PRETUL SOIN-130P User manual

ModelCode
SOIN-130P
Applies for:
27225
40%
Manual
Inverter Welder Work Cycle
CAUTION Read this manual thoroughly
before using the tool.
INGLÉS
ESPAÑOL

Use and care recommendations
Perform periodic MAINTENANCE to your machine. (Page 11)
The tool has a THERMAL PROTECTOR that in case of overheating
turns the welder off and a LED light turns on. If this happens, let the
welder cool for 15 minutes and turn it back on.
It is recommended to use a 10 AWG (5.26 mm2)extension cord and connect it to an
INDEPENDENT CHARGING CENTER.
2ENGLISH
Contents
CAUTION
Keep this manual for future references.
The illustrations in this manual are for reference
only. They might be different from the real tool.
To gain the best performance of
the tool, prolong the duty life,
make the Warranty valid if
necessary, and to avoid hazards
of fatal injuries please read and
understand this Manual before
using the tool.
Technical specifications
Power Requirements
General Power Tools Safety Warnings
Safety Warnings for Inverter Welders
Parts
Installation (SMAW)
Installation (TIG)
Start Up
Maintenance
Troubleshooting
Notes
Authorized Service Centers
Warranty Policy
3
3
4
5
6
7
8
9
11
11
12
13
14
33
Technical specifications
ENGLISH
Power Requirements
Power cord grips: Type “Y”.
Build quality: Basic insulation.
Thermal insulation on motor winding: Class H
27225
Código
Descripción
SOIN-130P
Rated Input Capacity
Input Voltage
Current Range 20 A - 130 A
Max No Load Voltage 69 V~
Power Factor Cos 0.73
Inverter Welder
127 V~/ 50 Hz / 60 Hz
3/32” - 1/8” - 5/32” - 3/32”
Electrode
IP21S
IP Grade
11.4” x 4.3” x 9”
Dimension
40%
4 minutes’ work per 6 minutes’ rest.
This duty cycle is for use at a temperature of 20 ºC (68 °F), for higher temperatures the working time must be reduced
Rated Duty Cycle
Insulation Class I
12 AWG x 3C with 221 °F insulation temperature
Conductors
WARNING
WARNING Avoid the risk of electric shock or severe injury. When the power cable gets damaged
it should only be replaced by the manufacturer or at a Authorized Service Center.
The build quality of the electric insulation is altered if spills or liquid gets into the tool while in use.
Do not expose to rain, liquids and/or dampness.
Before gaining access to the terminals all power sources should be disconnected.
4.7 kVA
Current 37 A
If faults or breakdowns happen. Ground connection offers a
trajectory with minimum resistance for electric power. It reduces the risk of electric
shock. This tool is built with a power cable with an earth conductor and a plug with
ground connection. The plug shall be connected into a power outlet installed and
grounded according to all local codes.
Do not modify the plug supplied. If the plug cannot be fitted
to the socket, have a qualified electrician to install the suitable socket.
• When using the welder together with more tools using the same ground connect those in parallel, never connect a
series.
• The gauge of the ground conductor cable shall not be of a smaller gauge than the power supply cable.
• Connection to the power supply shall only be carried out by a professional electrician.
• Double check the input connection voltage stipulated in the welder nameplate matches the power
supply voltage.
• The power supply cord shall meet the following requisites:
CAUTION
CAUTION
CAUTION
* The current for fuse fusion is double of its rated current.
Switch
Fuse (Work Rated Current)
Electric Wire
30 A
30 A (*)
2.5 mm2
• If extensions between the welder and the work piece
are needed, the soldering cable gauge shall be increased
to keep the welder energy output with a potential drop
not higher than 4 V
CAUTION
WARNING
WARNING

4
General Power Tools
Safety Warnings
ENGLISH
Work area
Keep your work area clean, and well lit.
Cluttered and dark areas may cause accidents.
Never use the tool in explosive atmospheres, such as in the
presence of flammable liquids, gases or dust.
Sparks generated by power tools may ignite the flammable material.
Keep children and bystanders at a safe distance while operating
the tool.
Distractions may cause loosing control.
Electrical Safety
The tool plug must match the power outlet. Never modify
the plug in any way. Do not use any adapter plugs with
grounded power tools.
Modified plugs and different power outlets increase the risk of electric shock.
Avoid body contact with grounded surfaces, such as pipes,
radiators, electric ranges and refrigerators.
The risk of electric shock increases if your body is grounded.
Do not expose the tool to rain or wet conditions.
Water entering into the tool increases the risk of electric shock.
Do not force the cord. Never use the cord to carry, lift or unplug
the tool. Keep the cord away from heat, oil, sharp edges or
moving parts.
Damaged or entangled cords increase the risk of electric shock.
When operating a tool outdoors, use an extension cord suitable
for outdoor use.
Using an adequate outdoor extension cord reduces the risk of electric shock.
If operating the tool in a damp location cannot be avoided, use
a ground fault circuit interrupter (GFCI) protected supply.
Using a GFCI reduces the risk of electric shock.
Personal safety
Stay alert, watch what you are doing and use common sense
when operating a tool. Do not use a power tool while you are
tired or under the influence of drugs, alcohol or medication.
A moment of distraction while operating the tool may result in personal injury.
Use personal protective equipment. Always wear eye
protection.
Protective equipment such as safety glasses, anti-dust mask, non-skid shoes,
hard hats and hearing protection used in the right conditions significantly
reduce personal injury.
Prevent unintentional starting up. Ensure the switch is in the
“OFF” position before connecting into the power source and /
or battery as well as when carrying the tool.
Transporting power tools with the finger on the switch or connecting power
tools with the switch in the “ON” position may cause accidents.
Remove any wrench or vice before turning the power tool on.
Wrenches or vices left attached to rotating parts of the tool may result in personal
injury.
Do not overreach. Keep proper footing and balance at all times.
This enables a better control on the tool during unexpected situations.
Dress properly. Do not wear loose clothing or jewelry. Keep
hair, clothes and gloves away from the moving parts.
Loose clothes or long hair may get caught in moving parts.
If you have dust extraction and recollection devices connected
onto the tool, inspect their connections and use them correctly.
Using these devices reduce dust-related risks.
Power Tools Use and Care
Do not force the tool. Use the adequate tool for your
application.
The correct tool delivers a better and safer job at the rate for which it was designed.
Do not use the tool if the switch is not working properly.
Any power tool that cannot be turned ON or OFF is dangerous and should be
repaired before operating.
Disconnect the tool from the power source and / or battery
before making any adjustments, changing accessories or
storing.
These measures reduce the risk of accidentally starting the tool.
Store tools out of the reach of children. Do not allow persons
that are not familiar with the tool or its instructions to
operate the tool.
Power tools are dangerous in the hands of untrained users.
Service the tool. Check the mobile parts are not misaligned or
stuck. There should not be broken parts or other conditions that
may affect its operation. Repair any damage before using the
tool.
Most accidents are caused due to poor maintenance to the tools.
Keep the cutting accessories sharp and clean.
Cutting accessories in good working conditions are less likely to bind and are
easier to control.
Use the tool, components and accessories in accordance with
these instructions and the projected way to use it for the type of
tool when in adequate working conditions.
Using the tool for applications different from those it was designed for, could
result in a hazardous situation.
Service
Repair the tool in a Authorized Service Center
using only identical spare parts.
This will ensure that the safety of the power tool is maintained.
WARNING! Read carefully all safety warnings and instructions listed below. Failure to comply with any of
these warnings may result in electric shock, fire and / or severe damage. Save all warnings and instructions for
future references.
This tool is in compliance with
the Official Mexican Standard
(NOM - Norma Oficial Mexicana).

