HOW TO SET UP A WELDER:
1. Close valve on air-pressure regulator by pulling upward
on the plastic knob until a clicking sound is heard, and
then proceeding to turn the knob counter clockwise This
will prevent possible damage to the gauge from a sudden
surge of excessive air pressure.
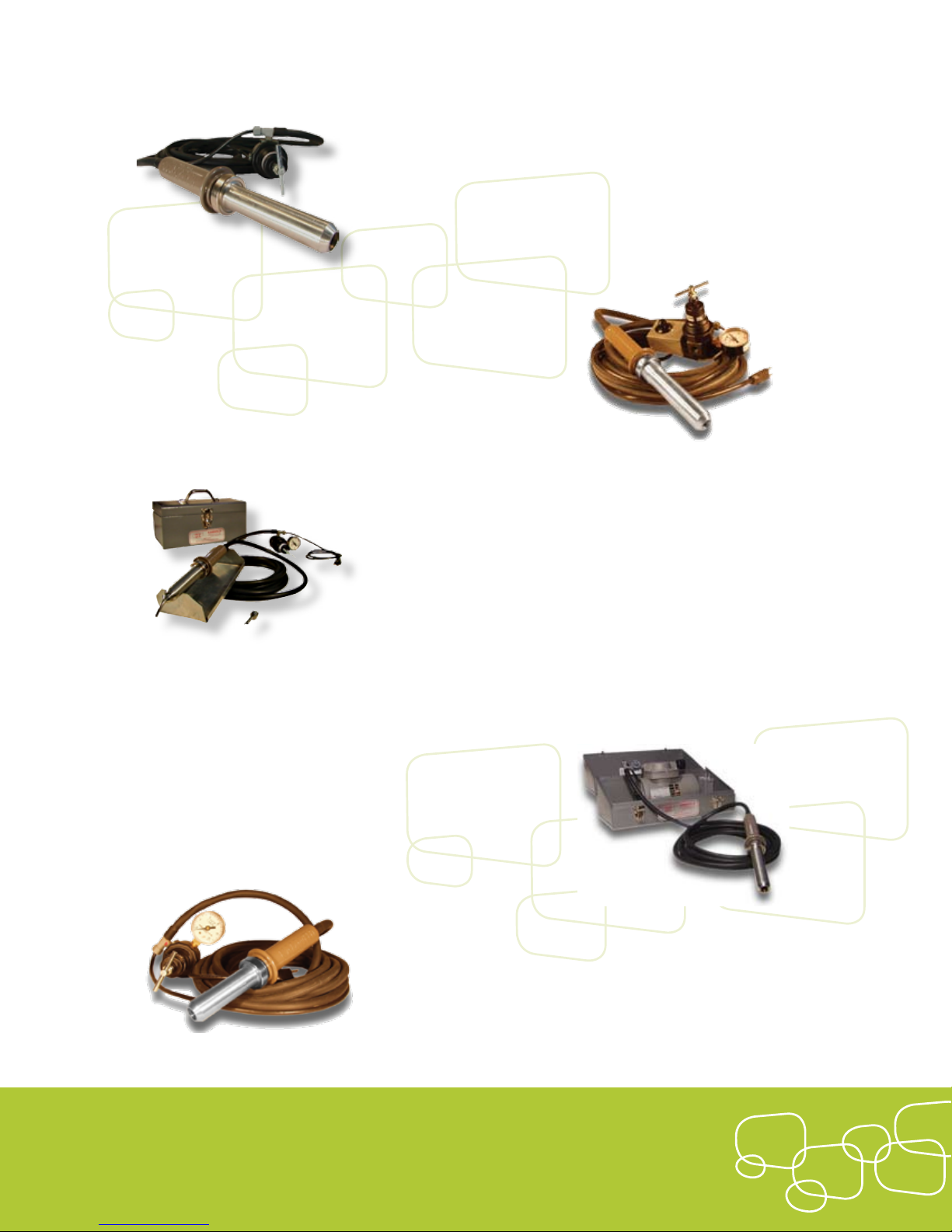
2. Connect the regulator to a supply of either compressed air
(which should be free of oil or moisture) or inert gas. The
Kamweld air-pressure regulator is rated for 200 lbs. (90.72
kg) of line pressure. If inert gas is used, a pressure reduc-
ing is needed (obtainable from a gas supplier).
