SkyLine KMP3200 User manual
Manuale
d’istruzione
Operating
manual
Manual de
instrucciones
Manuel
d’instructions
Bedienungs-
anleitung
Leggere con la massima attenzione
prima di inserire la saldatrice alla rete e
di iniziare a saldare.
Leer con la máxima atención antes de
conectar el equipo a la red y empezar a
soldar.
Read very carefully before connecting
the machine to the power and starting
welding.
Lesen sie mit einem maximum an
aufmerksamkeit, bevor sie die
schweißmaschine an das netz anschließen.
Lire avec le maximum d’attention avant
de brancher le générateur au réseau et
de commencer à souder.
01-2015
Testo originale in ITALIANO
SKYLINE
KMP3200
KMP5000
TY4

Il presente manuale è parte integrante della macchina o di accessori ad essa collegati e deve
sempre seguire la macchina. E’ cura dell’utilizzatore o di chi per esso mantenerlo integro e in buone
condizioni.
La INE S.p.A. si riserva di apportare modifiche ai prodotti in qualsiasi momento senza preavviso.
This manual is an integral part of the machine and accessories and must be kept together with the
machine. The user is responsible for keeping it in good condition ready for consultation.
INE S.p.A. reserves the right to make changes to its products at any time without obligation for prior
notice.

Page 1
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
ITALIANO
1Generalità ..............2
2Regole generali ............2
3Condizioni ambientali ...........2
4Significato dei simboli...........2
5Prevenzione da rischi di natura elettrica .....3
6Prevenzione da raggi ultravioletti, fumi e incendi ..3
7Manutenzione .............4
8Compatibilità elettromagnetica (EMC) .....4
9Saldatura MMA: procedimenti e dati tecnici ....5
10 Saldatura TIG: procedimenti e dati tecnici ....6
11 Saldatura MIG/MAG: procedimenti e dati tecnici ..8
12 Installazione e predisposizione per il funzionamento .10
13 Sollevamento: indicazioni e precauzioni .....11
14 Impostazioni tramite interfaccia carrello TY4 ...12
14.1 Impostazioni per la saldatura ad elettrodo (MMA) ....12
14.2 Impostazioni per la saldatura MIG/MAG .......13
15 Impostazioni tramite interfaccia del generatore...16
15.1 Impostazioni per la saldatura ad elettrodo (MMA) ....16
15.2 Impostazioni per la saldatura TIG .........17
15.3 Impostazioni per la saldatura MIG/MAG .......19
15.4 Selezione veloce dei programmi (JOB MODE) .....22
15.5 Selezione della lingua.............22
15.6 Versione software e impostazioni generali ......22
16 Descrizione intervento allarmi ........23
17 Possibili anomalie dell’impianto di saldatura....23
18 Possibili difetti di sald. in MMA e TIG ......46
19 Possibili difetti di sald. in MIG/MAG ......46
20 Parti di ricambio generatore .........50
21 Parti di ricambio trainafilo TY4 ........53
22 Ricambi trainafilo 4 rulli ..........54
23 Parti di ricambio prolunga generatore-carrello ...55
24 Ricambi carrello portageneratore PR8 (cod.
PFCS1000160).............56
25 Schemi elettrici .............58
26 DATI TECNICI .............60
ENGLISH
1Introduction ..............24
2General rules .............24
3Ambient conditions ...........24
4Meaning of the symbols ..........24
5Prevention against electric shocks.......25
6Prevention against UV rays, fumes and fires ...25
7Maintenance .............26
8Electromagnetic compatibility (EMC) ......26
9MMA welding procedure and technical data....27
10 TIG welding: procedures and technical data....28
11 MIG/MAG welding: procedures and technical data .30
12 Set-up ...............32
13 Lifting: indications and precautions ......33
14 Settings through TY4 wire feeder interface ....34
14.1 Settings for MMA welding ...........34
14.2 Settings for MIG /MAG welding..........35
15 Settings through generator interface ......38
15.1 Settings for MMA welding ...........38
15.2 Settings for TIG welding ............39
15.3 Settings for MIG /MAG welding..........41
15.4 Fast programme selection (JOB MODE) .......44
15.5 Selecting the language ............44
15.6 Software version and general settings .......44
16 Description of alarms ...........45
17 Troubleshooting ............45
18 MMA & TIG: possible welding faults ......46
19 MIG/MAG: possible welding faults .......46
20 Spare parts for generator .........50
21 Spare parts for TY4 wire feeder .......53
22 Spare parts for 4-roller wire feed .......54
23 Spare parts for generator-wire feeder extension ..55
24 Spare parts for PR8 generator trolley (P/N
PFCS1000160).............56
25 Electric diagrams ............58
26 TECHNICAL DATA ...........60

Page 2
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
ONAILATI
1Generalità
I generatori sinergici ad inverter SKYLINE KMP sono
impiegabili per la saldatura MMA, TIG con partenza Lift
o HF e MIG/MAG con filo pieno o animato in corrente
continua, pulsata e doppio pulsata.
La progettazione e lo sviluppo di tali generatori è stata
eseguita ricorrendo alle più recenti ed innovative
tecnologie offerte dagli inverter e dai microprocessori
rispettivamente nei campi dell’elettronica di potenza e
dell’elaborazione dei segnali. Si è così ottenuto un
impianto che, oltre alla tradizionale affidabilità
caratteristica dei prodotti INE, presenta una elevata
dinamica del controllo necessario all’ottenimento una
ottima qualità di saldatura e garantendo allo stesso
tempo la facilità di utilizzo da parte dell’operatore.
I generatori SKYLINE KMP sono costruiti in base alle
normative EN 60974:
•per quanto concerne la prevenzione dell’operatore
dai rischi di natura elettrica.
•in materia di compatibilità elettromagnetica
(immunità e disturbo nei confronti degli apparati
elettrici operanti in prossimità al generatore).
La INE declina ogni responsabilità in caso di utilizzo
scorretto (es.: scongelare tubature, caricare batterie,
ecc.) o di modifica dell’impianto di saldatura, effettuata
dal cliente o da terzi, senza autorizzazione scritta
emessa dal costruttore stesso.
I generatori di corrente INE sono apparecchiature
progettate per uso professionale. Il loro utilizzo è
riservato esclusivamente a personale con formazione
tecnica idonea.
2Regole generali
E’ possibile lavorare senza rischi solo dopo
aver letto e compreso completamente le
istruzioni operative e di sicurezza
rispettandole rigorosamente.
Seguire tutte le disposizioni di sicurezza previste dallo
stato in cui viene installato l’impianto.
Questo impianto è progettato per saldare acciaio,
alluminio e sue leghe e rame in ambiente industriale e
commerciale.
Questo impianto è protetto elettronicamente contro i
sovraccarichi. Non usare fusibili di amperaggio
superiore a quello specificato sulla tabella DATI
TECNICI.
Chiudere sempre gli sportelli mobili prima di iniziare a
saldare.
3Condizioni ambientali
L’impianto può essere utilizzato con temperature
ambiente tra:
Per la saldatura:
-10°C & + 40°C (+14°F & +104°F)
Per il trasporto e lo stoccaggio:
-25°C & + 55°C (-13°F & +131°F)
L’umidità relativa non deve superare:
50% a 40°C (104°F)
90% a 20°C (68°F)
L’utilizzo, il trasporto e lo stoccaggio devono essere fatti
all’interno degli intervalli indicati. Lo sforamento degli
intervalli previsti è da considerarsi violazione. Il
produttore non sarà responsabile per danneggiamenti
causati da questo.
L’aria dell’ambiente deve essere priva di polvere
conduttiva, gas corrosivi, acidi o altre sostanze che
possono danneggiare l’impianto.
4Significato dei simboli
Sulla macchina.
PERICOLO! Leggere le istruzioni
contenute nel manuale
d’istruzione.
Pericolo di morte! Pericolo di gravi lesioni!
Il mancato rispetto delle precauzioni di
sicurezza possono causare incidenti o
severe conseguenze e anche la morte.
Pericolo di danneggiamento!
Il mancato rispetto delle precauzioni di
sicurezza può causare danni all’impianto
stesso e ai pezzi in lavorazione.
Scollegare la spina di alimentazione!
Scollegare la spina di alimentazione prima di
operare all’interno dell’impianto.
Note informative ed indicazioni per un uso
corretto e facilitato del prodotto.
Informazioni per la protezione dell’ambiente.
i
Page 3
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
5Prevenzione da rischi di natura
elettrica
L’installazione della macchina deve essere
eseguita da personale in possesso di
requisiti tecnico-professionali specifici e in
conformità alle leggi dello stato in cui si
effettua l’installazione.
Prima di collegare il generatore alla rete di distribuzione
dell’energia elettrica è necessario verificare che:
•la tensione fornita sia compresa entro gli
scostamenti ±10% dal valore nominale indicato nella
targa dati;
•l’impianto elettrico sia dotato di una efficiente messa
a terra (come prevedono le relative normative) a cui
connettere il filo giallo/verde della macchina;
•la rete distributrice dell’energia sia dotata del
conduttore neutro (neutral conductor) connesso a
terra;
•il generatore sia posto in un luogo asciutto e ben
aerato.
Durante l’utilizzo della saldatrice, accertarsi che
nell’ambiente di lavoro siano prese le seguenti
precauzioni:
•evitare che nessun pezzo metallico possa entrare
accidentalmente in contatto con i cavi di
alimentazione;
•evitare di lavorare in ambienti umidi o bagnati;
•collegare alla terra le parti metalliche che si trovino
alla portata dell’utilizzatore;
•allontanare i prodotti infiammabili;
•fissare adeguatamente le bombole contenenti il gas
per la saldatura in modo da evitare possano colpire o
essere colpite violentemente o entrare in contatto
con il circuito di saldatura;
•collegare il cavo massa del circuito di saldatura al
punto più vicino alla zona in cui si effettua la
saldatura stessa, allo scopo di minimizzare il
percorso della corrente e dei rischi ad essa
connessi;
Assicurarsi del perfetto stato delle
torce e dei cavi elettrici che
costituiscono i circuiti di
alimentazione e di saldatura.
L’operatore, inoltre, deve tenere scrupolosamente i
seguenti comportamenti:
•non collegare in serie o in parallelo generatori per
saldatura;
•nel caso due o più operatori saldino su pezzi
elettricamente connessi, si raccomanda a loro di
lavorare ad una adeguata distanza e che un
operatore non tocchi contemporaneamente le due
torce o le due pinze portaelettrodo;
•evitare di appoggiare la torcia o la pinza
portaelettrodo su superfici metalliche in modo da
evitare che l’impianto possa entrare
accidentalmente in funzione;
•indossare indumenti elettricamente isolanti.
6Prevenzione da raggi ultravioletti,
fumi e incendi
L’arco elettrico, necessario per effettuare la
saldatura, è un processo che emette
radiazioni ultraviolette. Gli operatori,
pertanto devono proteggersi gli occhi e il
viso con le apposite maschere dotate di vetri
aventi un adeguato grado di protezione.
Sono di seguito elencati i gradi di DIN raccomandati per
i vari procedimenti in relazione alle correnti erogate.
Saldatura con elettrodi rivestiti:
•grado 10 fino a 80 A
•grado 11 da 80 a 180 A
•grado 12 da 180 a 300 A
•grado 13 da 300 a 480 A
•grado 14 oltre i 480 A
Saldatura MIG/MAG:
•grado 10 fino a 80 A
•grado 11 da 80 a 120 A
•grado 12 da 120 a 180 A
•grado 13 da 180 a 300 A
•grado 14 da 300 a 450 A
•grado 15 oltre i 450 A
Saldatura TIG:
•grado 10 fino a 40 A
•grado 11 da 40 a 100 A
•grado 12 da 100 a 180 A
•grado 13 da 180 a 250 A
•grado 14 da 250 a 400 A
•grado 15 oltre i 400 A
L’operatore deve essere provvisto di guanti, scarpe e
vestiti ignifughi per la protezione dalle radiazioni, dalle
scorie e dalle scintille incandescenti.
E’ opportuno ridurre la riflessione e la trasmissione dei
raggi ultravioletti nell’ambiente di lavoro mediante
pannelli o tendaggi di protezione.
Per evitare l’azione nociva dei fumi che si
producono durante l’operazione di saldatura
è consigliato lavorare in spazi aerati. In
ambienti chiusi si consiglia l’impiego di
aspiratori da porre nelle vicinanze della zona
di saldatura.
ONAILATI

