ST WELD MIG-100 MIG-135 MIG-135N MIG-175 MIG-195 User manual

SK
Zváračka MIG/MMA
Inventer welding machine MIG/MMA
SK
EN
MIG-195
▪ Návod na použite ▪ Instrucon manual
Dovozca: Slovakia Trend Export-Import s.r.o.,
Michalovská 87/1414, 073 01 Sobrance

OBSAH
BEZPEČNOSTNÉ OPATRENIA.......................................................................................1
1-1. Použité symboly.......................................................................................1
1-2. Možné nebezpečenstvá ............................................................................1
1-3. Elektromagnetické pole ...........................................................................3
2 MONTÁŽ................................................................................................4
2-1. Technické parametre................................................................................4
2-2. Schéma zapojenia ....................................................................................5
2-3. Postup montáže........................................................................................5
3 PREVÁDZKA.........................................................................................6
3-1 Časti zariadenia........................................................................................6
3-2 Prevádzka.................................................................................................6
4 RIEŠENIE PROBLÉMOV......................................................................7
5 ÚDRŽBA ................................................................................................9
5.1. Údržba a bezpečnostné opatrenia ............................................................9
6 Elektrická schéma .................................................................................10
1
BEZPEČNOSTNÉ OPATRENIA
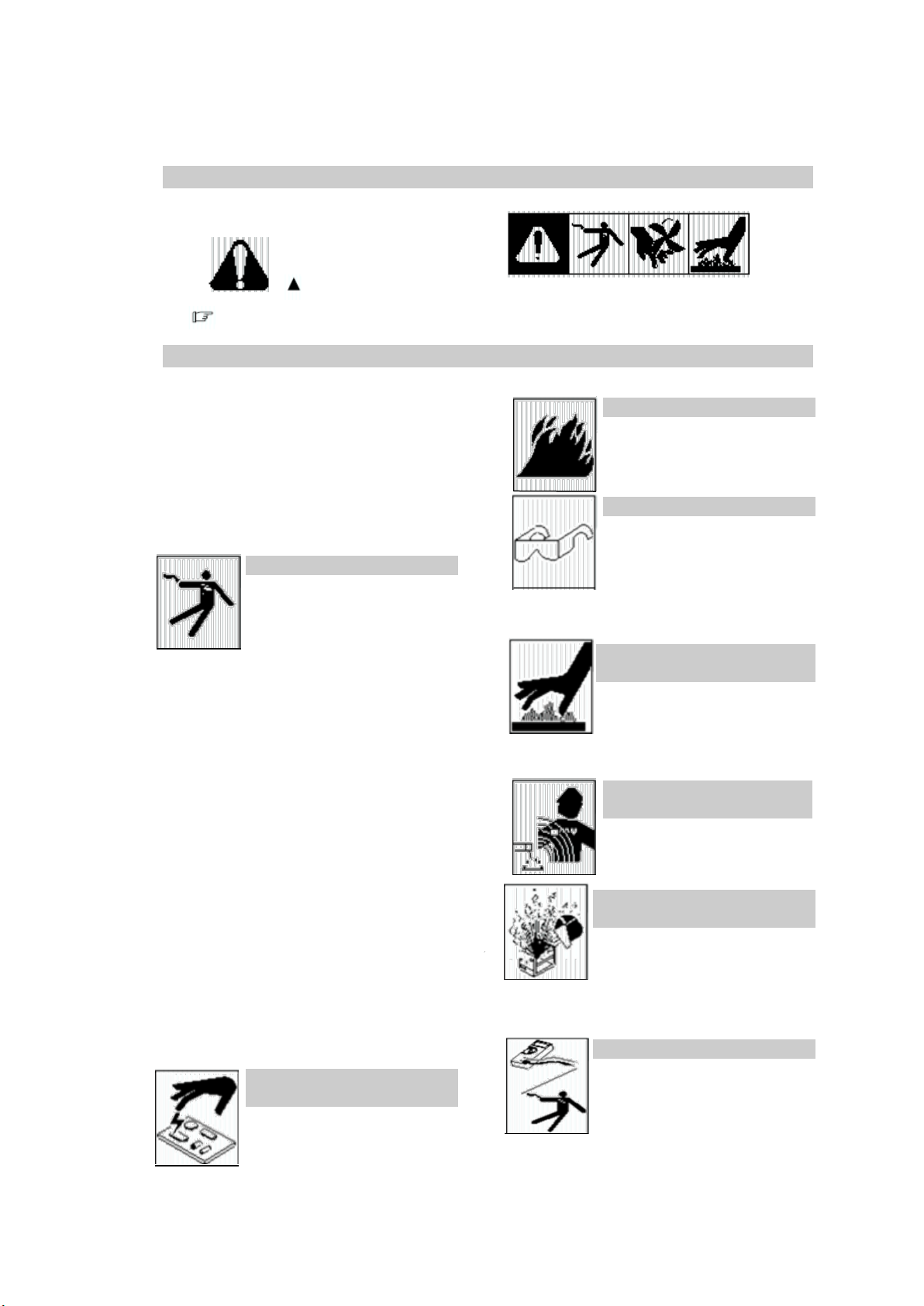
1-1. Použité symboly
Varovanie! Pozor! Hroziace
nebezpečenstvo!
Špeciálne bezpečnostné oznámenie.
Poznámka.
Táto skupina symbolov označuje Varovanie! Dávajte
si pozor na možné nebezpečenstvo úrazu
elektrickým prúdom, pohybujúcimi sa a horúcim
časťami zváračky. Oboznámte sa so symbolmi
a pokynmi nižšie, ktoré Vám umožnia vyhnúť sa
nebezpečenstvu.
1-2. Možné nebezpečenstvá
Nasledujúce symboly sa v tomto návode
používajú na upozorňovanie a identifikáciu
možných nebezpečenstiev. Keď uvidíte
symbol, buďte obozretný a postupujte podľa
príslušných pokynov, aby ste predišli
hroziacemu nebezpečenstvu.
Iba kvalifikovaní pracovníci by mali vykonávať
opravu, test a údržbu zváračky.
Počas opravy udržujte ostatné osoby
predovšetkým však deti v dostatočnej
vzdialenosti od zváračky.
ELEKTRICKÝ PRÚD môže
zabiť.
Nedotýkajte sa elektrických
časti, ktoré sú pod prúdom.
Nedotýkajte sa elektrických
časti, ktoré sú pod prúdom.
Pred vykonávaním servisných
prác zariadenie vypnite
a odpojte od zdroja elektrickej
energie. Pokiaľ servisné práce
vyslovene nevyžadujú nutnosť
jeho zapnutia.
Pri práci nebuďte v kontakte so zemou.
Používajte pracovnú podložku.
Nenechávajte zváračku bez dozoru.
V prípade vykonávania opráv zo zapnutou
zváračkou je nutné aby zo zariadením pracovali
iba kvalifikovaní odborníci a dodržiavali všetky
bezpečnostné opatrenia.
Pri testovaní zváračky použite nikdy
nepoužívajte obe ruky.
