Lockformer Vulcan 2900 User manual

711 OGDENAVE. LISLE IL. 60535-1399 PHONE 630-964-8000 FAX 630-964-5685
REV 08-98
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com

Theunderside ofeachof theinner legsofthe Vulcantable hasa1/2-13 tappedhole.
Fourleveler padshavebeen furnishedwiththe table. BEFOREREMOVINGTHETABLE
FROMTHESHIPPING SKIDScompletelythreadtheadjustmentnutasshowninthe
illustration,thenfullythread alevelerintoeachleg.
DO NOTANCHOR THETABLETOTHE FLOOR. ALockformer installation
technicianwill leveltheequipmentand secureitto thefloor.
SHIPPINGSKID INNERLEGS(4)
BOTTOM VIEW OF TABLE LEG
LEG
LEVELER
ADJUSTMENT
NUT
INSTALLING THE TABLE LEVELERS
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com

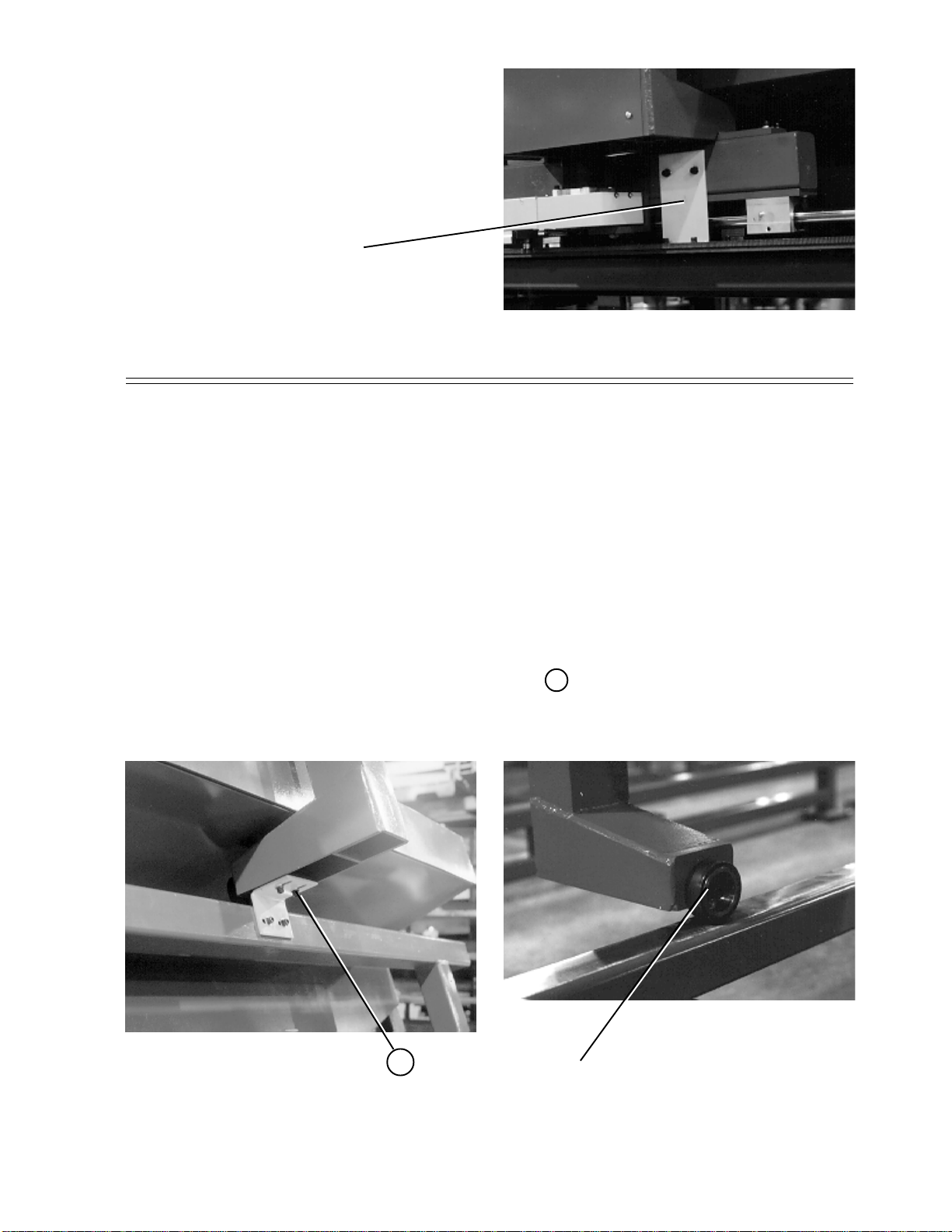
IMPORTANT!
REMOVE THE STEEL ANGLE BRACKETS (YELLOW) SHOWN IN
THE PHOTOS BELOW BEFORE ATTEMPTING TO OPERATE
YOUR VULCAN MACHINE. THESE ITEMS WERE USED TO
SECURE THE MACHINE DURING SHIPPING.
REPLACE THE TWO SOCKET HEAD CAP SCREWS SECURING THE
BRACKETS ON THE CARRIAGE WITH THE SHCS IN THE BAG
ATTACHED TO THE TORCH HEAD (ALLEN WRENCH INCLUDED).
REMOVE THESE BRACKETS
SHIPPING BRACKET REMOVAL
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com