Page 4
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Nel caso in cui il pezzo da saldare sia ricoperto da
prodotti chimici (solventi, vernici, ecc.) si rende
indispensabile l’accurata pulizia delle superfici per
impedire la formazione di gas tossici.
E’ severamente vietato eseguire
saldature su recipienti di
combustibile contenenti materiale
infiammabile, anche se vuoti.
Pericolo di incendio e/o esplosione!
7Manutenzione
Ogni intervento di riparazione o di
sostituzione di parti dell’impianto deve
essere eseguito da personale qualificato e
idoneo ad operare nel settore
dell’impiantistica elettromeccanica.
All’operatore è consentito asportare i
pannelli della carrozzeria (non prima di
aver sconnesso il generatore dalla linea
di alimentazione) solamente per asportare i
depositi di polvere e di sporcizia aspirati
all’interno.
Questa operazione deve essere eseguita con un getto
di aria compressa, priva di olio e umidità, almeno ogni
tre mesi. E’ consigliabile aumentare la frequenza di tali
interventi se si lavora in ambienti molto polverosi.
Giornalmente, inoltre, verificare che vicino al gruppo
traino non si siano formati depositi di polvere o siano
rimasti pezzi di filo tagliati. In tal caso pulire con cura in
modo da evitare contatti elettrici con la carcassa del
carrello.
8Compatibilità elettromagnetica (EMC)
Gli impianti per saldatura INE sono apparati da usarsi
esclusivamente in ambiente industriale (CLASSE A del
CISPR11). Il loro impiego in ambienti diversi (ad
esempio quello domestico) può comportare dei
problemi di compatibilità con apparecchi operanti nelle
vicinanze (radio, telefoni, computer, ecc.).
E’ responsabilità dell’utilizzatore l’installazione del
generatore e l’uso dello stesso in ambienti adeguati e
non suscettibili dal punto di vista EMC. Nel valutare gli
ambienti in questione si deve considerare l’eventuale
presenza di:
•linee ed apparecchi telefonici
•apparecchi radiotelevisivi riceventi e trasmittenti
•computer ed attrezzature di comando
•attrezzature di sicurezza
•strumenti di misura
Particolare attenzione devono prestare le persone
portatrici di stimolatori cardiaci e di analoghi apparecchi
bioelettronici che sono potenzialmente suscettibili ai
campi elettromagnetici. A queste persone si
raccomanda vivamente di non avvicinarsi ai luoghi in
cui si svolgono i processi di saldatura.
Nell’eventualità si verificassero delle perturbazioni
elettromagnetiche la responsabilità di risolvere la
situazione spetta all’utente, al quale la INE come
costruttore offre la più completa assistenza.
Per ulteriori informazioni si rimanda alla normativa EN
60974-10 (in particolare l’allegato A) che regolamenta
la materia nell’ambito CEE.
Questa attrezzatura è conforme alla norma IEC
61000-3-12 a condizione che l’impedenza massima
Zmax ammessa dell’impianto sia inferiore o uguale, al
punto di interfaccia fra l’impianto dell’utilizzatore e
quello pubblico, a:
95 mW(KMP3200)
107 mW(KMP5000)
E’ responsabilità dell’’installatore o dell’utilizzatore
dell’attrezzatura garantire, consultando eventualmente
l’operatore della rete di distribuzione, che l’attrezzatura
sia collegata a un’alimentazione con impedenza
corretta.
ONAILATI
Page 5
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
9Saldatura MMA: procedimenti e dati
tecnici
Il procedimento MMA è il più semplice tra quelli
utilizzabili per la saldatura ad arco elettrico e si realizza
avvalendosi solo di un generatore di corrente collegato
ad una pinza portaelettrodo.
L’elettrodo è costituito da due parti fondamentali:
•L’ANIMA: è formata dello stesso materiale del pezzo
da saldare (alluminio, ferro, rame, acciaio inox) ed
ha la funzione di apportare materiale nel giunto.
•Il RIVESTIMENTO: è costituito da varie sostanze
minerali ed organiche miscelate fra loro. Le sue
funzioni sono:
A) Protezione gassosa
Una parte del rivestimento volatizza alla temperatura
dell’arco creando una colonna di gas ionizzato che
protegge il metallo fuso dall’ossidazione.
B) Apporto di elementi leganti e scorificanti
Una parte del rivestimento fonde e apporta nel
bagno di fusione degli elementi che si combinano col
materiale base e formano la scoria.
Si può affermare che la modalità di fusione e le
caratteristiche del deposito di ciascun elettrodo
derivano sia dal tipo di rivestimento che dal materiale
dell’anima.
I principali tipi di rivestimento degli elettrodi sono:
Rivestimenti acidi
Questi rivestimenti danno luogo ad una buona
saldabilità e possono essere impiegati in corrente
alternata o in corrente continua con pinza collegata al
polo negativo (polarità diretta). Il bagno di fusione è
molto fluido per cui sono adatti essenzialmente per
saldature in piano.
Rivestimenti al rutilo
Questi rivestimenti danno al cordone un’estrema
esteticità per cui il loro impiego è largamente diffuso. Si
possono saldare in corrente alternata ed in corrente
continua con entrambe le polarità.
Rivestimenti basici
Sono utilizzati essenzialmente per saldature che
necessitano di elevate caratteristiche meccaniche. Si
usano, generalmente, in corrente continua con
l’elettrodo al polo positivo (polarità inversa) anche se
esistono degli elettrodi basici per corrente alternata. E’
consigliabile tenerli in un ambiente privo di umidità.
Rivestimenti cellulosici
Sono elettrodi che si usano in corrente continua
collegandoli al positivo (polarità inversa). Sono
utilizzati, normalmente, per la saldatura di tubi data la
viscosità del bagno di saldatura e la forte penetrazione.
Richiedono, però, generatori di corrente con adeguate
proprietà.
Il processo di saldatura ad elettrodo è caratterizzato dai
seguenti parametri:
A) Corrente di saldatura
Questo parametro varia a seconda del tipo e del
diametro dell’elettrodo oltre che dalla posizione di
saldatura. E’ praticamente la variabile principale:
determina la penetrazione, il volume del metallo e la
larghezza del cordone depositato.
B) Tensione d’arco
Questo parametro dipende essenzialmente dalla
distanza tra la punta dell’elettrodo e il pezzo da saldare.
Aumentando questa distanza diminuisce la
penetrazione, il cordone si allarga e possono comparire
delle proiezioni di materiale fuso (spruzzi).
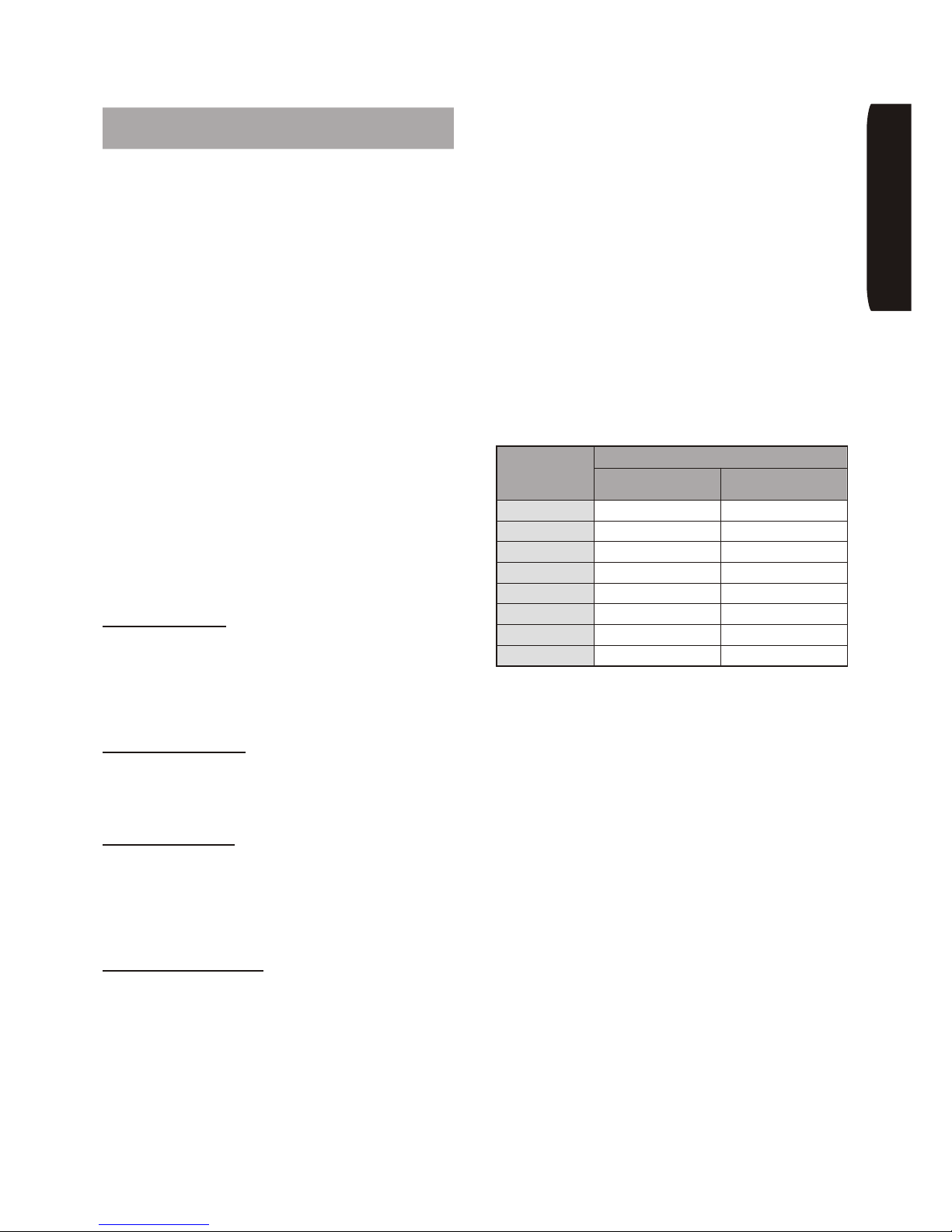
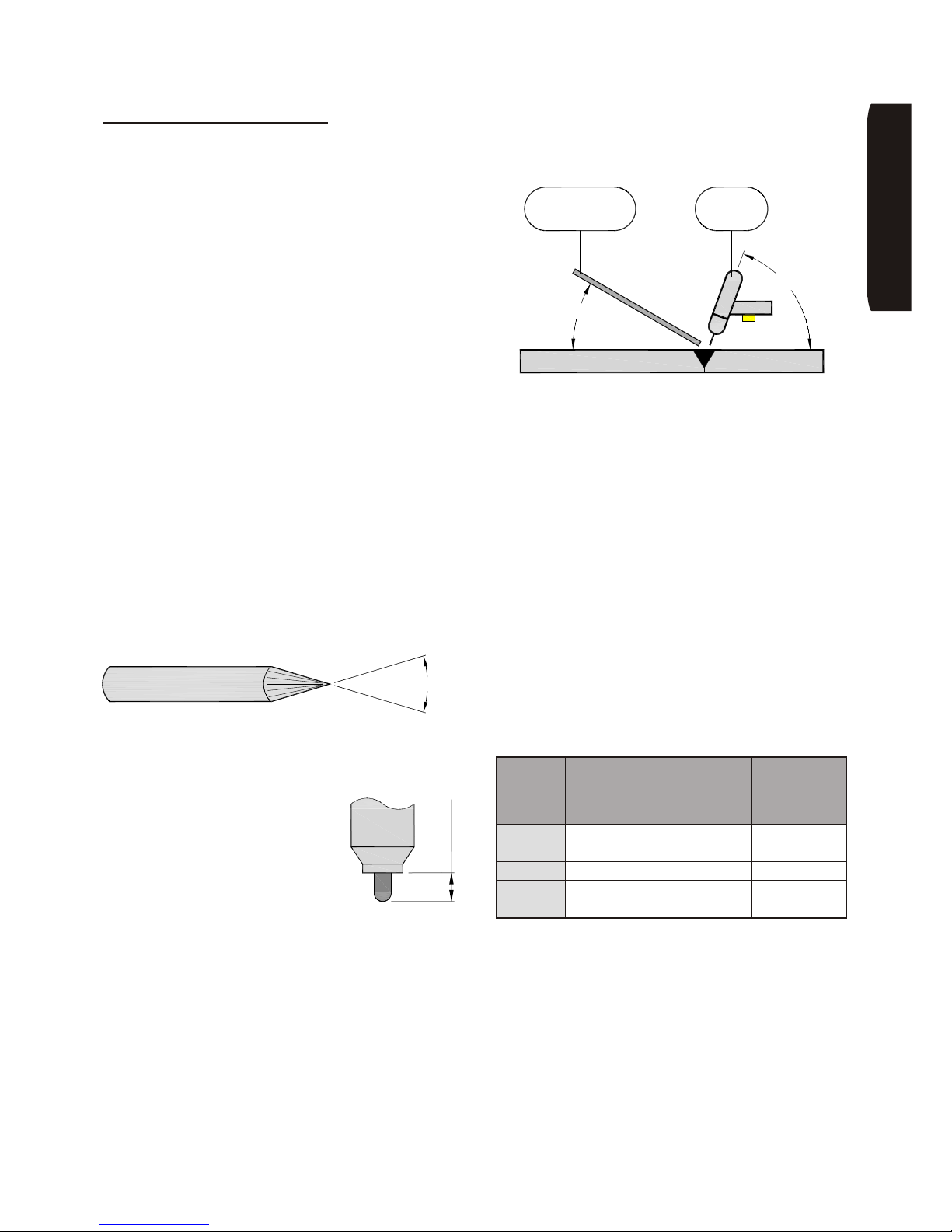
Nella tabella seguente vengono date, a titolo indicativo,
le correnti da utilizzare con i vari diametri d’elettrodo per
saldature su acciaio al carbonio:
Nella scelta del diametro dell’elettrodo si può prendere,
come parametro, la dimensione più vicina allo spessore
del materiale da saldare.
Quando la saldatura viene eseguita in posizione non
orizzontale, il bagno di fusione tende fluire per gravità.
E’ preferibile, in questi casi, l’impiego di elettrodi di
piccolo diametro e di effettuare la saldatura in più
passate successive. Può essere consigliabile,
specialmente per spessori superiori ai 3 mm, preparare
adeguatamente i lembi da saldare eseguendo un
cianfrino a ‘V’ oppure a ‘X’. In questo caso, l’operazione
di saldatura consiste, oltre alla giunzione dei pezzi,
anche nel riempimento del cianfrino (si consiglia di
utilizzare nella prima passata un elettrodo sottile per
evitare di forare i pezzi stessi).
L’arco elettrico si stabilisce sfregando la punta
dell’elettrodo sul pezzo da saldare e ritraendo,
rapidamente, la bacchetta fino alla distanza di
accensione dell’arco. Un movimento troppo rapido, con
eccessivo distacco, provoca lo spegnimento dell’arco,
mentre, al contrario, un movimento lento può causare il
corto circuito delle parti; in quest’ultimo caso uno
strappo laterale permette il distacco dell’elettrodo dal
pezzo.
Diametro
elettrodo
(mm)
Corrente (A)
Minima Massima
1,6 25 50
240 70
2,5 60 110
3,25 80 150
4100 180
5140 250
6190 340
7240 430
ONAILATI
Page 6