Predtým ako zváračku budete premiestňovať
odpojte ju od zdroja elektrickej energie.
Po odpojení od zdroja elektrickej
energie v zariadení môže ostať
zbytkové napätie.
Vypnite zváračku, odpojte ju od zdroja
elektrickej energie vybite vstupne
kondenzátory predtým ako sa jej dotknete.
STATICKÁ ELEKTRINA môže
poškodiť obvodové dosky.
Pri práci s obvodovými
doskami použite antistatický
náramok.
Na uskladňovanie, prenos
alebo prepravu obvodových
dosiek použite antistatické
krabice.
NEBEZPEČENSTVO
POŽIARU.
Neumiestňujte zariadenie na
horľavé povrchy ani do ich
blízkosti.
Zváračku neopravujte
vblízkosti horľavín.
LETIACE KOVOVÉ ČASTI
môžu zraniť oči.
Pri opravovaní zváračky noste
ochranné okuliare a ochranný
kryt.
HORÚCE ČASTI môžu
spôsobiť ťažké popáleniny.
Nedotýkajte sa horúcich časti
holými rukami.
Pred manipuláciou so
zváracou pištoľou nechajte
zariadenie vychladnúť.
MAGNETICKÉ POLIA môžu
ovplyvniť činnosť
kardiostimulátorov.
▪Zákaz prístupu osôb s
kardiostimulátormi k
zariadeniu bez súhlasu lekára.
2
VYBUCHUJÚCE ČASTI môžu
spôsobiť zranenie
Poškodené časti zváračky
môžu vybuchnúť alebo
spôsobiť výbuch iných časti
zváračky pri jej prevádzke.
Pri vykonávaní servisných prác
noste ochranný kryt tváre
aodev s dlhými rukávmi.
NEBEZPEČENSTVO ÚRAZU
ELEKTRICKÝM PRÚDOM pri
testovaní.
Pred vykonaním testovania
alebo zmenou pripojenia
meracieho vodiča odpojte
zváračku od zdroja
elektrického prúdu a zastavte
podávač drôtu alebo
zariadenie vypnite.
Aspoň jeden z meracích vodičov by mal mať
samo upevňovacie svorky, ako je napríklad
svorka typu alligátor.
Prečítajte si pokyny pre testovanie zariadenia
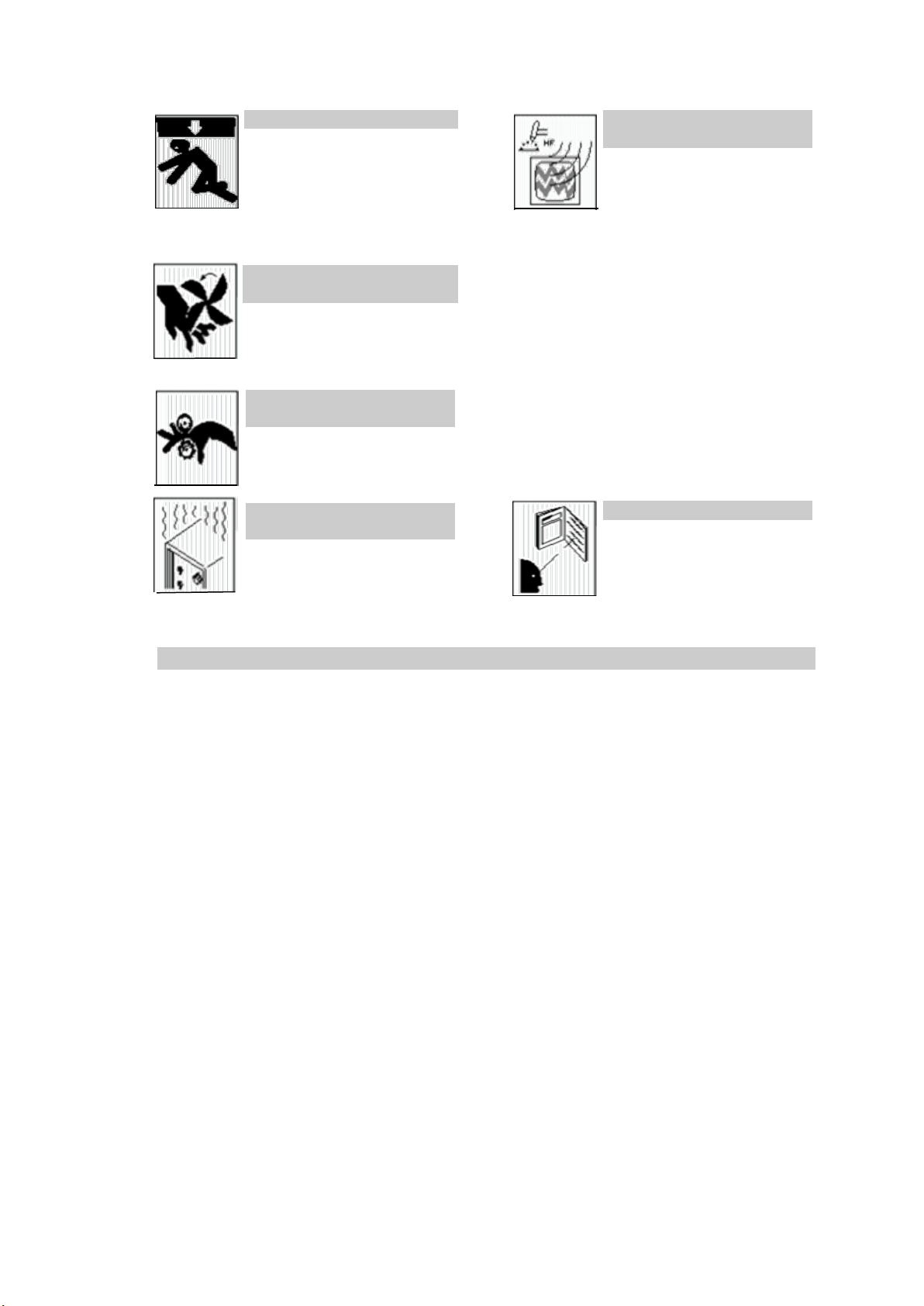
PADAJÚCA ZVÁRAČKA
môže spôsobiť zranenie.
Zváračku zdvíhajte iba za
rukoväť. Nezdvíhajte ju
pomocou plynovej fľaše alebo
iného príslušenstvo
Na zdvíhanie zváračky použite zariadenie
s dostatočnou kapacitou pre jej udržanie.
Ak používate vysokozdvižný vozík presun
zváračky, uistite sa, že vidlice sú dostatočne
dlhé na to, aby presahovali na opačnú stranu
zváračky
POHYBUJÚCE SA ČASTI
môžu spôsobiť zranenie.
Udržujte dostatočnú
vzdialenosť od pohybujúcich
sa časti ako je napr. ventilátor.
Udržujte všetky ochranné
časti bezpečne na svojom
mieste.
POHYBUJÚCE SA ČASTI
môžu spôsobiť zranenie.
Udržujte dostatočnú
vzdialenosť od pohybujúcich
sa časti.
Udržujte dostatočnú
vzdialenosť od časti zváračky,
ktoré by Vám mohli prištipnúť
prsty ako napríklad hnacie
koliesko.
NADMERNÉ POUŽÍVANIE
môže spôsobiť PREHRIATIE
ZVÁRAČKY.
▪Po ukončený pracovného
cyklu nechajte zariadenie
vychladnúť.
▪Skôr ako budete opätovne
vykonávať zváranie znížte
zvárací prúd alebo pracovný
cyklus.
▪Neblokujte vetracie otvory zváračky
VYSOKOFREKVENČNÉ
ŽIARENIE môže spôsobiť
rušenie
▪Vysokofrekvenčné žiarenie
môže rušiť rádiové vlny,
bezpečnostné funkcie,
počítače a komunikačné
zariadenia.
Inštalujte, skúšajte a opravte elektronické
zariadenia iba kvalifikovaný odborník môže
vykonávať montáž, testovanie a údržbu.
Zváračka produkuje vysokofrekvenčné
žiarenie.
Používateľ je zodpovedný za to, aby
kvalifikovaný elektrikár okamžite opravil
akýkoľvek problém spôsobeným inštaláciou
zváračky.
Zváračku pravidelne kontrolujte a udržiavajte.
PREČÍTAJTE SI NÁVOD NA
POUŽITIE.
▪Oboznámte sa
bezpečnostnými pokynmi pri
zváraní.
▪Používajte iba originálne
náhradné diely.

