Bastian Solutions RLVAC Manual

Installation and Maintenance Manual
Model: RLVAC
Effective February 2022
Rev. B

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
2
Contributions
ROLE
NAME
TITLE
Author
Ben Baker
Senior Design Engineer
Checker
Brad Paris
Senior Design Engineer
Approver
Sam Osterhout
Design Team Lead
Revisions
DATE
REVISION
DESCRIPTION
AUTHOR
11/18/2021
A
Initial Document Creation
Ben Baker
2/18/2022
B
Document Formatting Edits
Andrew W. Jones

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
3
Term and Acronym Definitions
TERM/ACRONYM DEFINITION
2 Groove
Roller format which uses O-Rings to transfer rotational motion from one roller to
another in DC conveyor.
AC
Alternating current
Accumulation
The collection or staging of multiple cartons, cases, or totes of product on conveyor.
ATO
Assembled to Order; Orders consisting of standard products
Back pressure
Pressure against carton(s) in the direction of carton flow resulting from weight of
densely accumulated cartons.
BF
Between frame; this refers to the distance between conveyor bed side frames.
BHCS
Button head cap screw
BOM
Bill of Materials
Carton or Case
Term for a conveyable item (cardboard box, tote, etc.)
CB
Carriage bolt
CCW
Counter-clockwise
CDAC 1.0
Conveyor Director Control Card 1.0 - Bastian Solutions' dual zone control card designed
for zero pressure control of low-voltage (24V nominal) DC solenoids for belt-under
roller conveyor.
CDDC 1.0
Conveyor Director Control Card 1.0 - Bastian Solutions' dual zone control card designed
for zero pressure control of low-voltage (24V or 48V nominal) DC powered MDRs.
Center Drive
Drive format of AC conveyor where the drive unit is mounted underneath the
conveyor.
CW
Clockwise
DC
Direct current
Diffuse
A photoeye format that houses both the emitter and receiver and senses an object
when the light beam is reflected back to the sensor. This type of photoeye is a
standalone unit and does not use reflectors.
Discharge
The point where cartons, cases, or totes exit a conveyor or similar unit used in a
material handling system.
Divert
(noun) A conveyor unit used to change the direction of a carton, case, or tote in a
controlled manner. (verb) To change the direction of a carton, case, or tote in a
controlled manner.
Double-dispense
Event in which two or more cartons are dispensed when a single carton, case, or tote is
requested. This is generally a result of two cartons, cases, or totes being in full contact
just prior to reaching the dispensing point.
Drive Card
A control card used to power and control the logic of one or more zones of zero
pressure conveyor.
Drive Pulley
A motor-driven pulley used to transmit rotational energy to linear motion in AC belts.
Dutchman
A short, removable section of belt used to take up slack developed in AC belts after
they have stretched from long term use.
End stop
A plate mounted to the end of a conveyor with the intent of stopping and holding a
carton, case, or tote in position until removed by a user or diverted by a conveyor unit.
E-stop
A highly visible button or pull cable designed to shut down equipment in the case of an
emergency.
ETO
Engineered to Order; Orders requiring custom Engineering
FAT
Factory Acceptance Testing
Flange
A feature in sheet metal consisting of a face and bend connected to an existing face
along a straight edge.