5
• Wear a welding mask to protect eyes
and face when soldering. Assure the mask protective glass
shade is adequate for the soldering process to carry out.
• Wear leather gloves specially made for
welding as well as leather dungarees and gaiter.
• Wear robust clothing and long sleeves made of fire-resistant
materials such as wool or leather.
• Use special screens or curtains to insulate the work place from
passersby, to protect them from sparks, flares and slag originated by
the soldering process.
• Benches and work tables where work pieces shall rest, must have
orifices or slots that can easily let through residues originated by the
soldering process.
• Vapor and gases produced while soldering is
dangerous to your health. Work in well ventilated areas or with
adequate ventilation systems.
• Do not breath in smokes and gasses
emanated from the soldering process. Keep your head away
from vapors.
• If ventilation is poor use an adequate
autonomous breathing device because the gases generated
when soldering may displace air and cause a fatal accident.
• Do not operate the welder near de-greasing
agents, cleaning products or aerosol containers. Heat and
radiation from the welding process may react to those vapors
forming toxic gases.
• Avoid soldering metals covered in lead, zinc or
cadmium. Those materials generate toxic gases. Otherwise,
remove the covering from the welding area. Make sure the work
area is well ventilated or wear an adequate autonomous
breathing device.
Protection Equipment for Welding
CAUTION
CAUTION
CAUTION
WARNING
DANGER
ENGLISH
• Verify there is a safe connection for the input and
output cables. They shall be correctly insulated and the connections in
good repair (check and eliminate any possibility of electric shock).
• Double check the welder is plugged to a
reliable ground connection.
• Do not expose the welder to rain or humidity.
• The user shall be insulated from the work piece and
ground connection stepping onto insulating and dry mats.
• For any reason touch the two poles in the welder
circuit (welding stick and work piece).
• Do not try to adjust the welder current when
carrying out a soldering job.
• Connect the ground clamp to the work piece as
close as possible to the welding zone. This prevents the current to flow
long distances and eliminate the possibility of short circuit.
• The work piece shall make contact with the ground
connection clamp before operating the welder. Do not disconnect
until finishing welding because it can lead to an electric discharge and
severe injury.
• Disconnect the welder from the power supply
before carrying any maintenance jobs.
Prevent Electric Shock
• Have always handy a fire extinguisher in
good conditions.
• There shall not be flammable or explosive
materials in the work area (no less than 36’). Do not carry out
soldering jobs where the sparks can reach or fall onto
flammable or explosive materials.
Fire Prevention
CAUTION
CAUTION
CAUTION
CAUTION
CAUTION
CAUTION
DANGER
WARNING
WARNING
WARNING
WARNING
Prevent Health Risks
WARNING
WARNING
• Risks of electric shock:
An electric shock coming from the soldering electrode may
cause death. Do not weld under rain or snow. Do not touch the
electrode with your bare hands. Do not wear damp or damaged
gloves. Personal protection against electric shock: insulation from the
work piece. Do not open the equipment enclosure. Do not weld on
top of drums or any closed container.
• Soldering sparks may cause explosion
or fire.
• Risks generated by the welding arc:
Radiation coming out from the arc my burn eyes and damage skin.
Wear face mask and protection glasses. Wear hearing
protection and protective clothes that protect skin up to
the neck. Wear full-body protective clothes.
• Risk induced by electro-magnetic fields:
Welding current produces electro-magnetic fields. Do not
use this power source if having a medical implant. Never roll up the
welding cable around your body. Set together and parallel both
welding cables so the fields of each cable counteract.
• Do not use the welder power source to de-ice pipes.
• Never allow unexperienced people to dismount or
regulate the welder.
• Double check that the operator and the welder
are away from the sparks and residues trajectory originated by the
soldering process.
• The welder shall be operated in a place protected from sun and
rain. Away from places where violent vibrations are present.
• Store the welder in a place free of humidity with a range of
temperature from -13 °F to 131 °F
• There shall be a 11.8” space around the welding machine to allow
good ventilation.
• Double check no foreign metal piece is inside the
