TEKHMANN TWI-260 D User manual

TWI-260 D
Зварювальний апарат інверторний
Inverter welding machine
Сварочный аппарат инверторный
UA ENG RU

2
ЗМІСТ (CONTENTS, СОДЕРЖАНИЕ)
1. Інструкція з експлуатації (українська мова)……………………………………………………………..3
2. Instruction manual (English) ……………………………………………………………………………….17
3. Руководство (инструкция) по эксплуатации (русский язык) ………………………………………..23
3
Інструкція з експлуатації
(копія оригіналу)
УВАГА!
ШАНОВНИЙ ПОКУПЕЦЬ!
Вдячні Вам за придбання даної моделі електроінструменту торгової марки
TEKHMANN. Ця модель поєднує в собі сучасні конструктивні рішення для збільшення ресурсу
роботи, продуктивності і надійності інструменту, а також для його безпечного використання. Ми
впевнені, що продукція торгової марки TEKHMANN буде Вашим помічником на довгі роки.
При покупці зварювального апарату інверторного TWI-260 D вимагайте перевірки його
працездатності пробним запуском і перевірки відповідності комплектності (розділ
«Комплектність» Інструкції з експлуатації).
Перед експлуатацією зварювального апарату уважно вивчіть Інструкцію з експлуатації
(Технічний паспорт) і дотримуйтесь заходів безпеки при роботі з ним.
Переконайтеся, що Гарантійний талон повністю і правильно заповнений.
У процесі експлуатації дотримуйтесь вимог Інструкції з експлуатації (Технічного
паспорта).
ВСТУП
Зварювальний апарат інверторний TWI-260 D (далі - виріб) призначений для дугового
зварювання електродами різних типів (рутиловими, стандартними, з нержавіючої сталі тощо)
постійним струмом. Область застосування: будівельно-монтажні роботи в промисловому і
цивільному будівництві, аварійно-рятувальні роботи, ремонтно-відновлювальні роботи в
будівлях і спорудах з електропроводкою 220 вольт, зварювальні роботи в автосервісних
господарствах та інше.
Виріб призначений для побутового використання.
Уважно вивчіть дану Інструкцію з експлуатації, в тому числі пункт 1 «Заходи безпеки».
Тільки таким чином Ви зможете навчитися правильно поводитися з інструментом і уникнете
помилок і небезпечних ситуацій.
УВАГА! Упущення, допущені при дотриманні вказівок та інструкцій з техніки безпеки,
можуть стати причиною ураження електричним струмом, пожежі та важких травм.
1 ЗАХОДИ БЕЗПЕКИ
1.1 Загальні правила з техніки безпеки
ПОПЕРЕДЖЕННЯ
Перед використанням обладнання повинні бути вжиті всі необхідні запобіжні заходи
для того, щоб зменшити ступінь ризику загоряння, удару електричним струмом і
знизити ймовірність пошкодження корпусу і деталей використовуваного обладнання.
Ці запобіжні заходи містять у собі нижчеперелічені пункти. Уважно прочитайте всі вказівки, перш
ніж Ви спробуєте використати інструмент, і збережіть їх.
З метою безпечного використання:
1.1.1 Не слід використовувати зварювальний апарат у будь-яких інших цілях, крім зазначених у
цій Інструкції.
1.1.2 Не допускайте використання зварювального апарату неповнолітніми особами або людьми
з недостатніми фізичними даними для використання зварювального апарату. У разі передачі
зварювального апарату іншим особам детально розкажіть про правила його експлуатації, а
також дайте ознайомитися з цією Інструкцією.
1.1.3 Уникайте присутності дітей, тварин або сторонніх поблизу місця роботи зі зварювальним
апаратом.
1.1.4 Не можна занурювати зварювальний апарат у воду та інші рідини, а також не можна
піддавати його впливу дощу та інших атмосферних опадів.
4
1.1.5 Заборонено працювати зварювальним апаратом поблизу легкозаймистих рідин або газів.
Заборонено зварювання газових балонів та ємностей, що містять легкозаймисті рідини або їх
пари, а також ємностей, які знаходяться під тиском.
1.1.6 Настійно не рекомендується проводити зварювання матеріалів, які очищені хлор-
розчинниками.
1.1.7 Не рекомендується використовувати пошкоджені або дефектні електроди.
1.1.8 Зварювальний апарат переносити тільки за рукоятку, або ремінь через плече.
1.1.9. Переконайтеся в тому, що параметри електромережі відповідають параметрам,
зазначеним у цій Інструкції.
1.1.10 Перед роботою перевірте цілісність кабелів і зварювального апарату, нормальне
функціонування регулятора сили зварювального струму і вимикача без навантаження.
1.1.11 Перед підключенням до електромережі необхідно переконатися, що вимикач знаходиться
в положенні «вимкнено».
1.1.12 Перш ніж включити апарат, переконайтеся, що електрод правильно встановлений і
зафіксований в електродотримачі, що деталь яка зварюється/розрізається досить зафіксована,
що штекери кабелів встановлені і зафіксовані в роз'ємах і відповідно до їх функціонального
призначення.
1.1.13 Перед початком робіт видаліть всі легкозаймисті матеріали з робочої зони.
1.1.14 Під час роботи рекомендується надягати одяг, що підходить для роботи зі зварювальним
апаратом: спеціальний брезентовий костюм, рукавички, що забезпечують безпеку при
розбризкуванні розплавленого металу. Також необхідно надягати спеціальну захисну маску (не
входить в комплект поставки) для захисту очей.
1.1.15 Підключений до електромережі зварювальний апарат завжди повинен бути в зоні вашої
уваги. Під час роботи необхідно слідкувати, щоб кабелі не потрапили на поверхню, на якої
зварюється або розрізається деталь зварювальним апаратом, і не контактували з сторонніми
предметами і поверхнями, які можуть пошкодити їх.
1.1.16 Слідкуйте за тим, щоб нічого, крім поверхні або деталі яка зварюється або розрізається,
не контактувало з електродом при роботі зі зварювальним апаратом.
1.1.17 Під час роботи міцно тримайте електродотримач. Електрод не повинен випадати з
тримача.
1.1.18 Намагайтеся уникати контакту незахищених частин тіла зі зварювальним контуром.
1.1.19 При пошкодженні шнура електроживлення, щоб уникнути небезпеки, його повинен
замінити виробник, його агент або аналогічна кваліфікована особа. Заміна шнура
електроживлення здійснюється в авторизованому сервісному центрі згідно з чинним тарифом.
1.1.20 Увага, скупчення зварювального диму може бути небезпечним для Вашого здоров'я. При
роботі в закритих приміщеннях, переконайтеся, що циркуляція повітря дозволяє зварювальному
диму вивітрюватись (наявність витяжки, кондиціонування).
1.1.21 При відключенні приладу від електромережі необхідно триматися за штекер.
1.1.22 Зварювальний апарат необхідно відключати від електромережі відразу після його
використання, перед проведенням технічного або сервісного обслуговування, а також перед
встановленням/зняттям кабелів.
1.1.23 УВАГА! Щоб уникнути травм використовуйте тільки ті аксесуари або пристрої, які
зазначені в Інструкції з експлуатації або в каталозі ТМ TEKHMANN.
1.1.24 Ремонт виробу повинен здійснюватися винятково в уповноваженому сервісному центрі з
використанням тільки оригінальних запасних частин ТМ TEKHMANN. В іншому випадку можливе
нанесення серйозної шкоди здоров'ю користувача.
1.2 Особливі вимоги експлуатації виробу (Заходи безпеки)
УВАГА! Перед проведенням зварювальних робіт уважно прочитайте інструкції з
безпеки, наведені в даній Інструкції з експлуатації. Недотримання нижчевикладених
правил зробить неефективною систему безпеки, передбачену виробником, що, у свою
чергу, може стати причиною важких травм (удар електричним струмом, отримання опіків) чи
завдати шкоди майну (пожежа).
