Page 6
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it Corrente continua, polarità inversa
Questo procedimento prevede che la torcia sia
collegata al morsetto positivo del generatore e la massa
al negativo. La maggior parte del calore si concentra
sull’elettrodo che, anche se di dimensioni molto grandi,
arriva ad una temperatura elevata con bassi
amperaggi; conseguentemente si avrà un’usura
prematura dell’elettrodo (N.B. oltrepassando
l’amperaggio adeguato l’elettrodo arriva a fondere per
l’elevatissimo apporto termico).
Questo tipo di polarità consente, però, di ottenere una
perfetta azione di pulizia del pezzo da saldare, ma una
penetrazione poco concentrata e superficiale. E’
indicata solamente per le saldature di leghe ricoperte
da uno strato di ossido refrattario con temperatura di
fusione superiore a quella del metallo.
Corrente pulsata, polarità diretta
In linea di principio questo procedimento presenta le
caratteristiche tipiche del precedente a polarità diretta.
Si può solamente aggiungere che l’adozione di una
corrente pulsata permette un migliore controllo del
bagno di saldatura in condizioni particolarmente difficili
e, specialmente, per le lavorazioni di spessori sottili.
I miglioramenti introdotti da tale tecnica consistono
nella riduzione della zona termicamente alterata, delle
deformazioni, delle cricche e delle inclusioni gassose
all’interno della zona di fusione.
Corrente alternata, polarità variabile
La torcia può essere collegata indifferentemente al
positivo o al negativo.
Si tratta di una combinazione, ad intervalli di tempo
successivi, dei procedimenti a polarità diretta e inversa.
Nell’intervallo in cui l’elettrodo è polarizzato
positivamente prevale l’azione disossidante e quindi la
pulizia del metallo. Nell’intervallo in cui l’elettrodo è
polarizzato negativamente avviene, in prevalenza, la
saldatura del giunto. Agendo sulla percentuale di
bilanciamento dell’onda si può privilegiare un’azione
rispetto all’altra.
E’ opportuno far notare che, affinchè l’arco elettrico
risulti stabile, la corrente di saldatura dev’essere ad
onda quadra e non ad onda sinusoidale (come ad
esempio può essere la corrente fornita da una
saldatrice non professionale per saldature con elettrodi
acidi o rutilici). Questo perché l’inversione di polarità
deve avvenire in modo istantaneo e non graduale,
come avviene nei generatori di corrente sinusoidale,
pena lo spegnimento dell’arco.
Il procedimento TIG è particolarmente adatto per le
saldature in cui si richiede un’elevata qualità anche
senza la ripresa a rovescio. Il caso tipico è la prima
passata nelle saldature dei tubi. E’ inoltre impiegato nei
casi in cui si richiede una gradevole estetica della
saldatura senza ulteriori lavorazioni (per esempio
smerigliatura). Essendo il procedimento impegnativo,
rispetto agli altri, si richiede un’attenta pulizia dei lembi
in generale ed una loro adeguata preparazione: è
consigliato di eseguire una cianfrinatura a ‘V’ per
spessori superiori ai 3 mm.
Per le saldature di rame ed alluminio, data la fluidità di
questi metalli allo stato fuso, è consigliabile l’uso di un
supporto (per esempio di acciaio inox) al rovescio.