welder.
• Any problem with the welder that cannot be fixed
by the operator making the adjustments needed for a good welding
job shall be carry out in a Authorized Service
Center. For any reason try to open the welder housing to carry out
any type of maintenance.
• Compressed gas cylinders are widely used in
many welding processes. If not stored, handled, inspected and used
adequately compressed gas cylinders may be fatal. Can explode or
turn into missiles, drawing such force they can even break brick walls.
• Inspect the cylinders. Look for external corrosion,
indentation, lumps, holes of wells. If in doubt about any imperfection
observed is acceptable for those guidelines, stop using the cylinder.
Consult the gas safety page before using it.
• Many compressed gases not only represent a
physical hazard but also dangerous to your health. Be sure you learn
the danger to your health and how to be protected. Always follow the
use and handling caution measures provided in the safety page.
• Never set the cylinders next to heat or flame or
where they can be part of an electric circuit. Do not use them as a
source of ground during the electric welding process.
• Wear safety glasses and a protective mask when
connecting and disconnecting regulators and lines to the cylinder.
• Close the cylinder valve to release pressure before
removing the regulator and when not in use. Cylinders shall be
stored with a visible identification and with the protection valve cap
fitted.
Prevent Injuries and Accidents
Use of Compressed Gas Cylinders
CAUTION
CAUTION
CAUTION
CAUTION
CAUTION
CAUTION
WARNING
WARNING
WARNING
WARNING
WARNING
WARNING
WARNING
WARNING
WARNING
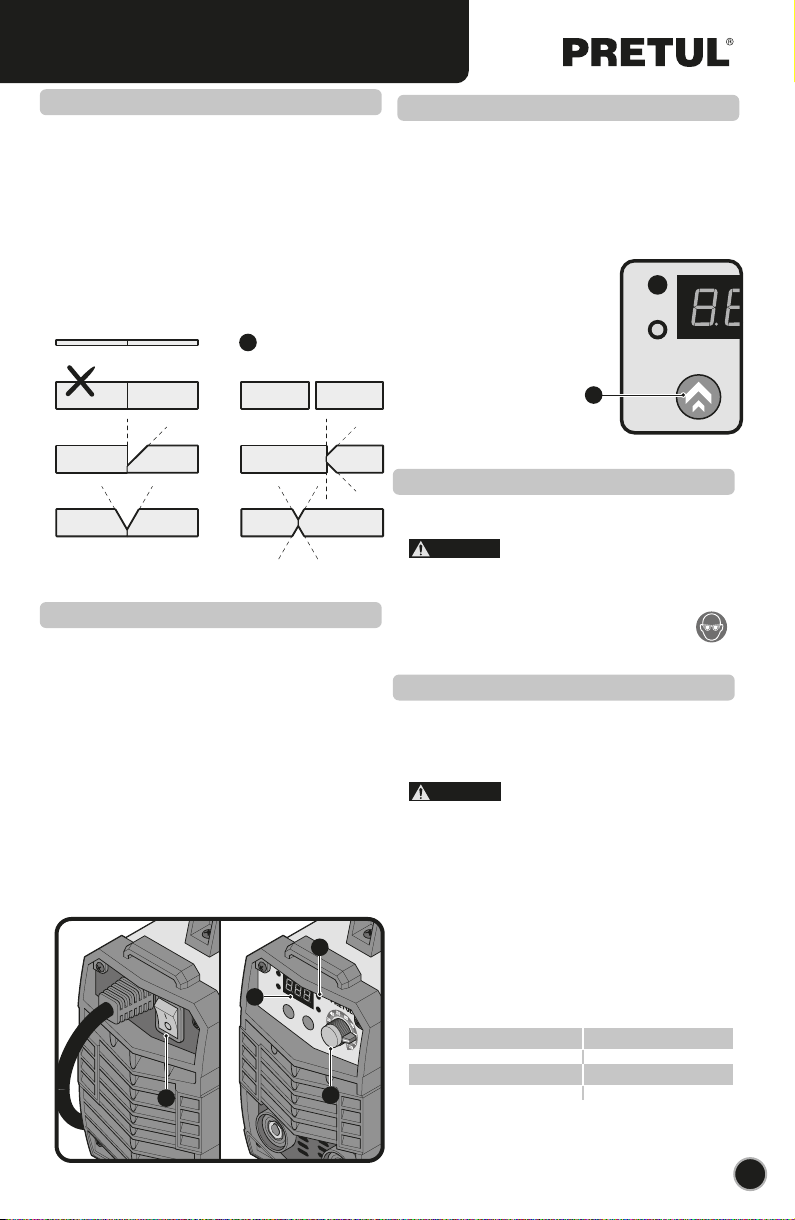
Safety Warnings for
Inverter Welders
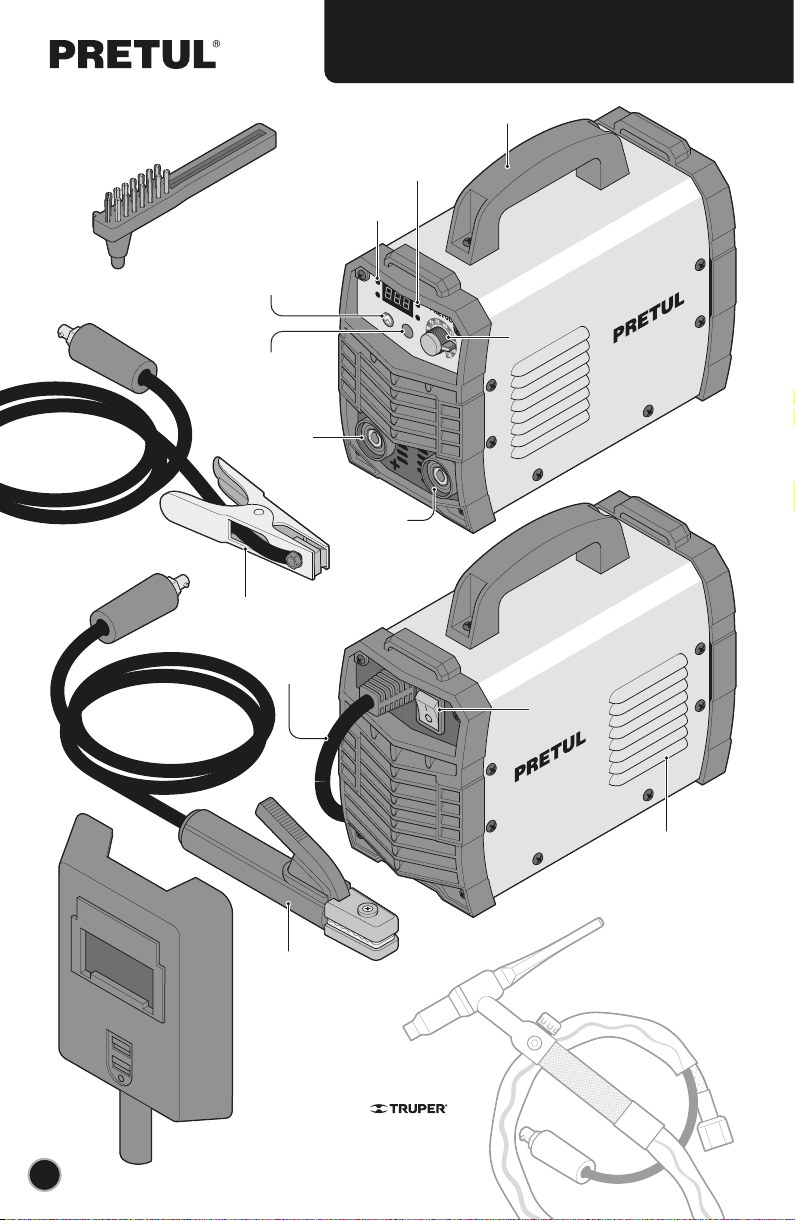
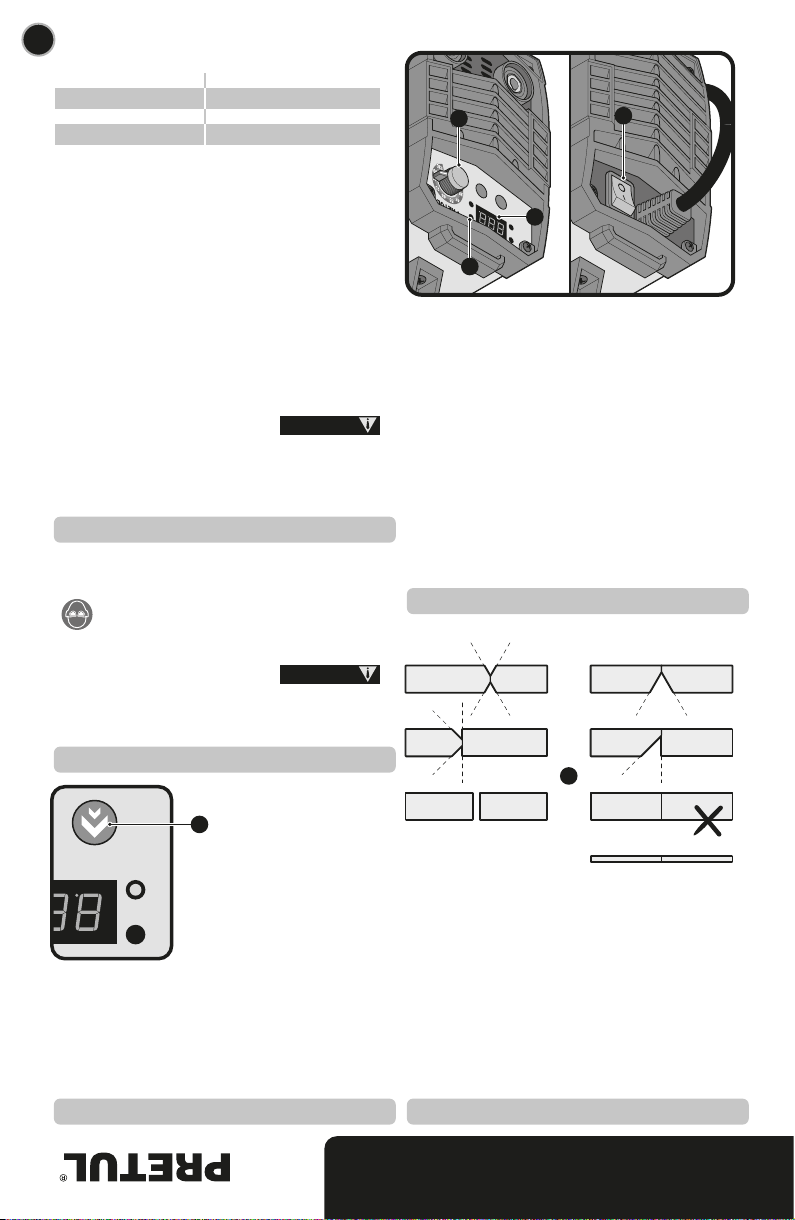
VRD Security
System
Current
Control
Welding
Process
Selector
(SMAW or TIG)
Positive
Connection ( + )
Negative
Connection (
-
)
Ventilation
Slots
Carrying
Handle
Power
Cord
Welding Process
Indicator Lights
ON
Lights
Switch
Electrode
Holder
6
Parts
TIG soldering torch
AN-SI-12/16/20
(not included)
To get better results use a Brand
cable set with soldering clamp CAB-200 and
TIG soldering torch AN-SI-12/16/20
ENGLISH
Protective
Mask
Hammer-Brush
for Slag Removal
Grounding
Clamp to the
Work Piece
D
7
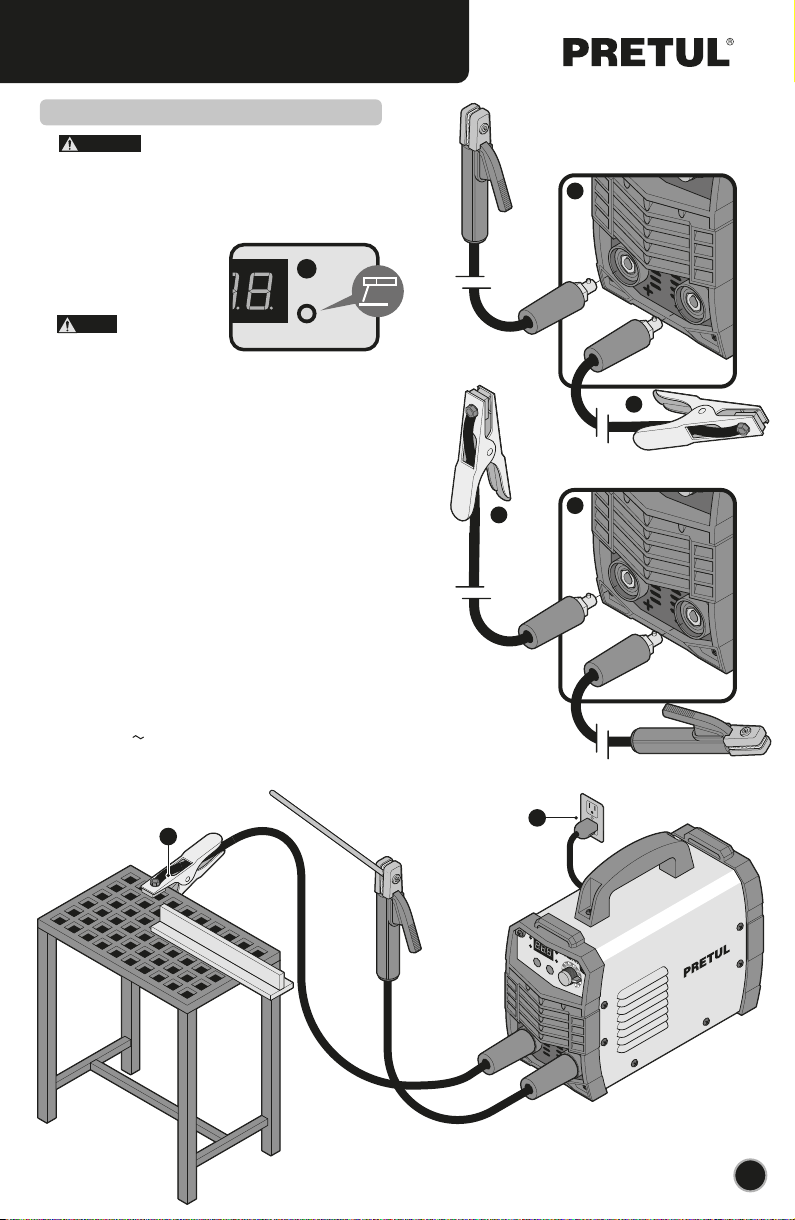
Installation (SMAW)
Connections
Set the electrode
that is adequate
for the job into the
electrode holder
Metal
Work Table
To prevent an electric shock, the user must
see the information in “Power Requirements” in page 3 and 5.
• The fast connections of the electrode holder and the ground
clamp are inserted and turned one quarter of a turn in a
clockwise direction in the outlets set in the front panel to
secure perfectly.
• Press the process selector to
set the welder working in
SMAW mode (coated
electrode).
The upper LED in
the selector will light on.
Reverse Polarity (A)
• Connect the grounding clamp cable to the negative (-)
output clamping screw of the welder.
• Connect the grounding clamp (C) to the work piece.
• Connect the electrode holder cable to the positive (+)
output clamping screw of the welder.
This configuration generates more heat in the electrode,
which produce more penetration with basic electrodes,
making it ideal to weld thick pieces.
Direct Polarity (B)
• Connect the grounding clamp cable to the positive (+)
output.
• Connect the grounding clamp (C) to the work piece.
• Connect the electrode holder cable to the negative (-) output.
This configuration generates more heat in the work piece, thus
producing less malformation in the work piece and narrower joints
making it ideal for thin pieces.
• Connect the power cable (D) to the power network to the work
voltage (127 V ).
NOTE
CAUTION
ENGLISH
A
B
Reverse Polarity
Direct Polarity
C
C
ELECTRODO
C
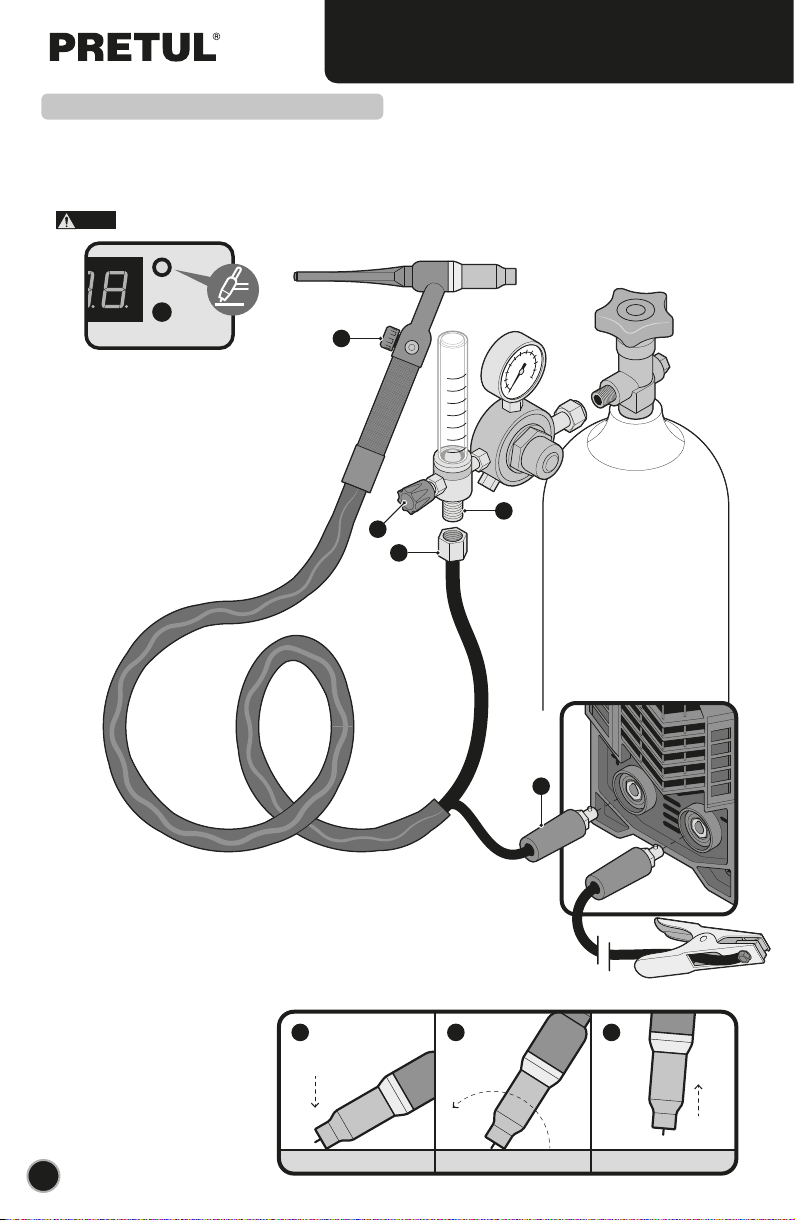
• This inverter welder can also be used for TIG welding, a high-quality welding process with non-consumable tungsten electrodes
and arch protected with inert gas like argon gas o helium.
• TIG welding is ideal to weld stainless steel, iron and copper.
• With this process, a AN-SI-12/16/20 torch and a can of protective gas are required (not included).
• Press the lower arrow in the process selector to set the welder into the TIG mode. (Tungsten electrode).
The LED facing down will turn ON.
• The connection shall be set in direct polarity:
• Connect the clamp cable to ground the positive outlet
terminal (+) of the welder and the grounding clamp to
the work piece.
• Connect the torch cable (A) to the negative outlet
terminal (-) of the welder.