1.2.1 Заходи безпеки при роботі зі зварювальним апаратом:
• у безпосередньої близькості від місця зварювальних робіт повинні бути доступні засоби
пожежогасіння: вогнегасник, вода, пісок та інші засоби пожежогасіння. Особа, яка працює зі
зварювальним апаратом, зобов'язана знати, як користуватися засобами пожежогасіння. Всі
5
вогненебезпечні та вибухонебезпечні матеріали повинні бути видалені на відстань не менше 10
метрів від місця проведення зварювальних робіт;
• забороняється проводити зварювальні роботи в приміщенні з великою концентрацією пилу,
вибухонебезпечного газу або випарів горючих рідин в атмосфері. Після завершення
зварювальних робіт переконайтеся, що виріб який зварювався або розрізався досить охолонув,
перш ніж торкатися його руками або переміщати в зону перебування горючих і
вибухонебезпечних матеріалів;
• уникайте прямих контактів зі зварювальним контуром. У стані спокою струм, що виробляється
зварювальним апаратом, може бути небезпечним;
• перед установкою апарату і перед виконанням будь-якої операції, перевірки або ремонту
вимикайте апарат від електромережі;
• електричне з’єднання виконуйте відповідно до загальних норм безпеки;
• переконайтеся у правильному заземленні розетки електроживлення;
• не працюйте з кабелями з пошкодженою ізоляцією або ослабленими з’єднаннями;
• слідкуйте за забезпеченням достатнього повітрообміну або засобів видалення зварювального
диму;
• не використовуйте зварювальний апарат для розморожування труб;
• щоб уникнути перекидання апарату встановлюйте його на рівних поверхнях.
1.2.2 При експлуатації виробу необхідно дотримуватися всіх вимог Інструкції з експлуатації
(Технічного паспорта), дбайливо поводитися з ним, не піддавати його ударам,
перевантаженням, впливу бруду і нафтопродуктів.
По закінченні роботи виріб повинен бути очищений від пилу і бруду.
Зберігати виріб у сухому недоступному для дітей та сторонніх місці. Температура
зберігання повинна бути в інтервалі від мінус 5 °С до плюс 40 °С. При внесенні виробу з холоду
в тепле приміщення необхідно дати йому прогрітися протягом не менше 2 годин. Після цього
виріб можна підключати до електромережі.
2 ОПИС І РОБОТА
2.1 Призначення виробу
2.1.1 Область застосування зварювального апарату інверторного TWI-260 D досить широка:
будівельно-монтажні роботи в промисловому і цивільному будівництві, аварійно-рятувальні
роботи, ремонтно-відновлювальні роботи в будівлях і спорудах з електропроводкою 220 вольт ,
зварювальні роботи в автосервісних господарствах та інше.
Виріб призначений для побутового використання.
2.1.2 Виріб повинен експлуатуватися в інтервалі робочих температур від мінус 5 °С до плюс 40
°С, відносною вологістю повітря не більше 80% і відсутністю прямої дії атмосферних опадів і
надмірної запиленості повітря.
2.1.3 З електробезпеки виріб відповідає I класу захисту від ураження електричним струмом -
потрібно заземлення (через трьохполюсну розетку з заземлюючим контактом).
Електроживлення виробу здійснюється від однофазної мережі змінного струму
напругою від 160 Вдо 250 В, частотою 50 або 60 Гц.
УВАГА! Наявність заземлювальній лінії для розетки електроживлення - обов'язкова.
2.1.4 У зв'язку з постійною діяльністю з удосконалення виробу, виробник залишає за собою
право вносити в його конструкцію незначні зміни, які не відображені в цій Інструкції з
експлуатації (Технічному паспорті) і не впливають на ефективну і безпечну роботу інструменту.
2.2 Склад виробу
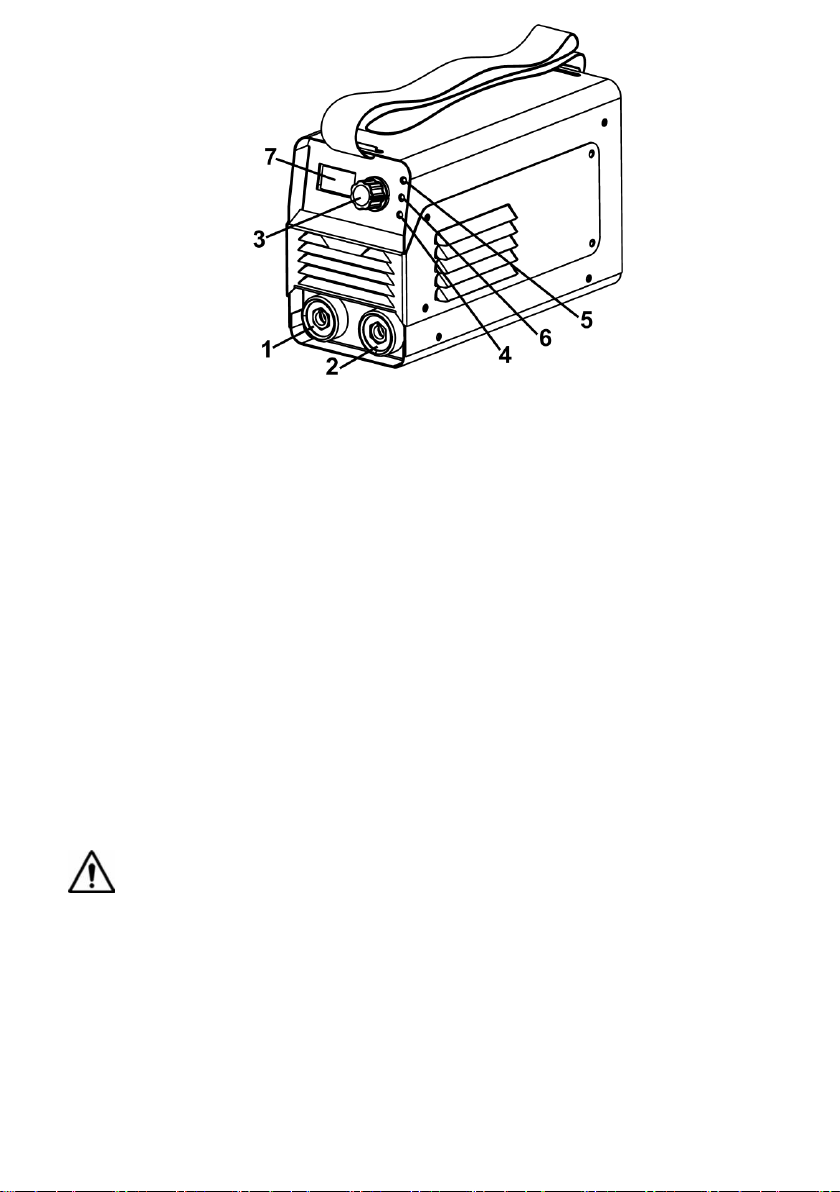
Зовнішній вигляд зварювального апарату інверторного TWI-260 D зображений на рисунку 1.
6
Рисунок 1
1. Позитивна клема «+» для підключення зварювального кабелю з електродотримачем
2. Негативна клема «-» для підключення кабелю з робочим затискачем
3. Потенціометр регулятора струму зварювання
4. Індикатор, який поєднує три функції захисту електроніки виробу
5. Індикатор підключення до електромережі
6. Індикатор термостатичного захисту
7. Дисплей, що відображає встановлений струм зварювання
2.3 Пристрій та робота
2.3.1 Зварювальний апарат інверторного типу являє собою випрямляч стабілізованого струму і
призначений для дугового зварювання постійним струмом, контрольованого мостовими
біполярними транзисторами з ізольованим затвором технології IGBT.
Особливі характеристики даної системи зварювальних апаратів інверторного типу:
• висока швидкість і точність регулювання струму зварювання, які забезпечують високу якість
зварювання з використанням зварювального електроду;
• зварювальний апарат підвищує частоту електромережі з 50 Гц до, більш ніж, 30 кГц, знижує
напругу і генерує потужний постійний струм для зварювання за допомогою принципу широко-
імпульсної модуляції;
• інверторна система також дозволяє значно знизити об’єм трансформатора і реактивний опір.
Таке зниження об’єму і ваги покращує мобільність зварювального апарату, збільшує
ККД. Зварювальні апарати інверторного типу мають ряд переваг, таких як стійкість дуги, легкість
контролю ванни розплаву, незначна вага, простота експлуатації, висока якість і широка область
застосування.
