
GAS COMPRESSORS / BOOSTERS GAS & AIR MIXING SYSTEMS AIR BLOWERS & VACUUM PUMPS
The Utile Engineering Co. Ltd. Irthlingborough, Northamptonshire, NN9 5UG, ENGLAND
Telephone:
+
44
(0)
1933
650216
Facsimil
e:
+
44
(0)
1933
652738
Email:
[email protected] www.utileengineering.com Feb-19 6 IC013 Rev2
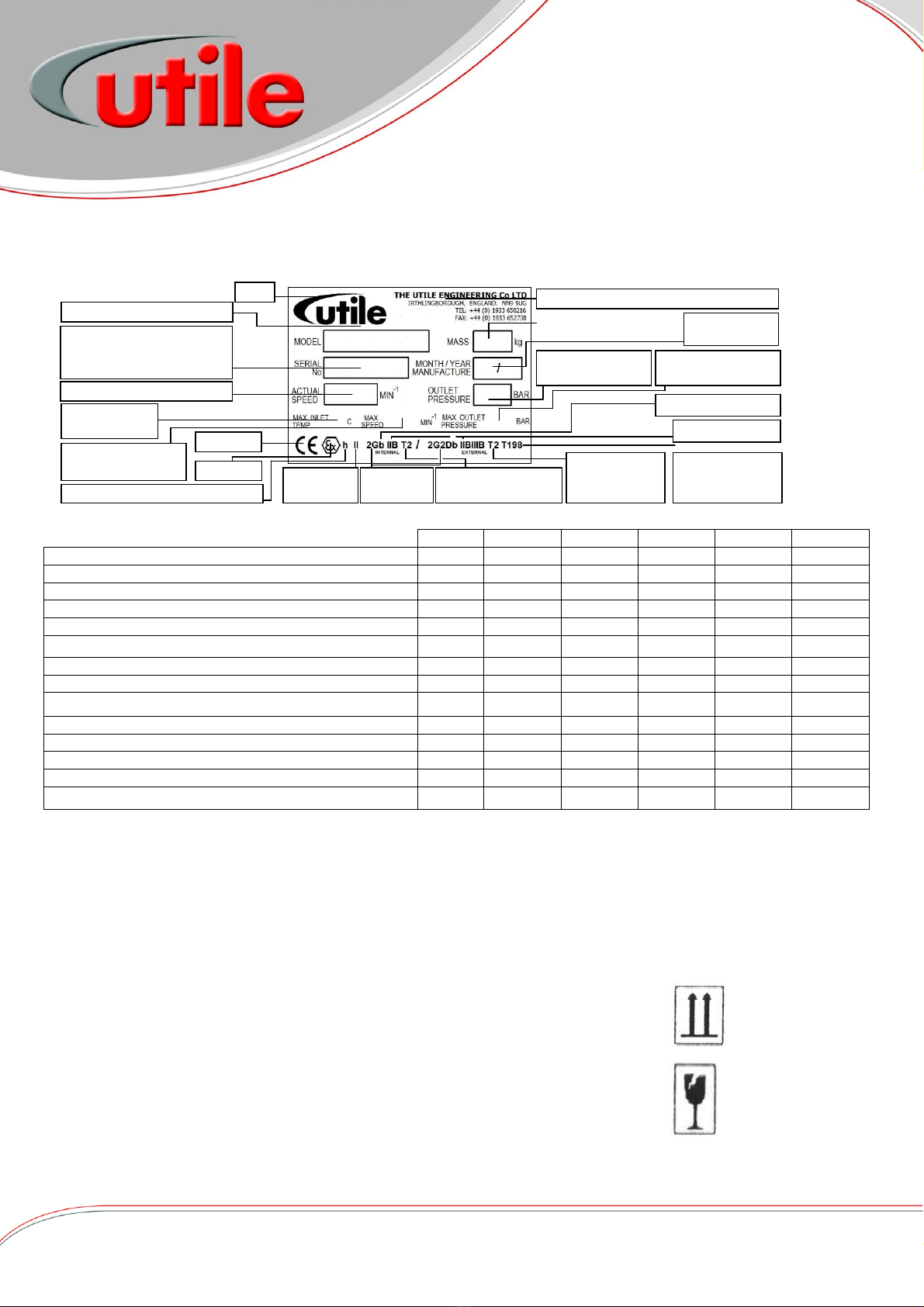
Temperature Classification
Maximum Surface
Temperature(°C)
ATEX
Atex from the French Atmospheres EXplosibles. It means a hazardous or potentially explosive environments, both gaseous and dusts.
For an explosion to take place, three basic requirements must be fulfilled. These are a flammable substance, oxygen or air and a
source of ignition such as a spark.
When all intake and discharge pipework and therefore all machine wetted parts are completely filled with the process fluid during
normal operation, an explosive atmosphere is prevented from occurring. If this condition cannot be guaranteed, then any appropriate
monitoring devices must be used by the user
Atex Coding
Atex Equipment group
Equipment for potentially explosive atmospheres is divided into 2 groups,
Group I equipment for mining
Group II equipment for non-mining areas with potentially explosive atmospheres.
Atex Equipment Categories and Zones
The degree of danger varies from extreme to rare. Hazardous areas are classified into three Categories and six Zones as follows: -
Category 1 –Zone 0 is which an explosive gas/air mixture is continuously present or present for long periods.
Category 1 –Zone 20 is which a combustible dust/air mixture is continuously present or present for long periods.
Atex equipment category 1G (gas) or 1D (dust).
Equipment in this category shall have a sufficient level of protection even in the event of a rare malfunction.
Category 2 –Zone 1 is which an explosive gas/air mixture is likely to occur in normal operation.
Category 2 –Zone 21 is which a combustible dust/air mixture is likely to be present in normal operation.
Atex equipment category 2G (gas) or 2D (dust).
Equipment in this category shall have a sufficient level of protection for normal operation and expected malfunctions.
Category 3 –Zone 2 is which an explosive gas/air mixture is not likely to occur in normal operation and if it occurs it will only exist for
a short time.
Category 3 –Zone 22 is which a combustible dust/air mixture is not likely to occur in normal operation, but if it is present it will only
exist for a short time.
Atex equipment category 3G (gas) or 3D (dust).
Equipment in this category shall have a sufficient level of protection for normal operations.
An area that is not classified Zone 0, 1, 2, 20, 21 or 22 is deemed to be a non-hazardous or safe area.
Gas and Dust Groups
There are 4 gas groups, group I for mining only (test gas methane), and groups IIA (test gas propane), IIB (test gas Ethylene) and IIC
(test gas hydrogen) for non-mining are in increasing order of sensitivity to ignition sources, so a machine designed for a IIB is also
safe for a IIA gas.
There are 3 dust groups for explosive dusts in surface industries, groups IIIA (combustible flyings), IIIB (non-conductive dust) and IIIC
(conductive dust).
Protection Concept
Constructional safety “c” – Any sparks or thermal ignition sources are prevented from being created by selection of materials and
operating speeds.
Control of ignition sources “b” – Ignition sources are not present in normal operation, though may occur during malfunctions. Systems
are in place to detect any such malfunction and prevent the ignition arising.
Atex Temperature
The minimum temperature at which a gas, vapour or mist ignites spontaneously, at
atmospheric pressure, is known as the Auto Ignition Temperature. To avoid the risk of
explosion, the temperature of any part or surface of the compressor or booster exposed to the
surrounding atmosphere must always remain below the Auto Ignition Temperature of the
mixture.
The classification of the maximum surface temperature is detailed on the right.

























{kind=link}