Doc No. 7400483
MODEL 96
TUBE TO TUBESHEET WELD HEAD
OPERATION MANUAL
1.0 INTRODUCTION
The Model 96 Weld Head is designed for Tube to Tubesheet fusion welding,
using the GTAW process. Tubes can be flush, slightly projected above, or
recessed below the tubesheet. It is designed to accommodate tube sizes from
0.37 (9.4mm) I.D. to 2.12” (53.8mm) O.D., and works in conjunction with all Arc
Machines power supplies. The (optional) cooling unit (available with all AMI
fusion Power Supplies) is required for use with the Model 96 weld head.
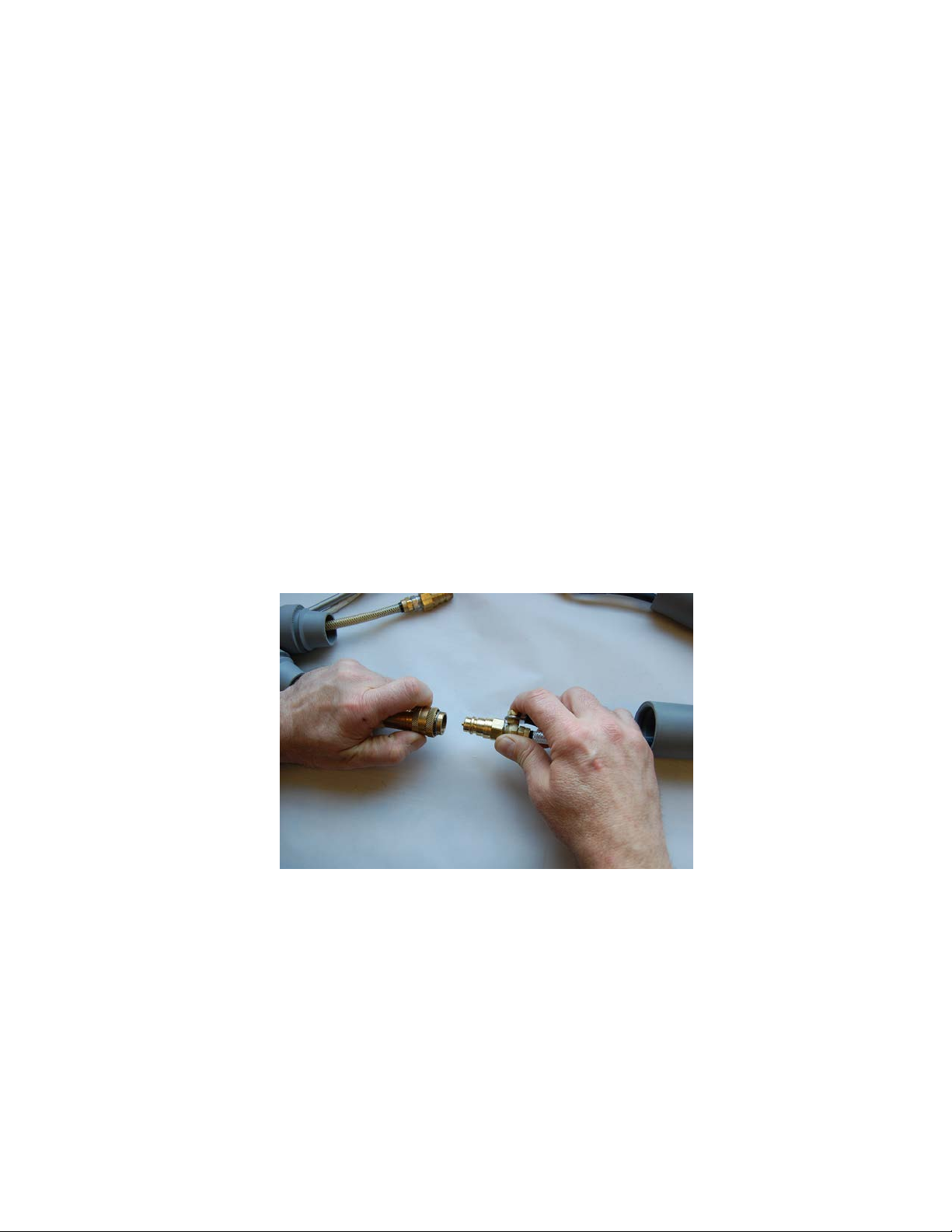
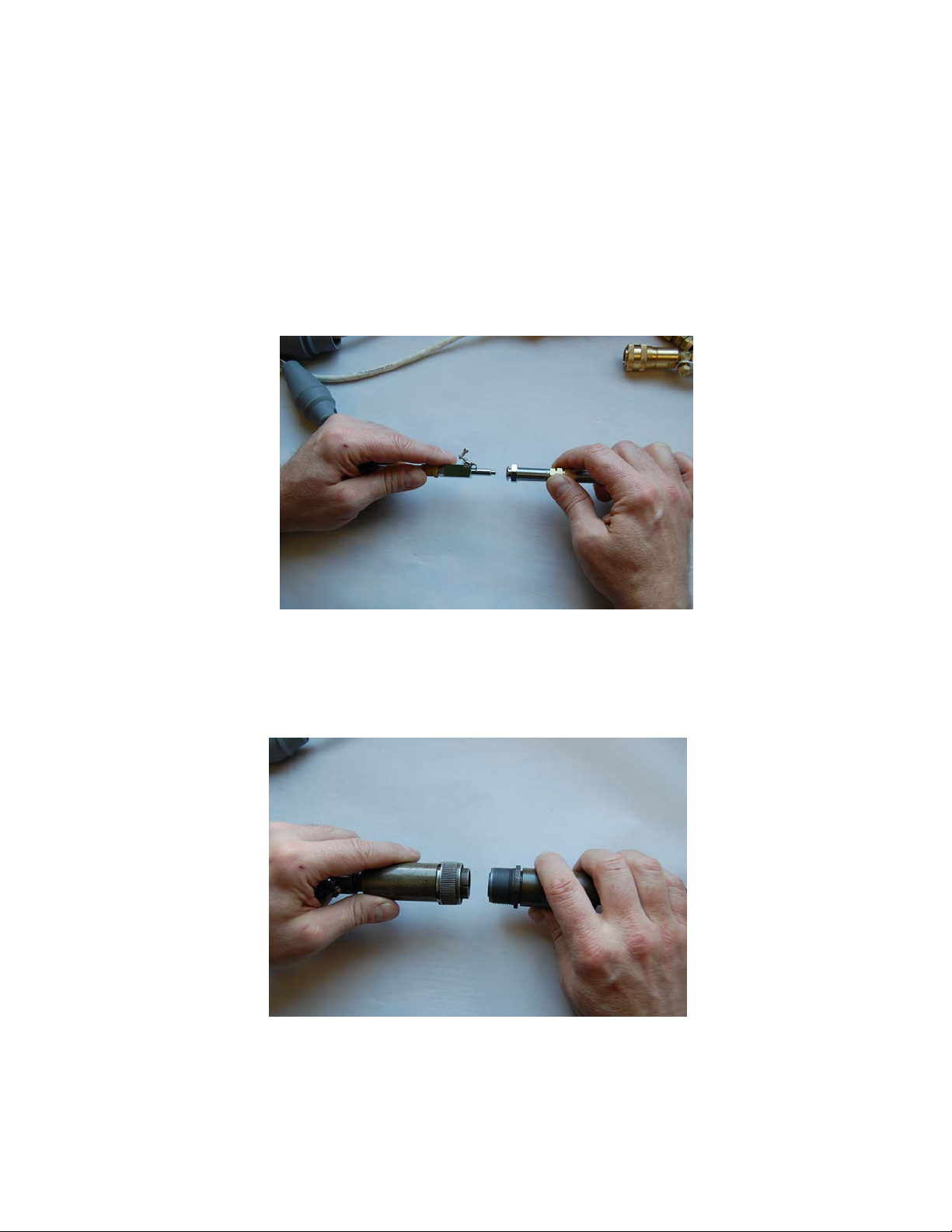
A pneumatically operated expanding mandrel (integral to the weld head) is used
to hold it firmly in position, and concentric to the weld joint. Each mandrel will
accommodate a specific tube I.D. size range. A fixed electrode maintains a
constant electrode to work (arc gap) distance as it rotates around the joint.
A gas chamber surrounds the arc and weld joint providing excellent shielding gas
coverage. This chamber can be clear or opaque. For initial set up and weld
schedule development, a clear (transparent) chamber may be used, allowing
viewing of the arc.
(BE SURE TO USE APPROPRIATE EYE PROTECTION).
For production purposes it is recommended that the opaque chamber be used.
Attached to the end of the gas chamber is a nose ring which is
designed to sit directly onto the tubesheet, providing a repeatable
and consistent arc gap. A standard (generic) nose ring is supplied with
the Model 96. This ring has a large hole in the end to accommodate a
wide variety of tube sizes and tube spacing. For more gas sensitive
applications (such as when welding Titanium), where shielding gas
coverage is more critical, special application-specific nose rings are
available.