УВАГА! Виріб оснащений примусовою вентиляцією, тому ні в якому разі не можна
закривати вентиляційні отвори виробу.
2.3.2 Виріб має вбудовані функції:
• функція "Гарячий старт" (Hot start): для забезпечення кращого підпалу дуги відбувається
автоматичне підвищення зварювального струму;
• функція "Форсаж дуги" (Arc force): в момент формування дуги струм зварювання короткочасно
підвищується для запобігання залипання електрода;
• функція "Анти-залипання електрода" (Anti stick): при злипанні електрода з поверхнею що
зварюється блок управління знижує струм зварювання для попередження "прожарювання"
електрода з подальшим відновленням значення струму зварювання.
2.3.3 Виріб не має окремого вимикача «Вкл/Вимк» - запуск виробу відбувається за рахунок
наявності електронної схеми інтелектуального включення при контакті електрода і поверхні що
зварюється (зелений світлодіод індикатора (5) буде світитися).

7
2.3.4 Індикатор термостатичного захисту (6) вимкнений, якщо зварювальний апарат працює
нормально. Світіння даного індикатора свідчить про те, що перевищена температура всередині
апарату і спрацював термічний захист. Сам апарат при цьому включений, але електроживлення
не подається до тих пір, поки не буде досягнута нормальна температура. Після необхідного
охолодження апарат запускається автоматично.
2.3.5 Індикатор «QC» (4) поєднує індикацію включення трьох функцій захисту електроніки
виробу. Індикатор включається при виконанні функції/функцій захисту від струмового
перевантаження, захисту вихідних біполярних транзисторів з ізольованим затвором технології
IGBT, захисту від низької напрузі в електромережі.
2.3.6 Струм зварювання виставляється потенціометром (3) в залежності від типу і діаметра
використовуваного електрода, а також типу металу, типу зварного з'єднання і інших умов.
2.3.7 У зв'язку з постійним вдосконаленням виріб може мати незначні відмінності від опису і
рисунків, які не погіршують його експлуатаційні властивості.
3 ПІДГОТОВКА ВИРОБУ ДО ВИКОРИСТАННЯ
УВАГА! Забороняється починати роботу виробом, не виконавши вимог з техніки
безпеки, зазначених у розділі 1 «Заходи безпеки» цієї Інструкції з експлуатації.
3.1 Після транспортування виробу в зимових умовах, у разі його включення в теплому
приміщенні, необхідно виріб витримати при кімнатній температурі не менше 2 годин до повного
висихання вологи (конденсату) на ньому:
• перш ніж підключити зварювальний апарат до електромережі, переконайтеся, що параметри
електромережі відповідають вимогам, зазначеним у цій Інструкції та на зварювальному апарату;
• перед підключенням переконайтеся, що електромережа є однофазною з заземлюючої
нейтраллю;
• перевірте цілісність зварювального апарату та шнура електроживлення;
• при використанні подовжувача переконайтеся, що подовжувач розрахований на потужність
зварювального апарату;
• перед підключенням/експлуатацією зварювального апарату необхідно оцінити можливі
електромагнітні проблеми в навколишньому просторі. Слід переконатися, що виконання
зварювальних робіт не створює перешкоди наступним пристроям та дротам:
- шнури електроживлення, кабелі та дроти управління, телефонні та охоронні кабелі, що
проходять зверху, знизу і в безпосередній близькості зі зварювальним апаратом;
- радіо- і телевізійні приймачі та передавачі;
- комп'ютери та інша оргтехніка;
- обладнання, яке відповідає за безпеку виробничих об'єктів;
- пристрої, пов'язані зі здоров'ям оточуючих людей (електронні стимулятори серця, слухові
апарати тощо);
- електронні контрольно-вимірювальні прилади тощо.
УВАГА! Особам, які використовують життєзабезпечуючі електронні прилади
(електронний стимулятор серця тощо) настійно рекомендується проконсультуватися зі
своїм лікуючим лікарем, перед тим як проводити зварювальні роботи або перебувати в
безпосередній близькості від них.
3.2 Місце встановлення
Необхідно розмістити виріб таким чином, щоб вентиляційні отвори не були
загороджені (примусова циркуляція вентилятором). Не допускається попадання агресивних
парів, пилу, вологи всередину зварювального апарату.
3.3 Підключення виробу до електромережі
Встановити на кабель відповідну вимогам нормативів штепсельну вилку (стандарту 2Р
+ Т) відповідної струмопропускної здібності, забезпечену наконечником для заземлення, до
якого буде приєднаний жовто-зелений провід кабелю. Підготувати відповідну вимогам
нормативів розетку, оснащену плавким запобіжником або автоматичним вимикачем. По таблиці
1 визначити рекомендовані номінали запобіжника при максимальному номінальному струмі і
номінальної напрузі електромережі.
8
Таблиця 1
Номінал
запобіжника, А
Зварювальний
струм, А
Струмопропускна
здібність
розетки, А
Переріз
зварювального
кабелю, мм²
16
140
16
10
16
160
25
10-16
25
180
36
16
25
200
36
16-20
25
250
36
20-25
36
300
36
25
Перед включенням переконайтеся, що напруга, яка зазначена на табличці апарату,
відповідає напрузі та частоті електромережі.
3.4 Підключення зварювальних кабелів
Виконання будь-яких підключень до зварювального контуру повинно здійснюватися
при відключеному від електромережі виробі.
Зварювальний кабель з електродотримачем підключається до позитивної клеми «+»
(1, рисунок 1).
Зварювальний кабель з робочим затискачом підключається до негативної клеми «-» (2,
рисунок 1), іншим кінцем повинен приєднуватися до виробу який зварюється або робочого місця
якомога ближче до шву який буде виконуватися.
Для встановлення кабелів необхідно вставити штекер кабелю у відповідний роз'єм так,
щоб контакт штекера входив в паз до кінця. Після чого поверніть штекер кабелю вправо до
упору і переконатися, що він надійно зафіксований.
УВАГА! Клему кабелю заземлення (робочого затиску) приєднувати тільки на очищену
поверхню. Закріпіть клему кабелю заземлення на виробі який зварюється, намагаючись
забезпечити хороший контакт і мінімальне видалення від місця зварювання. Слідкуйте
за станом пазів електродотримача. Періодично очищуйте їх від нагару.
Для встановлення електрода розтисніть затиск тримача і вставте електрод
необхідного діаметра стороною без покриття, після чого зафіксуйте його в затискаче тримача.
УВАГА!
• зварювальні кабелі повинні бути міцно вставлені в клеми, що дозволить забезпечити
хороший електричний контакт. Слабкі з'єднання швидко приведуть до перегріву,
швидкого зносу, втрати ефективності та виведенню з ладу клем;
• не використовуйте зварювальні кабелі довжиною більше 5 м;
•не використовуйте металеві конструкції, які не є частиною виробу що зварюється, для заміни
кабелю з робочим затискачом, оскільки це порушить безпеку та призведе до неякісного
зварювання.
3.5 Для мобільного переміщення зварювальний апарат забезпечений ременем через плече.
Ремінь також використовується для зручності роботи на висоті. Перед запалюванням дуги слід
встановити необхідну силу струму зварювання шляхом обертання регулятора струму
зварювання (3). Сила струму залежить від марки і діаметра електрода, типу металу, типу
зварного з'єднання і інших умов.
УВАГА! Щоб уникнути накопичення пилу всередині виробу рекомендується щодня
очищати вентиляційні отвори (дивіться пункт 5.2 «Порядок обслуговування виробу»).

9
4 ВИКОРИСТАННЯ ВИРОБУ
4.1 Зварювання
УВАГА! Більшість зварювальних електродів підключаються до позитивної клеми, хоча
деякі типи електродів повинні підключатися до негативної клеми. Важливо
використовувати інструкції фірми-виробника на упаковці електродів, так як вони
вказують правильну полярність зварювального електрода, а також найбільш підходящий струм
для виконуваних робіт.