• Connect the torch gas input (B) to the output
valve of the regulator (C) of the protection gas.
• Turn torch valve (D) to open gas flow. Turn
the knob (E) of the regulator to adjust the
gas flow until obtaining an approximate
flow in L / min of 6 times the diameter
of the electrode.
8
Installation (TIG)
A
C
D
B
123
• To start the arch, set the nozzle making an angle onto the
work piece (1).
• Lift the torch, not separating it from the work piece to
approach the electrode to the work piece (2).
• When starting the electric arc, lift the torch so that the
electrode tip is 0.08” away from the work piece (3) and start
welding.
• It is advisable to keep the
electrode 90° vertical during the
welding to guarantee the protection
of the gas.
TIG Connection
ENGLISH
NOTE
TIG
E
VRD
9
Start Up
BC
E
D
VRD security system
• Activate the VRD (Voltage Reduction Device) system by
pressing the button (F) to reduce voltage during the bait
phase to prevent possible discharge to the operator.
• It is recommended to activate it in risky situations, such
as when welding in confined spaces, wet environments,
working in heights and in mining industry.
• When the VRD system is
activated it is necessary to force
contact between the electrode and
the workpiece for up to two
seconds to generate the arc and
start welding.
F
A
45° 45°
45°60°
60°
60°
Electrode Replacement
SMAW:
• When the electrode has burned 0.4” to 0.7” from the
electrode holder, replace wit with a new one to be able to
keep on welding.
• The electrode burns in high
temperatures. Do not try to handle the electrode remains
with your hand. Put the remains in a metal container.
• Open the electrode holder tong to hold the uncovered
end of the new electrode. Do not hold the electrode in the
covered part.
TIG:
• Tungsten electrodes shall be sharpened to guarantee the
weld quality in a longitudinal direction.
• The tungsten electrode tip gets deformed due to the
heat. Therefore, when the tip is not showing an angle, it is
recommended to sharpen it again.
CAUTION
Preparation
• Only through experience, practice and care a good welding
process can be guaranteed.
• The factors arousing in the welding process are many: current
required, distance between the electrode and the work piece,
speed and direction of the welding, thickness and type of material,
position of the work piece and welding direction, and also, the
gauge, material and covering of the electrode. Thus, it is advisable
that before carrying out a weld, try to practice in scrap material to
determine which are the specific requirements for the job ahead.
• The area in the work pieces where the weld is to be applied shall
be clean, free of oxidation and paint.
• The joints between sheets with calibers larger than 1/8” shall be
beveled so the weld will be adequate (A).
Slag Removal
• Upon finishing the welding job, use a wire brush to
remove slag from the welding joint surface.
• Wait until the slag has cooled down
and hardened to be able to remove it.
• When hitting or brushing slag to remove it, there can
be particles shooting out. Wear eye protection and
keep bystanders away.
CAUTION
Welding
• Set the switch (B) in the ON position I.
• Adjust the current control adjustment (C) until reaching the
adequate arch current and intensity suitable for the job.
Current is indicated in the panel screen (D).
• Hold the electrode holder or torch in the most comfortable
position possible. Be aware that during the welding process, the
angle, movement and distance with regards to the work piece shall
be constant and uniform.
• Aim the electrode tip towards the joint to be welded to generate
the electric arch and be able to start welding.
• Once the arch is ON start welding, keeping always the electrode
tip 0,08” away from the work piece. If welding with the electrode
onto the work piece, it could stick and the weld would have a poor
quality.
• In the event of overheating, the welder will stop working and the
two thermal protection indicating lights (E) will be ON. Do not turn
OFF the welder. Wait for the indicator lights turns OFF to use it
again.
Welding Current (A)
20
20 - 100
100 - 200
Electrode Angle
30º
60º - 90º
90º - 120º
ENGLISH
10 ENGLISH
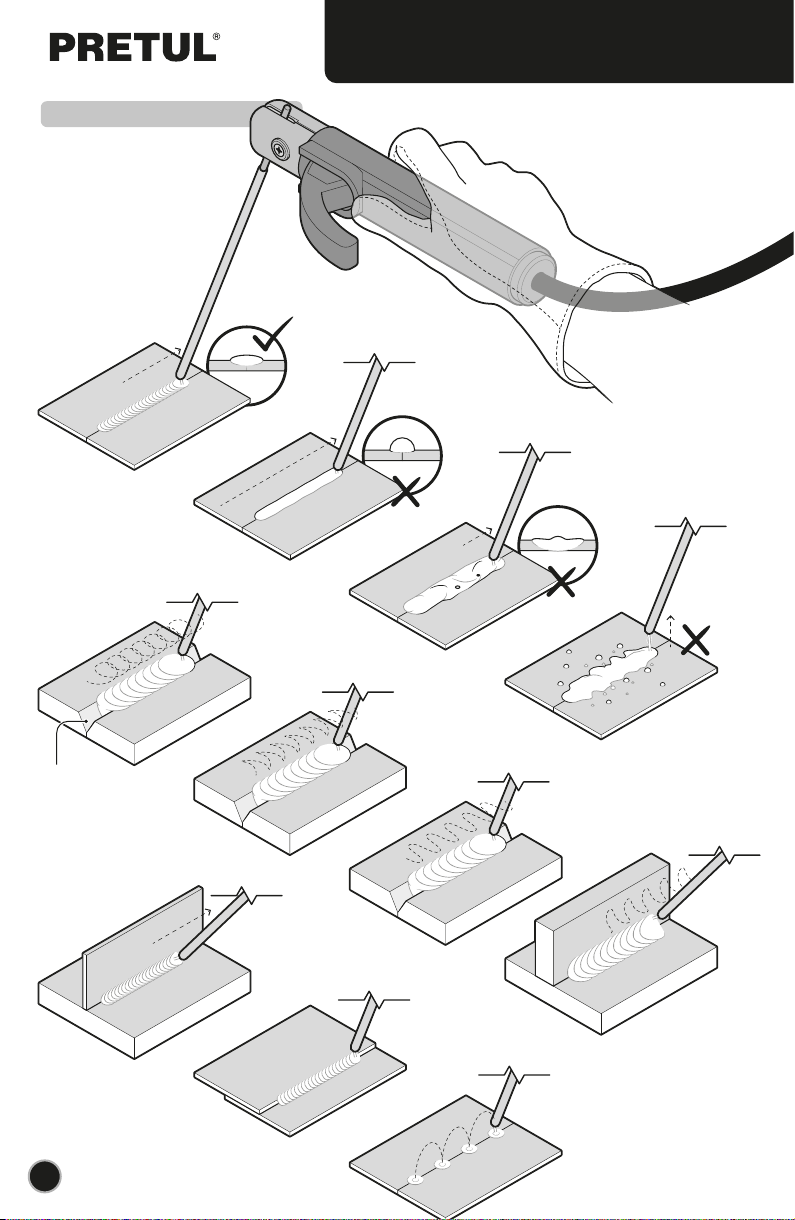
Start Up
Examples of welding
Correctly
Applied Welding
Electrode
Electrode movement
too fast and / or
very low current.
Thin Sheets
Thick Sheets
Electrode movement
too slow and / or
very high current.
Spiral
movement.
Half-Moon
movement.
Zigzag
Movement.
Spot Weld.
Overlapped
Joint.
Angle welding
of thick sheets.
Angle welding of thin
sheets to thick sheets.
Electrode too
separated from
the work piece.
Bevel