REMOVE THESE YELLOW BRACKETS BEFORE
REMOVINGTABLE.
THESE BRACKETS ARE FOUND ON BOTH SIDES OF
THEVULCANMACHINE.
BRACKET REMOVAL CONT.
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com
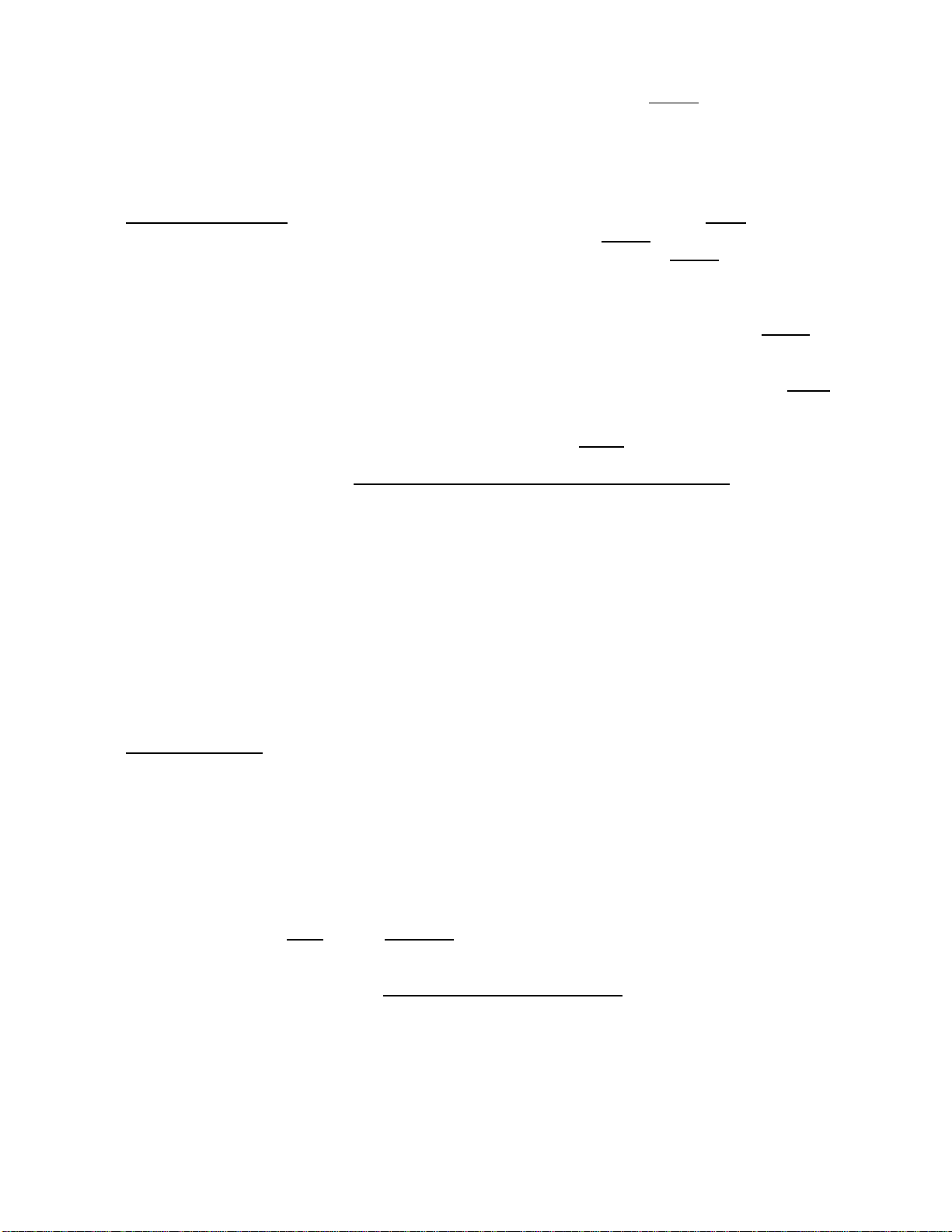
1. Position an appropriate, safe
jacking device and carefully lift the
carriage enough to take the weight
off of the yellow shipping bracket.
2. Remove the bracket by removing
the four mounting screws B .
3. Lower the carriage.
REMOVETHISBRACKET
BEFOREOPERATINGTHIS
MACHINE
PHOTO 1 PHOTO 2
BWHEEL
BRACKET REMOVAL CONT.
WHEEL SIDE OF CARRIAGE
SHIPPING BRACKET REMOVAL
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com