Регулюйте зварювальний струм в залежності від діаметра використовуваного
електроду та від типу зварювального шва. Нижче наводиться таблиця допустимих струмів
зварювання в залежності від типу та діаметру електрода:
Таблиця 2
Діаметр електроду,
мм
Тип електроду
Зварювальний струм, А
Мінімальний
Максимальний
1,6
Рутиловий
30
55
Лужний
50
75
Целюлозний
20
45
2
Рутиловий
40
70
Лужний
60
100
Целюлозний
30
60
2,5
Рутиловий
50
100
Лужний
70
120
Целюлозний
40
80
3,2
Рутиловий
80
140
Лужний
110
160
Целюлозний
70
130
4
Рутиловий
120
180
Лужний
140
220
Целюлозний
100
160
5
Рутиловий
160
250
Лужний
200
270
Целюлозний
140
240
Діаметр електроду вибирається залежно від товщини металу, який необхідно зварити і
від його підготовки.
Зверніть увагу, що, залежно від діаметру електрода, більш високі значення
зварювального струму використовуються для зварювання в нижньому положенні, тоді як
вертикальне зварювання (так зване «стельове зварювання») вимагає більш низьких значень
зварювального струму.
Механічні характеристики зварювального шва визначаються, крім сили зварювального
струму, ще й іншими параметрами, серед яких:
- діаметр та якість електроду;
- довжина дуги;
- швидкість та положення виконання зварювання;
- правильне зберігання електродів (вони повинні бути захищені від зовнішніх впливів
навколишнього середовища, та зберігатися в спеціальній упаковці).
4.2 Виконання зварювальних робіт
Під час роботи ЗАВЖДИ використовуйте захисну маску з відповідними окулярами для
захисту очей від сильного світлового випромінювання, виробленого електричною дугою. Маска
дозволяє слідкувати за процесом зварювання, одночасно захищаючи Вас.
Для включення зварювального апарату досить вставити вилку в розетку подовжувача
з необхідним діаметром дроту. Запуск виробу відбувається при кожному контакті електрода і
поверхні що зварюється.
10
Тримаючи маску ПЕРЕД ОБЛИЧЧЯМ, проведіть кінцем електрода за місцем
зварювання, причому рух вашої руки має бути схожим на те, як ви запалюєте сірник. Це і є
правильний метод отримання дуги.
УВАГА! Не стукайте електродом при спробах отримати дугу, так як це може призвести
до його пошкодження і тільки ускладнить отримання дуги.
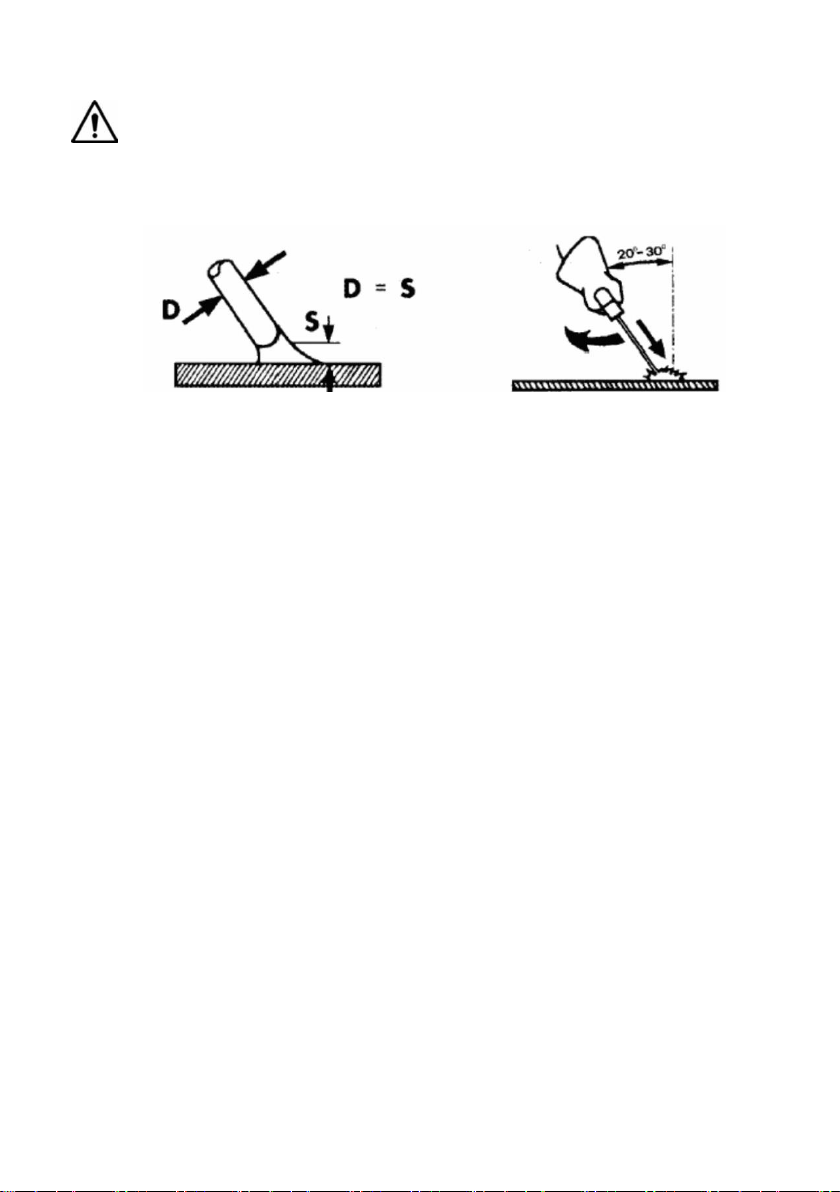
Як тільки дуга отримана, намагайтеся утримувати відстань від місця зварювання,
рівним діаметру електрода. Пам'ятайте, що кут електроду при просуванні повинен складати 20-
30 градусів.
Завершуючи процес зварювання, слід правильно заварити кратер, який утворюється в
процесі зварювальних робіт від контакту електрода зі зварюваної поверхнею. Це необхідно
зробити, щоб уникнути можливого виникнення тріщин у зварювальному шві. Не слід обривати
дугу, різко відводячи електрод від виробу. Необхідно припинити переміщення електрода і
повільно подовжити дугу до її обриву (при цьому електродний метал розплавиться і заповнить
кратер).
Для виключення апарату слід витягнути вилку з розетки.
4.3 Небезпечні фактори при виконанні зварювальних робіт
Заходи пожежної безпеки:
• всі займисті матеріали повинні бути видалені із зони проведення зварювальних робіт;
• не запалюйте дугу на газовому балоні або поблизу нього;
• не намагайтеся проводити зварювальні роботи на паливних ємностях або ємностях,
наповнених газом, якщо не вжито адекватних заходів, що гарантують відсутність в них парів;
• перед проведенням зварювальних робіт на паливних ємностях, вони повинні бути ретельно
очищені за допомогою пару.
Зварювальні дими
Під час зварювальних робіт утворюються токсичні гази. Завжди працюйте на добре
вентильованих майданчиках.
Світло електричної дуги
Завжди використовуйте захисну маску або зварювальний шолом, оснащений
відповідним скляним фільтром. Ніколи не користуйтеся пошкодженими засобами захисту.
Висока температура
Під час зварювання користуйтеся захисними рукавицями. Вони забезпечать захист рук
від ультрафіолетового випромінювання і тепла, що виділяються електричною дугою. Також
рекомендується носити спецодяг.
Додатковий захисний одяг:
• при зварюванні великим струмом використовуйте захисний фартух, який захистить від бризок;
• при проведенні робіт з стельового зварювання використовуйте відповідний головний убір, який
захистить голову і шию;
• рекомендується носити захисні черевики зі сталевими носками.

11
4.4 Характеристики зварювальних швів
УВАГА! У разі перегріву апарату і його автоматичного відключення, спалахує червоний
індикатор перегріву (5), в цьому випадку дайте апарату охолонути. Продовжити
зварювальні роботи можна тільки після виключення індикатора перегріву.
