3
INHALTSVERZEICHNIS
DE
Bedienungsanleitungde
– Original Gebrauchsanweisung –
Inhaltsverzeichnis
1 Symbolerklärung . . . . . . . . . . . . . . . . . . . 3
2 Kalibrierung Rotationsfräshalter Ti-
Preforms . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.1 Produktbeschreibung . . . . . . . . . . . . . 4
2.2 Lieferumfang . . . . . . . . . . . . . . . . . . . . 4
2.3 Erforderliche Systemkomponenten . 5
2.4 Erstkalibrierung des
Rotationsfräshalters . . . . . . . . . . . . . . 5
2.4.1 Vorbereitung der Hybrid-
fräsmaschine . . . . . . . . . . . . . . . . . . . . 5
2.4.2 Rotationsfräshalter einsetzen . . . . . 6
2.4.3 Messflächen vermessen . . . . . . . . . . . 7
2.4.4 Finale Kalibrierfräsung durchführen 8
2.4.5 Werkstückhalter Rotationsfräsen
montieren . . . . . . . . . . . . . . . . . . . . . . . 9
2.4.6 Kalibriervorgang abschließen . . . . . . 9
2.5 Kalibrierhülse wechseln . . . . . . . . . . 10
3 Ersatz und Verschleißteile . . . . . . . . . . . 10
1 Symbolerklärung
Warnhinweise
Warnhinweise im Text werden mit einem
Warndreieck gekennzeichnet und umran-
det.
Bei Gefahren durch Strom wird das Ausru-
fezeichen im Warndreieck durch ein Blitz-
symbol ersetzt.
Signalwörter am Beginn eines Warnhinweises
kennzeichnen Art und Schwere der Folgen, falls
die Maßnahmen zur Abwendung der Gefahr nicht
befolgt werden.
_HINWEIS bedeutet, dass Sachschäden auftre-
ten können.
_VORSICHT bedeutet, dass leichte bis mittel-
schwere Personenschäden auftreten können.
_WARNUNG bedeutet, dass schwere Personen-
schäden auftreten können.
_GEFAHR bedeutet, dass lebensgefährliche
Personenschäden auftreten können.
Wichtige Informationen
Weitere Symbole in der Anleitung
Wichtige Informationen ohne Gefahren für
Menschen oder Sachen werden mit dem
nebenstehenden Symbol gekennzeichnet.
Sie werden ebenfalls durch Linien umrandet.
Symbol Bedeutung
▷Punkt einer Handlungsbeschreibung
_Punkt einer Liste
▪Unterpunkt einer Handlungsbe-
schreibung oder einer Liste
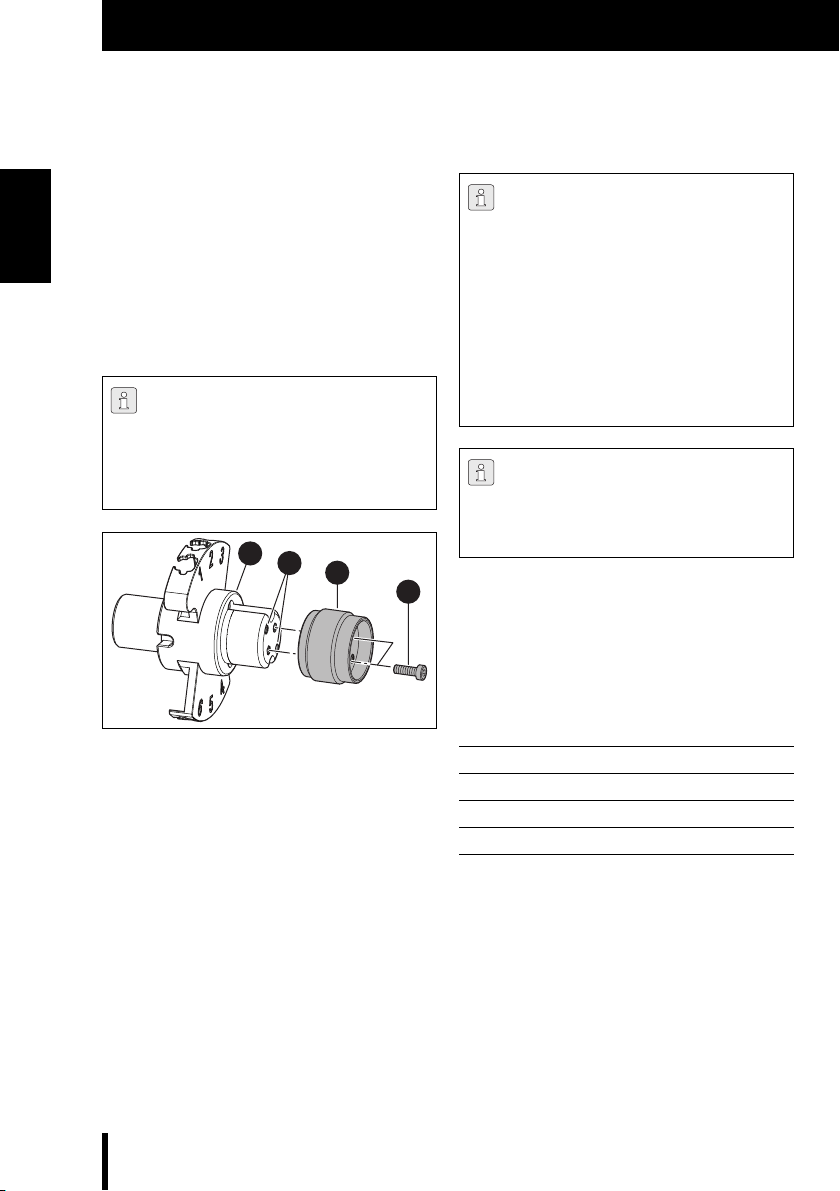
[3] Zahlen in eckigen Klammern bezie-
hen sich auf Ortszahlen in Grafiken