SAFETY INFORMATION
Inadditiontothefollowingguidelines,refertoSections1,2,and3ofthismanualforadditionalsafety
information.
The Vulcan Plasma Arc Cutting System can be used with complete safety by its operator and any
persons in the immediate area, but personnel must take precautions against light, heat, radiation,
fumes, and noise produced by the Vulcan while performing plasma cutting operations. Everyone
who works with or near this machine must familiarize themselves with possible hazards and the
simple, effective means explained below to avoid them! Pay close attention to the following
Guidelines and the Vulcan will provide cost efficient service with minimal risk to personnel:
TERM DESCRIPTION
CAUTION: Hazards or unsafe practices which could result in minor personal injury, and
product or property damage.
WARNING: Hazards or unsafe practices which could result in severe personal injury or
death.
DANGER: Immediate hazards which will result in severe personal injury or death.
Thewords"should"and"must"asusedinthismanualshallhavethefollowingmeaning;the
use of should means we strongly suggest that the instruction be followed. The use of must
means that the instruction is mandatory for the safety of equipment and personnel.
INSTANT-ON TORCHES - The machine torch is an instant-on torch. These torches fire (produce
a plasma arc) immediately after torch switch closure or remote switch closure for a machine torch.
Always stand away from the torch as a precaution against accidental torch firing. Be aware of this
hazardous potential; failure to do so can result in serious bodily injury.
EMERGENCY STOP switch shuts off power to all parts of machine except plasma unit. The torch
will stop cutting, but its power will still be active, so throw the main DISCONNECT switch to cut all
power!
CARRIAGEMOVEMENT-ThecarriageonwhichthePlasmaCuttingTorchismountedmoveswith
firm, steady force and can injure anyone in its path. It can travel the entire length of the table (this
is the Y axis). The torch unit also travels across the carriage when cutting (X axis). Keep this path
clear. Stand back from the moveable parts of the machine when it is in operation, or about to be
started. NOTE:Whenused in this manual, the term "machine" will refer to the carriage only. Other
sections of the Vulcan will be described by their specific name and listed separately.
YOU ARE NOT READY TO OPERATE THIS EQUIPMENT
IF YOU HAVE NOT READ AND UNDERSTOOD THE
SAFETY INFORMATION IN THIS MANUAL.
SAFETY FIRST! All Personnel working with or near
the Vulcan must read this section!
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com