5 ТЕХНІЧНЕ ОБСЛУГОВУВАННЯ ВИРОБУ
5.1 Загальні вказівки
Щоб уникнути пошкоджень, для забезпечення довговічності і надійного виконання
функцій виробу необхідно регулярно виконувати описані далі роботи з технічного
обслуговування. Гарантійні претензії приймаються лише при правильному і регулярному
виконанні цих робіт. При недотриманні цих вимог підвищується небезпека травмування!
Користувач виробу може виконувати тільки роботи з догляду та технічного
обслуговування, які описані в цій Інструкції з експлуатації (пункти Розділу 5.2). Всі інші роботи
повинні виконуватися тільки в спеціалізованих майстернях ТМ TEKHMANN.
5.2 Порядок технічного обслуговування виробу
5.2.1 Після виконання робіт необхідно провести очищення корпусу зварювального апарату,
робочого кабелю з електродотримачем, кабелю заземлення з клемою від окалини, пилу та
інших сторонніх речовин. Особливу увагу необхідно приділити вентиляційним отворам
зварювального апарату.
5.2.2 Щоб уникнути накопичення пилу всередині виробу рекомендується щодня очищати
вентиляційні отвори.
Для цього:
- вийміть вилку електричного дроту з розетки;
- продміть вентиляційні прорізи сухим стисненим повітрям;
- зробіть очищення вентиляційних прорізів м'якої неметалевої щітки або сухою протиральною
тканиною.
Ні в якому разі не використовуйте для чищення металеві предмети, так як вони можуть
пошкодити внутрішні деталі виробу.
5.2.3 Перед тривалою перервою в експлуатації та зберіганням очищайте виріб від пилу і бруду
без застосування агресивних до пластмаси, гуми і металів очисників.
УВАГА! Ніколи не бризкайте водою на виріб при його очищенні. Виріб слід очищати
тільки трохи вологою серветкою! Не використовуйте їдкі очисники, які можуть
зашкодити металеві, пластмасові та гумові частини виробу! Після очищення необхідно
добре просушити виріб!
Для того щоб виріб працював довго і надійно ремонтні, сервісні та регулювальні
роботи повинні проводитися тільки фахівцями в сервісних центрах ТМ TEKHMANN.

12
5.3 Періодична перевірка і періодичне технічне обслуговування
5.3.1 Періодична перевірка і періодичне технічне обслуговування проводяться після закінчення
гарантійного строку виробу, а потім не рідше одного разу на 6 місяців.
5.3.2 Періодичну перевірку і періодичне технічне обслуговування рекомендується проводити в
сервісних центрах ТМ TEKHMANN (перелік і контактні дані сервісних центрів зазначено в
Додатку № 1 Інструкції з експлуатації).
УВАГА! Технічне обслуговування повинно проводитися регулярно протягом усього
строку служби виробу. Без проведення технічного обслуговування покупець втрачає
право гарантійного обслуговування.
При рекомендованих умовах експлуатації виріб буде справно працювати весь
гарантований строк служби. Дотримання рекомендованих правил експлуатації дозволить Вам
уникнути передчасного виходу з ладу окремих частин виробу і всього виробу в цілому.
Якщо виріб внаслідок інтенсивної експлуатації вимагає періодичне обслуговування, то
ці роботи виконуються за рахунок споживача.
Технічне обслуговування в сервісних центрах не входить в гарантійні зобов'язання
виробника і продавця. Сервісні центри надають платні послуги з проведення періодичного
технічного обслуговування.
Після закінчення строку служби можливе використання виробу за призначенням, якщо
його стан відповідає вимогам безпеки і виріб не втратив свої функціональні властивості.
Висновок видається уповноваженими сервісними центрами ТМ TEKHMANN.
6 ПОТОЧНИЙ РЕМОНТ СКЛАДОВИХ ЧАСТИН ВИРОБУ
6.1 Усунення наслідків відмов і ушкоджень
При несправності зварювального апарату, перш, ніж звернутися в сервісний центр за
технічною допомогою, самостійно виконайте такі перевірки:
• переконайтеся, що зварювальний струм, який встановлений потенціометром з градуйованою
шкалою, відповідає діаметру і типу використовуваного електрода;
• індикатор включення (ВКЛ) не загорається при наявності несправностей у електроживленні
(необхідно перевірити кабелі, з’єднання, запобіжники тощо);
• жовтий або червоний індикатор вказує на перегрів, коротке замикання, занадто низьку або
високу напругу;
• за наявності переривання термічного захисту, почекайте, поки не відбудеться охолодження
зварювального апарату. Переконайтеся у справній роботі вентилятора охолодження;
• перевірте напругу електромережі. Апарат не працюватиме при дуже низької або високої
напрузі. Автоматичний запуск апарату відбудеться тільки в тому випадку, якщо напруга
повернеться до свого колишнього рівня;
• переконайтеся в тому, що на виході зварювального апарату немає короткого замикання. В
іншому випадку усуньте несправність;
• всі з'єднання зварювального контуру повинні бути справними, а робочий затискач повинен
бути міцно прикріплений до виробу який зварюється.
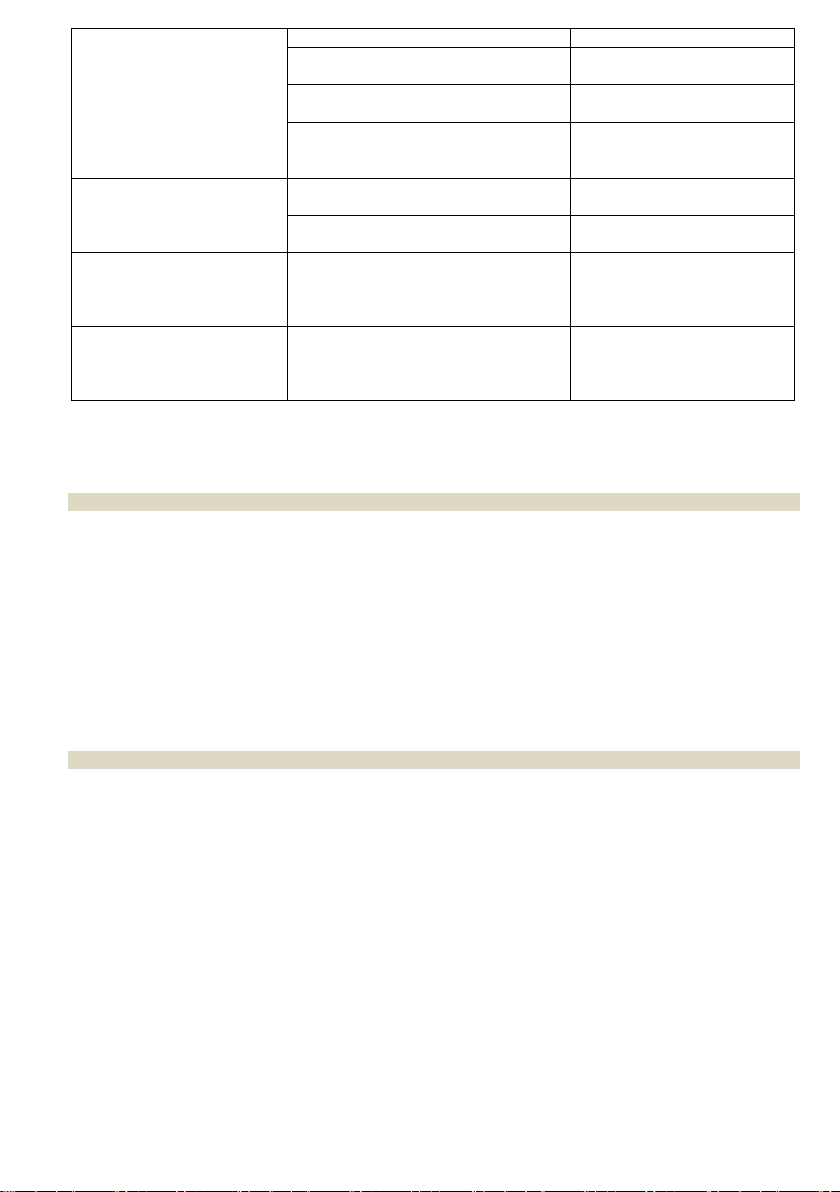
6.2 Можливі несправності зварювального інверторного апарату та способи їх усунення.