3
1-3. Elektromagnetické pole
Pri zváraní vzniká elektromagnetické pole, ktoré môže
negatívne ovplyvňovaťkardiostimulátory alebo iné
elektronické stroje! Preto osoby používajúce
kardiostimulátor nesmú zvárať a ani sa približovať k
zdroju zváracieho prúdu, pokiaľ je v prevádzke!
Udržujte v dostatočnej vzdialenosti od zváračky
hodinky, kreditné karty, a pod., pokiaľje v prevádzke.
V dôsledku pôsobenia magnetického poľa by mohlo
dôjsť k trvalému poškodeniu týchto predmetov.
Na zníženie magnetických polí na pracovisku použite
nasledujúce postupy:
1. Pokiaľ je to možné veďte vždy oba zváracie káble
súbežne.
2. Zváracie káble umiestnite na jednu stranu
v dostatočnej vzdialenosti od zvárača.
3. Ak používate dlhšie zváracie káble, nikdy si ich pri
zváraní neomotávajte okolo tela
4. Pri zváraní udržujte pokiaľ možno čo najväčšiu
vzdialenosť od zváračky a zváracích káblov.
5. Pripojte svorku čo najbližšie k zvaru.
Kardiostimulátory:
Zákaz prístupu osôb s kardiostimulátormi, atď. k
zariadeniu bez súhlasu lekára. Môže dochádzať
k rušeniu týchto zariadení, vplyvom
elektromagnetického žiarení
4
2 MONTÁŽ
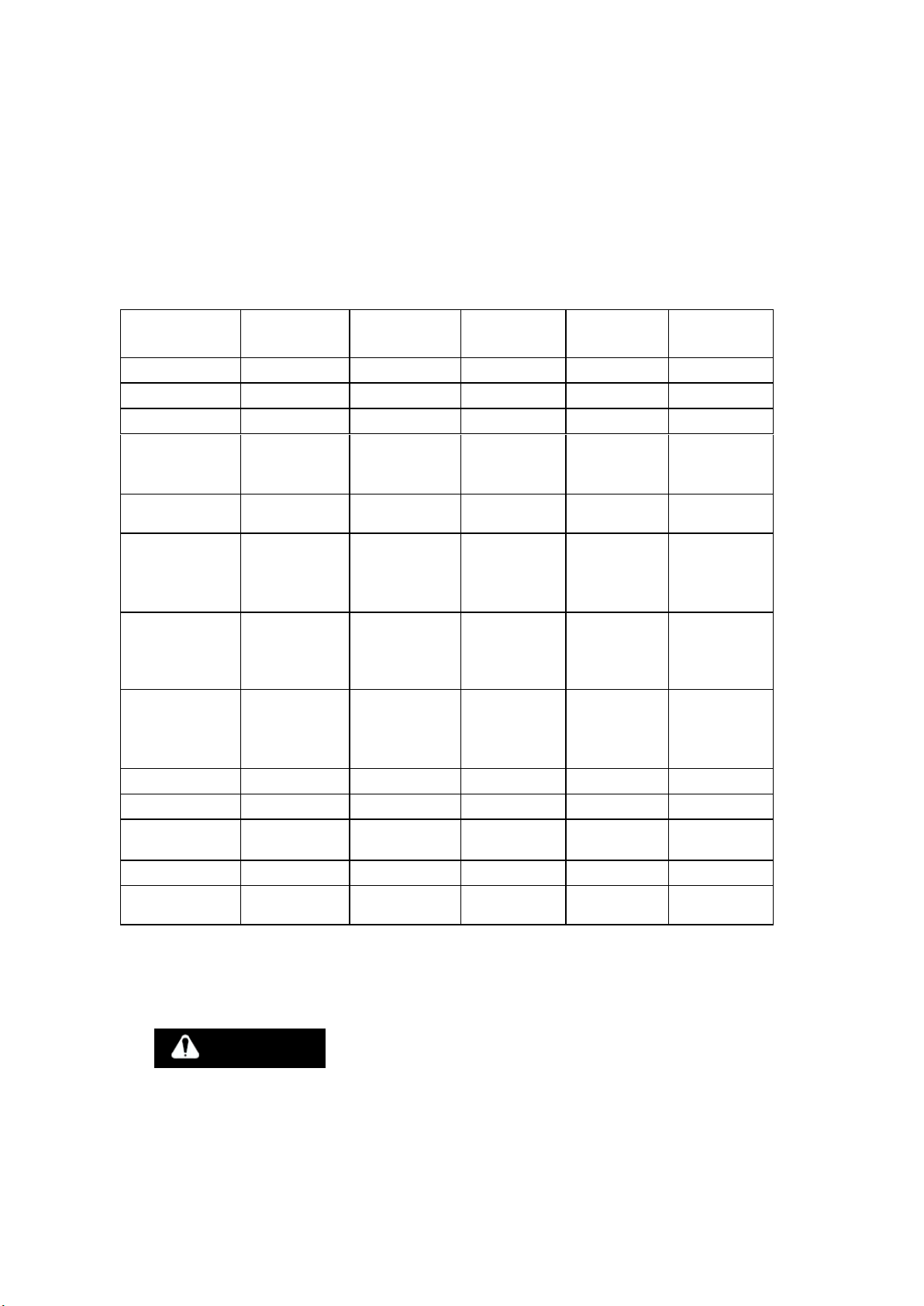
2-1. Technické parametre
Model
MIG-100
MIG-135
MIG-135N
MIG-175
MIG-195
Napätie
220V +/-15%
220V +/-15%
220V +/-15%
220V +/-15%
220V +/-15%
Frekvencia
50-60Hz
50-60Hz
50-60Hz
50-60Hz
50-60Hz
Fáza
1PH
1PH
1PH
1PH
1PH
Vstupný
výkon(KVA)
3.25
4.1
4.8(MIG)
/5.1
(MMA)
6.8(MIG)
/7.2
(MMA)
7.6(MIG)
/7.8
(MMA)
Napätie
naprázdno(V)
44
44
55
55
55
Prúdový
rozsah(A)
40-100
40-120
40-135
(MIG)/40-
120
(MMA)
40-170
(MIG)/40-
160
(MMA)
40-190
(MIG)/40-
170
(MMA)
Pracovný cyklus
(%)
X=60%
100A/19V
X=100%
80A/18V
X=60%
120A/20V
X=100%
95A/19V
X=60%
135A/20.75V
X=100%
105A/19.25V
X=30%
170A/22.5V
X=60%
120A/20V
X=30%
190A/23.5V
X=60%
130A/20.5V
Pracovné
napätie(V)
15.5-19
15.5-20
15.5-20.75
(MIG)
21.6-24.8
(MMA)
16-22.5
(MIG)
21.6-26.4
(MMA)
16-23.5
(MIG)
21.6-26.8
(MMA)
Účinnosť
0.73
0.73
0.73
0.73
0.73
Účinník
0.8
0.8
0.8
0.8
0.8
Trieda izolácie
F
F
F
F
F
Váha(kg)
10
10
10
11.4
11.4
Rozmery(D x Š x
V)(MM)
480*220*340
480*220*340
480*220*340
480*240*37
0
480*240*370
UPOZORNENIE
ZVÁRANIE PRESAHUJÚCE DOBU PRACOVNÉ CYKLU MÔŽE POŠKODIŤ ZVÁRACIU PIŠTOĽ
A VIESŤ K STRATE ZÁRUKY.
5
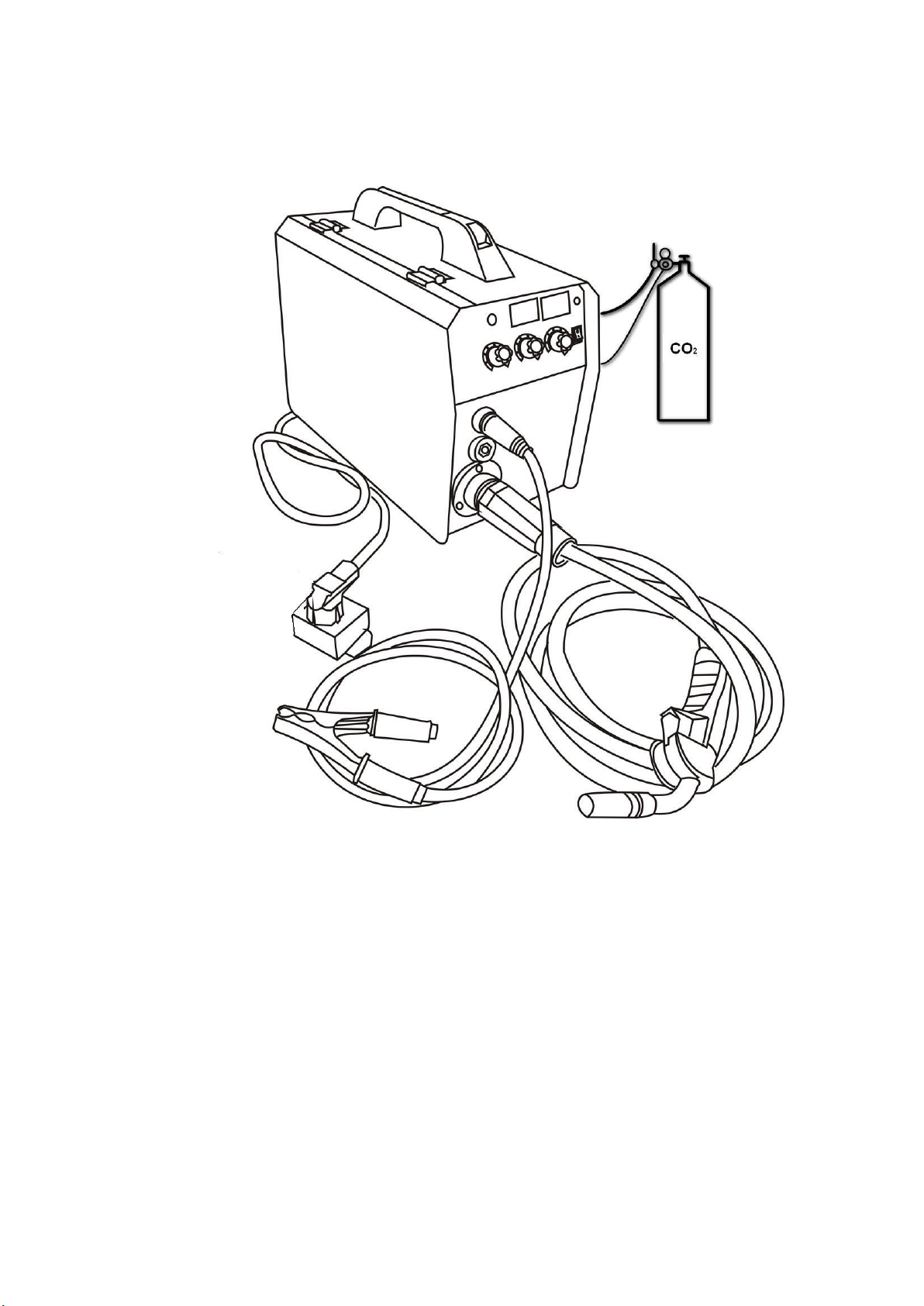
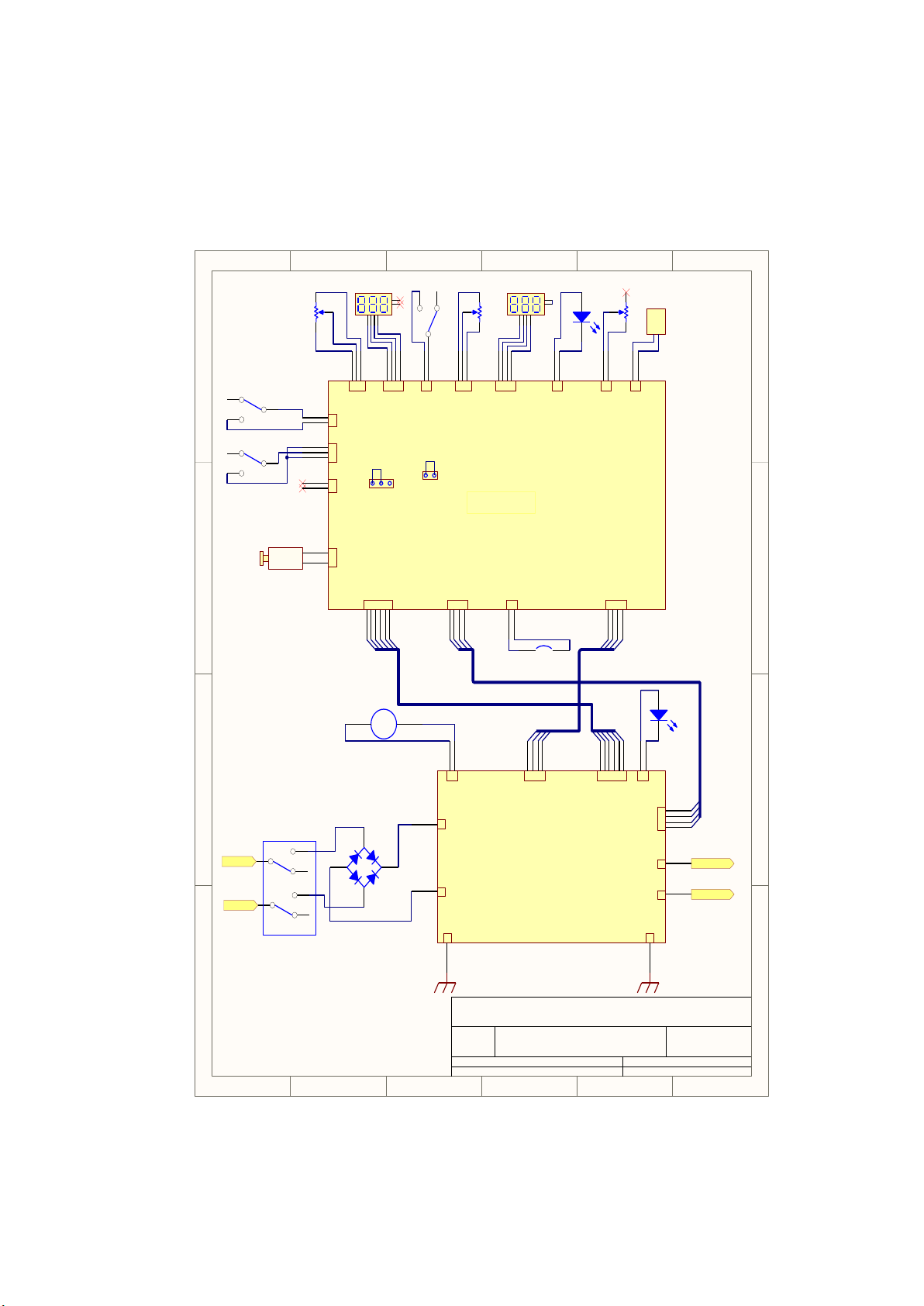
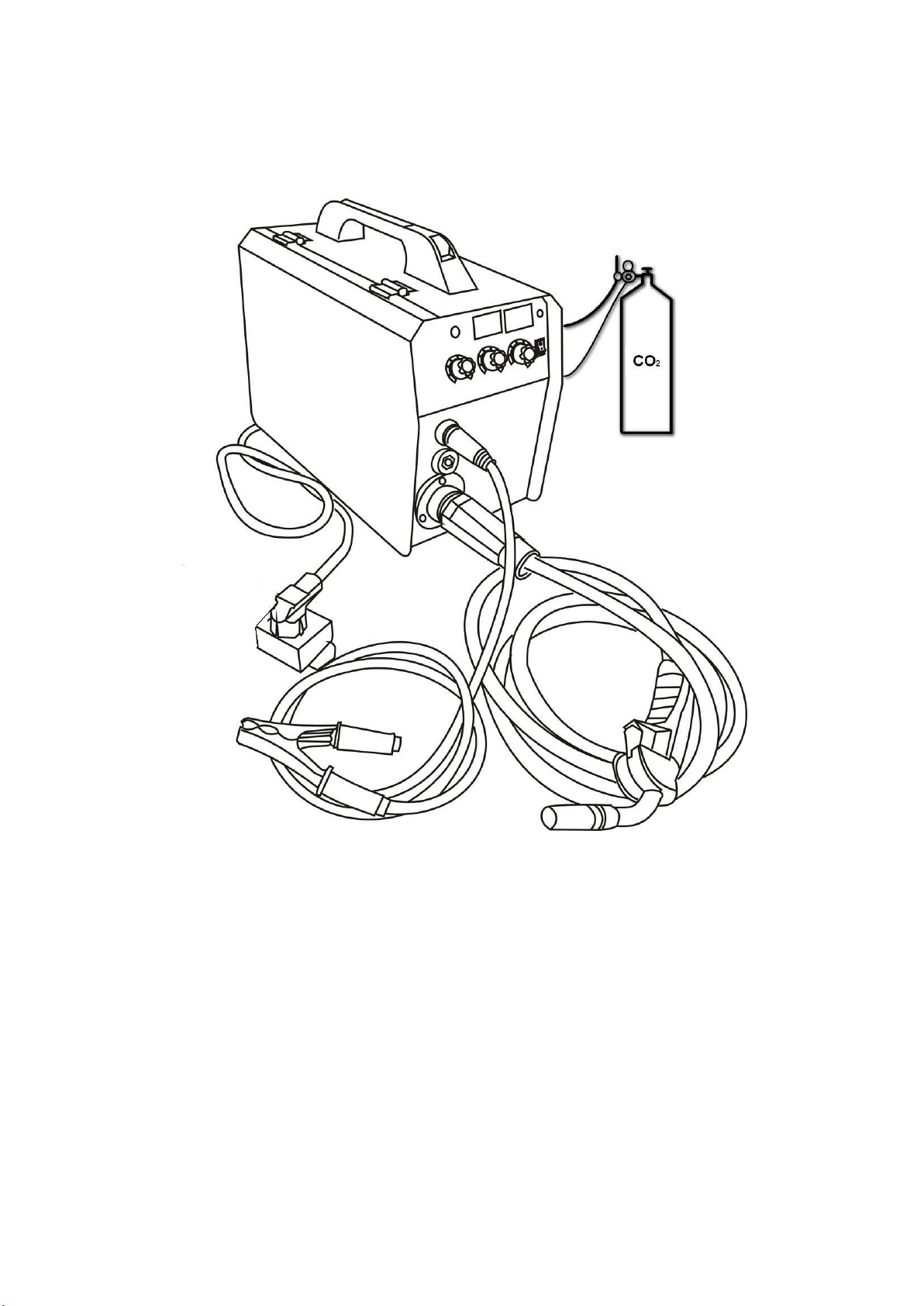
2-2. Schéma zapojenia
Obrázok 2.1 Schéma zapojenia zariadenia na zváranie MIG
2-3. Postup montáže
2-3.1 Umiestnite zváračku na rovný povrch s nosnosťou, ktorá je úmerná jej hmotnosti,
aby sa neprevrátila alebo aby nedošlo k jej nebezpečným presunom. Nevystavujte
zváračku vplyvu priameho slnečného žiarenia. Pri presúvaní zváračku neotáčajte
hore nohami ani nenakláňajte.
2-3.2 Podľa schémy zapojenia pripojte držiak elektród a uzemňovací kábel.
2-3.3 Použite tepelne odolnú PVC hadicu s Ф8 a regulátor na pripojenie k plynovej fľaši
k prípojke na zadnej strane zváračky.
2-3.4 Po vykonaní montáže a otestovaní môžete zváračku používať.
6
3 PREVÁDZKA