BURNSAFETY-Intenseultravioletlight,sparks,andhotmetalproducedbyplasmaarccutting will
harm either exposed skin or eyes. Operators and nearby personnel must wear protective clothing
and equipment to avoid hazards.
Eyes Safety - Wear tinted safety goggles, goggles with side shields, or a welding helmet to protect
eyes. Refer to the chart for recommended lens or shield shade;
Arc Current Lens/Shield Shade
Up to 100 Amps Shade No. 8
100-200 Amps Shade No. 10
200-300 Amps Shade No. 12
Over 400 Amps Shade No. 14
Do not use eyewear with broken or pitted lenses or covers. Replace at once.
Post warnings and inform other people in the area not to look directly at the arc unless wearing
glasses, goggles, or a helmet.
The Vulcan Operating Area should be adapted to reduce reflection and transmission of ultraviolet
light. Installprotectivescreensorcurtainstoreduceultraviolettransmissions. Paintwallsandother
surfaces with dark colors to reduce reflection.
SkinSafety-Alwayswearprotectiveclothingincluding,butnotexclusiveto,gauntletgloves,safety
shoes, and head covering.
Flame retardant clothing with cuffless trousers to shield body from sparks and slag is strongly
suggested.
After cutting, sheet edges and the cutting table are dangerously sharp and hot. To avoid cuts and
burns, use heavy gloves to handle pieces during removal.
Do not touch the front of the torch when starting it. After cutting, allow time for the front of the torch
to cool.
Qualified first-aid personnel and facilities should be available at or near any Vulcan site to treat
accidental eye and skin burns at once.
FUME HAZARDS AND PRECAUTIONS - Plasma Arc Cutting vaporizes metals into toxic gases,
soconstantventilationandprecautionsregarding exposuretothe operatororany personsnearthe
Vulcan are absolutely necessary! An appropriate ventilation system, designed to safely withdraw
toxicfumesfromthearea,mustbeinstalledandusedwhenevertheVulcanisoperated. Donotuse
the Vulcan in a confined space unless a safe ventilation system and an operators fresh air supply
is present and working properly! Refer to Section 1, Preliminary Installation for details about
necessary initial ventilation setups.
Be sure to activate the ventilation system before starting the Torch. Periodically check to see that
the vent system continues to remove air efficiently! To ensure that it pulls with its greatest force
duringcutting,alwayscoverthe table top(s)completely,soaircanonly flow throughasmallareato
force gases into the 12" vent hole. If sheets smaller than 5 x 10' are used, cover excess space on
table top(s) with scrap metal.
Donotcutcontainerswithtoxic materials inside or containersthathaveheldtoxicmaterials. Clean
such containers thoroughly before cutting.
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com
Stock containing or coated with significant percentages of beryllium, cadmium, lead, mercury, or
zinc can all give off poison fumes when burned by plasma arc cutting. Do not cut this stock unless
theoperator,oranyoneelsesubjectedtothefumes,wearsrespiratoryequipmentoranairsupplied
helmet, or the table ventilation system is working efficiently.
Wear a proper breathing mask and use proper ventilation when cutting galvanized metal.
EXTREMECAUTION!Variouschlorinatedsolventsdecomposeandcanturntolethalphosgenegas
whenexposedtoultravioletradiationcaused by plasma cutting. Do not use suchsolventson stock
tobecutbytheVulcan. Askyourvendoraboutsuspectsolventformulas. Do notkeeptheseorany
degreasing agents near the Plasma Arc Cutting System.
FIREHAZARDSANDPRECAUTIONS-Heat,sparksandslagproducedbyplasmacuttingofmetal
cancauseexplosionsorfire. KeepfireextinguisherswithintheimmediateVulcanarea. Donotleave
any combustible matter within 35 ft. (10 meters) of the Vulcan site!
It is strongly recommended that containers used for poisonous or explosive substances never be
plasma cut.
Be sure the Vulcan area ventilation system works properly. Never start the Vulcan as long as air
around it is laden with flammable/explosive agents such as dust, gasoline or other flammable gas,
or combustible liquid vapors. Let the vent system remove such substances first!
Quench freshly cut metal in water or allow metal to cool after cutting, before handling it, or letting
any combustible substances nearby that might be ignited by its heat.
ELECTRICAL HAZARDS AND PRECAUTIONS
Primary Safety Directive - To perform any maintenance or do any work with the machine's
electricalcomponents,always disconnect the main switch to cut power entirely from allpartsorthe
Vulcan, to avoid the dangers of electrocution.
Becauseplasmacuttingrequiresgreater(opencircuit)voltagethanordinarywelding,upto300VDC,
greater precautions against electrocution must be used while cutting.
Input Connections (Refer also to Section 1, Preliminary Machine Installation)
Install a wall-mounted line disconnect switch as close to the plasma unit power supply as possible
and fuse it according to local electrical codes. This switch allows the operator to turn the power
supply off quickly in an emergency situation.
Conform to all national, state, and local electrical codes for primary wiring sizes and types.
Be sure that input conductors are of proper size to carry Plasma Unit’s rated current.
Primary power cable must have a minimum 600 v. rating.
Do not use the system with a damaged power cord. Inspect the primary power cord frequently for
damage or cracking of the cover. EXPOSED WIRING CAN KILL!! If a power cord is damaged,
replace it immediately.
Inspect the torch leads. Replace if frayed or damaged.
Neveroperatetheplasmasystemunlessthepowersupplyunitcoversareinplace. Exposedpower
supply connections present a severe electrical hazard.
Donottouchtheworkpiece,includingthewaste cutoff,whileyoucut. Leave theworkpieceinplace
or on the workbench with the work cable attached while cutting.
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com

Before changing the torch parts, disconnect the main power or unplug the power supply. After
changing the torch parts and returning the retaining cap to its operating position, plug the power
supply in again.
Never bypass or shortcut the safety interlocks.
Before removing a power supply cover for maintenance, disconnect the main power at the wall
disconnect switch or unplug the power supply. To avoid exposure to severe electrical hazard, wait
five minutes after disconnecting the main power to allow capacitors to discharge.
Wearinsulatedglovesandbootstomaintainproperinsulationagainstelectricalshock. Ifyou must
work in or near a damp area, use extreme caution.
CheckcableoftenforanycrackingorpeelingofcoversandreplacedefectivewiringIMMEDIATELY!
NOTE!To avoid a tripping hazard, it issuggestedthatbrightSafetyTapebe put around the ground
rod and any cable that must lay in a space where people walk.
NOTE! Personal Protection - Keep your body and clothing dry. Do not operate the Vulcan in a wet
or damp environment without proper insulation against ELECTROCUTION! Do not stand, sit, or
otherwise be in any contact with water while operating machine or ELECTROCUTION may result!
Do not operate the Vulcan if any of its electrical cables, torch leads, or the torch itself is damaged.
Do not attempt any maintenance to the Vulcan, including service to torch, plasma unit, or power
supply,withoutfirst disconnectingpowerfrommachineentirelybyshutting offthemaindisconnect!
EXPLOSION PREVENTION - WARNING: The plasma system uses compressed gas. Observe
proper precautions when handling and using compressed gas equipment and cylinders. Refer to
the Index at the end of this section.
When cutting with the plasma system, do not cut in atmospheres containing explosive dust or
vapors. Do not cut pressurized cylinders or any closed container.
Compressed Gas Cylinders -Becertainto takecorrectprecautionswhenhandling and operating
compressed gas equipment and cylinders.
Handle and use any compressed gas cylinder in strict accordance with safety standards such as
publishedbytheCompressed Gas AssociationinArlington,VA.(CGA), American WeldingSociety
in Miami, Fla. (AWS), and the Canadian Standards Association in Ontario, Canada (CSA).
Do not move a cylinder unless its protective valve cover is in place. Do not use a cylinder unless it
is secured in place, upright.
Do not use a cylinder that leaks or is otherwise physically damaged. Do not use hammers or any
other implement to force a stuck valve open. Return cylinders with any such defects to supplier.
Do not lubricate cylinder valve(s) with oil or grease.
Never move or transport a cylinder without the protective valve cover in place.
Do not use a cylinder or its contents for any other purpose than that for which it was designed.
Do not allow a cylinder near electrical hazards such as welding arcs, or expose cylinder to an open
flame or excessive heat, sparks, or slag of any kind, which can cause rupture or explosion.
Hose - Label and color-code all gas hoses in order to clearly identify the type of gas in each hose.
Consult applicable national, state, or local codes.
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com