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
4
Flash
Excess material left on a part by a molding or forming process, created by material
leaking between the separate parts of the mold.
Gapping
The separation of cartons, cases, or totes. Generally done by progressively increasing
the speed of consecutive zones or belts, forcing cartons, cases, or totes to "pull a gap."
Guide Rail
Mechanism used to maintain the desired position of conveyable cartons, cases, or
totes on their respective conveying surface.
HHCS
Hex head cap screw
ID
Inner diameter of a circular, cylindrical or arced body.
Idler Roller
Conveyor roller that is unpowered and used to support a belt.
Infeed
The point where cartons, cases, or totes enter a conveyor or similar unit used in a
material handling system.
Live
A conveyor or zone which runs in response to a simple “enable” signal or runs
whenever power is applied, without any zero pressure accumulation logic.
LOTO Lockout Tagout
Mark Number
A numeric or alphanumeric term used to uniquely identify a conveyor bed or collection
of beds (of similar model type) within a material handling system.
Match
A mark made on mating conveyor assemblies to assist in identifying orientation and
placement within a system.
MDR
Motorized drive roller; DC powered conveyor roller with an internally mounted motor
which may be controlled via internal or external commutation.
Minimum Pressure
Allows cartons, cases, or totes to lightly touch with up to 2% back pressure while being
conveyed to eliminate product damage.
OAW
Overall width of any given conveyor bed, measured between the outside flanges of the
sideframes.
OD
Outer diameter of a circular, cylindrical, or arced body.
O-Ring
A urethane ring or band with a circular cross section used for power transmission in DC
conveyor applications.
OSHA
Occupational Safety and Health Administration
PE
Photoeye; Device used to detect the presence of an object by sensing a light beam.
Common types are diffuse, retroreflective, and through-beam.
PELV
Protected Extra Low Voltage, a voltage level (less than 60V DC or 25Vrms AC in the
context of EN 60204-1) that is low enough to be safe in the case of indirect or small
area direct contact. PELV circuits are required to be connected to earth ground.
PM
Project Management (or Project Manager)
PO
Purchase Order
Polytier
Heavy duty floor support with a wide stance, capable of supporting multiple levels and
types of conveyor.
PPE
Personal protective equipment
Prox Sensor
A sensor able to detect the presence of nearby objects without any physical contact.
Pulley
Mechanical device used to change the direction of the belt in a conveyor system, to
drive and/or tension the belt.
Reflector
A reflective component needed for retroreflective photoeyes to receive transmitted
light or radiation when no object is in front of the photoeye.
Retroreflective
Of or relating to a surface or device that reflects light or other radiation back to its
source.
Return Idlers
Belt-routing rollers on the underside of any given AC conveyor.
RLCAC
Roller Live Curve AC
RLSAC
Roller Live Spur AC

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
5
Roller
Powered or unpowered cylindrically-shaped material handling component used for
mechanical power transmission, a conveying surface, and/or support for a belted
conveying surface.
Shingling
Event in which surfaces of adjacent cartons, cases, or totes are forced to lift off the
conveyor due to elevated uneven carton, case, or tote back pressure.
Side Frame
Structural member used to support rotating components needed for conveyor beds.
Singulation
The active separation of cartons, cases, or totes.
Skatewheel
Small unpowered wheels used to replicate nearly frictionless guidance or support of
conveyable cartons, cases, or totes.
Skew
A format of conveyor where one end of all rollers are shifted to provide an angled
conveying surface for left or right justification of cartons, cases, or totes.
SKU
Stock Keeping Unit; Product and service identification code for a product (i.e. bar
code).
Slug Release
See Train Release.
Snub Roller
A roller or pulley mounted to increase the arc of contact between a belt and drive
pulley. Additionally, this can be used to change the direction of the return belt travel.
Splice Assembly
A five-component assembly-consisting of a plate (or formed plate), two bolts, and two
nuts-that is used to secure a piece of guide rail to an adjacent piece of guide rail, or a
side frame to an adjacent side frame. This is used to provide additional structural
rigidity and ensure relative position of components is maintained.
Spur
A format of DC conveyor used to create linear transitions into intersecting lines of
conveyor positioned at a non-perpendicular angle. Typically includes 30deg and 22deg
configurations.
Tail Pulley
A non-driven pulley located at the tail end of the conveyor.
Takeup Pulley
Pulley with an adjustable position used to eliminate unnecessary slack in a belt.
Takeup Screws
Adjustment screw used to adjust the position of a takeup pulley.
TOR
Top of roller; this refers to the elevation of the conveying surface with respect to the
floor on which the conveyor is sitting.
Track
To adjust the position of conveyor components in such a way that engourages proper
belt alignment on a system.
Tracking Bands
Thin plastic bands installed on head or secondary drive roller to help keep DC format
conveyor belts tracked.
Train Release
The release or activation of all zones in a line of accumulating conveyor at the same
time.
UHMW
Ultra-high molecular weight polyethylene plastic, used to reduce friction and wear.
Waterfall
Method of overlapping guide rail such that cartons, cases, or totes cannot catch on
downstream guide rail.
Wiz Nut
A serrated flange nut used to cut into the surface of the component it is tightened
against.
Zero Pressure
Condition where adjacent cartons, cases, or totes are not in contact with one another.
Zone
A section of conveyor that can be independently controlled for the purposes of zero
pressure accumulation.
ZPA
Zero Pressure Accumulation; a method of collecting, staging, and/or transporting
multiple cartons, cases, or totes on zoned conveyor without the products touching
each other.