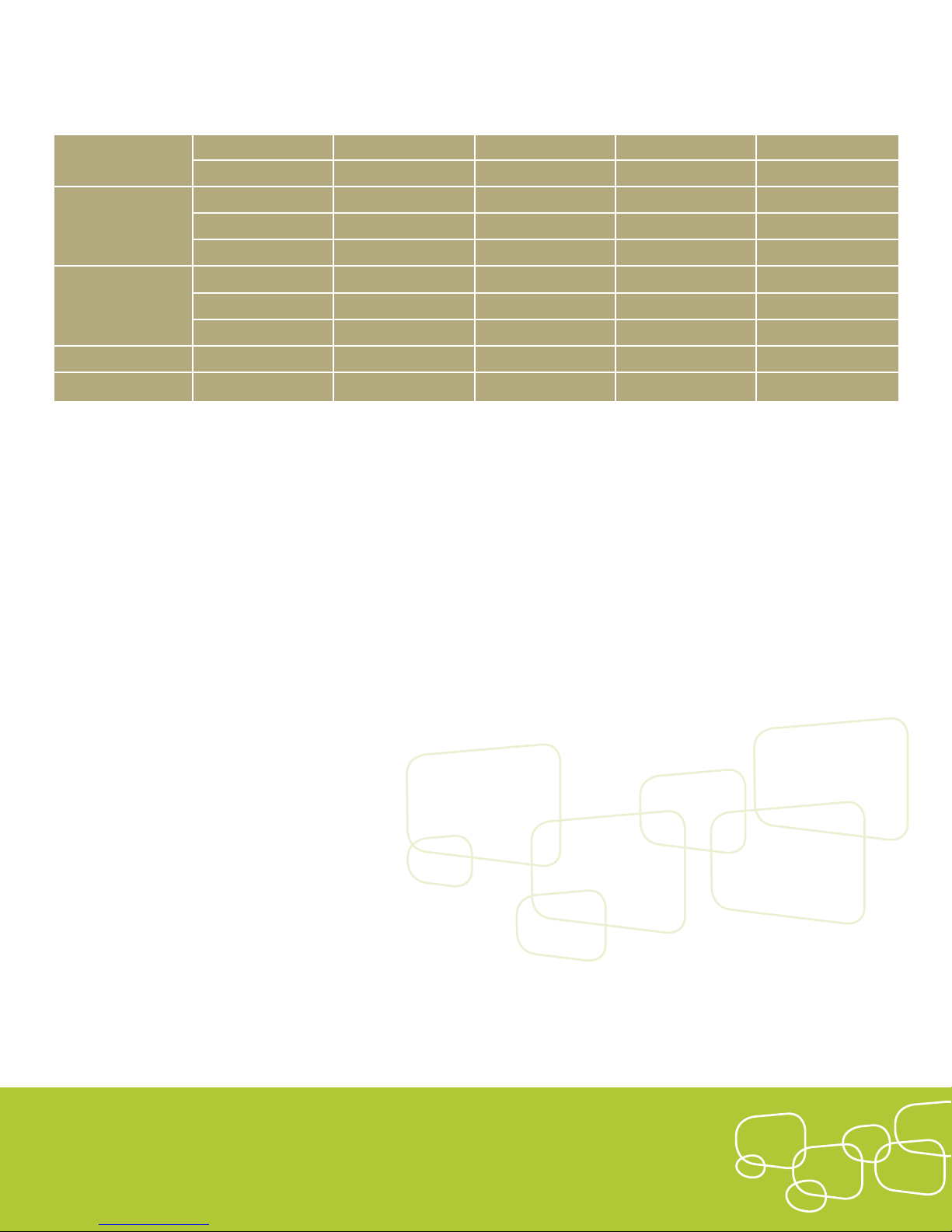
3. Turn the air supply on. The starting air pressure for each
model is indicated in the chart on the next page. Please
note that the heated air temperature depends on the
wattage of the heating element AND the air pressure. The
operating air pressure requires slightly less air. The chart
shows the approximate temperatures obtainable with 120
volt AC supply:
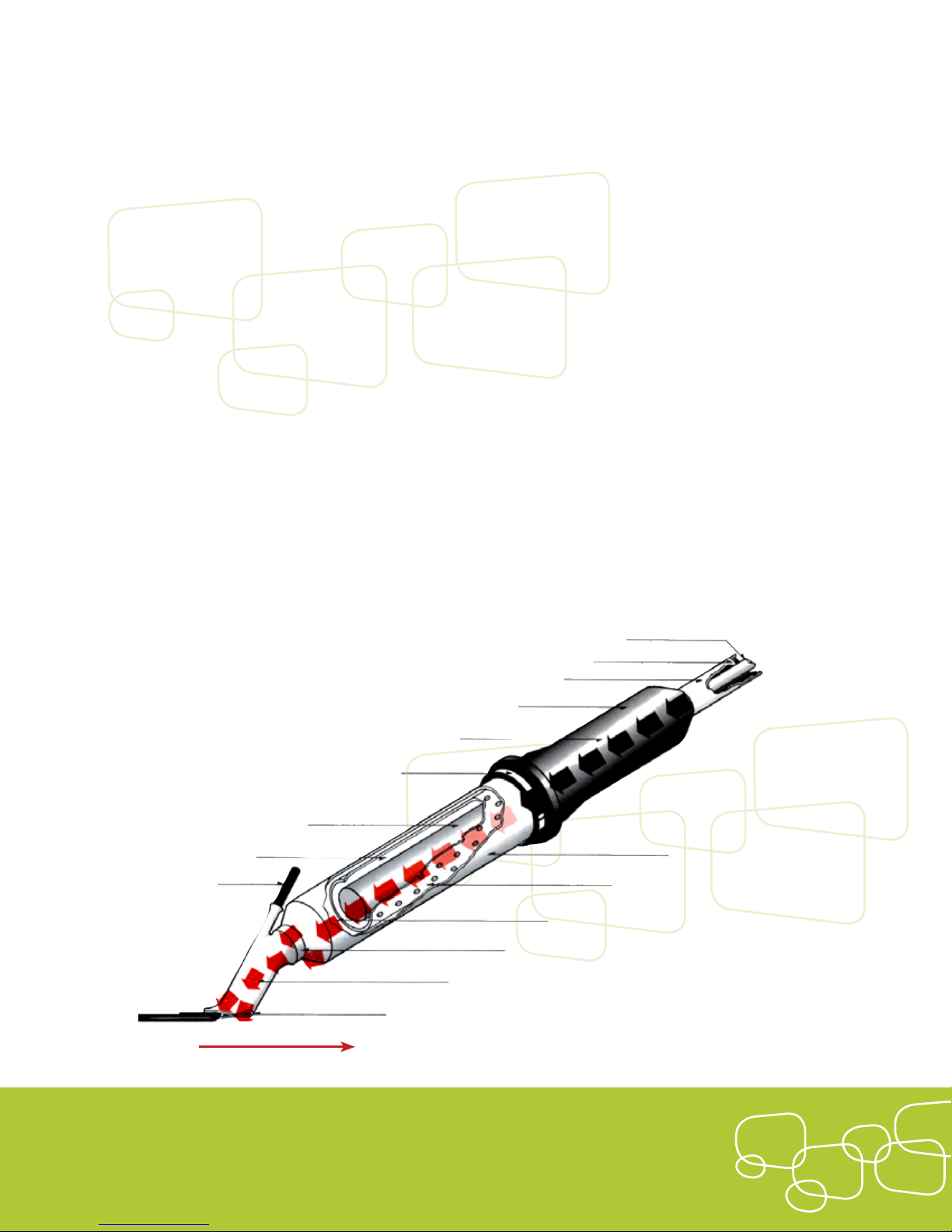
Caution: if the round spanner nut (which holds the barrel to the
handle) becomes too warm to the touch, the gun is overheating. If
this occurs, increase the air pressure immediately, according to the
instructions in the right column. By increasing the air pressure, the
air temperature decreases.
4. Connect the welder to a common 120 volt AC outlet. A
three-prong grounded plug is supplied with each unit and
MUST be used.
5. Allow the welder to warm up at the recommended
STARTING pressure according to the temperature chart on
the following page. It is essential that either air or inert gas
ows through the welder at all times, (from warming up to
cooling o), to prevent burn-out of the heating element
and/or further damage to the gun. AT NO TIME SHOULD
THE ELECTRICITY BE CONNECTED WITHOUT AIR FLOW-
ING THROUGH THE GUN.
6. Select the proper welding tip and install it into the thread-
ed outer barrel with pliers to avoid touching the tip and
barrel while they are hot. After the tip has been installed,
the temperature will increase slightly due to back pressure.
Allow two to three minutes for the tip or outer barrel to
reach the required operating temperature.
7. If you nd the temperature is too high to weld the mate-
rial you are working with, increase the air pressure slightly
until the temperature decreases. If the temperature is too
low for your application, decrease the air pressure slightly
until the temperature rises. When increasing or decreasing
the air pressure, allow at least two or three minutes for the
temperature to stabilize at the new setting. Damage to the
welder or heating element will not occur from too much air
pressure: however, the element can become overheated
by too little air pressure. When decreasing the air pressure
from the recommended starting pressure, never allow the
spanner nut to become too hot to the touch. This is an
indication of overheating. Maximum operating tempera-
ture with the minimum air pressure is obtained when the
spanner nut is only slightly warm to the touch. A partial
clogging of the dirt screen in the regulator or a uctuation
in the line voltage can also cause over or under heating.
5