Never use an oxygen hose for any gas other than oxygen.
Use the shortest possible lengths of hose to avoid damage, reduce pressure drop, and prevent
possible volume flow restriction. Let the hose lie as straight as possible to prevent kinks when
interconnecting system components. Coil excess hose and place it out of the way to prevent
damage and to eliminate tripping danger.
Checkhoseregularlyforwear,leaks,looseconnections,oranydamagefromheat,flameorsparks.
Immediately replace damaged or unreliable hose!
Pressure Regulators - Maintain all pressure regulators used on the Plasma Unit of the Vulcan in
proper working order to avoid failure and danger to operating personnel. Do not use any regulator
that leaks, creeps excessively or is otherwise damaged. It is strongly recommended that any
malfunctioningequipmentbeservicedonlybytrainedtechnicians,atit’smanufacturer’sdesignated
facility.
Donotlubricateregulator(s)with oilorgreaseanddo notusearegulator for anygasotherthan that
for which it was designed.
NOISE PREVENTION -Theplasmacuttingprocesscangeneratehighlevelsofnoise. Depending
onthearccurrent,materialbeingcut,acoustics,andsizeofthecuttingroom,distancefromthetorch
and other factors, acceptable noise levels as defined by national, state, or local codes may be
exceeded by your plasma system.
GROUNDING - Before operating the plasma system;
InputPower-Besurethepowercordispluggedintoaproperlygroundedoutletorthatthepowercord
ground wire is properly connected to the ground in the disconnect box. If installation of the plasma
system involves connecting a power cord to the power supply, ensure that the power cord ground
wireisproperlyconnected. Conformtonational,state,andlocalstandardwhenfasteningthepower
ground wire to the power supply chassis. CSA standards recommends placing the power cord
groundwireonthestudfirst;thenplacetheotherwiresontopofthepowercordground. Fastenthe
retainingnuttightly.
Make sure that all electrical connections are tight to avoid excessive heating.
Input Power - Connect Ground Lead of power input cable to both electrical system ground in
disconnectbox,andtogroundstudinPlasmaUnitpowersupply. Becertainallgroundlugsarelarge
enough to carry rated current load and make all connections tight to prevent resistance heating.
Output Power - Connect all positive output ground leads to cutting table Star Ground (referred to,
and illustrated in Section 1). Connect Star Ground to reliable Earth Ground. Refer to National
Electrical Code, Grounding Electrode System or other appropriate source for suitable Ground
specifications.
WorkTable-Clamptheworkcablewithgoodmetal-to-metalcontacttotheworkpiece(nottheportion
that will fall away) or to the work table.
Connecttheworktabletoagoodearthground. ConsulttheU.S.NationalElectricalCode,Article250,
Section H Grounding Electrode System, or other appropriate national, state, or local codes.
For additional information, refer to the Index at the end of this section.
ELECTRIC AND MAGNETIC FIELDS (EMF)
Plasma arc cutting and gouging systems create electric and magnetic fields that may interfere with
the correct operation of electronic health support equipment, such as pacemakers or hearing aids.
Anypersonwhowearsapacemakerorhearingaidshouldconsultadoctorbeforeoperatingorbeing
near any plasma system when it is in use. To minimize exposure to EMF: (1) Keep both the work
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com

cableandthetorchleadononesideofyourbody. Keepyourbodyfromcominginbetweenthetorch
lead and the work cable. (2) Keep distance of work cable to workpiece as short as possible to
eliminate loop areas. (3) Route torch leads as close as possible to work cable. (4) Do not wrap the
torch lead or work cable around your body. (5) Stay as far away from power source as possible.
SAFETY DEVICES -ThePlasmaUnitsusedonVulcanhavesafety interlocks to prevent danger to
personnel and damage to machine. Do not try to short out or override these interlocks! Check
interlocks and all safety related parts of Plasma Unit frequently and replace them IMMEDIATELY if
they are not working!
The interlocks turn off the power supply when the retaining cap is loosened.
Never bypass or shortcut the safety interlocks on any of the plasma system units.
Do not use the Plasma Unit unless all of its power supply covers are in place; failure to do so will
ENDANGERtheoperatorandotherpersonsnearthemachineanditwillinterferewithcoolingofvital
parts of Unit, which can be damaged as a result.
Be certain that all electrical connections are covered with appropriate insulation material. Cracked
insulation must be replaced!
Each plasma unit is designed to be used only with specific Vulcan torches. Do not substitute other
torcheswhichcouldoverheatandpresentapotentially dangeroussituationtothe operatorandany
personnel in the area.
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com