11
Maintenance
ENGLISH
Troubleshooting
• The correct use and regular cleansing extend the useful life of the welder.
• Only qualified personnel shall carry out repairs. We recommend visiting a
Authorized Service Center to repair your welder, get supplies or accessories.
CAUTION
Regular Maintenance
• Clean dust from the welder with compressed air. If there
is too much dust present, clean immediately. Under
normal conditions clean once a year. If the welder is
exposed to a lot of dust, cleaning should be carried out
every three months.
• Altogether with cleaning make a checkup to assure there
are no loose parts or components in the welder.
• Keep the welder wiring in good repair.
• The plug shall be checked before each use.
Storage
• In the event the welder will be stored a long period of
time, keep it in a dry, well ventilated place to prevent
humidity getting inside, or to generate rust or toxic gas.
Storage temperature vary between -13 °F to 131 °F and
relative humidity shall not be over 90%.
The thermal protection
light is ON.
The current adjusting
control is not working.
The fan is not working
or turns very slowly.
There is no open
circuit voltage.
The electrode holder is
too hot; connections +
and - are hot.
Energy source is off.
Big splash.
• The welder has no adequate ventilation.
• Environment temperature is too high.
• The welder has been used longer than the
recommended work cycle.
• The potentiometer is broken.
• Faulty switch.
• Faulty fan.
• Fault in the connections.
• High Voltage, low voltage or one phase is
missing.
• The welder is overheating.
• Faulty switch.
• The electrode capacity is too low.
• The cable gauge is too small.
• Loose connections.
• More resistance between the
electrode holder and the cable.
• The welder is hover-heated.
• The connection of Output is wrong.
Problem Cause Solution
If after all the recommended actions have been carried out the problems persist,
contact a Authorized Service Center.
• Keep the welder least 11.8” away from any walls at to
allow air circulation.
• The welder will recuperate once the temperature gets
back to the right range to operate.
• The welder will recuperate once the temperature gets
back to the right range to operate.
• Go to a Authorized Service Center
to replace the potentiometer.
• Go to a Authorized Service Center
to replace the switch.
• Go to a Authorized Service Center
to repair the fan.
• Check all the connections.
• The welder will recuperate once the temperature is
back into the adequate range to operate.
• Go to a Authorized Service Center
to replace the switch.
• Replace the electrode holder with another one with more capacity.
• Replace the cable with another one within the requirements
(see page 3).
• Clean the rust accumulation and tighten the connections.
• Clean the rust accumulation and tighten the connections.
• There is no fault. It is normal that power supply gets cut when
the welder goes above its normal working temperature. Wait
until the temperature is back to the adequate working range to
turn it on again.
• Exchange the Output line.