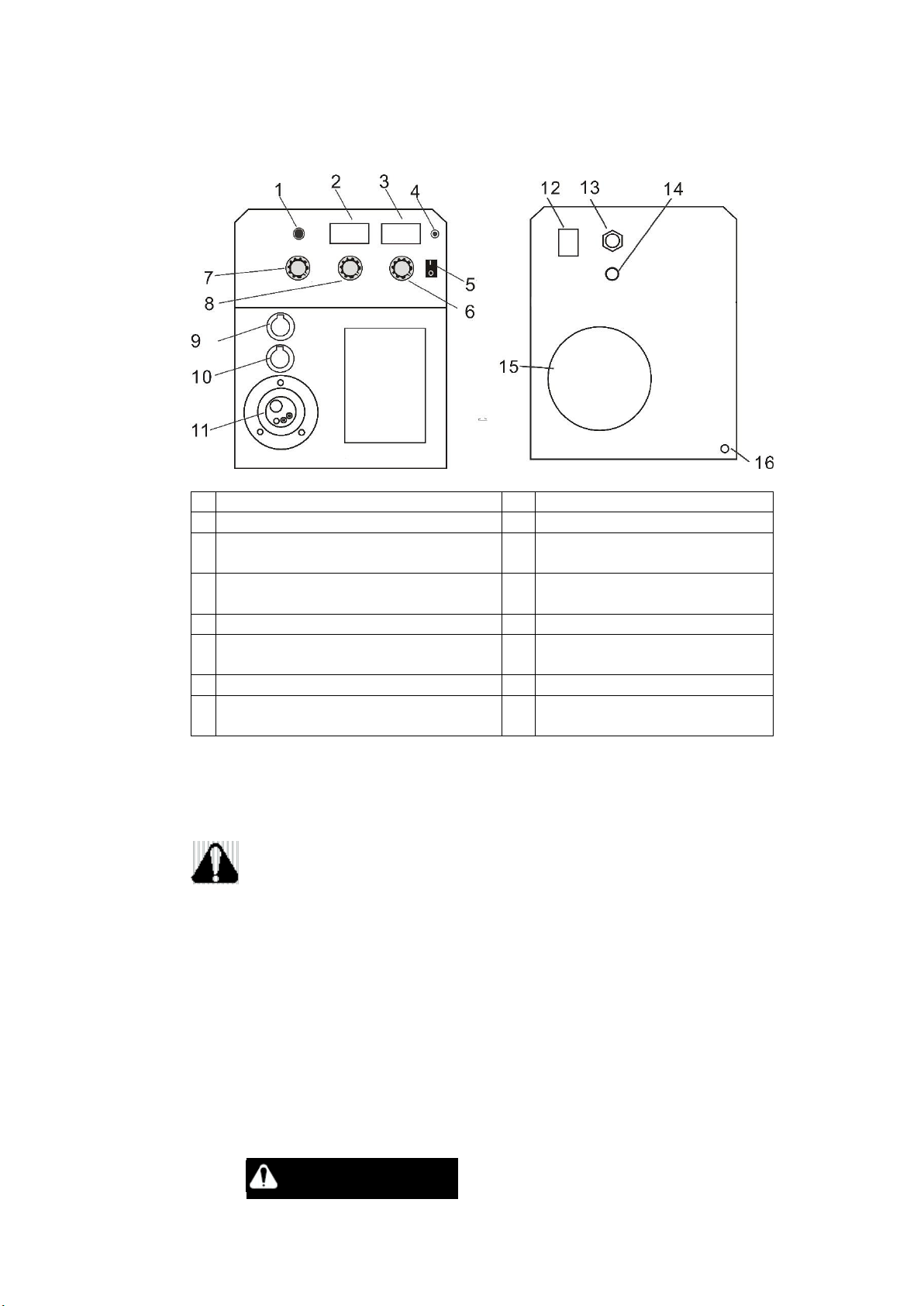
3-1 Časti zariadenia
MIG-175/195
1
Ovládanie posúvača drôtu
9
Výstup -
2
Ukazovateľ prúdu
10
Výstup +
3
Ukazovateľ napätia
11
MIG svorka pre pripojenie
zváracej pištole
4
Kontrolka upozorňujúcej na preťaženie /
prehriatie
12
Hlavný vypínač
5
MMA/MIG prepínač
13
Plynová prípojka
6
Potenciometer pre nastavenie
zváracieho napätia
14
Napájací kábel
7
Potenciometer pre nastavenie indukcie
15
Ventilátor
8
Potenciometer pre nastavenie
zváracieho prúdu
16
Uzemnenie
Obrázok 3.1
3-2 Prevádzka
POUŽITE NAPÄTIE PODĽA TYPU POUŽÍVANEJ ZVÁRAČKY
3-2.1 Skontrolujte pripojenia obrobku, uzemňovacieho kábla, zváracej pištole, plynovej
fľaše, regulátora a hadice, uistite sa, že sú pevné a spoľahlivé.
3-2.2 Zapnite hlavný vypínač.
3-2.3 Otvorte ventil na plynovej fľaši. . Pozor - pred otvorením ventilu na plynovej fľaši
musí byť regulátor nastavený na nulový tlak. V opačnom prípade môže dôjsť k pretrhnutiu
membrány! Až po otvorení ventilu na plynovej fľaši nastavte regulátor na prevádzkový prietok
plynu (3-5 l/min). Skontrolujte či nedochádza k úniku plynu.
3-2.4 Stlačte spínač na zváracej pištoli a držte hrot volfrámovej elektródy 2-3 mm nad
obrobkom. Nakloňte kolmo o 20-30˚ a volfrámovú elektródu nasmerujte na zvárací spoj.
3-2.5 Stlačte spínač na zváracej pištoli, po zapálení oblúku veďte zváraciu pištoľ ponad
zvárací spoj. Pre ukončenie zváracieho procesu stlačte spínač na zváracej pištoli.
3-2.6 Po skončení zvárania zatvorte ventil na plynovej fľaši. Stlačte spínač na zváracej
pištoli aby ste uvoľnili zvyškový plyn v regulátore. Vypnite hlavný vypínač a odpojte od zdroja
elektrickej energie.
3-2.7 UPOZORNENIE
Pri zváraní s otvoreným oblúkom použite vhodne ochranné pomôcky.
7
4 RIEŠENIE PROBLÉMOV
Problém
Príčina
Riešenie
Zváračka je
mechanický alebo
elektrický
poškodená
1. Kontaktujte autorizované
servisné stredisko
Ak problém pretrváva,
kontaktujte autorizované
servisné stredisko.
Nepretržite
svietenie
kontrolky
upozorňujúcej na
preťaženie /
prehriatie
1. Skratovaný vypínač
2. Skratovaná svorka
Vymeňte
Zaizolujte svorku
Poškodený kryt
1. Kontakt napájacieho káblu s
krytom
2. Kontakt transformátora s krytom
3. Žiadne alebo nedostatočné
uzemnenie.
Oddeľte od seba
Oddeľte od seba
Zabezpečte správne uzemnenie.
Oblúk sa nezapáli
pri vysokej
frekvencií
1. Poškodený kábel zváracej pištole
2. Príliš malá iskrová medzera
3. Zlý kontakt uzemňovacieho alebo
zváracieho káblu
4. Chybná elektrická fáza
5. Voda vo vzduchovom kompresore
alebo redukčnom zariadený
Pripojte
Nastavte na 2 mm
Pripojte
Pripojte
Vysušte
Napriek tomu, že
sa točí kladka
posuvu drôtu,
drôt sa neposúva.
1. Kábel zváracej pištoli je
zalomený alebo skrútený.
2.. Zaseknutý drôt alebo špinavý
zvárací kábel.
3. Skontrolujte napnutie a drážky
hnacieho kolesa.
4. Skontrolujte či hnacie koleso nie
je opotrebované alebo uvoľnené.
5. Hrdzavé alebo špinavé
elektródy.
6. Skontrolujte či nie je poškodený
hrot elektródy.
7. Skontrolujte či sa os hnacieho
kolesa ľahko otáča. V prípade
potreby nastavte napnutie.