PUBLICATION INDEX
ThePublicationIndexcontainsalistofpublicationsdealingwithplasmaarccuttingequipmentsafety
practices.
1. American National Standards Institute, 1430 Broadway, New York, NY 10018
(212) 354-3300.
ANSI Standard Z41.1, Standard for Men's Safety-Toe Footwear
ANSI Standard Z49.2, Fire Prevention in the Use of Cutting and Welding Processes
ANSI Standard Z88.2, Practices for Respiratory Protections
ANSI Standard Z87.1, Safe Practices for Occupation and Educational Eye and Face
Protection
2. American Welding Society, 550 LeJeune Road, P.O. Box 351020, Miami, FL 33135
(305) 443-9353.
ANSI Standard Z49.1, Safety in Welding and Cutting
AWS Standard A6.0, Welding and Cutting Containers Which Have Held Combustibles
AWS Standard F4.1, Recommended Safe Practices for the Preparation for Welding
and Cutting of Containers and Piping that Have Held Hazardous Substances
3. National Fire Protection Association, 470 Atlantic Avenue, Boston, MA 02210
(617) 770-3000.
NFPA Standard 51, Oxygen - Fuel Gas Systems for Welding and Cutting
NFPA Standard 70-1978, National Electrical Code
NFPA Standard 51B, Cutting and Welding Processes
4. Superintendent of Documents, U.S. Government Printing Office, North Capitol
Street, Washington, D.C. 20402 (202) 783-3238.
NIOSH, Safety and Health in Arc Welding and Gas Welding and Cutting
OSHA, Safety and Health Standards, 29FR 1910
5. Canadian Standards Association Standard Sales, 178 Rexdale Boulevard, Rexdale,
Ontario M9W 1R3, Canada (416) 747-4000.
CSA Standard W117.2, Code for Safety in Welding and Cutting
Canadian Electrical Code Part 1, Safety Standards for Electrical Installations
6. Compressed Gas Association, 1235 Jefferson Highway, Arlington, VA 22202
(703) 979-0900.
CGA Pamphlet P-1, Safe Handling of Compressed Gases in Cylinders
7. National Welding Supply Association, 1900 Arch Street, Philadelphia, PA 19103
(215) 564-3484.
NWSA booklet, Welding Safety Bibliography
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com

YOU ARE NOT READY TO OPERATE THIS EQUIPMENT
UNTIL YOU HAVE READ AND UNDERSTOOD THE
SAFETY INFORMATION IN THIS MANUAL.
THIS SAFETY ALERT SYMBOL INDICATED IMPORTANT SAFETY
MESSAGES IN THIS MANUAL. WHEN YOU SEE THIS SYMBOL
CAREFULLY READ THE MESSAGE THAT FOLLOWS AND BE
ALERT TO THE POSSIBILITY OF PERSONAL INJURY OR DEATH.
!
BEFORE ANY MACHINE IS USED BY AN EMPLOYEE OR IS LOANED OR
RENTED,MAKEABSOLUTELYCERTAINTHATTHEOPERATOR(S)PRIORTO
OPERATING:
1. ISINSTRUCTEDINSAFEANDPROPERUSE.
2. REVIEWSANDUNDERSTANDSTHEMANUAL(S)PERTAININGTO
THEMACHINE.
ITISTHEUSER'SRESPONSIBILITYTOUNDERSTANDANDFOLLOWTHE
MANUFACTURER'SINSTRUCTIONSONMACHINEOPERATIONAND
MAINTENANCE,ANDTOOBSERVEALLPERTINENTLAWSAND
REGULATIONS.
WARNING
!
REMEMBER, A CAREFUL OPERATOR IS THE BEST INSURANCE
AGAINST AN ACCIDENT. GIVE COMPLETE AND UNDIVIDED
ATTENTION TO THE JOB AT HAND.
!
WARNING, DO NOT WEAR LOOSE CLOTHING, JEWELRY, OR
UNRESTRAINED HAIR OR BEARD STYLES WHICH MAY CATCH IN
MOVING PARTS.
!
WARNING, THE OPERATOR MUST HAVE AUXILIARY OPERATING
PERSONNEL CLEARLY WITHIN HIS FIELD OF VISION AT ALL TIMES!
!
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com