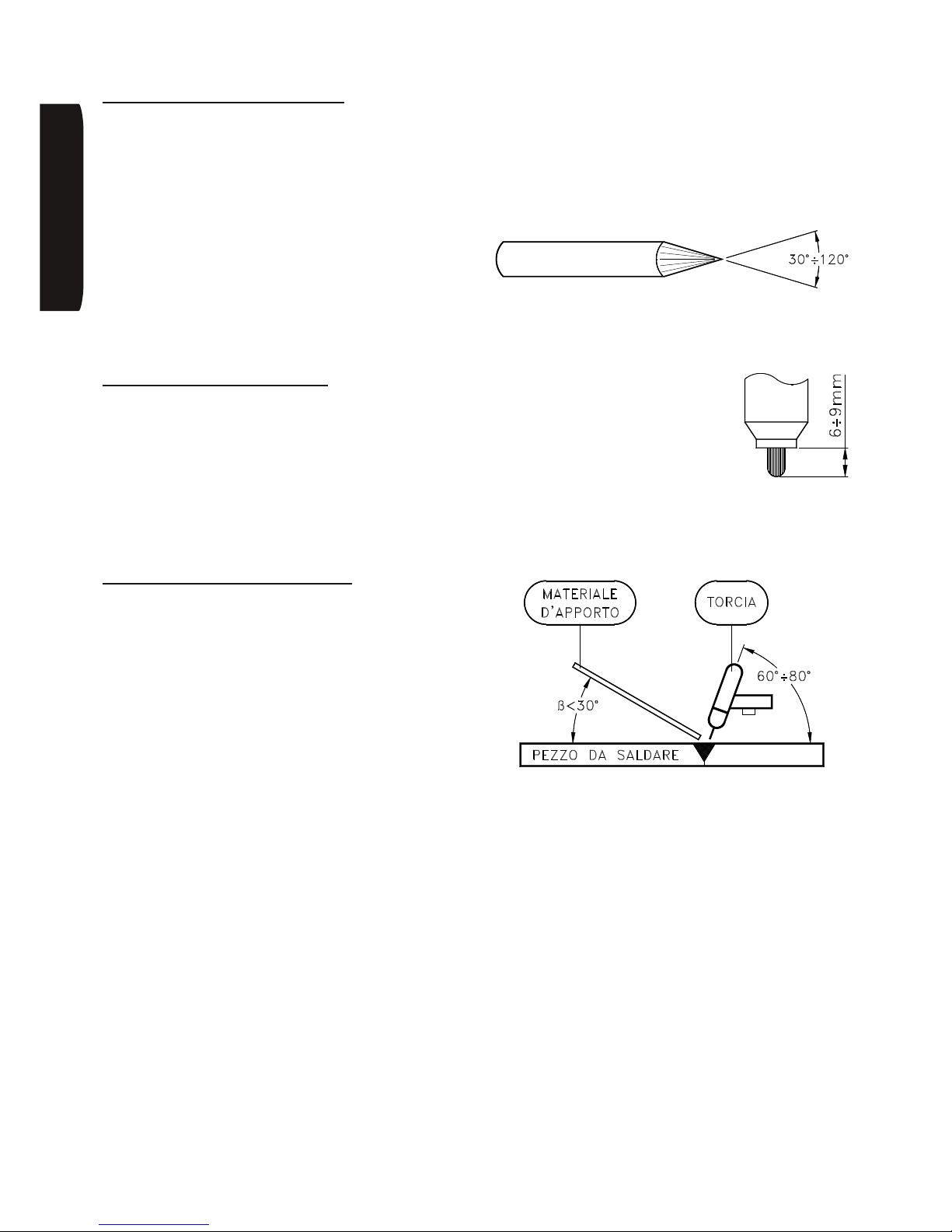
Gli elettrodi prima dell’utilizzo, per saldature in corrente
con polarità diretta, devono essere appuntiti utilizzando
una smerigliatrice dedicata allo scopo.
Come si vede dalla figura l’angolo può essere molto
acuto per basse correnti (30° fino a 30-40A), mentre
dev’essere ampio per correnti elevate (maggiore di 90°
per correnti superiori a 200A).
L’elettrodo deve venire fissato al
portaelettrodo considerando che, la
sporgenza massima dall’ugello
dev’essere di 6-9 mm come mostrato
in figura (valori maggiori possono
essere utilizzati solo per le saldature
ad angolo interno).