8. Skontrolujte či je zváracia pištoľ
správne namontovaná.
Ak problém pretrváva,
kontaktujte autorizované
servisné stredisko.
Prerušovaný
alebo trhavý
prívod drôtu.
1. Skontrolujte hnacie koliesko a
motor podávača drôtu.
2. Skontrolujte či prívod drôtu nie
je blokovaní.
3. Uistite sa, že používate
koncovku zváracej pištole a hrot
správnych rozmerov.
4. Uistite sa či sú hnacie koliesko
8
a drážky čisté a majú správne
rozmery.
5. Skontrolujte či sa os hnacieho
kolesa ľahko otáča.
Nefunkčná
kontrola rýchlosti
posuvu drôtu
1. Špinavé ovládanie. Niekoľkokrát
otočte a skontrolujte či je problém
odstránení.
Spínač zváracej
pištole je
stlačený ale plyn
neprúdi
1. Uistite sa že plynová fľaša je
správne pripojená a ventil je
otvorený.
2. Ak sa elektromagnetické pole
nevytvorí po stlačený spínače
zváracej pištole môže byť problém
s prívodom plynu.
3. Kábel zváracej pištole môže byť
poškodený. Skontrolujte
a v prípade potreby vymeňte.
4. Ak sa po stlačení spínača
zváracej pištole nevytvorí
elektromagnetické pole problém
je s MIG.
5. Skontrolujte či je zváracia pištoľ
správne namontovaná.
Ak problém pretrváva,
kontaktujte autorizované
servisné stredisko.
V prípade, že sa Vám postupovaním podľa hore uvedených pokynov nepodarilo odstrániť
problém alebo ak potrebujete pomoc:
1. Obráťte sa na Vášho predajcu, ktorý Vám pomôže alebo Vám odporučí autorizované
servisné stredisko.
9
5 ÚDRŽBA
5.1. Údržba a bezpečnostné opatrenia
Pre správne fungovanie zváračky je potrebná pravidelná údržba.
UPOZORNENIE
PRED ZAČATÍM ÚDRŽBY ZVÁRAČKU VYPNITE A ODPOJTE OD ZDROJA ELEKTRICKEJ ENERGIE.
Pravidelná kontrola
Údržba po 6 mesiacoch
•Nahraďte nečitateľné štítky
•Skontrolujte funkčnosť všetkých vypínačov.
•Skontrolujte funkčnosť ventilátora
aventilácie v zadnej časti zváračky.
•Počas prevádzky venujte pozornosť
abnormálnym vibráciám, hluku, zápachu
aúniku plynu.
•Skontrolujte či sa zváracie káble
neprehrievajú.
•Skontrolujte či sa konektory káblov
neprehrievajú.
•Skontrolujte či sú káble správne zapojené
anepoškodené.
•Očistite zváračku od prachu a nečistôt.
Použite mäkkú kefu alebo handru.
Vnútorný priestor vyfúkajte stlačeným
vzduchom alebo vyčistite mäkkým štetcom.
•Skontrolujte všetky vstupy a výstupy
zváračky, aby ste predišli nesprávnemu
kontaktu, ktorý by mohla spôsobiť
uvoľnená alebo zhrdzavená skrutka.
5.1.1. Pri zváraní noste zváračskú masku, rukavice a dlhé rukávy. Pracovná oblasť by
mala byť chránená oblúkovým krytom na ochranu ostatných osôb pred oblúkom.
5.1.2. Nevykonávajte zváranie v blízkosti horľavín, výbušných materiálov alebo plynov.
5.1.3. Udržujte prsty, vlasy a odev v dostatočnej vzdialenosti od rotujúceho ventilátora.
5.1.4. Pri zváraní musí byť zdroj napájania uzemnení.
5.1.5. Keď sa počas zvárania rozsvieti žlté svetlo znamená to, že zváračka je preťažená
alebo prehriata a aktivuje sa automatická ochrana. Okamžite ukončite prácu
a počkajte kým zváračka nevychladne.
5.1.6. V prípade, že zváračku používate dlhšiu dobu alebo pri prehriatí ju po vychladnutí
odpojte od zdroja napájania.