DANGER, COILS MUST NEVER BE CARRIED OVER THE HEADS OF
OTHER EMPLOYEES.
!
WARNING, KEEP LIQUIDS (SOLVENTS, LUBRICANTS, ETC.) AWAY
FROM ELECTRICAL EQUIPMENT.
!
WARNING, YOU MUST NEVER DISCONNECT OR REMOVE ANY
SAFETY DEVICE OR OPERATE ANY MACHINE WHO'S SAFETY DE-
VICES HAVE BEEN DISCONNECTED OR REMOVED.
!
DANGER, DISCONNECT AND LOCK OUT ALL POWER SOURCES
BEFORE INITIATING ANY REPAIRS.
!
!WARNING, IMPROPER OPERATION OF THIS MACHINE MAY
CAUSE DAMAGE TO THE MACHINE AND/OR PERSONAL INJURY TO
THE OPERATOR AND NEARBY PERSONNEL.
WARNING, HYDRAULIC SYSTEMS ARE HIGHLY PRESSURIZED.
ESCAPING HYDRAULIC OIL, EVEN AN INVISIBLE PINHOLE LEAK, CAN
PENETRATE BODY TISSUES CAUSING SERIOUS INJURY. WHEN
LOOKING FOR LEAKS, USE A PIECE OF WOOD OR CARDBOARD.
(NEVER USE THE HANDS OR ANY OTHER PART OF THE BODY)
!
WARNING, DO NOT HANDLE MATERIAL (COIL, SHEET OR
BLANK) WITHOUT WEARING PROTECTIVE GLOVES.
!WARNING, NARROW OR UNSTABLE COILS MUST NOT BE
TRANSPORTED WITHOUT THE AID OF BLOCKING AND/OR SIDE
SUPPORTS
!
WARNING, IF ANY PART OF THIS MACHINE SHOULD BECOME
OVER LUBRICATED AND LUBRICANT SPILLS OVER OR BUILDS UP, IT
SHOULD BE CLEANED UP IMMEDIATELY, SO AS NOT TO HINDER THE
PROPER OPERATION OF THE MACHINE OR ENDANGER OTHER
PERSONNEL.
!
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com
WARNING, KEEP THE WORK AREA CLEAR OF OBSTRUCTIONS
AND THE FLOOR CLEAN AND DRY.
!
WARNING, NEVER USE STOOLS, BOXES, CRATES OR SIMILAR
ITEMS AS SUBSTITUTES FOR WORK PLATFORMS, SCAFFOLDING OR
LADDERS.
!
WARNING, DO NOT OPERATE ANY EQUIPMENT WHICH HAS
LOOSE, WORN, OR BROKEN PARTS.
!
WARNING, DO NOT OVERLOAD EQUIPMENT BEYOND IT'S
STATED OR IMPLIED CAPACITIES.
!
WARNING, BEFORE PERFORMING ANY MAINTENANCE ON THIS
MACHINE, BE SURE THAT THE MAIN DISCONNECT SWITCH IS SHUT
OFF AND LOCKED IN PLACE.
!
!WARNING, DO NOT OPERATE ANY EQUIPMENT WITHOUT
GUARDS AND COVERS INSTALLED IN PLACE.
DANGER, YOU MUST NEVER CHECK DIMENSIONS OF
WORKPIECE WHILE EQUIPMENT IS OPERATING.
!
1
1
1
1
1
1
1
1
1
1
1
1
1
1
12
12
12
12
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com

The Lockformer Company,
711 Ogden Ave., Lisle, Ill. 60532 (630) 964-8000
TABLE OF CONTENTS
Reference Photo
Section 1:
Preliminary Machine Installation
Safety
Uncrating
LocationofMachine
ChecklistforRailSystem
DriveRack
GroundingProcedure/PowerSupply
Ventilation
Fiber Optic Cable Reference
Section 2:
Operation and Procedures
LoadingtheTablewithMaterial
ControlPower-OnProcedure
InitialTorch/HeadSet-UpProcedure
EmergencyStop
PlasmaUnitSet-Up
JobDownload
ExhaustActivation
DryRun
OperationofControlDuringCutting
Releasing a Job to Start a New Job
LostCutRecovery
VulcanDownloadQuickChart
ManualDataInput
ShapeLibrary
VulcanOperationFlowChart
Section 3:
Lockformer Vulcan Maintenance
Safety
InspectionandUpkeep
Lubrication
ReinstallationandAssemblyoftheVulcanTorchHead
TorchHeightAdjustment
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com

Section 4:
Lockformer Assembly Drawings And Parts Lists
51489Y-DriveMotorAssembly
51491Y-Two-DriveMotorAssembly
51494X - DriveMotor Assembly
51495X - DriveMotor Assembly
51526Rail Assembly - 20 ft. Single Park
51648RailAssembly
51659RailAssembly -20 ft.Double Park
52637TorchLifterAssembly
58470FloatingHeadAssembly
Section 5:
Fiber Optics Information
Specifications
Input/OutputInterface
SystemMalfunctionIsolation
NormalFiberOptic Operation
QuickTest-WillNotDownload
Checkingthe FiberOpticSystem
Checking the Fiber Optic Cable
Bit-DriverSensitivityAdjustment
Bypassingthe FiberOpticSystem
OfficeCablePinConfiguration
Section 6:
Vulcan Troubleshooting
XandYAxisMovement
CuttingErrors
TorchMovement
ComputerBlock
FlashProgram
Section 7:
Additional Information
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com