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
6
Table of Contents
1Introduction........................................................................................................... 10
2OSHA and Safety .................................................................................................. 10
3Model: RLVAC....................................................................................................... 11
3.1 Overview ...............................................................................................................................11
3.2 Belt........................................................................................................................................11
3.3 Drive Section ........................................................................................................................11
3.4 Tails ......................................................................................................................................13
3.5 Intermediate Beds ................................................................................................................13
3.6 Skew Beds............................................................................................................................ 14
4Receiving............................................................................................................... 15
4.1 Mark Numbers ...................................................................................................................... 15
4.2 Skid Contents.......................................................................................................................15
4.3 Skid Documentation............................................................................................................. 16
5Installation............................................................................................................. 17
5.1 Layout................................................................................................................................... 17
5.2 Setting the Conveyor ...........................................................................................................17
5.3 Pressure Assembly Installation........................................................................................... 18
5.4 Leveling and Straightening.................................................................................................. 19
5.5 Installing the Belt .................................................................................................................20
5.5.1 Belt Routing: Screw Takeup Drive ...................................................................................... 21
5.5.2 Belt Routing: Pneumatic Takeup Drive................................................................................ 23
5.5.3 Belt Routing: Skewed Beds ................................................................................................24
5.5.4 Belt Hot Splicing ................................................................................................................. 25
5.6 Installing Return Rollers ......................................................................................................30
5.7 Belt Tracking Zones ............................................................................................................. 31
5.8 Drive Pressure Adjustment.................................................................................................. 34
5.9 Power Take-Off..................................................................................................................... 35
5.10 Electrical Installation............................................................................................................35
5.10.1 AC Motor Installation ..........................................................................................................35
5.11 Accessories.......................................................................................................................... 36
5.12 Belt Tensioning and Tracking.............................................................................................. 36
5.12.1 Screw Takeup Drives .........................................................................................................36
5.12.2 Pneumatic Takeup Drives................................................................................................... 38
5.12.3 Belt Tracking Principles ......................................................................................................39
6Maintenance and Operation................................................................................. 42
6.1 Safety During Operation ...................................................................................................... 42
6.2 Maintenance Schedule......................................................................................................... 42
6.3 Fastener Torque ................................................................................................................... 44
6.4 Belt Replacement .................................................................................................................44
6.5 Screw Takeup Drive ............................................................................................................. 45
6.5.1 Drive Motor Replacement ...................................................................................................45