12 ENGLISH
Notes
13
Authorized Service Centers
ENGLISH
In the event of any problem contacting a Truper Authorized Service Center, please see our webpage
www.truper.com to get an updated list, or call our toll-free numbers 800 690-6990 or 800 0187-8737 to get
information about the nearest Service Center.
AGUASCALIENTES
BAJA
CALIFORNIA
BAJA
CALIFORNIA SUR
CAMPECHE
CHIAPAS
CHIHUAHUA
CIUDAD DE
MÉXICO
COAHUILA
COLIMA
DURANGO
ESTADO DE
MÉXICO
GUANAJUATO
GUERRERO
HIDALGO
JALISCO
MICHOACÁN
MORELOS
NAYARIT
NUEVO LEÓN
OAXACA
PUEBLA
QUERÉTARO
QUINTANA ROO
SAN LUIS
POTOSÍ
SINALOA
SONORA
TABASCO
TAMAULIPAS
TLAXCALA
VERACRUZ
YUCATÁN
DE TODO PARA LA CONSTRUCCIÓN
GRAL. BARRAGÁN #1201, COL. GREMIAL, C.P. 20030,
AGUASCALIENTES, AGS. TEL.: 449 994 0537
SUCURSAL TIJUANA
AV. LA ENCANTADA, LOTE #5, PARQUE INDUSTRIAL EL
FLORIDO II, C.P 22244, TIJUANA, B.C.
TEL.: 664 969 5100
FIX FERRETERÍAS
FELIPE ÁNGELES ESQ. RUIZ CORTÍNEZ S/N, COL. PUEBLO
NUEVO, C.P. 23670, CD. CONSTITUCIÓN, B.C.S.
TEL.: 613 132 1115
TORNILLERÍA Y FERRETERÍA AAA
AV. ÁLVARO OBREGÓN #324, COL. ESPERANZA
C.P. 24080 CAMPECHE, CAMP. TEL.: 981 815 2808
FIX FERRETERÍAS
AV. CENTRAL SUR #27, COL. CENTRO, C.P. 30700,
TAPACHULA, CHIS. TEL.: 962 118 4083
SUCURSAL CHIHUAHUA
AV. SILVESTRE TERRAZAS #128-11, PARQUE INDUSTRIAL
BAFAR, CARRETERA MÉXICO CUAUHTÉMOC, C.P. 31415,
CHIHUAHUA, CHIH. TEL. 614 434 0052
FIX FERRETERÍAS
EL MONSTRUO DE CORREGIDORA, CORREGIDORA # 22,
COL. CENTRO, C.P. 06060, CUAUHTÉMOC, CDMX.
TEL: 55 5522 5031 / 5522 4861
SUCURSAL TORREÓN
CALLE METAL MECÁNICA #280, PARQUE INDUSTRIAL
ORIENTE, C.P. 27278, TORREÓN, COAH.
TEL.: 871 209 68 23
BOMBAS Y MOTORES BYMTESA DE MANZANILLO
BLVD. MIGUEL DE LA MADRID #190, COL. 16 DE
SEPTIEMBRE, C.P. 28239, MANZANILLO, COL.
TEL.: 314 332 1986 / 332 8013
TORNILLOS ÁGUILA, S.A. DE C.V.
MAZURIO #200, COL. LUIS ECHEVERRÍA, DURANGO,
DGO.TEL.: 618 817 1946 / 618 818 2844
SUCURSAL CENTRO JILOTEPEC
PARQUE INDUSTRIAL # 1, COL. PARQUE INDUSTRIAL
JILOTEPEC, JILOTEPEC, EDO. DE MÉX. C.P. 54257
TEL: 761 782 9101 EXT. 5728 Y 5102
CÍA. FERRETERA NUEVO MUNDO S.A. DE C.V.
AV. MÉXICO - JAPÓN #225, CD. INDUSTRIAL, C.P. 38010,
CELAYA, GTO. TEL.: 461 617 7578 / 79 / 80 / 88
CENTRO DE SERVICIO ECLIPSE
CALLE PRINCIPAL MZ.1 LT. 1, COL. SANTA FE, C.P. 39010,
CHILPANCINGO, GRO. TEL.: 747 478 5793
FERREPRECIOS S.A. DE C.V.
LIBERTAD ORIENTE #304 LOCAL 30, INTERIOR DE PASAJE
ROBLEDO, COL. CENTRO, C.P. 43600, TULANCINGO,
HGO. TEL.: 775 753 6615 / 775 753 6616
SUCURSAL GUADALAJARA
AV. ADOLFO B. HORN # 6800, COL: SANTA CRUZ DEL
VALLE, C.P.: 45655, TLAJOMULCO DE ZUÑIGA, JAL.
TEL.: 33 3606 5285 AL 90
FIX FERRETERÍAS
AV. PASEO DE LA REPÚBLICA #3140-A, COL.
EX-HACIENDA DE LA HUERTA, C.P. 58050, MORELIA,
MICH. TEL.: 443 334 6858
FIX FERRETERÍAS
CAPITÁN ANZURES #95, ESQ. JOSÉ PERDIZ, COL.
CENTRO, C.P. 62740, CUAUTLA, MOR.
TEL.: 735 352 8931
HERRAMIENTAS DE TEPIC
MAZATLAN #117, COL. CENTRO, C.P. 63000, TEPIC, NAY.
TEL.: 311 258 0540
SUCURSAL MONTERREY
CARRETERA LAREDO #300, 1B MONTERREY PARKS,
COLONIA PUERTA DE ANÁHUAC, C.P. 66052, ESCOBEDO,
NUEVO LEÓN, TEL.: 81 8352 8791 / 81 8352 8790
FIX FERRETERÍAS
AV. 20 DE NOVIEMBRE #910, COL. CENTRO, C.P. 68300,
TUXTEPEC, OAX. TEL.: 287 106 3092
SUCURSAL PUEBLA
AV PERIFÉRICO #2-A, SAN LORENZO ALMECATLA,
C.P. 72710, CUAUTLACINGO, PUE.
TEL.: 222 282 8282 / 84 / 85 / 86
ARU HERRAMIENTAS S.A DE C.V.
AV. PUERTO DE VERACRUZ #110, COL. RANCHO DE
ENMEDIO, C.P. 76842, SAN JUAN DEL RÍO, QRO.
TEL.: 427 268 4544
FIX FERRETERÍAS
CARRETERA FEDERAL MZ. 46 LT. 3 LOCAL 2, COL EJIDAL,
C.P. 77710 PLAYA DEL CARMEN, Q.R.
TEL.: 984 267 3140
FIX FERRETERÍAS
AV. UNIVERSIDAD #1850, COL. EL PASEO, C.P. 78320,
SAN LUIS POTOSÍ, S.L.P. TEL.: 444 822 4341
SUCURSAL CULIACÁN
AV. JESÚS KUMATE SUR #4301, COL. HACIENDA DE LA
MORA, C.P. 80143, CULIACÁN, SIN.
TEL.: 667 173 9139 / 173 8400
FIX FERRETERÍAS
CALLE 5 DE FEBRERO #517, SUR LT. 25 MZ. 10, COL.
CENTRO, C.P. 85000, CD. OBREGÓN, SON.
TEL.: 644 413 2392
SUCURSAL VILLAHERMOSA
CALLE HELIO LOTES 1, 2 Y 3 MZ. #1, COL. INDUSTRIAL,
2A ETAPA, C.P. 86010, VILLAHERMOSA, TAB.
TEL.: 993 353 7244
VM ORINGS Y REFACCIONES
CALLE ROSITA #527 ENTRE 20 DE NOVIEMBRE Y GRAL.
RODRÍGUEZ, FRACC. REYNOSA, C.P. 88780, REYNOSA,
TAMS. TEL.: 899 926 7552
SERVICIOS Y HERRAMIENTAS INDUSTRIALES
PABLO SIDAR #132, COL . BARRIO DE SAN BARTOLOMÉ,
C.P. 90970, SAN PABLO DEL MONTE, TLAX.
TEL.: 222 271 7502
LA CASA DISTRIBUIDORA TRUPER
BLVD. PRIMAVERA. ESQ. HORTENSIA S/N, COL.
PRIMAVERA C.P. 93308, POZA RICA, VER.
TEL.: 782 823 8100 / 826 8484
SUCURSAL MÉRIDA
CALLE 33 #600 Y 602, LOCALIDAD ITZINCAB Y MULSAY,
MPIO. UMÁN, C.P. 97390, MÉRIDA, YUC.
TEL.: 999 912 2451