Vulcan 2900
REFERENCEPHOTO
"X" AXIS
DRIVEMOTOR
"X"CARRIAGE
("X" AXIS DRIVE)
FLOATINGHEAD
PNEUMATIC
TORCHLIFTER
PLASMA TORCH
"X" BEAM
Y-2EMERGENCY
STOP
"X" AXIS
RACKGEAR
"X" AXIS
SUPPORTROD
CONTROLLER
PRECISION
BEARING
SUPPORTROD
Y-2 RAIL
PROTECTED
CABLETRACK
Y-1 RAIL Y-RAILSPREADER
"Y"AXIS DRIVE
PRECISIONLINEAR
BEARINGS
"X" AXIS GANTRY
WELDMENT
"Y" AXIS
RACKGEAR
X-AXISHOME
SWITCH
X-AXIS HOME
PLATE
Y-AXIS HOME
PLATE
Y-AXIS HOME
SWITCH
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com

SECTION 1
PRELIMINARY MACHINE INSTALLATION
1. Safety
2. Uncrating
3. Location of Machine
4. Checklist for Rail System
5. Drive Rack
6. Grounding Procedure / Power Supply
7. Ventilation
8. Fiber Optic Cable Reference
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com

ThefollowinginformationoutlinesthefactoryproceduresforpreliminaryinstallationoftheLockformer
Vulcan Cutting Machine. Appropriate Lockformer reference and assembly drawings accompany
this manual as section 4.
1.SAFETY-Voltagesusedonthismachinearepotentiallyhazardous. Therefore,allequipment
must be installed and maintained in accordance with local requirements and National Electrical
Codes. Also see the SAFETY FIRST section of this manual.
2.UNCRATING-Themachine’scratingshouldensurethatallcomponentsarriveingoodorder,
butastheassembliesareuncrated,checkallcontentswiththepackinglistforpossibledamagefrom
shipping. If anything shows up missing, or damaged, notify the carrier in writing at once. It is the
responsibilityofthereceivertofileanyclaimsfordamageagainstthecarrier. Aseachassemblyor
detail is unpacked, it should be placed in a suitable dry area and have its preservative removed by
use of a nontoxic fluid. Avoid the use of trichlorethylene or perchloroethylene, and ensure that the
cleaning area is well ventilated.
3. LOCATION OF MACHINE - The Vulcan needs a floor space where vibration is at an
absolute minimum. Precision operation is necessary for accurate cutting, thus avoid areas where
the transmission of any heavy vibration, (from trucks, factory equipment, etc.) may occur nearby.
Choose a site for the Vulcan near gas and electrical outlets, and if possible, near any related
production lines, for manufacturing efficiency. Material handling is also important, so be sure to
providespaceforstockpilingmaterialandmovingitbyhoist,truck,orothermeans. Adequatelighting
and ventilation must be available for safety reasons, as noted in the safety material.
Machine Grounding - Connect and maintain good electrical grounds to supply ground wire and
machinerail. Donotgroundtoelectricalconduitorpipescarryinggasesor flammableliquids. Use
only recommended sizes of electrical cable. See page 3 for details.
4. CHECKLIST FOR RAIL SYSTEM RAILS - The Machine is factory shipped with all
Rails aligned correctly, but it is recommended that such alignments be rechecked after arrival and
initial placement of machine at its permanent operating site.
To Check the Rails, perform the following steps:
1. Use the jacking screws on the pedestals to level table over each pedestal to within 1/32".
2. Level outboard table Guide Rail to within 1/32".
3. Use the levelling screws to level Guide Rail and Outboard Rail (crossways).
4. Straighten Guide Rail to within .005".
5.NOTE!ThisStepisforDUALTABLESETUPSOnly:CheckRailjoints;Railendsmustbeintight,
positive contact and flush across top and sides of Guide Rail and top of outboard Rail.
6. Check Rail Spacing on X Axis, across carriage; if not 73" +/- 1/32", loosen outboard Rail and
reposition it as required to set this dimension.
7. Recheck Steps 1 through 6.
8. Anchor the table(s) tofloor securelywithlag bolts. NOTE:Suchfasteningcanonlybeperformed
after all alignments of machine are verified; then, customer must use any procedures desired to
secure table, ensuring that Machine and its Rails remain stationary, which is vital.
Page 1
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com
Table of contents
Other Lockformer Welding System manuals

Popular Welding System manuals by other brands







Lincoln Electric
Lincoln Electric 11298 Operator's manual

MAC TOOLS
MAC TOOLS MWTIG owner's manual

Lincoln Electric
Lincoln Electric handy mig Operator's manual

Sealey
Sealey SUPERMIG140.V2 manual

Harbor Freight Tools
Harbor Freight Tools VULCAN PROTIG 200 Owner's manual & safety instructions

Weller
Weller WTSF 80 manual