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
7
6.5.2 Drive Pulley Replacement................................................................................................... 46
6.5.3 Takeup Pulley Replacement ............................................................................................... 47
6.5.4 Takeup Spring or Guide Tube Replacement ....................................................................... 47
6.5.5 Idler Roller Replacement .................................................................................................... 48
6.5.6 Bearing Replacement and Maintenance ............................................................................. 48
6.6 Pneumatic Takeup Drive...................................................................................................... 48
6.6.1 Drive Motor Replacement ...................................................................................................48
6.6.2 Drive Pulley Replacement................................................................................................... 49
6.6.3 Takeup Pulley Replacement ............................................................................................... 50
6.6.4 Takeup Chain and Sprocket Replacement and Maintenance .............................................. 51
6.6.5 Idler Roller Replacement .................................................................................................... 52
6.6.6 Bearing Replacement and Maintenance ............................................................................. 52
6.6.7 Air Cylinder Replacement ................................................................................................... 53
6.6.8 Air Regulator Replacement and Maintenance ..................................................................... 53
6.7 Tail ........................................................................................................................................54
6.7.1 Tail Pulley Replacement ..................................................................................................... 54
6.7.2 Tail Snub Replacement ......................................................................................................54
6.7.3 Bearing Replacement and Maintenance ............................................................................. 55
6.7.4 Roller Replacement ............................................................................................................55
6.7.5 Band Replacement .............................................................................................................55
6.8 Modules ................................................................................................................................55
6.8.1 Bed Roller Replacement.....................................................................................................56
6.8.2 Pressure Roller Replacement .............................................................................................56
6.8.3 Pressure Spring Replacement ............................................................................................ 56
6.8.4 Guide Bushing Replacement .............................................................................................. 56
6.9 Skew Beds............................................................................................................................ 57
6.9.1 Skew Roller and Band Replacement................................................................................... 57
6.9.2 Routing Roller Replacement ...............................................................................................57
6.10 Accessories.......................................................................................................................... 57
6.10.1 PTO ...................................................................................................................................57
6.10.2 Tracking Zones...................................................................................................................57
6.10.3 Return Roller Replacement................................................................................................. 58
7Troubleshooting and Repair................................................................................ 59
8Appendix 1: Standard Gearmotor Options......................................................... 62
9Appendix 2: General Arrangement Drawings .................................................... 64

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
8
List of Figures
Figure 1: RLVAC Overview.................................................................................................................... 11
Figure 2: Screw Takeup Drive Overview ................................................................................................12
Figure 3: Pneumatic Takeup Drive Overview ......................................................................................... 13
Figure 4: RLVAC Intermediate Bed Exploded View ................................................................................ 14
Figure 5: Mark Number Stickers.............................................................................................................15
Figure 6: Skid Sticker.............................................................................................................................16
Figure 7: Floor Support and Splice Plate Installation .............................................................................. 18
Figure 8: Pressure Assembly Installation Detail...................................................................................... 19
Figure 9: Skew Transition Pressure Assembly Detail ............................................................................. 19
Figure 10: Tail Belt Routing ...................................................................................................................21
Figure 11: Belt Lacing............................................................................................................................ 21
Figure 12: Screw Takeup Drive Overview .............................................................................................. 22
Figure 13: Screw Takeup Drive Belt Routing.......................................................................................... 22
Figure 14: Pneumatic Takeup Drive Overview........................................................................................ 23
Figure 15: Pneumatic Takeup Drive Belt Routing ................................................................................... 24
Figure 16: Skewed Bed Belt Routing......................................................................................................24
Figure 17: Belt Splice Alignment ............................................................................................................ 27
Figure 18: Completed Belt Splice........................................................................................................... 28
Figure 19: Return Roller Module Installation Detail................................................................................. 30
Figure 20: Pressure Roller Locations for 2”RC Pressure Modules .......................................................... 32
Figure 21: Pressure Roller Locations for 3”RC Pressure Modules .......................................................... 33
Figure 22: RLVAC Intermediate Bed Tracking Roller Details .................................................................. 34
Figure 24: Screw Takeup Drive Belt Routing..........................................................................................37
Figure 25: Tension Indicators.................................................................................................................38
Figure 25: Belt Tracking by Adjusting Snub Rollers ................................................................................ 41
Figure 26: Chain Pitch Measurement ..................................................................................................... 51
Figure 27: General Arrangement, RLVAC Bed Section, Sheet 1 of 2...................................................... 65
Figure 28: General Arrangement, RLVAC Bed Section, Sheet 2 of 2...................................................... 65
Figure 29: General Arrangement, RLVAC Tail, Sheet 1 of 1................................................................... 65
Figure 30: General Arrangement, Belt Under Roller AC, Pneumatic Takeup Drive, Sheet 1 of 1............. 65
Figure 31: General Arrangement, Belt Under Roller AC, Screw Takeup Drive, Sheet 1 of 1.................... 65

