The Load-n-lock assembly is no longer retaining
output shaft. Take precautions if the unit is moved as the shaft
may fall out.
2) With output shaft down through centerhole in press table and
unit supported by base, press shaft out by applying press
load to top end of shaft (internal end) until it passes through
inner shaft bearing (11C). Outer shaft bearing (11A) and seal
(10B) will come out of unit attached to shaft.
3) Inspect inner and outer bearing cups (11B & 11D). If cups are
damaged remove and replace both bearing cups and cones.
CAUTION: Care should be taken not to injure feet or damage
output shaft during this procedure.
4) If outer bearing cone (11A) needs to be replaced, it will need
to be pressed off of output shaft. Also inspect inner bearing
cone (11C). If any one bearing component needs replaced
replace the both the cup and cone as a set.
NOTE: When installing or removing bearings, press only on
inner race of bearing cone. DO NOT press on outer roller cage
of bearing or it will damage bearing.
5) Clean all foreign material from magnetic oil plug (13) located
on bottom of base (1). Add a small amount of pipe thread
compound to pipe plug before installing it back into base.
Unit Reassembly
1) Start with base (1). Turn base upside down and position
on press table. Base should be pointing upward with outer
bearing cup (11B) exposed. Apply a layer of lithium bearing
grease to bearing cup surface.
2) Invert output shaft (2, load-n-lock retainer groove end
down) and carefully lower into base (1) until the shaft’s out-
er bearing cone (11A) is seated against outer bearing cup
(11B).
3) Press shaft seal (10B) into base until it is flush with bottom of
pilot diameter. Use a press fixture, if possible, to avoid distort-
ing seal. If press fixture is not available, a hammer and flat-
ended drift may be used by tapping outer edge of seal lightly
and alternating sides.
4) Stand base assembly upright on output shaft.
CAUTION: The only thing holding output shaft and base to-
gether at this point is the tightness in fit of the shaft seal. Se-
curely and cautiously turn unit upright, not allowing base and
shaft to separate.
5) While holding output shaft (2) with one hand, rotate base (1)
to be certain it turns freely and smoothly. The slight resistance
felt, if any, is due to shaft seal load (drag) on output shaft.
6) Apply a layer of lithium bearing grease to inner bearing cup
(11D) surface.
7) Install inner bearing cone (11C, small end down) over inter-
1
2
10B
11A
11B
11C
11D
14A
14B
14C
13

Model D50 service manual, SMD50L-AC Page 6
Eskridge, Inc. Olathe, KS. 913-782-1238 www.eskridgeinc.com
16) Install motor (15) with gasket (14D), using hex head cap
screws (12C) and torque bolts to 55 ft-lbs.
THE AUGER DRIVE IS NOW READY FOR USE.*
nal end of output shaft. Press bearing on slowly until it is just
seated against bearing cup (11D). With a slight press load still
applied, rotate base (1) by hand to ensure roller bearings are
rotating evenly and smoothly. Inner bearing cone (11C) may
require additional press load to reach proper bearing preload.
If roller bearings are seated properly, continue on to set and
check bearing preload.
SHAFT BEARING PRELOAD: Proper shaft bearing preload is
achieved when torque required to rotate base is 50 to 80 in-
lbs. This rolling torque is equal to a force of approximately 11
to 18 lbs if pulling on base flange to rotate base (1). This may
be determined by feel or by using a fish scale or similar mea-
suring device to check rolling torque.
8) Install shims (14A) over internal end of output shaft (2). Shims
should slide all the way down to outer bearing cone (11C),
where they will rest. The same number (quantity) of shims
removed from unit during disassembly should be returned.
Follow shims with split ring segments (14C). Segments will
sit directly on top of bearing shims.
NOTE: Quantity of shims (14A) may vary from unit to unit.
Bearing preload, set at the factory, determines quantity of
shims.
9) Install the locking ring (14B) onto output shaft.
10) Lightly grease a new o-ring (10A) and install it into o-ring
groove in base (1). Assemble ring gear (8) to base (1). Re-
fer back to scribe marks made across external joints of gear
drive prior to Disassembly Procedure. Line up scribe marks
between ring gear and base to give correct hole alignment.
NOTE: Be certain that o-ring (10A) stays seated in groove
during Step 10.
11) Install secondary carrier assembly into unit. Carrier assembly
should be installed with hub side down (24 tooth spline).
Rotate carrier assembly back and forth to mesh secondary
planet gear teeth (7) with ring gear (8) teeth. Once teeth
mesh, let secondary carrier slide down until it contacts with
output shaft spline. The carrier splined hub should spline onto
output shaft. Carrier hub will rest on top of locking ring (14B)
when splines are fully engaged.
12) Install the carrier cup washer (9B).
Single stage: Install input gear (4), input thrust washer
(9A).
Double Stage: Install secondary sun gear (6) primary car-
rier assembly (5) input gear (4), and input
thrust washer (9A).
13) Grease a new o-ring (10A) and install it into bottom of cover/
bail assembly (3). Refer back to scribe marks made across
external joints prior to Disassembly Procedure. Line up scribe
marks between cover/bail assembly and ring gear (8) so that
orientation of motor mount holes and oil plug are back to their
original positions.
NOTE: Be certain o-ring (10A) stays seated in cover/bail
assembly during Step 13.
14) Install all twelve of the 7/16 lockwashers (12B) and the 7/16
hex capscrews (12A) and torque to 70 ft-lbs.
15) Fill unit with oil per the capacity and lubricant recommenda-
tions posted on page 4.
Table of contents
Popular Tools manuals by other brands

Bosch
Bosch Professional GCG 18V-310 Original instructions

RIDGID
RIDGID RP 350 manual

Harbor Freight Tools
Harbor Freight Tools NITROUS 98475 instructions

Staubli
Staubli MA289 operating instructions

US Conec
US Conec Loose Fiber Ribbonizing Tool Applications Engineering Notes

Cornwell Tools
Cornwell Tools CTG-SSAGG operating instructions

Costway
Costway TL35302 user manual

Power works
Power works DDM402 Operator's manual

Delfast
Delfast RX40A owner's manual

Hitachi
Hitachi KC18DFL - 18V Cordless Lithium Ion Two Piece... parts list

Axminster Trade
Axminster Trade AT25BM Original instructions

Retra
Retra REALEZY 320 Series Owner's operation and maintenance manual