5.1.7. Zváračku počas zvárania nevypínajte.
5.1.8. So zváračkou nepracujte v horľavom a toxickom prostredí, nevystavujte ju vplyvu
vlhkosti, dažďa ani priameho slnečného žiarenia.
5.1.9. Pravidelne vykonávajte údržbu zváračky a odstráňte nahromadený prach v jej
vnútri.
10
6 ELEKTRICKÁ SCHÉMA
MIG-100/195
1
1
2
2
3
3
4
4
5
5
6
6
D D
C C
B B
A A
Title
Number RevisionSize
A4
Date: 2014-11-3 Sheet of
File: E:\panxing\..\MIG-100-195.SCHDOC Drawn By:
Prower
123456
VH-6
P3
1 2
XH-2
P5
1 2
XH-2
P5
1234
VH-4
P4
1
OUT-
J1
1
1
PCB-M4
DZ2
1
1
PCON1
OUT+
J1
DZ1
PCB-M4
PCON1
IN DC+
IN DC-
1
LSD-07-0010-03
1234
VH-4
P2
102
102
5010
~220V
~220V
M
90℃-K
OUT+
OUT-
MIG Switch
MMA/MIG switch
InchingCurrent show Voltage show O.C Inductance knob
102
M
123 1234 12 123 1234 12 12 12
1234
1 3
123456 121234
LSD-08-0003-03
VH-4
VH-6
VH-4
VH-2
VH-2
VH-2
XH-2
XH-4
XH-3
XH-2
XH-4
XH-3
12 123 12
VH-2
XH-2
VH-3(2)
VH-3
CN15
CN12
CN17
CN1
CN4
CN5
CN3
CN13
CN10
CN16
CN11
CN7
CN14
CN9
CN2
CN6
GAS
Welding current knob Voltage adjust knob
Fan
WS
VRD
Prower Switch
LSD-08-0004-01
ES VYHLÁSENIE O ZHODE
EC DECLARATION OF CONFORMITY
vydané/issued by
Firma/Company: S L O V A K I A T R E N D E X P O R T - I M P O R T , s . r . o .
Sídlo/Seated: Michalovská 87/1414, Sobrance 07301, Slovensko
IČO/ID Nr: 46512250
vyhlasuje, že následne označené zariadenie na základe svojej koncepcie a konštrukcie, rovnako ako do obehu uvedené
vyhotovenie, zodpovedá základným bezpečnostným požiadavkám príslušných legislatívnych predpisov/ hereby declares that
this appliance is in compliance with all basic safety requirements of all relevant directives.
Zváraci stroj elektrický MIG/MAG / WELDING MACHINE MIG, 230V, 50/60Hz. IP21S
Typ/Type: MIG 195
bola navrhnutá a vyrobená v zhode s nasledujúcimi normami/was constructed and produced in compliance with following
standards:
EN 60974-10:2012
EN 62233:2008+AC:2008;
EN 60974-10:2014
EN 55011:2009+A1:2010
EN 61000-3-11:2000
EN 61000-3-12:2011
a nasledujúcimi predpismi (všetko v platnom znení)/and all relevant directives (all in compliance):
2014/30/EU EMCD
2014/35/EU LVD
2011/65/EC
ES vyhlásenie o zhode bolo vydané na základe certifikátu /EC declaration of conformity issued on the basis of certificate:
EMC: 2T160119.ZLW0D31 ECM Ente CERTIFICIAZIONE Macchine Srl
LVD: SCC(16)-41101A-10-LVD CEPREI (Sichuan) Laboratory, Chengdu, China
Všetky súbory technickej dokumentácie sa nachádzajú k nahliadnutiu na adrese: /All related technical documentation and
test report are available for checking at seat of company on following address: Slovakia TREND Export – Import s.r.o,
Michalovská 87/1414, 073 01 Sobrance, Slovenská Republika
Last two digits when product has been introduced on market
/ Posledné dve číslice roka, kedy bol výrobok označený značkou CE: 17
Sobrance 1.12.2017
......................................................................................
Dátum a miesto vydania vyhlásenia meno, priezvisko a podpis,pečiatka výrobcu /dovozcu
Ing. Slavomír Čižmár, obchodný riaditeľ