Таблиця 3
Несправність
Причина несправності
Методи усунення
Нестабільне горіння дуги
або сильне
розбризкування металу
при зварюванні
Неправильно підібраний
зварювальний струм. Сила струму
повинна відповідати
рекомендованим значенням,
вказаним на пачці електродів або
25-40 А на 1 мм діаметра
електрода
Встановіть силу струму,
відповідну діаметру
електрода
Постійне прилипання
електрода при
правильному виборі сили
зварювального струму
Низька напруга електромережі,
напруга повинна відповідати
значенню від 160 В до 250 В.
Встановити стабілізатор
напруги потужністю не
менше 10 кВт
Не затиснуті кабельні роз'єми в
Затисніть їх поворотом за
13
панельних гніздах
годинниковою стрілкою
Переріз проводу електромережі
менше 4 мм²
Використовуйте провід
перерізом не менше 4 мм²
Підгоряння контактів у з'єднаннях
електромережі
Усуньте причину
підгоряння контактів
Надмірно довгий подовжувач -
більше 25 м
У даному випадку краще
застосовувати провід
перерізом більше 4 мм²
Зварювання немає, хоча
зварювальний інвертор
включений, індикатор
електромережі світиться
Немає контакту або поганий
контакт затиску "маси" і деталі
Відновіть контакт
Обрив зварювальних кабелів
Відновіть цілісність
зварювальних кабелів
Відключення напруги при
зварюванні
Автоматичний вимикач
електромережі несправний або не
відповідає номіналу по струму
(наприклад, менше 25 А)
Замініть автоматичний
вимикач
Загоряється індикатор
перегріву при зварюванні
Перевищено параметр "тривалості
навантаження". Індикатор
перегріву включається при
нагріванні понад 80 °С
Припиніть зварювання і
дайте апарату охолонути
до відключення індикатору
Ремонт виробу повинен проводитися спеціалізованим підрозділом у гарантійних
майстернях (перелік і контактні дані сервісних центрів зазначено в Додатку № 1 Інструкції з
експлуатації).
7 СТРОК СЛУЖБИ, ЗБЕРІГАННЯ, ТРАНСПОРТУВАННЯ
7.1 Строк служби виробу становить 3 роки.
Зазначений строк служби дійсний при дотриманні споживачем вимог цієї Інструкції з
експлуатації (технічного паспорта). Дата виробництва вказана на табличці виробу.
7.2 Виріб, очищений від пилу і бруду, повинен зберігатися в упаковці підприємства-виробника в
сухих провітрюваних приміщеннях при температурі навколишнього середовища від мінус 5 °С
до плюс 40 °С, відносною вологістю повітря не більше 80% і відсутністю прямої дії атмосферних
опадів. Упаковка повинна зберігатися до закінчення гарантійного строку експлуатації виробу.
7.3 Транспортування виробу проводиться в закритих транспортних засобах відповідно до
правил перевезення вантажів, чинних на транспорті даного виду.
8 ГАРАНТІЇ ВИРОБНИКА (ПОСТАЧАЛЬНИКА)
8.1 Гарантійний строк (гарантійний термін) експлуатації виробу дивіться у Гарантійному талоні.
Претензії від споживачів на території України приймає ТОВ «ДЕМІКС» за адресою: 02140, м.
Київ, проспект Миколи Бажана, 30, контактний телефон: (044) 369-57-00, (056) 375-43-22.
8.2 При покупці виробу:
- повинен бути правильно оформлений Гарантійний талон (стояти печатка або штамп з
реквізитами організації, яка реалізувала виріб, дата продажу, підпис продавця, найменування
моделі виробу, серійний номер виробу);
- переконатися в тому, що серійний номер виробу відповідає номеру, вказаному в гарантійному
талоні;
- перевірити наявність пломб на виробі (якщо вони передбачені виробником);
- перевірити комплектність і працездатність виробу, а також зробити огляд на предмет зовнішніх
пошкоджень, тріщин, сколів.
Кожен виріб комплектується фірмовим гарантійним талоном ТМ TEKHMANN.
При відсутності в гарантійному талоні дати продажу або підпису (печатки) продавця,
гарантійний строк обчислюється з дати виготовлення виробу.
14
8.3 У випадку виходу з ладу виробу протягом гарантійного строку експлуатації з вини
підприємства-виробника власник має право на безкоштовний ремонт.
Для гарантійного ремонту власнику необхідно звернутися в гарантійну майстерню з
виробом і повністю і правильно заповненим гарантійним талоном (заповнюється при покупці
виробу).
Задоволення претензій споживачів на території України проводиться відповідно до
Закону України «Про захист прав споживачів».
При гарантійному ремонті строк гарантії виробу продовжується на час його ремонту.
Гарантійне та післягарантійне обслуговування електроінструменту ТМ TEKHMANN на
території України здійснюється в сервісних центрах, перелік та контактні дані яких вказані в
Додатку № 1 Інструкції з експлуатації.
УВАГА! Список сервісних центрів може бути змінений. Актуальну інформацію про
контактні дані сервісних центрів на території України Ви можете дізнатись за
телефоном +38 (056) 375-43-22 або на сайті tekhmann.com
8.4 Гарантія не поширюється:
• на частини та деталі, які швидко зношуються (зварювальні кабелі, електродотримач, робочий
затискач);
• у разі природного зносу виробу (повне вироблення ресурсу, сильне внутрішнє і зовнішнє
забруднення);
• у випадку з віддаленим, стертим або зміненим серійним номером виробу;
• у разі появи несправностей, викликаних дією форс-мажорної сили (нещасний випадок, пожежа,
повінь, удар блискавки тощо);
• у разі якщо виріб ремонтувався протягом гарантійного строку самостійно, або із залученням
третіх осіб, не уповноважених виробником (постачальником) на проведення гарантійного
ремонту.
УВАГА! Забороняється вносити в конструкцію виробу зміни і проводити
доопрацювання, не передбачені заводом-виробником.
9 ТЕХНІЧНИЙ ПАСПОРТ
Основні технічні дані зварювального апарату інверторного TWI-260 D наведені в таблиці 4.
Таблиця 4
Найменування параметра
Значення
Максимальна потужність, Вт
7300
Номінальна напруга, В~
160…250
Номінальна частота струму, Гц
50 (60)
Діапазон регулювання зварювального струму, А
20-260
Робочий цикл*, % за 10 хвилин при максимальному струмі зварювання
65
Номінальна вихідна напруга на зварювальної дузі, В
20,8…26,4
Напруга холостого ходу, В
60 (VRD**= 24,5)
ККД, %
85
Коефіцієнт потужності (cos ϕ)
0,9
Діаметр електродів, мм
1,6-4,0
Ступінь захисту
IP21S
Клас ізоляції
F
Вага нетто/брутто, кг
3,3/5,5
Гарантійний строк (гарантійний термін) експлуатації виробу дивіться у Гарантійному
талоні. Дата виготовлення вказана на табличці виробу.
Постачальник: ТОВ «Демікс», 02140, м. Київ, проспект Миколи Бажана, 30, контактний
телефон: (044) 369-57-00, (056) 375-43-22. Виробник та його адреса вказані в сертифікаті
відповідності та (або) деклараціях відповідності технічним регламентам виробу. Строк служби
виробу становить 3 роки з моменту купівлі. Термін придатності 10 років. Гарантійний термін
зберігання 10 років. Умови зберігання: зберігати в сухому місці, захищеному від впливу вологи і

15
прямих сонячних променів, при температурі від мінус 5 °С до плюс 40 °С, відносною вологістю
повітря не більше 80% і відсутністю прямої дії атмосферних опадів.
Правила та умови ефективного і безпечного використання виробу вказані в Інструкції з
експлуатації. Виріб не містить шкідливих для здоров’я речовин. Претензії споживачів на
території України приймає ТОВ «Демікс».
Ремонт і технічне обслуговування необхідно здійснювати в авторизованих сервісних
центрах ТОВ «Демікс», зазначених у Додатку № 1 до Інструкції з експлуатації (довідкова
інформація: (056) 375-43-22).