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Per migliorare l’accensione dell’arco è utile che il
generatore fornisca un picco iniziale di corrente rispetto
a quella impostata; questo accorgimento viene
denominato ‘Hot start’.
Una volta instaurato l’arco inizia la fusione della parte
centrale dell’anima dell’elettrodo che si deposita sotto
forma di gocce sul pezzo da saldare. Il rivestimento
esterno dell’elettrodo fornisce, consumandosi, il gas
protettivo necessario per una saldatura di buona qualità
(come spiegato precedentemente).
L’operatore, durante la saldatura, accidentalmente
potrebbe avvicinare troppo l’elettrodo al bagno
realizzando un corto circuito e il conseguente
spegnimento dell’arco. In questo caso il generatore
aumenta momentaneamente la corrente di saldatura
erogata fino al termine del corto circuito; tale
accorgimento viene denominato ‘Arc Force’.
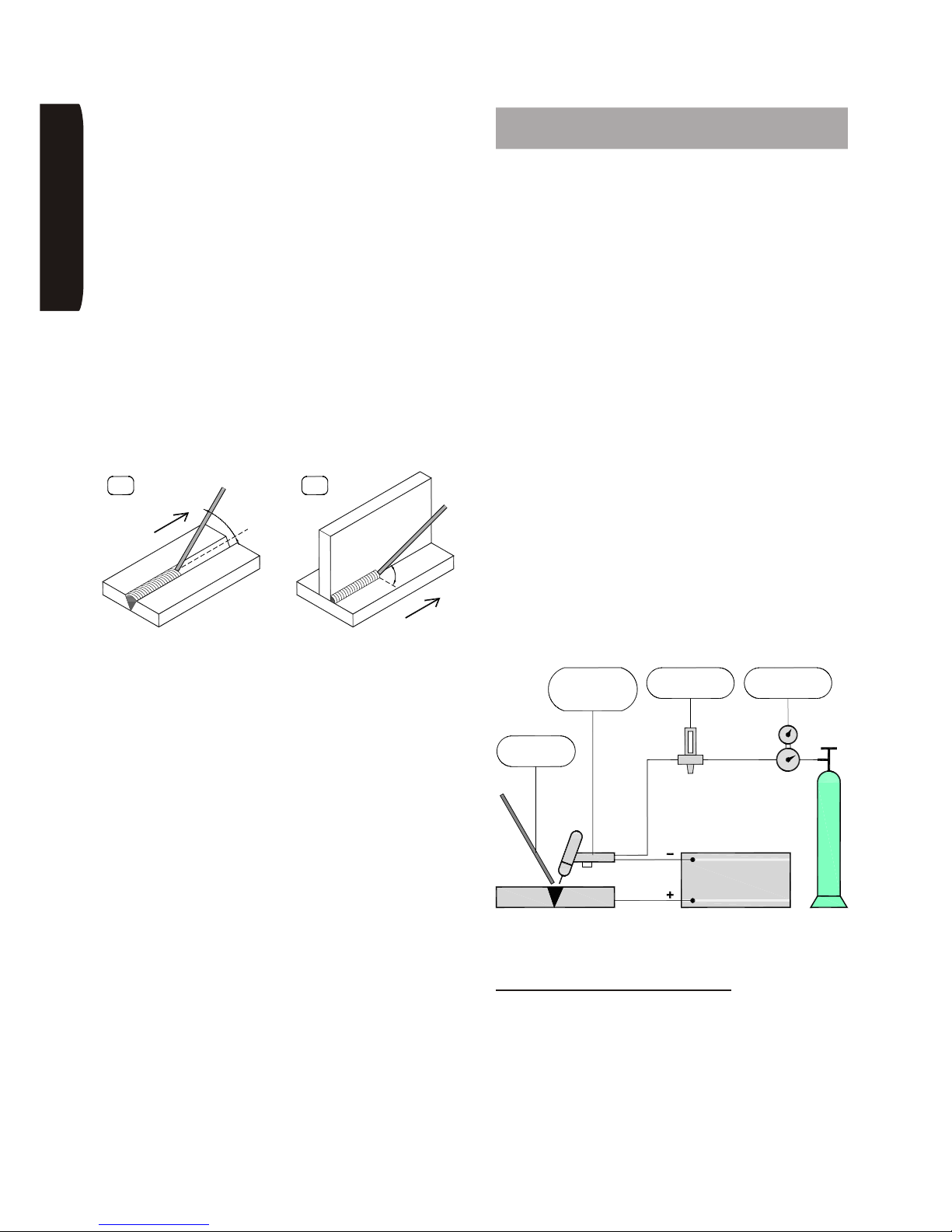
Le tecniche riguardanti l’esecuzione dei giunti sono
numerose e, di conseguenza, possiamo dare solo delle
indicazioni di massima su come operare.
Nelle figure qui sopra vengono mostrati due esempi
tipici di saldatura in piano di un giunto testa-testa (fig.A)
e di un giunto a ‘T’ (fig.B). L’angolo d’inclinazione
dell’elettrodo varia a seconda del numero delle passate
e il movimento dello stesso è un’oscillazione
trasversale con brevi fermate ai lati del cordone in
modo da evitare un eccessivo accumulo di materiale
d’apporto al centro.
La saldatura mediante elettrodi rivestiti impone
l’asportazione della scoria successivamente ad ogni
passata. Tale operazione si rivela di fondamentale
importanza per ottenere un giunto uniforme e privo
d’intervento. L’asportazione si effettua mediante un
piccolo martello o, se la scoria è friabile, attraverso una
spazzola metallica.
10 Saldatura TIG: procedimenti e dati
tecnici
Il procedimento di saldatura TIG è realizzato mediante
un arco elettrico sostenuto da un elettrodo di materiale
non fusibile di tungsteno puro o legato. A differenza
degli altri procedimenti (MMA e MIG), quindi, l’elettrodo
non costituisce il materiale d’apporto della giunzione da
effettuare. Tale apporto può essere eseguito
dall’operatore, generalmente per mezzo di apposite
bacchette realizzate con materiale della stessa natura
di quello del pezzo da saldare. Un’atmosfera di gas
inerte (Argon oppure Elio) provvede alla protezione
dell’arco. Possibilmente l’elettrodo non deve entrare a
contatto con il materiale da saldare, pertanto il
generatore dovrebbe essere dotato di un accenditore
H.F. che genera l’accensione dell’arco mediante
scarica elettrica ad alta tensione (evitando, quindi il
contatto, con il pezzo). E’, tuttavia, possibile anche la
partenza senza l’accensione mediante H.F. Questo tipo
di partenza si chiama ‘Lift-arc’ ed è impiegabile
solamente se il generatore è in grado di regolare una
corrente di cortocircuito iniziale molto bassa (qualche
ampere) che permetta di evitare il consumo
dell’elettrodo. Questa caratteristica è un’esclusiva dei
generatori ad inverter.
L’impianto di saldatura TIG è formato da:
- una sorgente di corrente continua o alternata
- una torcia dotata di elettrodo infusibile
- una bombola di gas inerte dotata di riduttore di
pressione e flussometro
Si possono avere diverse tipologie di saldatura TIG, in
funzione del tipo di materiale e di apporto termico
richiesto. Vengono, di seguito, illustrate le principali.
Corrente continua, polarità diretta
Questo procedimento prevede che la torcia sia
collegata al morsetto negativo del generatore e la
massa al positivo. La maggior parte del calore (circa il
70%) è assorbita e dispersa dal pezzo da saldare
ottenendo così una forte penetrazione. Questa polarità
si adatta a tutti i metalli, escludendo solo l’alluminio, il
magnesio e le loro leghe, ma, per contro, non dà
nessuna azione disossidante.
AB
45°
45°÷70°
FLUSSOMETRO
PEZZO
MATERIALE
D'APPORTO
ELETTRODO
INFUSIBILE
TORCIACON
ARGONOELIO
GENERATORE
DIPRESSIONE
RIDUTTORE
ONAILATI
Page 7
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Corrente pulsata, polarità diretta
In linea di principio questo procedimento presenta le
caratteristiche tipiche del precedente a polarità diretta.
Si può solamente aggiungere che l’adozione di una
corrente pulsata permette un migliore controllo del
bagno di saldatura in condizioni particolarmente difficili
e, specialmente, per le lavorazioni di spessori sottili.
I miglioramenti introdotti da tale tecnica consistono
nella riduzione della zona termicamente alterata, delle
deformazioni, delle cricche e delle inclusioni gassose
all’interno della zona di fusione.
Il procedimento TIG è particolarmente adatto per le
saldature in cui si richiede un’elevata qualità anche
senza la ripresa a rovescio. Il caso tipico è la prima
passata nelle saldature dei tubi. E’ inoltre impiegato nei
casi in cui si richiede una gradevole estetica della
saldatura senza ulteriori lavorazioni (per esempio
smerigliatura). Essendo il procedimento impegnativo,
rispetto agli altri, si richiede un’attenta pulizia dei lembi
in generale ed una loro adeguata preparazione: è
consigliato di eseguire una cianfrinatura a ‘V’ per
spessori superiori ai 3 mm.
Per le saldature di rame ed alluminio, data la fluidità di
questi metalli allo stato fuso, è consigliabile l’uso di un
supporto (per esempio di acciaio inox) al rovescio.
Gli elettrodi prima dell’utilizzo, per saldature in corrente
con polarità diretta, devono essere appuntiti utilizzando
una smerigliatrice dedicata allo scopo.
Come si vede dalla figura l’angolo può essere molto
acuto per basse correnti (30° fino a 30-40A), mentre
dev’essere ampio per correnti elevate (maggiore di 90°
per correnti superiori a 200A).
L’elettrodo deve venire fissato al
portaelettrodo considerando che, la
sporgenza massima dall’ugello
dev’essere di 6-9 mm come mostrato
in figura (valori maggiori possono
essere utilizzati solo per le saldature
ad angolo interno).
Per ottenere i migliori risultati, con questo tipo di
saldatura, si devono tenere la torcia e la bacchetta del
materiale d’apporto in maniera conforme al sistema
illustrato nella figura seguente.
Saldando invece con polarità variabile o inversa, a
causa dell’elevato calore che si sviluppa sull’elettrodo,
è necessario che quest’ultimo presenti un’estrema
arrotondata contrariamente al caso precedente. Se
durante la saldatura si nota che l’elettrodo fonde
(l’estremità assume la forma di goccia) si deve
procedere alla sostituzione dello stesso con uno di
diametro superiore, oppure, nel caso di saldatura a
polarità variabile, si deve agire sul bilanciamento
dell’onda riducendo la polarizzazione positiva della
corrente intorno al 20%.
Relativamente al materiale da saldare è consigliabile
adoperare i seguenti elettrodi:
•tungsteno toriato a 2% (colore rosso) per acciaio,
leghe di acciaio, nichel, rame e titanio
•tungsteno puro (colore verde) oppure tungsteno con
zirconio (colore bianco) per alluminio e magnesio
In tabella sono riportate le gamme di amperaggi
utilizzabili in funzione del tipo di elettrodo e della
polarità di corrente utilizzata.
Come materiale d’apporto devono venire utilizzate le
apposite bacchette presenti in commercio. Queste
bacchette sono costituite dello stesso materiale di base
di quello da saldare e nel caso del rame e dell’alluminio
con piccole percentuali (inferiori al 10%) di agenti
antiossidanti quali il silicio o il magnesio.
30°÷120°
6÷9mm
TORCIA
MATERIALE
PEZZODASALDARE
ß<30°
D'APPORTO
60°÷80°
ONAILATI
Diametro
elettrodo
(mm)
Corrente
continua
Polarità
diretta
Corrente
continua
Polarità
inversa
Corrente
alternata
Polarità
variabile
110÷70 10÷15 10÷50
1,6 60÷150 10÷20 40÷100
2,4 100÷250 15÷30 80÷150
3,2 200÷400 25÷50 130÷230
4,8 350÷800 45÷80 200÷320