Table of Contents
1 SAFETY PRECAUTIONS FOR SERVICING....................................................... 1
1-1. Symbol Usage..........................................................................................................1
1-2. Servicing Hazards....................................................................................................1
1-3. EMF Information .....................................................................................................2
2 INSTALLATIONS .................................................................................................. 3
2-1. Welding power source ............................................................................................. 3
2-2. Connection diagram................................................................................................. 4
2-3. Installation procedure .............................................................................................. 4
3 OPERATION...........................................................................................................5
3-1 Front panel Layout................................................................................................... 5
3-2 Operation .................................................................................................................5
4 TROUBLE SHOOTING.........................................................................................6
5 MAINTENANCE ...................................................................................................8
5.1. Maintenance and Safety precaution.........................................................................8
6 ELECTRICAL diagram ..........................................................................................9
Záručný list/Warranty
Poskytnutá záručná doba
(v rokoch):
Výrobok:
Výrobca:
Typ:
Podpis a pečiatka predajcu:
Výrobné číslo:
Modelové číslo:
Dátum predaja:
Meno zákazníka (názov firmy):
Adresa zákazníka (sídlo firmy):
Zákazník svojím podpisom potvrdzuje, že mu bolo
zariadenie predvedené a vysvetlené, že bol
oboznámený s návodom na obsluhu, nasadením
a užívaním stroja a že mu zariadenie bolo vydané
kompletné.
Podpis zákazníka:
Záznamy o reklamáciách – záručných opravách
Dátum prijatia
reklamácie:
Dátum
ukončenia
reklamácie:
Evidenčné
číslo
reklamácie:
Podpis prevedenej
záručnej opravy
(Záznam
o neoprávnenej
reklamácie)
Pečiatka servisného technika:
Podmienky záruky
1. Dodávateľ poskytuje na tento výrobok záručnú dobu uvedenú v tomto záručnom liste za podmienok dodržania spôsobu používania a skladovania výrobku v súlade s platnými
podmienkami a normami, ako i návodom na obsluhu. Záručná doba začína plynúť od dátumu predaja.
2. Predĺžená záručná doba 5 rokov sa poskytuje na výrobok za podmienok, že tento výrobok je dodávateľom označený v zozname výrobkov s predĺženou zárukou, konečným
zákazníkom je spotrebiteľ a výrobok nebude používaný na komerčné nasadenie. Predĺžená záruka je podmienená pravidelnými servisnými prehliadkami v autorizovaných
servisných strediskách dodávateľa.
3. Záručná doba sa predlžuje o dobu, počas ktorej bol výrobok v záručnej oprave a je o tom uvedený záznam v zozname o záručných opravách tohto záručného listu. Právo na záručnú
opravu si spotrebiteľ môže uplatniť v niektorom autorizovanom servisnom stredisku, podľa priloženého zoznamu „A“ servisných stredísk. Servisné strediská „B“ prevádzajú
záručné opravy len na výrobky, ktoré boli predané v ich prevádzkach. Zoznam servisných stredísk je pravidelne aktualizovaný u predajcov a na stránke dovozu: www.strendpro.sk.
4. Servisné stredisko je povinné zabezpečiť záručnú opravu v zákonom stanovenej lehote. Zákonom stanovená lehota na vybavenie reklamácie začína plynúť nasledujúcim dňom po
dátume prijatia reklamácie v servisnom stredisku.
5. Bezplatná záručná oprava nemôže byť uplatňovaná ak ide o poruchy, ktoré boli spôsobené používaním výrobku v rozpore s ustanoveniami uvedenými v návode na obsluhu,
nesprávnou manipuláciou, mechanickým poškodením, bežným mechanickým opotrebením dielov spôsobeným prevádzkou stroja, vinou obsluhy, živelnou pohromou,
neoprávneným zásahom do výrobku, poruchy zapríčinené použitím nevhodných náhradných dielov, použitím nevhodného paliva, a zrejmé preťaženie stroja v dôsledku trvalého
prekračovania hornej hranice výkonu. Práce spojené s čistením, základnou údržbou, ošetrovaním alebo nastavením zariadenia, ktoré môže previesť obsluha a sú uvedené v návode
na obsluhu, nespadajú do rozsahu záruky.
6. Za bežné opotrebenie dielov sa pouvažuje hlavne opotrebenie: všetkých rotujúcich a pohyblivých časti, rezných častí a ich krytov, strižných skrutiek a klinov, prevodových
a klinových remeňov, reťazových prevodov, trecie plochy bŕzd a spojok, dezény pneumatík a diely bežnej údržby ako sú: vzduchové, hydraulické a olejové filtre, zapaľovacie
sviečky, olejové a chladiace náplne.
7. Z predĺženej záruky sú vyňaté časti strojov a zariadení, na ktoré ich konkrétny výrobca poskytuje kratšiu záruku ako dodávateľ na samotný výrobok, v ktorom sú namontované.
Do tejto kategórie častí patria: akumulátory, žiarovky a podobne.
8. Právo uplatniť nároky plynúce zo záruky ma vlastník výrobku, pokiaľ tak urobí najneskôr v posledný deň záručnej doby.
9. Pri reklamáciách sa postupuje podľa príslušných ustanovení Občianskeho zákonníka a Zákona o ochrane spotrebiteľa.
10. Servisné prehliadky, ktoré sú podmienkou predĺženej 5 ročnej záruky, musia byť prevádzané len v autorizovanom servisnom stredisku dodávateľa, v pravidelných intervaloch
a obdobie medzi jednotlivými prehliadkami nesmie prekročiť dobu 12 mesiacov. Prvá servisná prehliadka musí byť vykonaná najneskôr do 12 mesiacov od dátumu predaja výrobku.
Servisné prehliadky vykonávajú servisné strediská v období posledných troch a prvých dvoch mesiacoch kalendárneho roku. Každá servisná prehliadka musí byť zaznamenaná
v tomto záručnom liste s uvedeným dátumom prehliadky, podpisom a pečiatkou servisného strediska. Servisnou prehliadkou sa rozumie kontrola stroja, výmena náplní a filtrov
podľa odporučenia výrobcu, výmena opotrebených a poškodených dielov, ktoré môžu ovplyvniť poškodenie alebo opotrebenie iných dielov a samotné nastavenie stroja. Úkon
servisnej prehliadky a použitý materiál sa účtuje podľa platného cenníka servisného strediska.
Pri uplatňovaní reklamácie je reklamujúci povinný predložiť k reklamácii čistý a kompletný výrobok, doklad o kúpe alebo vyplnený a potvrdený záručný list. V prípade predĺženej
záruky, záznamy o servisných prehliadkach a daňové doklady za jednotlivé prehliadky. Pri nesplnení niektorej z podmienok predĺženej záruky uvedenej v tomto záručnom liste,
sa na výrobok poskytuje záručná doba 2 roky.
Dodávateľ: Slovakia Trend Export-Import s.r.o., Michalovská 87/1414, Sobrance 073 01, SR. Telefón: (056) 652-3195 (6) (7)
Fax: (056) 652-2329, www.strendpro.sk.
1
1 SAFETY PRECAUTIONS FOR SERVICING
1-1. Symbol Usage
Means Warning! Watch Out! There are possible hazards with this
procedure! The possible hazards are shown in the adjoining
symbols.
Marks a special safety message.
Means “Note”; not safety related.
This group of symbols means Warning! Watch Out
possible ELECTRIC SHOCK, MOVING PARTS, and HOT
PARTS hazards. Consult symbols and related instructions
below for necessary actions to avoid the hazards
1-2. Servicing Hazards
The symbols shown below are used throughout this
manual to call attention to and identify possible
hazards. When you see the symbol, watch out, and
follow the related instructions to avoid the hazard.
Only qualified persons should service, test,
maintain, and re- pair this unit.