Вироби ТМ TEKHMANN відповідають вимогам стандартів і технічних умов, вказаним у
сертифікатах відповідності та (або) деклараціях відповідності технічним регламентам.
Виріб, який відслужив свій строк, приладдя та упаковку слід здавати на екологічно
чисту утилізацію (рециркуляцію) відходів.
10 КОМПЛЕКТНІСТЬ
Комплектність зварювального апарату інверторного TWI-260 D представлена в таблиці 5.
Таблиця 5
Найменування
Кількість, шт
Зварювальний апарат інверторний TWI-260 D
1
Пакувальна коробка
1
Інструкція з експлуатації (Технічний паспорт)
1
Гарантійний талон
1
Додаток №1 (Перелік сервісних центрів)
1
Зварювальний кабель з електродотримачем
1
Зварювальний кабель з робочим затискачем
1
Виробник залишає за собою право на внесення змін у технічні характеристики і
комплектацію виробу без попереднього повідомлення.
11 УТИЛІЗАЦІЯ
Не викидайте виріб, аксесуари і упаковку разом зі звичайним сміттям. Виріб, аксесуари
(які відслужили свій строк) і упаковку слід здавати на екологічно чисту утилізацію (рециркуляцію)
відходів на підприємства, що відповідають умовам екологічної безпеки.
УВАГА! Ремонт, модифікація й перевірка електроінструментів ТМ TEKHMANN повинні
проводитися тільки в авторизованих сервісних центрах ТМ TEKHMANN. При
використанні або техобслуговуванні інструменту завжди слідкуйте за виконанням всіх
правил і норм безпеки.
ПРИМІТКА
Торгова марка TEKHMANN безупинно працює над удосконаленням своїх виробів, тому
ми зберігаємо за собою право на внесення змін у технічні дані, згадані в даному
Інструкція з експлуатації (Технічному паспорті) і комплектацію без попереднього повідомлення.
16
Ексклюзивний представник ТМ TEKHMANN в Україні ТОВ «Демікс»:
02140, м. Київ, проспект Миколи Бажана, 30,
контактний телефон: (044) 369-57-00, (056) 375-43-22.
tekhmann.com
Представництва:
м. Дніпро, вул. В. Моссаковського, буд. 1А, тел.: (056) 375-43-22
м. Київ, проспект Бажана, 30, тел.: (044) 206-60-07
м. Львів, вул. Зелена, 238, тел.: (032) 242-41-75, (032) 242-41-76
м. Черкаси, вул. Громова, 138, склад №7, тел.: (0472) 32-72-12, (067) 588-90-35
м. Миколаїв, вул. Одеське шосе, будинок 69/1, тел.: (067) 622-33-51
м. Харків, вул. Полтавський шлях, д. 56, тел.: (067) 411-90-85

17
Instruction manual
General safety precautions
WARNING! When using electric tools, basic safety precautions should always be followed to
reduce the risk of fire, electric shock and personal injury, including the following.
Read all these instructions before operating this product and save these instructions.
FOR SAFE OPERATIONS
1. Keep work area clean. Cluttered areas and benches invite injuries.
2. Consider work area environment. Do not expose power tools to rain. Do not use power tools in
damp or wet locations. Keep work area well lit. Do not use power tools where there is risk to cause fire
or explosion.
3. Guard against electric shock. Avoid body contact with earthed or grounded surfaces. (e.g. pipes,
radiators, ranges, refrigerators).
4. Keep children and infirm persons away. Do not let visitors touch the tool or extension cord. All
visitors should be kept away from work area.
5. Store idle tools. When not in use, tools should be stored in a dry, high or locked up place, out of
reach of children and infirm persons.
6. Do not force the tool. It will do the job better and safer at the rate for which it was intended.
7. Use the right tool. Do not force small tools or attachments to do the job of a heavy duty tool. Do not
use tools for purposes not intended.
8. Dress properly. Do not wear loose clothing or jewelry; they can be caught in moving parts. Rubber
gloves and non-skid footwear are recommended when working outdoors. Wear protecting hair
covering to contain long hair.
9. Use eye protection. Also use face or dust mask if the cutting operation is dusty.
10. Connect dust extraction equipment. If devices are provided for the connection of dust extraction
and collection facilities ensure these are connected and properly used.
11. Do not abuse the cord. Never carry the tool by the cord or yank it to disconnect it from the
receptacle. Keep the cord away from heat, oil and sharp edges.
12. Secure work. Use clamps or a vise to hold the work. It is safer than using your hand and it frees
both hands to operate tool.
13. Do not overreach. Keep proper footing and balance at all times.
14. Maintain tools with care. Keep cutting tools sharp and clean for better and safer performance.
Follow instructions for lubrication and changing accessories. Inspect tool cords periodically and if
damaged, have it repaired by authorized service center. Inspect extension cords periodically and
replace, if damaged. Keep handles dry, clean, and free from oil and grease.
15. Disconnect tools. When not in use, before servicing, and when changing accessories such as
blades, bits and cutters.
16. Remove adjusting keys and wrenches. Form the habit of checking to see that keys and adjusting
wrenches are removed from the tool before turning it on.
17. Avoid unintentional starting. Do not carry a plugged in tool with a finger on the switch. Ensure
switch is off when plugging in.
18. Use outdoor extension leads. When tool is used outdoors, use only extension cords intended for
outdoor use.
19. Stay alert. Watch what you are doing. Use common sense. Do not operate tool when you are tired.
20. Check damaged parts. Before further use of the tool, a guard or other part that is damaged should
be carefully checked to determine that it will operate properly and perform its intended function. Check
for alignment of moving parts, free running of moving parts, breakage of parts, mounting and any other
conditions that may affect its operation. A guard or other part that is damaged should be properly
repaired or replaced by an authorized service center unless otherwise indicated in this instruction
manual. Have defective switches replaced by an authorized service center. Do not use the tool if the
switch does not turn it on and off.
21. Warning! Use only accessories or attachments recommended in this instruction manual or in the
catalogue of TEKHMANN ТМ.

18
22. Have your tool repaired by a qualified person. This electric tool is in accordance with the relevant
safety requirements. Repairs should only be carried out by qualified persons using original
TEKHMANN TM spare parts. Otherwise this may result in considerable danger to the user.
WARNING! Carefully read the following instructions before operating the unit.
Nonobservance of the following precautions will make the safety system provided by the
manufacturer ineffective, which in its turn may cause serious injury (electric shock, burns) or
cause fire.
GENERAL INFORMATION
Welding inverter is a rectifier of the regulated current and is intended for arc direct current welding,
controlled by bridged transistor.
Specifications of the welding inverters:
• high speed and welding current adjustment accuracy, which provide high welding quality using a
welding electrode;
• welding inverter increases mains frequency from 50 Hz to more than 20 kHz, steps down the voltage
and generates power direct current for welding by pulse-length modulation principle;
• inverter system also allows reducing size of the transformer and reactance. Such reduction of
volume and weight improves mobility and increases performance.
Welding inverters poses other advantages, as: arc stability, easy molten pool control, easy
installation and operation, high quality and wide application area.
SAFETY PRECAUTIONS ON USING WELDING INVERTER:
• avoid direct contact with welding circuit. In quiescent mode the current generated by alternator can
be dangerous;
• before installation and maintenance unplug the machine from the mains power supply;
• perform connection according to general safety precautions;
• the welding machine must be grounded;
• ensure the mains receptacle is grounded;
• never operate the machine in wet conditions. Never operate under the rain;
•never operate with damaged insulation or loose connections;
• never weld containers, tanks or pipes, containing inflammable materials, gases or inflammable
liquids;
• avoid welding materials cleaned with chlorinated solvents as well as in the proximity of such
solvents;
• remove all inflammable materials (wood, paper etc.) from the working area;
• provide adequate level of air circulation or ways of exhaust of fumes;
• protect eyes with filter goggles, installed on a mask or hard hat. Use protective clothing;
• never use welding machine for defrosting pipes;
• to avoid turning over install the machine on even surface.
DESCRIPTION
1. Positive socket (+) for connecting cable with electrode holder.
2. Negative socket (-) for connecting cable with functional
terminal.