14 ENGLISH www.truper.com
01-2022
27225
Warranty
policy
Stamp of the business. Date of purchase:
Code
SOIN-130P
Model Brand
1
YEAR
This product is guaranteed for 1 year. To make the warranty valid or purchase parts and components you must
present the product in Corregidora 22, Col. Centro, Alc. Cuauhtémoc, CDMX C.P. 06060 or at the
establishment where you purchased it, or at any Truper®Service Center listed in the annex to the warranty
policy and/or in www.truper.com . Transportation costs resulting from compliance of this warranty will be
covered by
For questions or comments, call 800-690-6990. Made in China. Imported by Truper S.A. de C.V. Parque
Industrial 1, Parque Industrial Jilotepec, Jilotepec, Edo. de Méx. C.P. 54257
14 ESPAÑOL
Póliza de
Garantía
www.truper.com
01-2022
Sello del establecimiento comercial. Fecha de compra:
Código Modelo Marca
1
AÑO
27225 SOIN-130P
Este producto está garantizado por 1 año. Para hacer válida la garantía o adquirir piezas y componentes deberá
presentar el producto en Corregidora 22, Col. Centro, Alc. Cuauhtémoc, CDMX C.P. 06060 o en el
establecimiento donde lo compró, o en algún Centro de Servicio Truper®de los enlistados en el anexo de la
póliza de garantía y/o en www.truper.com . Los gastos de transportación que resulten para su cumplimiento
serán cubiertos por
Para dudas o comentarios, llame al 800-690-6990. Hecho en China. Importado por Truper S.A. de C.V. Parque
Industrial 1, Parque Industrial Jilotepec, Jilotepec, Edo. de Méx. C.P. 54257
Centros de Servicio Autorizados
13
ESPAÑOL
En caso de tener algún problema para contactar un Centro de Servicio Autorizado Truper
®
consulte nuestra
página www.truper.com donde obtendrá un listado actualizado, o llame al: 800 690-6990 ó800 0187-8737
donde le informarán cuál es el Centro de Servicio más cercano.
AGUASCALIENTES
BAJA
CALIFORNIA
BAJA
CALIFORNIA SUR
CAMPECHE
CHIAPAS
CHIHUAHUA
CIUDAD DE
MÉXICO
COAHUILA
COLIMA
DURANGO
ESTADO DE
MÉXICO
GUANAJUATO
GUERRERO
HIDALGO
JALISCO
MICHOACÁN
MORELOS
NAYARIT
NUEVO LEÓN
OAXACA
PUEBLA
QUERÉTARO
QUINTANA ROO
SAN LUIS
POTOSÍ
SINALOA
SONORA
TABASCO
TAMAULIPAS
TLAXCALA
VERACRUZ
YUCATÁN
DE TODO PARA LA CONSTRUCCIÓN
GRAL. BARRAGÁN #1201, COL. GREMIAL, C.P. 20030,
AGUASCALIENTES, AGS. TEL.: 449 994 0537
SUCURSAL TIJUANA
AV. LA ENCANTADA, LOTE #5, PARQUE INDUSTRIAL EL
FLORIDO II, C.P 22244, TIJUANA, B.C.
TEL.: 664 969 5100
FIX FERRETERÍAS
FELIPE ÁNGELES ESQ. RUIZ CORTÍNEZ S/N, COL. PUEBLO
NUEVO, C.P. 23670, CD. CONSTITUCIÓN, B.C.S.
TEL.: 613 132 1115
TORNILLERÍA Y FERRETERÍA AAA
AV. ÁLVARO OBREGÓN #324, COL. ESPERANZA
C.P. 24080 CAMPECHE, CAMP. TEL.: 981 815 2808
FIX FERRETERÍAS
AV. CENTRAL SUR #27, COL. CENTRO, C.P. 30700,
TAPACHULA, CHIS. TEL.: 962 118 4083
SUCURSAL CHIHUAHUA
AV. SILVESTRE TERRAZAS #128-11, PARQUE INDUSTRIAL
BAFAR, CARRETERA MÉXICO CUAUHTÉMOC, C.P. 31415,
CHIHUAHUA, CHIH. TEL. 614 434 0052
FIX FERRETERÍAS
EL MONSTRUO DE CORREGIDORA, CORREGIDORA # 22,
COL. CENTRO, C.P. 06060, CUAUHTÉMOC, CDMX.
TEL: 55 5522 5031 / 5522 4861
SUCURSAL TORREÓN
CALLE METAL MECÁNICA #280, PARQUE INDUSTRIAL
ORIENTE, C.P. 27278, TORREÓN, COAH.
TEL.: 871 209 68 23
BOMBAS Y MOTORES BYMTESA DE MANZANILLO
BLVD. MIGUEL DE LA MADRID #190, COL. 16 DE
SEPTIEMBRE, C.P. 28239, MANZANILLO, COL.
TEL.: 314 332 1986 / 332 8013
TORNILLOS ÁGUILA, S.A. DE C.V.
MAZURIO #200, COL. LUIS ECHEVERRÍA, DURANGO,
DGO.TEL.: 618 817 1946 / 618 818 2844
SUCURSAL CENTRO JILOTEPEC
PARQUE INDUSTRIAL # 1, COL. PARQUE INDUSTRIAL
JILOTEPEC, JILOTEPEC, EDO. DE MÉX. C.P. 54257
TEL: 761 782 9101 EXT. 5728 Y 5102
CÍA. FERRETERA NUEVO MUNDO S.A. DE C.V.
AV. MÉXICO - JAPÓN #225, CD. INDUSTRIAL, C.P. 38010,
CELAYA, GTO. TEL.: 461 617 7578 / 79 / 80 / 88
CENTRO DE SERVICIO ECLIPSE
CALLE PRINCIPAL MZ.1 LT. 1, COL. SANTA FE, C.P. 39010,
CHILPANCINGO, GRO. TEL.: 747 478 5793
FERREPRECIOS S.A. DE C.V.
LIBERTAD ORIENTE #304 LOCAL 30, INTERIOR DE PASAJE
ROBLEDO, COL. CENTRO, C.P. 43600, TULANCINGO,
HGO. TEL.: 775 753 6615 / 775 753 6616
SUCURSAL GUADALAJARA
AV. ADOLFO B. HORN # 6800, COL: SANTA CRUZ DEL
VALLE, C.P.: 45655, TLAJOMULCO DE ZUÑIGA, JAL.
TEL.: 33 3606 5285 AL 90
FIX FERRETERÍAS
AV. PASEO DE LA REPÚBLICA #3140-A, COL.
EX-HACIENDA DE LA HUERTA, C.P. 58050, MORELIA,
MICH. TEL.: 443 334 6858
FIX FERRETERÍAS
CAPITÁN ANZURES #95, ESQ. JOSÉ PERDIZ, COL.
CENTRO, C.P. 62740, CUAUTLA, MOR.
TEL.: 735 352 8931
HERRAMIENTAS DE TEPIC
MAZATLAN #117, COL. CENTRO, C.P. 63000, TEPIC, NAY.
TEL.: 311 258 0540
SUCURSAL MONTERREY
CARRETERA LAREDO #300, 1B MONTERREY PARKS,
COLONIA PUERTA DE ANÁHUAC, C.P. 66052, ESCOBEDO,
NUEVO LEÓN, TEL.: 81 8352 8791 / 81 8352 8790
FIX FERRETERÍAS
AV. 20 DE NOVIEMBRE #910, COL. CENTRO, C.P. 68300,
TUXTEPEC, OAX. TEL.: 287 106 3092
SUCURSAL PUEBLA
AV PERIFÉRICO #2-A, SAN LORENZO ALMECATLA,
C.P. 72710, CUAUTLACINGO, PUE.
TEL.: 222 282 8282 / 84 / 85 / 86
ARU HERRAMIENTAS S.A DE C.V.
AV. PUERTO DE VERACRUZ #110, COL. RANCHO DE
ENMEDIO, C.P. 76842, SAN JUAN DEL RÍO, QRO.
TEL.: 427 268 4544
FIX FERRETERÍAS
CARRETERA FEDERAL MZ. 46 LT. 3 LOCAL 2, COL EJIDAL,
C.P. 77710 PLAYA DEL CARMEN, Q.R.
TEL.: 984 267 3140
FIX FERRETERÍAS
AV. UNIVERSIDAD #1850, COL. EL PASEO, C.P. 78320,
SAN LUIS POTOSÍ, S.L.P. TEL.: 444 822 4341
SUCURSAL CULIACÁN
AV. JESÚS KUMATE SUR #4301, COL. HACIENDA DE LA
MORA, C.P. 80143, CULIACÁN, SIN.
TEL.: 667 173 9139 / 173 8400
FIX FERRETERÍAS
CALLE 5 DE FEBRERO #517, SUR LT. 25 MZ. 10, COL.
CENTRO, C.P. 85000, CD. OBREGÓN, SON.
TEL.: 644 413 2392
SUCURSAL VILLAHERMOSA
CALLE HELIO LOTES 1, 2 Y 3 MZ. #1, COL. INDUSTRIAL,
2A ETAPA, C.P. 86010, VILLAHERMOSA, TAB.
TEL.: 993 353 7244
VM ORINGS Y REFACCIONES
CALLE ROSITA #527 ENTRE 20 DE NOVIEMBRE Y GRAL.
RODRÍGUEZ, FRACC. REYNOSA, C.P. 88780, REYNOSA,
TAMS. TEL.: 899 926 7552
SERVICIOS Y HERRAMIENTAS INDUSTRIALES
PABLO SIDAR #132, COL . BARRIO DE SAN BARTOLOMÉ,
C.P. 90970, SAN PABLO DEL MONTE, TLAX.
TEL.: 222 271 7502
LA CASA DISTRIBUIDORA TRUPER
BLVD. PRIMAVERA. ESQ. HORTENSIA S/N, COL.
PRIMAVERA C.P. 93308, POZA RICA, VER.
TEL.: 782 823 8100 / 826 8484
SUCURSAL MÉRIDA
CALLE 33 #600 Y 602, LOCALIDAD ITZINCAB Y MULSAY,
MPIO. UMÁN, C.P. 97390, MÉRIDA, YUC.
TEL.: 999 912 2451
Notas
12 ESPAÑOL
11
Mantenimiento
Solución de problemas
• Mantenga la soldadora apartada de cualquier pared al
menos 30 cm para permitir que el aire circule.
• La soldadora se recuperará una vez que la temperatura
regresa al rango adecuado para operar.
• La soldadora se recuperará una vez que la temperatura
regresa al rango adecuado para operar.
• Acuda a un Centro de Servicio Autorizado
para reemplazar el potenciómetro.
• Acuda a un Centro de Servicio Autorizado
para remplazar el interruptor.
• Acuda a un Centro de Servicio Autorizado
para reparar el ventilador.
• Revise las conexiones.
• La soldadora se recuperará una vez que la temperatura
regresa al rango adecuado para operar.
• Acuda a un Centro de Servicio Autorizado
para remplazar el interruptor.
• Reemplace el porta electrodo por otro de mayor capacidad.
• Reemplace el cable por otro dentro de los requerimientos
(consulte la página 3).
• Limpie la acumulación de óxido y apriete las conexiones.
• Limpie la acumulación de óxido y apriete las conexiones.
• No hay falla. Es normal que el suministro de energía se
corte cuando la soldadora sobrepasa su temperatura normal
de trabajo. Espere a que la temperatura regrese a al rango
adecuado de trabajo para poder encenderla de nuevo.
• Cambie la línea de salida.
La luz de protección
térmica está
encendida.
El control de ajuste de
corriente no funciona.
El ventilador no
funciona o gira muy
lentamente.
No hay tensión de
circuito abierto.
El porta electrodo se
calienta demasiado;
las conexiones + y - se
calientan.
La fuente de energía
se corta.
Chorro grande
• La soldadora no cuenta con ventilación
adecuada.
• Temperatura ambiente muy alta.
• La soldadora se utilizó por más tiempo
del recomendado en su ciclo de trabajo.
• El potenciómetro está roto.
• Interruptor descompuesto.
• Ventilador descompuesto.
• Falla en las conexiones.
• Tensión alta, tensión baja o falta una fase.
• La soldadora se está sobrecalentando.
• Interruptor descompuesto.
• La capacidad del porta electrodo es
muy baja.
• La medida del cable es muy pequeña.
• Conexiones flojas.
• Mayor resistencia entre el porta
electrodo y el cable.
• La soldadora se ha sobrecalentado.
• La conexión de polaridad de salida no
es correcta.
Problema Causa Solución
Si los problemas persisten a pesar de realizar las acciones correctivas recomendadas,
contacte a un Centro de Servicio Autorizado . ESPAÑOL
• El uso correcto y una limpieza regular prolongan la vida útil de la soldadora.
• Sólo personal calificado debe hacer las reparaciones. Se recomienda visitar un Centro de Servicio
Autorizado para reparar la soldadora, adquirir suministros o accesorios.
ATENCIÓN
Mantenimiento regular
• Se debe limpiar el polvo de la soldadora con aire
comprimido. En caso haber mucho polvo, se debe limpiar
de inmediato. Bajo condiciones normales se requiere
limpieza una vez al año, en caso de que la soldadora esté
expuesta a mucho polvo, la limpieza debe realizarse cada
tres meses.
• Junto con la limpieza se debe realizar una revisión para
asegurar que no haya partes o componentes sueltos en la
soldadora.
• Mantenga los cables de la soldadora en buen estado.
• Las terminales deben revisarse antes de cada uso.
Almacenamiento
• En caso que la soldadora vaya a estar almacenada por un
periodo largo de tiempo, se debe mantener en un sitio
seco y bien ventilado para evitar que le entre humedad, se
genere óxido o gases tóxicos. La temperatura de
almacenaje varía de -25 °C a 55 °C, y la humedad relativa
no debe ser superior a 90%.