Page 8
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Come gas di protezione, per ragioni di costo, si utilizza
più comunemente l’argon. L’impiego dell’elio o di
miscele argon/elio possono essere impiegate
specialmente per saldature di grossi spessori, allo
scopo di favorire la penetrazione del bagno e di
aumentare la velocità di saldatura.
Le portate di gas comunemente variano, all’aumentare
della corrente, da 7 a 12 l/min per l’argon e da 14 a 24
l/min per l’elio.
Per evitare ossidazioni è opportuno regolare il post-gas
in modo che la saldatura e l’elettrodo abbiano il tempo
di raffreddarsi prima di essere esposti all’ossigeno
dell’aria. Questo tempo è dell’ordine di qualche
secondo.
11 Saldatura MIG/MAG: procedimenti e
dati tecnici
Il procedimento MIG/MAG utilizza, per la saldatura di
acciai comuni e bassolegati, un filo di acciaio ramato e
un gas attivo (CO2oppure Argon-CO2).
Per la saldatura di acciai INOX è necessario usare il filo
di materiale corrispondente a quello da saldare e il gas
deve essere una miscela Argon-CO2-O2.
Per saldare l’alluminio si deve impiegare il tipo di filo
compatibile al materiale e l’Argon puro come gas; è
consigliabile inoltre che la guaina della torcia sia in
teflon.
L’impianto di saldatura MIG/MAG è formato dalla
presenza di:
•una sorgente di corrente continua (saldatrice)
•un trainafilo
•una torcia con cavo
•una bombola di gas con riduttore e flussometro
Durante il processo di saldatura la torcia viene condotta
manualmente dal saldatore lungo la giunzione da
realizzare mentre il filo, fatto avanzare dal trainafilo,
fonde e forma il cordone di saldatura.
E’ opportuno iniziare a saldare con l’assistenza di un
esperto.
E’ necessario, infatti, un minimo di apprendimento per :
•la regolazione dei parametri
•evitare la generazione degli spruzzi
La regolazione dei parametri consiste nell’individuare il
giusto equilibrio di tensione e velocità del filo necessari
per effettuare una corretta saldatura.
BOBINAFILO
GENERATORE
PEZZO
FILO
ALIMENTATORE
GAS
ONAILATI
Page 9
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Per evitare gli spruzzi occorre orientare in maniera
ottimale la torcia rispetto al cordone di saldatura da
effettuare. A questo proposito è necessario inoltre
evitare il manifestarsi di un particolare fenomeno che si
manifesta come una deviazione dell’arco dovuto alle
forze elettromagnetiche in gioco: il soffio magnetico.
Questo fenomeno si ha principalmente nelle saldature
ad angolo e negli spigoli interni di pezzi scatolati. Per
ridurlo può essere utile orientare la torcia in senso
opposto alla deviazione dell’arco e scegliere in modo
opportuno il punto di collegamento del morsetto di
massa.
Particolare attenzione deve essere posta nella
saldatura di spessori sottili oppure nella prima passata
di giunti smussati, in quanto esiste il pericolo di
sfondare il materiale. Si consiglia in questi casi di
saldare con bassi valori di corrente (short-arc).
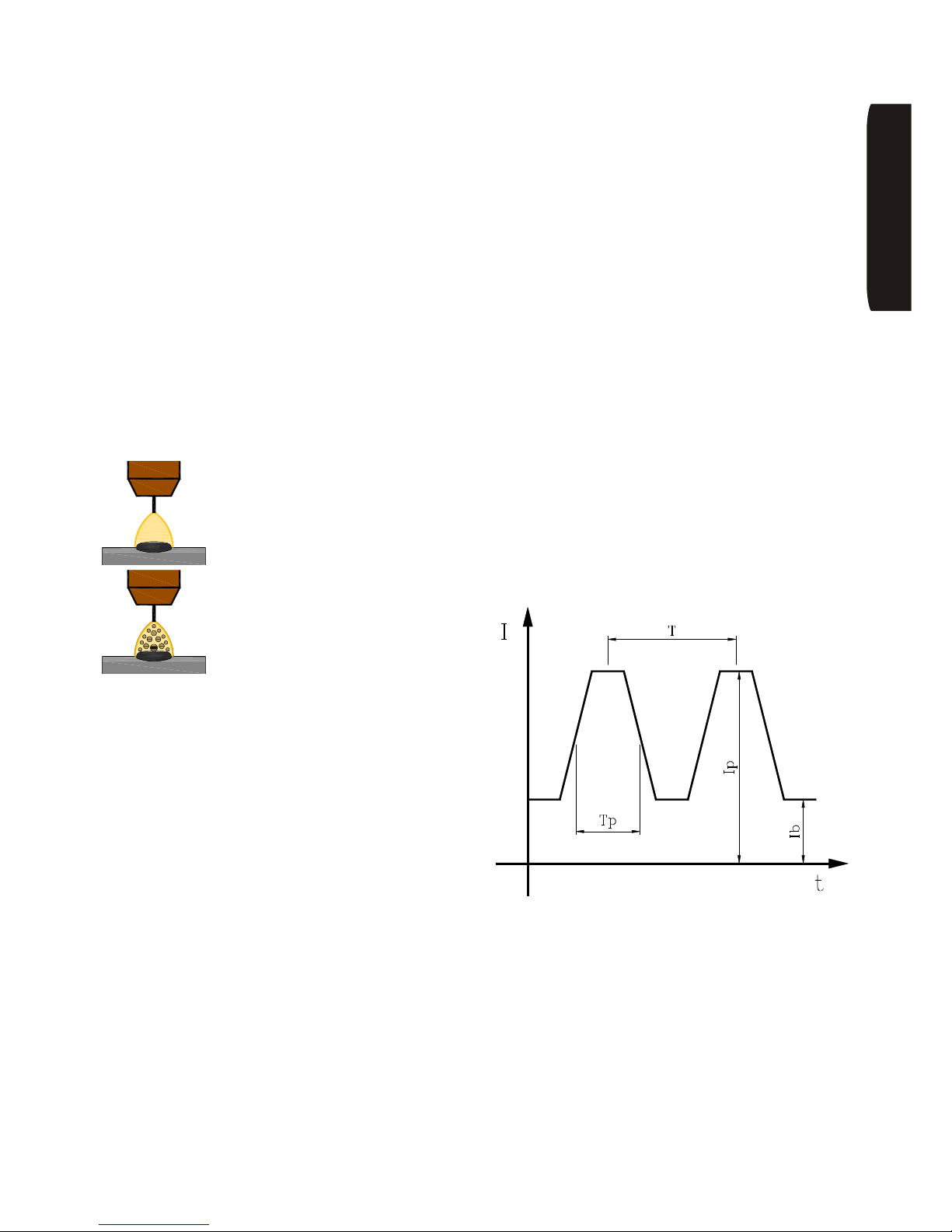
Da un punto di vista fisico esistono due processi di
fusione del metallo di apporto e del suo trasferimento
dal filo al bagno di saldatura:
SHORT-ARC (arco corto)
SPRAY-ARC (arco a spruzzo)
Il primo processo si ha per tensioni d’arco inferiori a 24V
e per intensità di correnti relativamente basse (inferiori
a 200 A/mmq). In questo procedimento la fusione del
filo avviene per corto-circuito in quanto il filo stesso
entra in contatto con il bagno di saldatura provocando il
trasferimento a gocce del materiale. Visivamente l’arco
si presenta corto ed è consigliabile mantenere il tubetto
porta-corrente sporgente di 2-3 mm rispetto all’ugello
del gas.
Questo procedimento è impiegato in qualsiasi
posizione di saldatura (piana, angolare, verticale) ed in
generale dove sono richiesti bassi valori di corrente allo
scopo di evitare deformazioni e sfondamenti: spessori
sottili, prime passate ecc.
Lo spray-arc è, invece, un processo che richiede valori
più elevati di tensione e corrente e nel quale la fusione
del metallo è accompagnata dalla polverizzazione dello
stesso in piccole gocce e quindi dal suo trasferimento
verso il bagno di saldatura.
Visivamente l’arco presenta una certa lunghezza e la
sua luminosità è maggiore. E’ consigliabile mantenere il
tubetto porta-corrente arretrato rispetto all’ugello del
gas (da 5 a 10 mm, all’aumentare della corrente
erogata).
Questo procedimento è impiegato solamente per le
saldature in piano di spessori elevati (maggiori di 4 mm)
ove è necessaria una elevata velocità di deposito
materiale. Da osservare infine che maggiore è la
lunghezza dell’arco (corrispondente ad una maggiore
tensione V) e, a parità di corrente A, maggiore risultano
la larghezza e l’appiattimento del cordone di saldatura.
In altri termini alzando la tensione si allarga il “cono di
deposito” del materiale.
Una annotazione particolare merita, a questo punto, il
procedimento di saldatura MIG/MAG ad arco pulsato.
Esso è caratterizzato dall’avere l’andamento di
corrente non costante, ma ad impulsi di valore elevato.
Fra un impulso e l’altro è erogato un valore di corrente
minimo necessario solamente a tener acceso l’arco
senza fondere il materiale. In questo modo è possibile
abbassare il valore medio della corrente di saldatura
pur saldando in spray-arc. Si possono così ottenere i
vantaggi di quest’ultimo procedimento (alta qualità
della saldatura per effetto della polverizzazione del
materiale fuso e la possibilità di variare la larghezza del
cordone) anche a bassi valori di corrente tipici dei
piccoli spessori e delle saldature non in piano.
Per completezza riportiamo, inoltre, il concetto di
sinergia. In un impianto sinergico il legame
tensione-corrente di saldatura non viene impostato
dall’operatore, al quale è lasciato solamente il compito
di scegliere la potenza dell’arco con cui intende
saldare. Si evita così la perdita di tempo per la
regolazione dei parametri e un funzionamento ottimale
relativamente alla minimizzazione degli spruzzi.
ONAILATI