During servicing, keep everybody, especially
children, away.
ELECTRIC SHOCK can kill.
Do not touch live electrical parts.
Turn Off welding power source and
wire feeder and disconnect and
lockout input Power using
Line disconnect switch, circuit breakers, or by
removing plug from receptacle, or stop engine before
servicing unless the procedure specifically requires
an energized unit.
Insulate yourself from ground by standing or working
on dry insulating mats big enough to prevent contact
with the ground.
Do not leave live unit unattended.
If this procedure requires an energized unit, have
only personnel familiar with and following standard
safety practices do the job.
When testing a live unit, use the one-hand method.
Do not put both hands inside unit. Keep one hand
free.
Disconnect input power conductors from de-
energized supply line BEFORE moving a welding
power source.
SIGNIFICANT DC VOLTAGE exists after
removal of input power on inverters.
Turn Off inverter, disconnect input power, and
discharge input capacitors according to instructions
in Maintenance Section before touching any parts.
STATIC (ESD) can damage PC
boards.
Put on grounded wrist strap BEFORE
handling boards or parts.
Use proper static-proof bags and
boxes to store, move, or ship PC
boards.
FIRE OR EXPLOSION hazard.
Do not place unit on, over, or near
combustible surfaces.
Do not service unit near flammables
FLYING METAL can injure eyes.
Wear safety glasses with side
shields or face shield during
servicing.
Be careful not to short metal tools,
parts, or wires together during
testing and servicing.
HOT PARTS can cause severe
burns.
Do not touches hot parts bare
handed.
Allow cooling period before working
on welding gun or torch
MAGNETIC FIELDS can affect
pacemakers.
▪Pacemaker wearers keep away from
servicing areas until consulting your
doctor.
EXPLODING PARTS can cause
injury.
Failed parts can explode or cause
other parts to explode when power
is applied to inverters.
Always wear a face shield and long
sleeves when servicing inverters.
SHOCK HAZARD from testing.
Turn Off welding power source and
wire feeder or stop engine before
making or changing meter lead
connections.
Use at least one meter lead that has
a self- retaining spring clip such as
an alligator clip.
Read instructions for test equipment.
2
FALLING UNIT can cause injury.
Use lifting eye to lift unit only, NOT
running gear, gas cylinders, or any
other accessories.
Use equipment of adequate
capacity to lift and support unit.
If using lift forks to move unit, be sure forks are long
enough to extend beyond opposite side of unit
MOVING PARTS can cause
injury.
Keep away from moving parts such
as fans.
Keep all doors, panels, covers, and
guards closed and securely in place.
MOVING PARTS can cause
injury.
Keep away from moving parts
Keep away from pinch points such
as drive rolls
OVERUSE can cause
OVERHEATING.
▪Allow cooling period; follow rated
duty cycle.
▪Reduce current or reduce duty cycle
before starting to weld again.
▪Do not block or filter airflow to unit.
H.F. RADIATION can cause
interference.
▪High-frequency (H.F.) can interfere
with radio navigation, safety
services, computers, and
communications equipment.
Have only qualified persons familiar with electronic
equipment install, test, and service
H.F. producing units.
The user is responsible for having a qualified
electrician promptly correct any interference
problem resulting from the installation.
If notified by the FCC about interference, stop using
the equipment at once.
Have the installation regularly checked and
maintained.
Keep high-frequency source doors and panels
tightly shut, keep spark gaps at correct setting, and
use grounding and shielding to minimize the
possibility of interference.
READ INSTRUCTIONS.
▪Consult the Owner’s Manual for
welding safety precautions.
▪Use only genuine replacement parts
1-3. EMF Information
Considerations About Welding And The Effects Of Low
Frequency Electric And Magnetic Fields
Welding current, as it flows through welding cables, will
cause electro- magnetic fields. There has been and still is
some concern about such fields. However, after examining
more than 500 studies spanning 17 years of research, a
special blue ribbon committee of the National Research
Council concluded that: “The body of evidence, in the
committee’s judgment, has not demonstrated that exposure
to power- frequency electric and magnetic fields is a human-
health hazard.” However, studies are still going forth and
evidence continues to be examined. Until the final
conclusions of the research are reached, you may wish to
minimize your exposure to electromagnetic fields when
welding or cutting.
To reduce magnetic fields in the workplace, use the
following procedures:
1. Keep cables close together by twisting or taping them.
2. Arrange cables to one side and away from the operator.
3. Do not coil or drape cables around your body.
4. Keep welding power source and cables as far away from
operator as practical.
5. Connect work clamp to work piece as close to the weld as
possible.
About Pacemakers:
Pacemaker wearers consult your doctor first. If cleared by
your doctor, then following the above procedures is
recommended
3
2 INSTALLATIONS
2-1. Welding power source
Type
MIG-100
MIG-135
MIG-135N
MIG-175
MIG-195
Power supply
220V +/-15%
220V +/-15%
220V +/-15%
220V +/-15%
220V +/-15%
Frequency
50-60Hz
50-60Hz
50-60Hz
50-60Hz
50-60Hz
Phase
1PH
1PH
1PH
1PH
1PH
Rated
input(KVA)
3.25
4.1
4.8(MIG)
/5.1
(MMA)
6.8(MIG)
/7.2
(MMA)
7.6(MIG)
/7.8
(MMA)
Open circuit
voltage(V)
44
44
55
55
55
Amperage
range(A)
40-100
40-120
40-135
(MIG)/40-
120
(MMA)
40-170
(MIG)/40-
160
(MMA)
40-190
(MIG)/40-
170
(MMA)
Rated Duty
cycle (%)
X=60%
100A/19V
X=100%
80A/18V
X=60%
120A/20V
X=100%
95A/19V
X=60%
135A/20.75V
X=100%
105A/19.25V
X=30%
170A/22.5V
X=60%
120A/20V
X=30%
190A/23.5V
X=60%
130A/20.5V
Rated working
voltage(V)
15.5-19
15.5-20
15.5-20.75
(MIG)
21.6-24.8
(MMA)
16-22.5
(MIG)
21.6-26.4
(MMA)
16-23.5
(MIG)
21.6-26.8
(MMA)
Efficiency
0.73
0.73
0.73
0.73
0.73
Power factor
0.8
0.8
0.8
0.8
0.8
Insulation
Grass
F
F
F
F
F
Weight(kg)
10
10
10
11.4
11.4
Dimension(L x
W x H)(MM)
480*220*340
480*220*340
480*220*340
480*240*37
0
480*240*370
CAUTION
WELDING LONGER THAN RATED DUTY CYCLE CAN DAMAGE TORCH AND VOID WARRANTY.
4
2-2. Connection diagram
Figure 2.1 MIG welder machine connection diagram
2-3. Installation procedure
2-3.1 Welding machine should be installed in a stable position and with good ventilation. Avoid direct
sun light. Avoid transporting in inverted or side position.
2-3.2 Connect electrode holder, earth cable, according to connection diagram.
2-3.3 Use Ф8 heat-resistant PVC hose connect the flow meter with the gas connection nipple at rear of
the machine.
2-3.4 Commission the machine after the machine is installed and tested.
Table of contents
Languages:
Other ST WELD Welding System manuals

Popular Welding System manuals by other brands

Amada
Amada MH-5B Operation manual

Miller Electric
Miller Electric DVI-2 R owner's manual

Miller Electric
Miller Electric MOG-200C owner's manual

BAK Thermoplastic Welding Technology
BAK Thermoplastic Welding Technology Laron BL digital operating manual

Miller
Miller PipePro Single DX Feeder OM-230 010F owner's manual

Sel
Sel Genesis 3200 PME instruction manual

FRONIUS
FRONIUS TPS 320i operating instructions

Vanair
Vanair ALL-IN-ONE POWER SYSTEM AIR N ARC 150 Series Operations manual & parts list

Elektron
Elektron MULTISPOT MI-100 operating manual

Alfain
Alfain PEGAS 250 MIG SYN instruction manual

Elite
Elite ARC 220 S user manual

Elite
Elite EliteARC 160 S user manual