10 ESPAÑOL
Ejemplos de soldadura
Soldadura
aplicada
correctamente
Electrodo
Movimiento muy
rápido del electrodo y/o
corriente muy baja.
Láminas delgadas
Láminas gruesas
Movimiento muy lento
del electrodo y/o
corriente muy alta.
Movimiento
en espiral.
Movimiento
en media luna.
Movimiento
en zigzag.
Soldadura
por puntos.
Unión
traslapada.
Soldadura en ángulo
de láminas gruesas.
Soldadura en ángulo
de láminas delgada
a gruesa.
Electrodo muy
separado de la
pieza de trabajo.
Bisel
Puesta en marcha
VRD
9
Puesta en marcha
ESPAÑOL
A
45° 45°
45°60°
60°
60°
Reemplazo de electrodo
SMAW:
• Cuando el electrodo se ha consumido de 1 cm a 2 cm
del porta electrodo, es necesario cambiarlo por uno nuevo
para poder seguir soldando.
• El electrodo se quema a alta
temperatura. No intente manipular los restos del electrodo
con la mano. Ponga los restos en un contenedor de metal.
• Abra la tenaza del porta electrodo para sostener el
electrodo nuevo por el extremo sin recubrimiento. No
sostenga el electrodo por la parte recubierta.
TIG:
• Los electrodos de Tungsteno deben ser afilados para
garantizar la calidad de la soldadura en su dirección
longitudinal.
• La punta del electrodo de Tungsteno tiende a deformarse
debido al calentamiento, es por eso que una vez que la
punta no presente el ángulo recomendado, debe afilarse
nuevamente.
ATENCIÓN
Preparativos
• Sólo con experiencia, práctica y cuidado se puede garantizar un
buen trabajo de soldadura.
• Los factores que intervienen en el proceso de soldadura son
muchos: corriente requerida, distancia entre el electrodo y la pieza
de trabajo, velocidad y dirección de soldeo, grosor y tipo del
material, posición de la pieza de trabajo, ángulo del electrodo y
además el calibre, material y recubrimiento del electrodo. Por lo
que es recomendable que antes de realizar una soldadura realice
prácticas en material de desecho para determinar cuáles son los
requerimientos específicos del trabajo a realizar.
• El área de las piezas de trabajo donde será aplicada la soldadura
debe de estar limpia, libre de óxido y pintura.
• Las uniones entre láminas con calibres mayores de 1/8” (3 mm)
deben de ser biseladas para que la soldadura sea adecuada (A).
Retiro de escoria
• Al terminar el trabajo de soldado, utilice un cepillo de
alambre para retirar la escoria de la superficie del cordón
de soldado.
• Espere a que la escoria se haya
enfriado y endurecido para poder retirarla.
• Al golpear o cepillar la escoria para retirarla
pueden salir partículas despedidas. Utilice
protección para los ojos y mantenga a las personas
alejadas.
ATENCIÓN
Sistema de seguridad VRD
• Active el sistema VRD (Voltage Reduction Device)
presionando el botón (F) para reducir la tensión durante la
fase de cebado y así evitar una posible descarga al
operador.
• Se recomienda activarlo en situaciones de riesgo, como
al realizar soldadura en espacios confinados, en ambientes
húmedos, trabajos en altura y en
la industria minera.
• Cuando el sistema VRD está
activado es necesario forzar el
contacto entre el electrodo y la
pieza de trabajo hasta por dos
segundos para generar el arco y
comenzar a soldar.
Soldadura
• Coloque el interruptor (B) en posición de encendido I.
• Ajuste las perillas de control de corriente (C) hasta alcanzar la
corriente e intensidad de arco adecuados para el trabajo.
La corriente se indica en la pantalla del panel (D).
• Sostenga el porta electrodo o antorcha de la manera más
cómoda posible. Tome en cuenta que durante el proceso de
soldado, el ángulo, movimiento y distancia con respecto a la pieza
de trabajo deben de ser constantes y uniformes.
• Dirija la punta del electrodo hacia la unión a trabajar para generar
el arco eléctrico y comience a soldar.
• Una vez que el arco encienda comience a soldar, manteniendo
siempre la punta del electrodo a 2 mm de la pieza de trabajo. Si
realiza la soldadura con el electrodo apoyado en la pieza de trabajo
podría adherirse y la soldadura sería de mala calidad.
• En caso de sobrecalentamiento la soldadora dejara de funcionar y
las luces indicadoras de protección térmica (E) se encenderán, no
apague la soldadora y espere a que las luces indicadoras se
apaguen para volverla a utilizar.
Corriente de soldadura (A)
20
20 - 100
100 - 200
Ángulo de electrodo
30º
60º - 90º
90º - 120º
BC
E
D
F
This manual suits for next models
1
Table of contents
Other PRETUL Welding System manuals


Popular Welding System manuals by other brands







Lincoln Electric
Lincoln Electric COUGAR K2704-2 Operator's manual

EWM
EWM Phoenix 401 Expert 2.0 puls MM FKG operating instructions

EWM
EWM Tetrix 200 Smart puls 5P TG operating instructions

pela tools
pela tools 513137 manual

EWM
EWM Tetrix 352 AC/DC SYNERGIC PL. AW GR operating instructions

Hobart Welding Products
Hobart Welding Products Beta Mig 135 P owner's manual