Page 10
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
12 Installazione e predisposizione per il
funzionamento
Nell’installazione della macchina è
necessario osservare scrupolosamente
quanto prescritto nei paragrafi precedenti
relativi alla sicurezza.
Essa consiste essenzialmente nel collegamento del
carrello trainafilo al generatore, mediante l’apposita
prolunga e del collegamento del generatore alla rete.
Collegare il cavo di alimentazione ad una spina con
adeguata portata di corrente ed inserire i fusibili di
linea ritardati con un valore nominale adeguato, come
specificato sulla tabella DATI TECNICI (pagina 60).
Fare, inoltre, molta attenzione che il filo giallo-verde,
corrispondente al collegamento di terra, venga
effettivamente e correttamente collegato all’impianto di
messa a terra (per garantire la protezione
dell’utilizzatore stesso).
Per la messa in opera della macchina procedere in
questo modo:
•Posizionare la macchina in modo tale che la
ventilazione per il raffreddamento interno non possa
venire compromessa. Per questo motivo si devono
evitare luoghi umidi e si devono avere almeno 0,5 m
di distanza da pareti, ripari o altro.
Per la saldatura a filo (MIG/MAG):
•Collegare il carrello al generatore allacciando il
fascio cavi agli attacchi ‘A1’ e ‘C2’ della macchina e
alle prese posteriori del carrello trainafilo ‘A4’, ‘C4’,
‘G3’ facendo attenzione al loro completo fissaggio.
•Il tubo gas del fascio cavi va allacciato direttamente
all’attacco del riduttore di pressione della bombola.
•Nel caso la macchina sia dotata di gruppo di
raffreddamento collegare anche gli innesti rapidi ‘H1’
per l’acqua facendo riferimento ai colori degli stessi.
•Posizionare la bobina di filo nell’apposito rocchetto
‘Z1’, osservando il senso di svolgimento del filo.
Alzare il ponte premifilo ‘V2’. Applicare il rullo
trascinafilo ‘V3’ corrispondente al diametro del filo
impiegato.
Fare attenzione al corretto fissaggio della
bobina del filo. PERICOLO! Non
intervenire sulle ruote dentate del motore
trainafilo quando questo è in movimento.
•Richiudere il premifilo regolando opportunamente la
pressione ‘V1’. Far avanzare il filo premendo
l’apposito pulsante. Regolare l’intensità di frenatura
agendo sulla vite di chiusura dell’aspo ‘Z2’: si deve
chiudere lo stretto necessario affinchè, a bobina
carica, si eviti lo svolgimento del filo all’arresto.
•Allacciare la torcia al relativo attacco torcia ‘A5’
introducendo prima il filo all’entrata della guaina.
Fissare poi la torcia in modo sicuro stringendo a
mano il raccordo. Mantenendo il cavo ben teso far
avanzare il filo premendo il pulsante (vedi paragrafo
14).
Durante questa operazione è assolutamente
vietato posizionarsi con il corpo (e in
particolare con gli occhi) di fronte all’ugello
della torcia per aspettare l’uscita del filo.
•Chiudere il pannello mobile del trainafilo.
•Collegare il cavo massa alla boccola del negativo
‘A3’ e ad un punto adeguatamente pulito del pezzo
da saldare.
•Allacciare il tubo gas al riduttore di pressione, il quale
deve prima essere applicato seguendo
scrupolosamente le istruzioni per la sua
installazione.
Nota tecnica: nel caso si utilizzi filo animato,
che ha la protezione del bagno di saldatura
al suo interno, il gas non è necessario ed
inoltre, per ottenere i migliori risultati, si deve
utilizzare la polarità di saldatura consigliata
dal produttore del filo (normalmente opposta a quella
per il filo tradizionale). Per poter utilizzare la polarità
negativa sul filo è disponibile il kit opzionale
PFCS0400015.
Z1
Z2
A5
V3
V1
V2
G1
A1
C2
C1
optional
C4
H1
A4
G3
i
ONAILATI
Page 11
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Per la saldatura in TIG DC:
•Allacciare il tubo del gas proveniente dalla bombola
(dotata di flussometro e di regolatore di pressione
precedentemente installato) all’attacco posteriore
della macchina ‘G1’; quindi collegare la torcia alla
boccola posta sul frontale ‘A3’. Fissare il tubo del gas
della torcia e il connettore per il comando del
pulsante torcia sugli innesti ‘G2’ e ‘C3’ posti sul
frontale.
•Collegare il cavo massa alla boccola ‘A2’ del
generatore e ad un punto adeguatamente pulito del
pezzo da saldare.
Per la saldatura ad elettrodo (MMA):
•Collegare la pinza portaelettrodo alla boccola
(positiva ‘A2’ o negativa ‘A3’) richiesta dal tipo di
elettrodo.
•Collegare il cavo massa alla boccola libera del
generatore e ad un punto adeguatamente pulito del
pezzo da saldare.
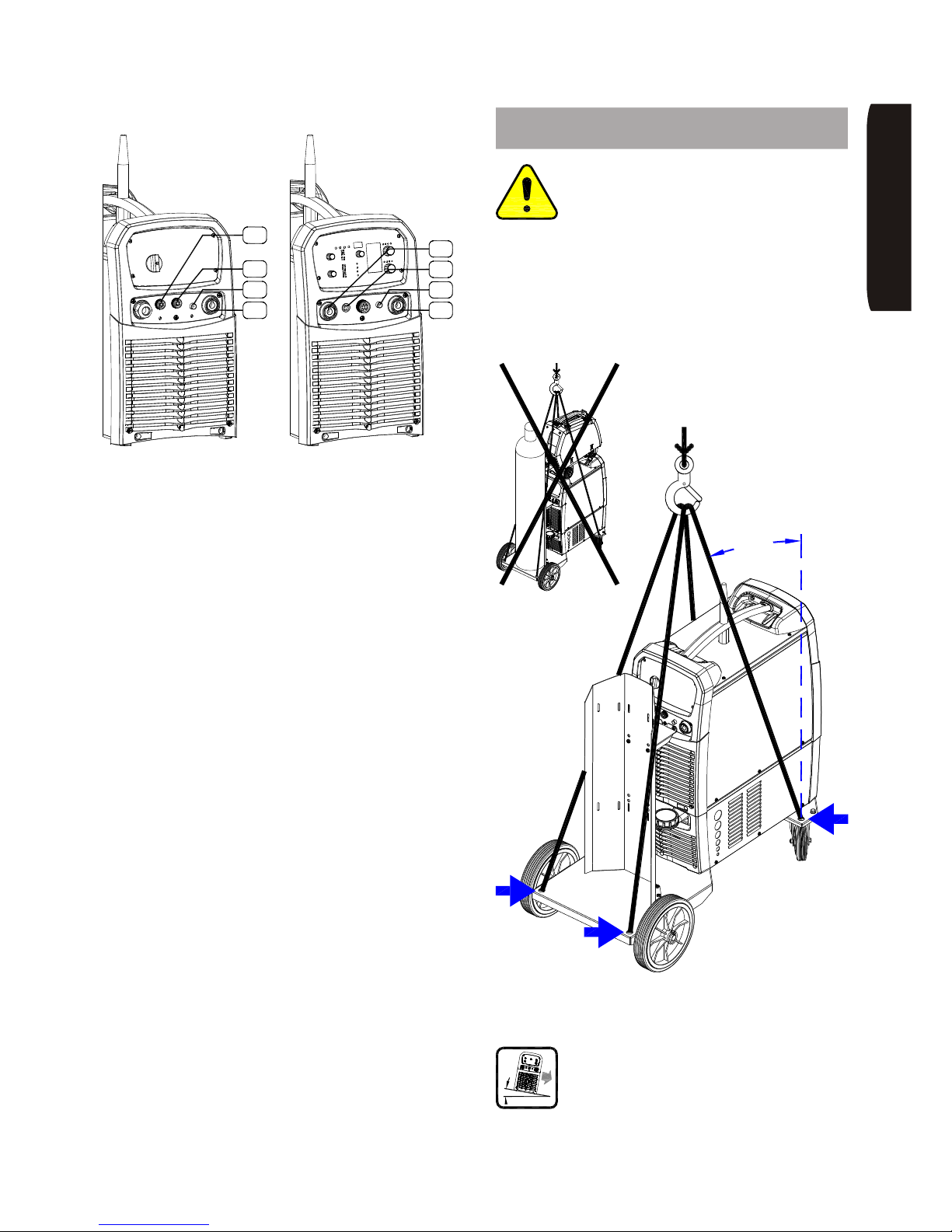
13 Sollevamento: indicazioni e
precauzioni
Per sollevare la macchina utilizzare
esclusivamente i 4 FORI presenti sulla
base del carrello portageneratore PR8.
Prestare attenzione affinchè i cavi di sollevamento
formino un angolo piccolo rispetto alla verticale. Tutte le
parti mobili presenti sulla macchina - es. bombola del
gas, prolunga generatore-carrello, carrello
trainafilo, torce, cavi massa, ecc. - vanno rimosse per
evitare cadute incontrollabili di tutto o di parte del carico
sollevato.
La macchina va posizionata in un piano
solido e stabile adeguato al peso
dell’impianto. L’inclinazione massima
consentita è di 10°.
MAX
15°
ONAILATI
A3
G2
C3
A2
G1
A1
C2
C1
optional