3. Potentiometer with a scale. Allows adjusting welding current.
4. QC indicator. Include 3 conditions: Over current protection,
IGBT protection, Low voltage protection.
5. Power indicator. Machine don’t have Power switch. Smart to
contact arc ignition. In boost condition green light flash.
6. Thermostatic indicator. Indicator is off when the machine
operates normally. Lit indicator means that temperature inside
the machine is exceeded and the thermic protection has been
activated. The machine is on but not powered until normal
temperature is reached. After cooling the machine will start
automatically.
7. Display

19
TECHNICAL SPECIFICATIONS
Model
TWI-260 D
Rated power
7.3 кW
Rated voltage
160…250 V
Rated frequency
50 (60) Hz
Current control range
20-260 А
Performance index
85%
Operating cycle*
65%
Power rate (cos ϕ)
0.9
Electrodes
1.6 - 4.0 mm
Net weight/Gross weight
3.3 kg / 5.5 kg
*Operating cycle: shows the period, within which the machine can generate corresponding current. It
is expressed in %, based on 10 minutes per cycle e.g.: 65% = 6 minutes and 30 seconds of operation,
3 minutes and 30 seconds of waiting).
Installation place
Install the machine in such a way so that ventilation openings are not obstructed (forced circulation).
Do not allow aggressive steam, dust, humidity etc., inside the machine.
Connecting the machine to the supply line
Install the plug which meets standards on the feeding cable. The plug must be equipped with ground
tip, which must be connected with yellow-green cable. Prepare the receptacle which meets standards.
The receptacle must be equipped with a fuse or an automatic circuit breaker. From table 1 determine
recommended nominal of the fuse at maximum rated consumed current and rated line voltage.
Table 1
Before connecting ensure that voltage, indicated on the machine nameplate, complies with
the voltage and frequency of the mains.
Connecting welding cables
Any connection to the welding circuit must be performed when the machine is disconnected from the
supply line.
Welding cable with electrode holder is connected to the positive pole (+) (see «Welding»).
Cable with functional terminal is connected to the negative pole (-), its other end is connected to the
piece to be welded or operating area as close to the welding seam as possible.
WARNING! Connected cables must be inserted securely in the terminals, which will
ensure good contact. Loose connections will lead to overheating, timely wear, loss of
efficiency and damage to the terminals. Do not use welding cables of more than 5 m
in length.
Never use metallic constructions which are not the part of the piece to be welded instead of
cable with functional terminal, as this will violate safety and lead to poor welding.
Fuse nominal, A
Welding current, A
Receptacle capacity, A
Cable section, mm
16
140
16
10
16
160
25
10-16
25
180
36
16
25
200
36
16-20
25
250
36
20-25
36
300
36
25

20
WELDING
WARNING! Most welding electrodes are connected to the positive pole, although some
types have to be connected to the negative pole. It is important to follow manufacturer’s
instructions on the package of the electrodes, as they indicate right polarity of the welding
electrode as well as the most suitable current for welding operations.
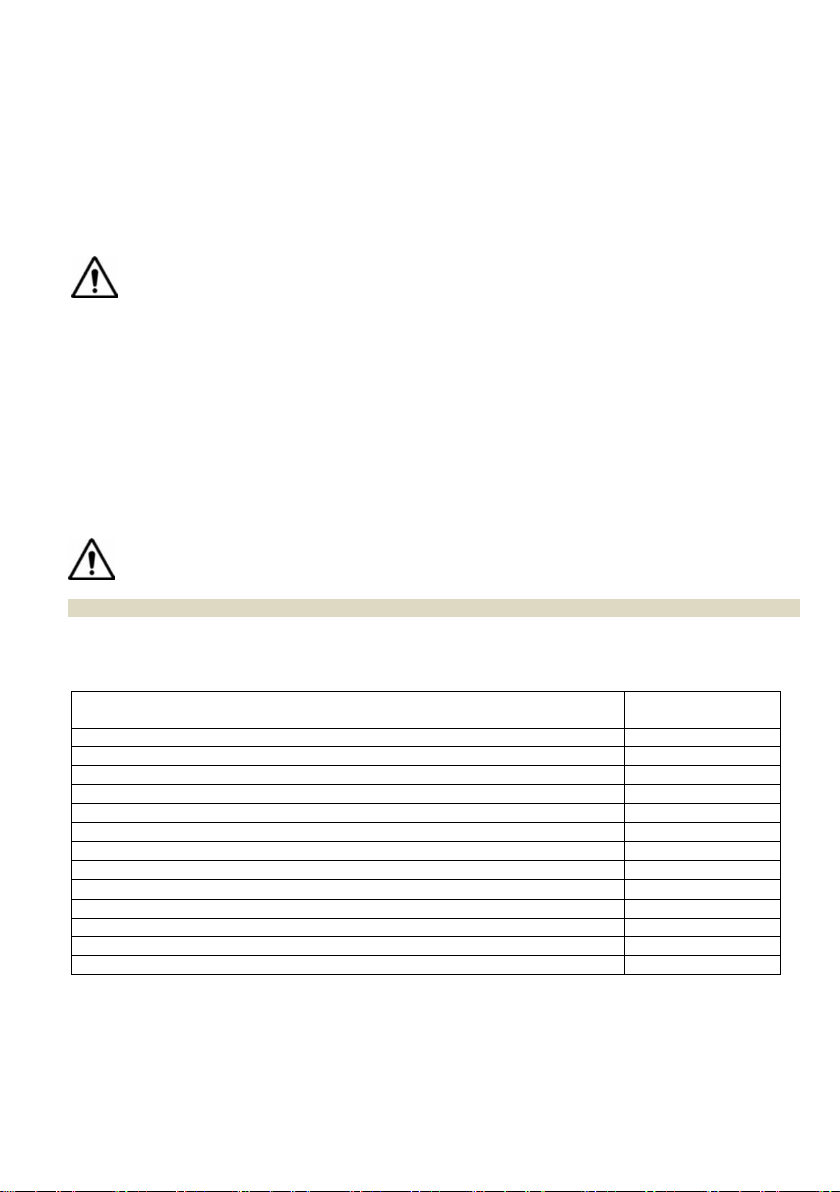
Adjust welding current according to diameter of used electrode and according to type of welding seam.
Below is the table of admissible current according to diameter of the electrode:
Electrode diameter, mm
Welding current, А
Min
Max
1,6
25
50
2
40
80
2,5
60
110
3,2
80
160
4
120
200
Pay attention, that depending on the diameter of the electrode, higher values of welding
current are used for welding in lower position, whereas vertical welding (or welding in vertical position,
so called «overhead welding») requires lower values of welding current.
Except for welding current power mechanical characteristics of the welding seam are determined by
other parameters:
- diameter and quality of the electrode;
- arc length;
- speed and position of welding;
- proper storage of electrodes (they must be protected from environmental exposure and kept in a
special package).
When welding ALWAYS wear protecting mask with special goggles for eye protection from
strong light emission, generated by electric arc. Mask allows watching the process of welding and
protects the user.
Keeping mask IN FRONT OF YOUR FACE, lead the electrode on welding area. Hand movement must
resemble lighting a match. This is the right way to strike the arc.
WARNING! Never knock with electrode trying to strike the arc, as this may lead to its
damage and will hamper arc striking. As soon as the arc is struck, try keeping the distance
from welding point equal to electrode diameter. Remember that electrode angle when
moving should be 20-30 degrees.
After making welding seam move the electrode back. This is necessary for filling the welding crater.
DANGEROUS FACTORS WHEN PERFORMING WELDING OPERATIONS
Fire prevention
• all inflammable materials should be removed from the welding area;
• do not strike the arc on a gas tank or near it;
• never attempt to weld fuel tanks or tanks filled with gas unless all measures are taken to guarantee
that they contain no fumes;
• before welding fuel tanks they must be thoroughly cleaned with steam.
Welding fumes
When welding, toxic fumes are emitted. Always work in well ventilated areas.
Electric arc light
Always use protecting mask or welding helmet, equipped with corresponding glass filter. Never use
damaged safety equipment.
Table of contents
Languages:
Other TEKHMANN Welding System manuals



