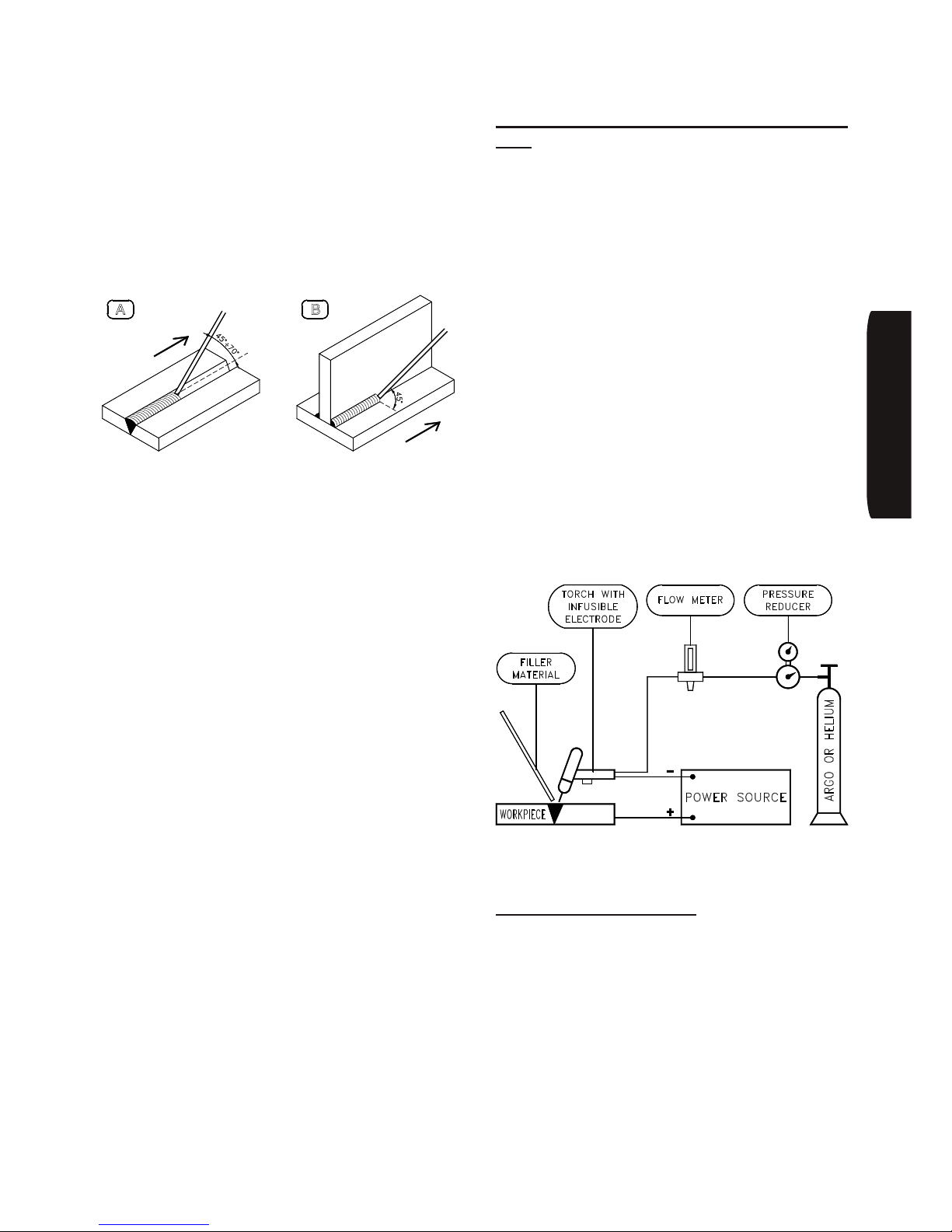
Per ottenere i migliori risultati, con questo tipo di
saldatura, si devono tenere la torcia e la bacchetta del
materiale d’apporto in maniera conforme al sistema
illustrato nella figura seguente.
Saldando invece con polarità variabile o inversa, a
causa dell’elevato calore che si sviluppa sull’elettrodo,
è necessario che quest’ultimo presenti un’estrema
arrotondata contrariamente al caso precedente. Se
durante la saldatura si nota che l’elettrodo fonde
(l’estremità assume la forma di goccia) si deve
procedere alla sostituzione dello stesso con uno di
diametro superiore, oppure, nel caso di saldatura a
polarità variabile, si deve agire sul bilanciamento
dell’onda riducendo la polarizzazione positiva della
corrente intorno al 20%.
Relativamente al materiale da saldare è consigliabile
adoperare i seguenti elettrodi:
•tungsteno toriato a 2% (colore rosso) per acciaio,
leghe di acciaio, nichel, rame e titanio
•tungsteno puro (colore verde) oppure tungsteno con
zirconio (colore bianco) per alluminio e magnesio
In tabella sono riportate le gamme di amperaggi
utilizzabili in funzione del tipo di elettrodo e della
polarità di corrente utilizzata.
ONAILATI