Page 12
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Le funzionalità e i comandi sono impostabili sia dalla
macchina che dal carrello trainafilo in modo
indipendente ed intercambiabile.
14 Impostazioni tramite interfaccia
carrello TY4
Con riferimento alla figura seguente sono di seguito
descritti i comandi e visualizzazioni.
L’accensione della macchina avviene ruotando in
posizione ON l’interruttore generale posto sul retro del
generatore. L’avvenuta accensione è segnalata dalla
barra led ‘L5’ di colore verde.
La barra led ‘L5’, inoltre, ha le seguenti funzioni:
•di colore giallo indica l’intervento dei dispositivi di
protezione e il display ‘D3’ e ‘D4’ indicano il tipo di
protezione intervenuta (vedi paragrafo ‘Descrizione
intervento allarmi’)
•di colore fucsia indica che si va ad effettuare una
saldatura in modalità ‘GLOBULAR’
•di colore rosso indica la presenza di tensione in
uscita. In elettrodo è sempre accesa mentre in TIG e
in MIG/MAG segue l’andamento del ciclo di
saldatura
•di colore blu lampeggiante, dopo la saldatura, indica
la funzionalità HOLD che mantiene le misure di
corrente e tensione visualizzate per 5 secondi prima
di tornare all’interfaccia di impostazione
14.1 Impostazioni per la saldatura ad
elettrodo (MMA)
Premere il pulsante ‘T1’ e tenerlo premuto. Fare
scorrere i led fino all’accensione del led relativo al
processo di saldatura MMA. Quindi rilasciare il tasto.
Attenzione: in uscita al generatore ci sarà la tensione a
vuoto.
Con il selettore ‘E7’ è possibile impostare la corrente di
saldatura che viene visualizzata sul display ‘D4’. Sul
display ‘D3’ viene visualizzata la misura della tensione
in uscita.
Durante la saldatura ‘D4’ visualizzerà la misura effettiva
della corrente erogata.
Tramite il menu ‘SET’, si possono impostare anche i
seguenti parametri:
Hotstart HOT:incremento percentuale della corrente
in partenza; facilita l’innesco dell’arco elettrico.
Arcforce ARC:incremento percentuale della corrente
durante la saldatura al verificarsi di cortocircuiti tra
elettrodo e pezzo; aiuta ad evitare lo spegnimento
dell’arco.
Per poter modificare questi parametri si deve agire in
questo modo:
•Premere il selettore ‘E6’ per due secondi; il led blu
‘SET’ si accende.
•Ruotare il selettore ‘E6’ per selezionare il parametro
da modificare visualizzato su ‘D3’.
•Ruotare il selettore ‘E7’ per modificarne il valore su
‘D4’.
•Ruotare il selettore ‘E6’ per selezionare un altro
parametro oppure premere ‘E6’ per uscire.
Attenzione: scegliendo la saldatura MMA è
importante, per evitare rischi e situazioni di
pericolo, controllare la posizione della torcia
MIG/MAG in quanto risulterà energizzata al
potenziale del positivo. (Evitare quindi il
contatto con il pezzo in lavorazione ed il circuito di
protezione di terra).
TY4TY4
AV
2T4T
C6
E7
H2
D4
E6
A5
D3
L5
MIG
Argon
AlMgø0.8
MIGP
MIGDP
SPECIAL
CuSi
CuAl
NiCrArHe
ø1.2
ø1.0
ø1.6
4T
MMA
2T
2
SG2/3
AlSi
CrNi
ArCO
2SG2/3CO
Basic
CrNi
Metal
Rutil
FCAW-ArCO2
PRG
KMP
T1
T4
T2
T3
T5
321
ONAILATI
Page 13
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
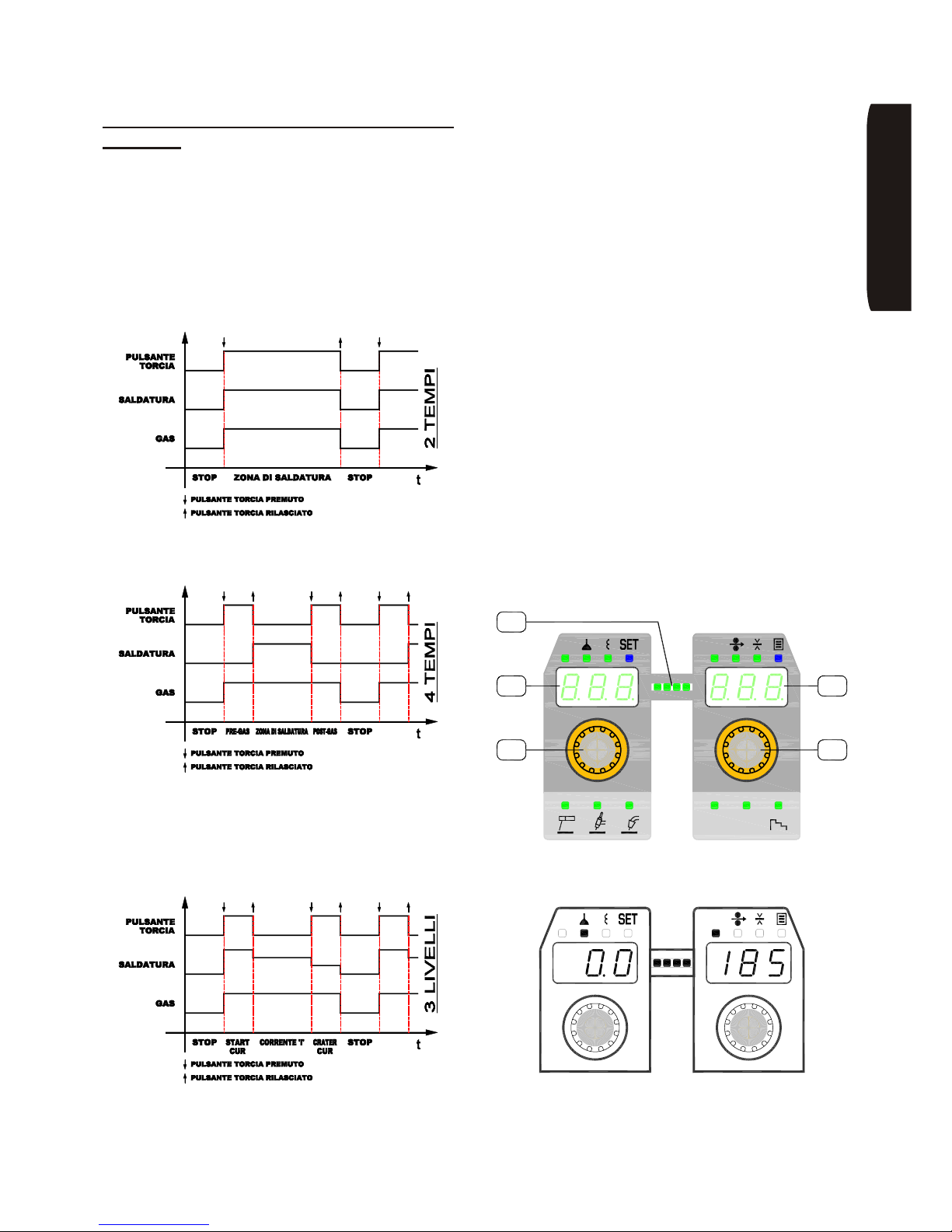
14.2 Impostazioni per la saldatura
MIG/MAG
Premere il pulsante ‘T1’ e tenerlo premuto. Fare
scorrere i led fino all’accensione del led relativo al
processo di saldatura da utilizzare: MIG, MIG P
(pulsato) o MIG DP (doppio pulsato). Quindi
rilasciare il tasto.
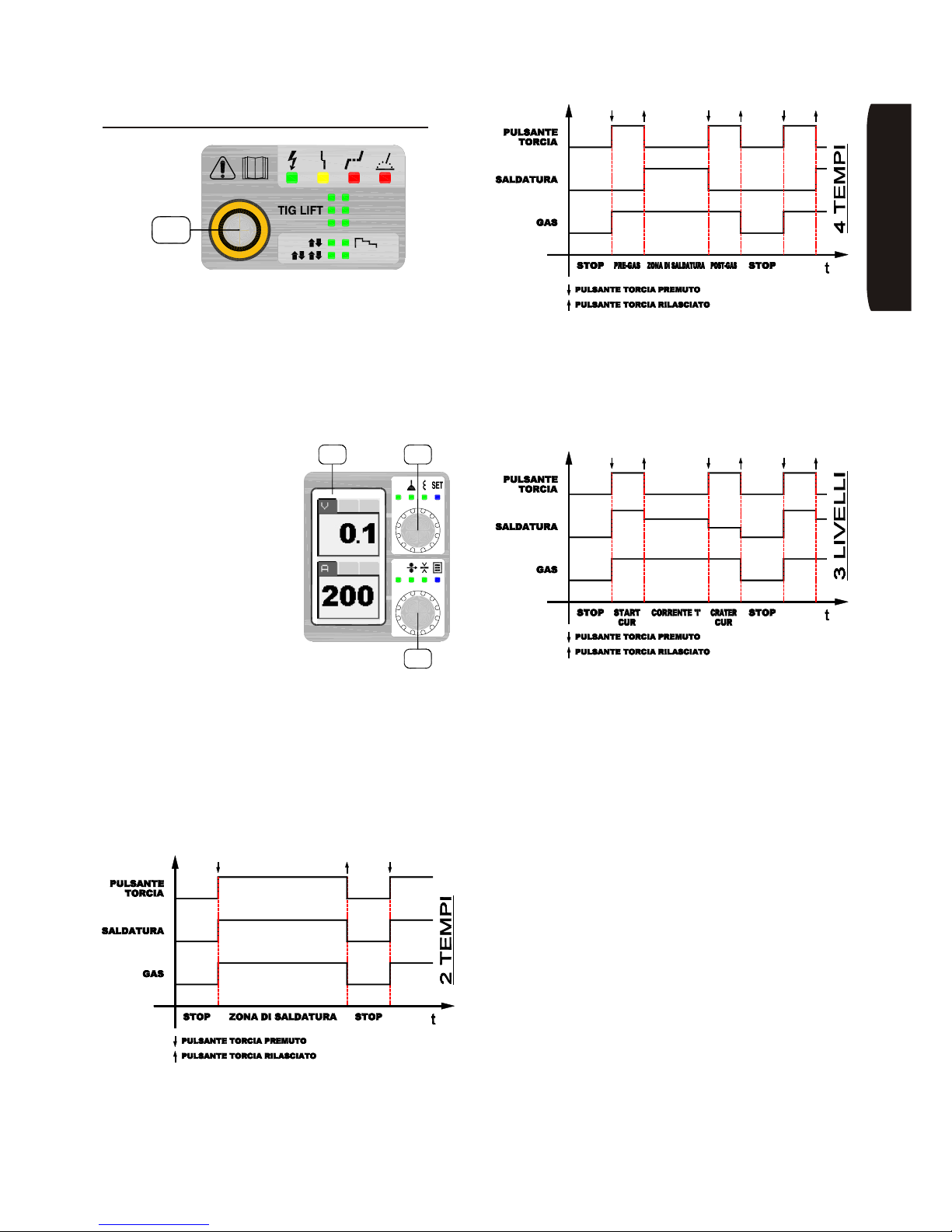
Una pressione veloce di ‘T1’ permette di ciclare tra 2T,
4T e tre livelli; una pressione superiore ai due secondi
permette di cambiare invece il processo di saldatura.
2-tempi: il processo di saldatura inizia nel momento in
cui si preme il pulsante torcia e si arresta al rilascio dello
stesso.
4-tempi: al premere del pulsante torcia il processo di
saldatura inizia con un pre-gas manuale, al suo rilascio
inizia la saldatura vera e propria. Alla successiva
pressione del pulsante torcia la saldatura si arresta
mentre il gas continua a fluire, al suo rilascio si ferma
anche il post-gas manuale.
3-livelli ]:al premere del pulsante torcia il processo
di saldatura inizia al valore di corrente impostato con il
parametro IN1 (vedi spiegazioni successive). Al
rilascio del pulsante la corrente si porta al valore
impostato con ‘E7’. Alla successiva pressione del
pulsante torcia la corrente si porta al valore impostato
con il parametro CRA (vedi spiegazioni successive), al
suo rilascio il processo si arresta.
Con il tasto ‘T2’ si imposta il tipo di filo e il gas di
protezione utilizzato. Con questa operazione viene
selezionata una curva di saldatura sinergica adatta al
materiale scelto (per uscire dai parametri preimpostati
dalla sinergia si rimanda ai paragrafi successivi).
Il tasto ‘T3’ permette la selezione del diametro del filo
utilizzato.
Il tasto ‘T4’ (test-gas) serve per verificare la presenza
del gas per la saldatura, per verificare il corretto
deflusso e per togliere l’aria dal circuito.
Il tasto ‘T5’ serve per far avanzare il filo manualmente,
utilizzato in particolare durante il cambio della bobina.
Premendo ‘T5’ il motore inizierà ad avanzare e con una
rampa di accelerazione di alcuni secondi si porterà alla
velocità del filo di 15 m/min. Durante tutta l’operazione
la barra led ‘L5’ visualizzerà lo sforzo di trascinamento.
Una doppia pressione veloce del tasto ‘T5’ effettua il
recupero del filo invertendo il verso di avanzamento. La
velocità in questo caso risulta impostata al minimo.
Nei processi con sinergia, il selettore ‘E6’ permette di
impostare la correzione dell’altezza dell’arco e
dell’induttanza d’uscita. Per moficare questi valori:
•premere ‘E6’ in sequenza per accendere il led
relativo al parametro da modificare e ruotare ‘E6’ per
cambiarne il valore
VA
2T4T
E6E7
L5
D3D4
VA
ONAILATI
Page 14
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Il parametro tensione ‘V’ può essere impostato
solamente in MIG/MAG non sinergico (vedi funzionalità
SET -> SYN).
Il selettore ‘E7’ permette di impostare la corrente di
saldatura,la velocità del filo e lo spessore del pezzo.
Per moficare questi valori:
•premere ‘E7’ in sequenza per accendere il led
relativo al parametro da modificare e ruotare ‘E7’ per
cambiarne il valore
Tenendo premuto per più di due secondi il selettore ‘E6’
si entra nella modalità SET nel quale si possono
impostare i seguenti parametri avanzati:
•Softstart SOF:al premere del pulsante torcia il filo
avanza lentamente e si porta alla velocità impostata
solamente allo scoccare dell’arco di saldatura. La
sua regolazione è automatica (SYN sul display) o
regolabile da 1 a 100% della velocità impostata del
filo.
•Burnback BUR:regola la lunghezza del filo rispetto
al terminale della torcia. La sua regolazione è
automatica (SYN sul display) o regolabile da 1 a
100%.
•Pregas PRE:tempo di pre gas (secondi).
•Postgas POS:tempo di post gas (secondi).
•Sinergia SYN:consente di attivare (1) o disattivare
(0) la modalità sinergica. Il modo manuale consente
all’utente l’impostazione di tutti i parametri in
maniera del tutto analoga a quanto avviene in
generatori MIG/MAG tradizionali (regolazione di
tensione, induttanza e velocità del filo). Questa
selezione non è presente in MIG P e MIG DP poichè
per una corretta saldatura ad arco pulsato è
necessario il controllo sinergico dei parametri.
Altri parametri sono invece impostabili solo in saldatura
MIG DP (MIG doppio pulsato):
•Double Pulse Frequency DPF:impostazione della
frequenza di doppia pulsazione da un minimo di
0,1Hz ad un massimo di 5Hz; questo parametro
permette di controllare l’alternanza tra i due punti di
saldatura che caratterizzano la doppia pulsazione.
•Double Pulse Duty DPD:impostazione della
simmetria nell’alternanza tra i due punti di saldatura.
Ad esempio, un valore di duty cycle pari a 70 indica
che il punto di saldatura a velocità più elevata ha
durata pari al 70% del periodo di alternanza.
•Double Pulse Offset DPO:i due punti di saldatura
che caratterizzano la doppia pulsazione derivano
dall’applicazione dell’offset, positivo e negativo, al
valore di velocità filo impostata. Ad esempio, con una
velocità filo impostata di 5 m/min ed un offset di 1
m/min, si alterneranno tratti si saldatura a 4 m/min ed
a 6 m/min alla frequenza impostata.
Per poter modificare questi parametri si deve agire in
questo modo:
•Ruotare il selettore ‘E6’ per selezionare il parametro
da modificare.
•Ruotare il selettore ‘E7’ per modificarne il valore.
•Ruotare il selettore ‘E6’ per selezionare
eventualmente un altro parametro oppure premere
‘E6’ per uscire dalla modalità ‘SET’.
Note finali
Attraverso il connettore ‘C6’ posto sul frontale la
macchina può essere controllata tramite comandi a
distanza opzionali. La selezione del controllo remoto è
automatica all’inserimento del connettore e tale rimane
fino allo scollegamento fisico dello stesso.
Memorizzazione programmi e impostazioni
generali
E’ possibile memorizzare le impostazioni personali di
saldatura utilizzando il selettore ‘E7’. Sono
memorizzabili, complessivamente, 100 programmmi.
Dopo aver impostato tutti i parametri desiderati,
accedere al menù memorizzazione dal generatore
premendo il selettore ‘E7’ per due secondi.
Salvare un programma:
•Ruotare la manopola ‘E6’ e selezionare STO
(Store).
•Ruotare ‘E7’ per selezionare la posizione di memoria
desiderata visualizzata sul display ‘D4’.
•Se il numero di memoria selezionato lampeggia,
significa dire che la posizione di memoria è libera. Se
il numero di memoria selezionato è fisso, significa
che la memoria è già occupata. Confermando
l’operazione, il programma esistente verrà
sovrascritto.
•Premere ‘E7’ per 2 secondi per confermare oppure
‘E6’ per annullare. L’accensione del led blu ‘3’ per 2
secondi indica il completamento dell’operazione di
salvataggio.
ONAILATI
VA

Page 15
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Caricare e modificare un programma:
•Ruotare la manopola ‘E6’ e selezionare LOD (Load).
•Ruotare ‘E7’ per selezionare la posizione di memoria
da caricare (il lampeggio del numero di posizione
scelto indica che il ‘Programma non esiste’).
•Premere ‘E7’ per 2 secondi per confermare oppure
‘E6’ per annullare. L’accensione del led blu ‘3’ per 2
secondi indica il completamento dell’operazione di
caricamento.
Cancellare un programma:
•Ruotare la manopola ‘E6’ e selezionare DEL
(Delete).
•Ruotare ‘E7’ e selezionare la posizione di memoria
da cancellare.
•Premere ‘E7’ per 2 secondi per confermare oppure
‘E6’ per annullare. L’accensione del led blu ‘3’ per 2
secondi indica il completamento dell’operazione di
cancellazione.
Gestione del gruppo di raffreddamento:
•Ruotare la manopola ‘E6’ e selezionare H2O.
•Ruotare ‘E7’ selezionare ON per abilitare o OFF
disabilitare il gruppo di raffreddamento.
•Premere ‘E6’ per uscire dal menù.
Reset alle impostazioni di fabbrica:
•Ruotare la manopola ‘E6’ e selezionare FAC.
•Ruotare ‘E7’ e selezionare YES.
•Premere ‘E7’ per 2 secondi per confermare oppure
‘E6’ per annullare. L’accensione del led blu ‘3’ per 2
secondi indica il completamento dell’operazione di
reset.
ONAILATI
Page 16
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
15 Impostazioni tramite interfaccia del
generatore
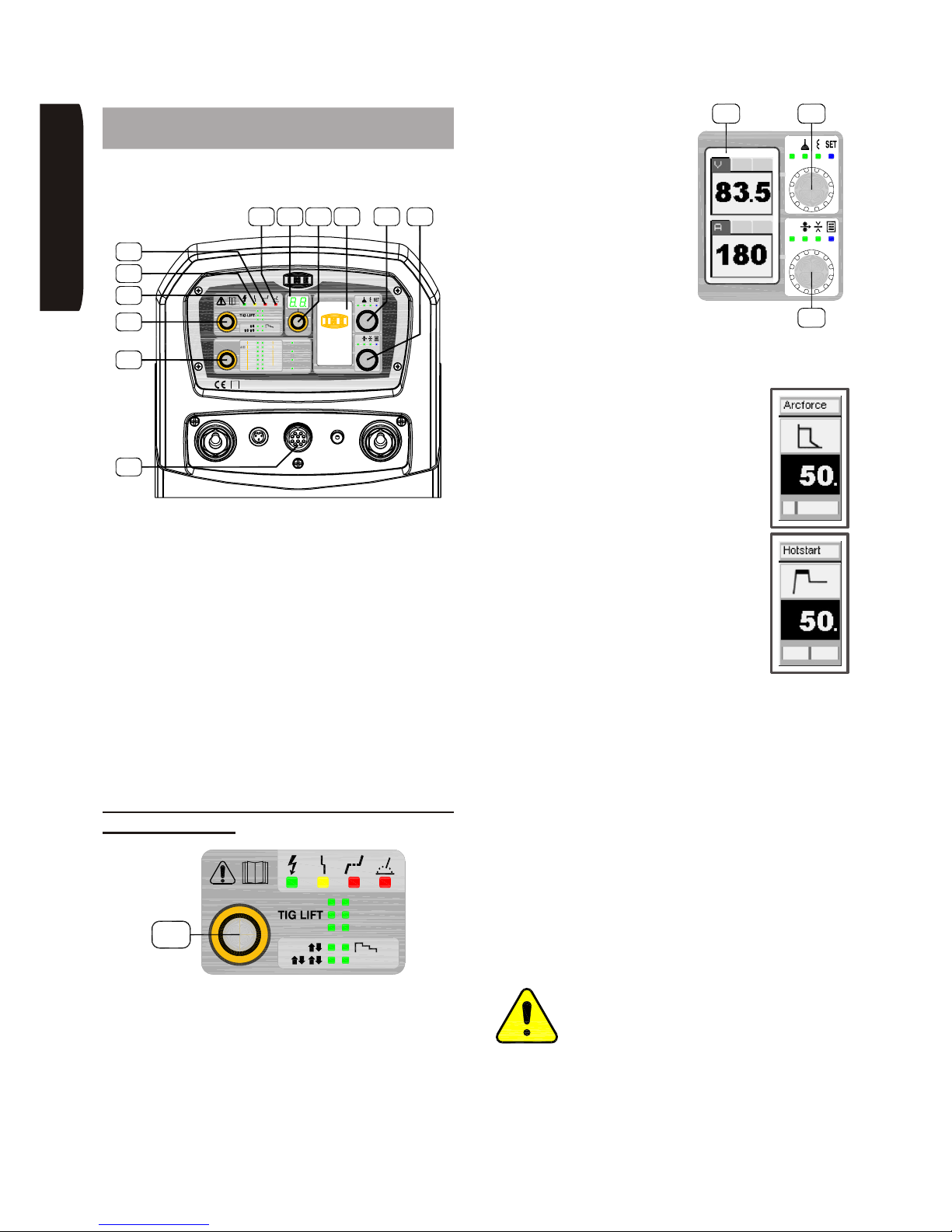
Con riferimento alla figura seguente sono di seguito
descritti i comandi e visualizzazioni.
L’accensione della macchina avviene ruotando in
posizione ON l’interruttore generale posto sul retro del
generatore. L’avvenuta accensione è segnalata dal led
verde ‘L1’.
Il led giallo ‘L2’ indica l’intervento dei dispositivi di
protezione e il display ‘D1’ indica il tipo di protezione
intervenuta (vedi paragrafo ‘Descrizione intervento
allarmi’).
Il led rosso ‘L3’ indica, in MIG/MAG, che con i parametri
impostati si effettua una saldatura in modalità
‘GLOBULAR’: modalità sconsigliata ai fini del risultato
di saldatura finale.
Il led rosso ‘L4’ indica la presenza di tensione in uscita.
In elettrodo è sempre accesa mentre in TIG e in
MIG/MAG segue l’andamento del ciclo di saldatura.
15.1 Impostazioni per la saldatura ad
elettrodo (MMA)
Il selettore ‘E1’ consente di selezionare il tipo di
saldatura che si vuole utilizzare.
•Premere il selettore ‘E1’ per qualche istante; il led
acceso comincia a lampeggiare.
•Ruotare la manopola in modo da far lampeggiare il
led corrispondente alla saldatura MMA (dopo 5
secondi di inattività la conferma è automatica).
Con il selettore ‘E5’ è
possibile impostare in ogni
momento la corrente di
saldatura che viene
visualizzata sul display ‘D1’.
Sul display ‘D1’ vengono
visualizzate anche la
tensione e la corrente
misurate durante la saldatura.
In MMA si possono impostare anche i seguenti
parametri:
•Hotstart: incremento percentuale della
corrente in partenza; facilita l’innesco
dell’arco elettrico.
•Arcforce: incremento percentuale
della corrente durante la saldatura al
verificarsi di cortocircuiti tra elettrodo e
pezzo; aiuta ad evitare lo spegnimento
dell’arco.
Per poter modificare questi parametri si deve agire in
questo modo:
•Premere il selettore ‘E4’ per due secondi; il led blu
‘SET’ si accende.
•Ruotare il selettore ‘E4’ per selezionare il parametro
da modificare.
•Ruotare il selettore ‘E5’ per modificarne il valore (una
barretta a scorrimento in basso sul display visualizza
il range di impostazione).
•Ruotare il selettore ‘E4’ per selezionare un altro
parametro.
•Al termine delle modifiche premere ‘E4’ per uscire
dalla modalità ‘SET’.
Attenzione: scegliendo la saldatura MMA è
importante, per evitare rischi e situazioni di
pericolo, controllare la posizione della torcia
MIG/MAG in quanto risulterà energizzata al
potenziale del positivo. (Evitare quindi il
contatto con il pezzo in lavorazione ed il circuito di
protezione di terra).
KMP5000
S
TIGHF
MMA
MIGDP
USER
MIG
MIGP
JOB
OK
A
ESC
V
AlSiFlux
Rutilø1.0ø1.0
Ar
2
Cored
CuSiSPECIAL
AL
CuAl
AlMg
MetalWire
CrNiArCO
Basic
ø1.6ø1.6
ø1.2ø1.2
2
2
CO2
SG2/3
SG2/3
CrNiArCO
NiCrArHe
ø0.8ø0.8
kmp5000
E5
L4D1
E3
D2E4
C5
L3
E2
L1
E1
L2
MMA
TIGHF
MIGP
MIGDP
MIG
USER
E1
OK
ESC
V
A
kmp5000
D1E4
E5
ONAILATI
Page 17
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
15.2 Impostazioni per la saldatura TIG
Il selettore ‘E1’ consente di selezionare il tipo di
saldatura che si vuole utilizzare.
•Premere il selettore ‘E1’ per qualche istante; il led
acceso comincia a lampeggiare.
•Ruotare la manopola in modo da far lampeggiare il
led corrispondente alla saldatura TIG LIFT o TIG HF
(dopo 5 secondi di inattività la conferma è
automatica).
Con il selettore ‘E5’ è
possibile impostare in ogni
momento la corrente di
saldatura che viene
visualizzata sul display ‘D1’.
Sul display ‘D1’ vengono
visualizzate anche la
tensione e la corrente
misurate durante la saldatura.
Per selezionare la modalità di funzionamento:
•Premere il selettore ‘E1’ per due volte; il led acceso
comincia a lampeggiare.
•Ruotare la manopola in modo da far lampeggiare il
led corrispondente alla modalità desiderata. Da
sinistra in alto: 2-tempi (ÇÈ), 4 tempi (ÇÈÇÈ),
3-livelli o USER (dopo 5 secondi di inattività la
conferma è automatica).
2-tempi: il processo di saldatura inizia nel momento in
cui si preme il pulsante torcia e si arresta al rilascio dello
stesso dopo aver effettuato la rampa di discesa ed
esaurito il tempo di post-gas.
4-tempi: premendo il pulsante torcia il processo di
saldatura inizia con un pre-gas manuale, al suo rilascio
inizia la saldatura vera e propria. Alla successiva
pressione del pulsante torcia la corrente di saldatura
effettua, se impostata, la rampa di discesa e si arresta
mentre il gas continua a fluire, al suo rilascio si ferma
anche il flusso del gas.
3-livelli ]:al premere del pulsante torcia il
processo di saldatura inizia dopo il pre-gas e la rampa
iniziale se impostati al valore di corrente impostato con
il parametro ‘Start cur’ (vedi spiegazioni successive).
Al rilascio del pulsante la corrente si porta al valore
impostato con ‘E5’. Alla successiva pressione del
pulsante torcia la corrente si porta al valore impostato
con il parametro ‘Crater cur’ (vedi spiegazioni
successive), al suo rilascio il processo si arresta ed
effettua la rampa di discesa ed il post-gas.
MMA
TIGHF
MIGP
MIGDP
MIG
USER
E1
OK
ESC
V
A
kmp5000
D1E4
E5
ONAILATI

Page 18
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Selezionando USER sono disponibili ulteriori 2
modalità:
Hotstart: al premere del pulsante torcia il processo di
saldatura inizia, dopo il tempo di pre-gas, al valore di
corrente impostato con il parametro ‘Start cur’ e per un
tempo impostato con il parametro ‘T-Hotstart’ (vedi
spiegazioni successive), trascorso il quale la corrente
si porta al valore impostato con ‘E5’. Al rilascio del
pulsante torcia il processo si arresta.
6-Tempi: al premere del pulsante torcia il processo di
saldatura inizia al valore di corrente impostato con il
parametro ‘Start cur’ (vedi spiegazioni successive). Al
rilascio del pulsante la corrente si porta al valore
impostato con ‘E5’. Un breve impulso sul pulsante
torcia permette di passare alla corrente di saldatura
impostata con il parametro ‘Corrente 2’ (vedi
spiegazioni successive). Un ulteriore impulso fa
ritornare la corrente al valore impostato con ‘E5’, e così
via ciclicamente. Per concludere il processo si deve
premere il pulsante torcia: la corrente si porta al valore
impostato con il parametro ‘Crater cur’ (vedi
spiegazioni successive) ed al suo rilascio il processo si
arresta.
Per selezionare una tra le due modalità in USER:
•Premere il selettore ‘E5’ per qualche istante; il led blu
‘3’ si accende ed il display mostra il menù di
impostazione .
•Ruotare il selettore ‘E4’ per selezionare la pagina
‘Modo User’.
•Ruotare il selettore ‘E5’ per selezionare la modalità
scelta e confermare premendo ‘E5’.
•Ruotare il selettore ‘E5’ per selezionare ‘Esci’ e
confermare premendo ‘E5’.
All’interno dello stesso ‘SET’ si possono impostare
anche i seguenti parametri (le figure di seguito sono un
esempio delle schermate per l’impostazione dei
parametri):
•Pregas: tempo di pre gas (secondi).
•Postgas: tempo di post gas (secondi).
•Up slope: durata della rampa di salita della corrente
(secondi).
•Down Slope: durata della rampa di discesa della
corrente (secondi).
•Pulsed: attiva (On) o disattiva (Off) la pulsazione
della corrente.
•Base curr.: corrente di base per la pulsazione (in
Ampere).
•Frequency: frequenza (in herz) della pulsazione.
•Duty cycle: bilanciamento della durata della
corrente di saldatura rispetto alla corrente di base
(Es. al 50% significa che la durata della corrente di
saldatura è uguale alla durata corrente di base, al
30% che la durata della corrente di saldatura è
minore alla durata della corrente di base).
•Start cur: valore di corrente iniziale o primo livello
(solo per modo 3-livelli e USER_6-T).
•Crater cur: valore di corrente finale o terzo livello
(solo per modo 3-livelli e USER_6-T).
•Hotstart: valore di corrente iniziale in percentuale
sul valore di corrente impostato con ‘E5’ (solo per
modo USER_Hotstart).
•T-Hotstart: durata di Hotstart (solo per modo
USER_Hotstart).
•Current 2: percentuale del valore di corrente
impostato con ‘E5’ (solo per modo USER_6-T).
ONAILATI
This manual suits for next models
2
Table of contents
Languages:
Other SkyLine Welding System manuals

Popular Welding System manuals by other brands







Lampert
Lampert PUK D3 operating manual

Lincoln Electric
Lincoln Electric LF 56D Operator's manual

Lincoln Electric
Lincoln Electric POWER WAVE S500CE IM10123 Operator's manual

Weldclass
Weldclass Weldforce 155M operating instructions

PowerTherm
PowerTherm MAX45 user manual

Miller
Miller Millermatic 210 owner's manual