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
9
List of Tables
Table 1: Reference Documents ...............................................................................................................9
Table 2: Belt Hot Splicing Tools .............................................................................................................25
Table 3: Belt Hot Pressing Parameters .................................................................................................. 27
Table 4: Return Roller Positions for Intermediate Beds .......................................................................... 31
Table 5: Pneumatic Takeup Pressure Settings....................................................................................... 39
Table 6: Recommended Preventative Maintenance Schedule................................................................ 43
Table 7: Fastener Standard Torque Values............................................................................................ 44
Table 8: Troubleshooting Guide ............................................................................................................. 59
Table 9: Standard Gearmotors with 1.250in Output................................................................................ 62
Table 10: Standard Gearmotors with 1.500in Output.............................................................................. 63
Table 11: RLVAC General Arrangement BOM ....................................................................................... 64
Reference Documents
Table 1: Reference Documents
MANUFACTURER
MANUAL
Bastian Solutions
Conveyor Director AC User Manual
Bastian Solutions
Side Cover and Guiderail Installation Manual
Bastian Solutions
Support Installation Manual
Bastian Solutions
RLCAC Installation and Maintenance Manual
Bastian Solutions
RLSAC Installation and Maintenance Manual
Habasit Holding
AG Habasit Fabric Conveyor Belts Installation and Maintenance Guide (6040)
ABB Motors and
Mechanical Inc Dodge Quantis RHB Installation and Maintenance Instructions (499322)
ABB Motors and
Mechanical Inc
Instruction Manual for DODGE® Setscrew, Eccentric Collar, D-Lok, H-E Series,
E-Z Kleen, Ultra Kleen and Food Safe Mounted Ball Bearings (MN3016)
ProCal
Innovations, LLC
(PCI)
INSTALLATION INSTRUCTIONS: XT®, QD®, HE & TAPERLOCK® BUSHINGS
(31905)

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
10
1 Introduction
Thank you for choosing Bastian Solutions Conveyor. The following manual serves as a guide for
installation, part replacement, and general maintenance for your material handling equipment. It is
important to read the manual and follow any instructions as it provides important safety information for
personnel and will maximize the longevity of the conveyor.
The information contained in this manual applies only to the products described. Uses, activities, or
processes related to installing or maintaining the equipment that are not explicitly described in this
manual are considered out of scope. Please contact Bastian Solutions Conveyor for any questions or
support that is not clearly addressed in this document. Bastian Solutions Conveyor is not responsible for
misuse of the equipment described in this manual or misuse of information in this manual. If you have any
questions, contact Bastian Solutions Conveyor Customer Service or Support at
ConveyorSupport@BastianSolutions.com.
2 OSHA and Safety
Bastian Solutions Conveyor is not responsible for ensuring that conveyors used in a system abide by
OSHA standards. Safety is of primary importance to our company, but as a product distributor we ask that
system integrators and end users conform with all applicable OSHA standards. We encourage that all
warnings in this manual are followed to avoid unnecessary risk.

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
11
3 Model: RLVAC
3.1 Overview
The Roller Live AC (RLVAC) conveyor is designed for longer runs of transport conveyor in applications
which require rollers instead of belted transport. RLVAC uses a continuous belt under the conveying
rollers driven by an AC gearmotor, which is engaged with the various conveying zones by means of
adjustable spring tension.
Figure 1: RLVAC Overview
3.2 Belt
The main conveying belt is 99mm wide and is available with two different joining options.
The laced belt is quick to install and quick to repair, and does not require special tools or expertise with
the lacing factory installed. It is well suited for any conveyors within its load capacity (light to medium
product loads, or heavy loads on shorter conveyors).
The hot-spliced belt requires special tools and skills to create splices, and cannot be installed or replaced
as rapidly due to the minimum time for the splices to heat and cool. However, it is a more durable option
that is necessary for very heavy loads (working strength of the hot splice is about 2.7 times the working
strength of the lacing) and is maintenance-free for the life of the belt. The hot-spliced belt is also quieter
because there is no metal lacing contacting the conveying rollers.
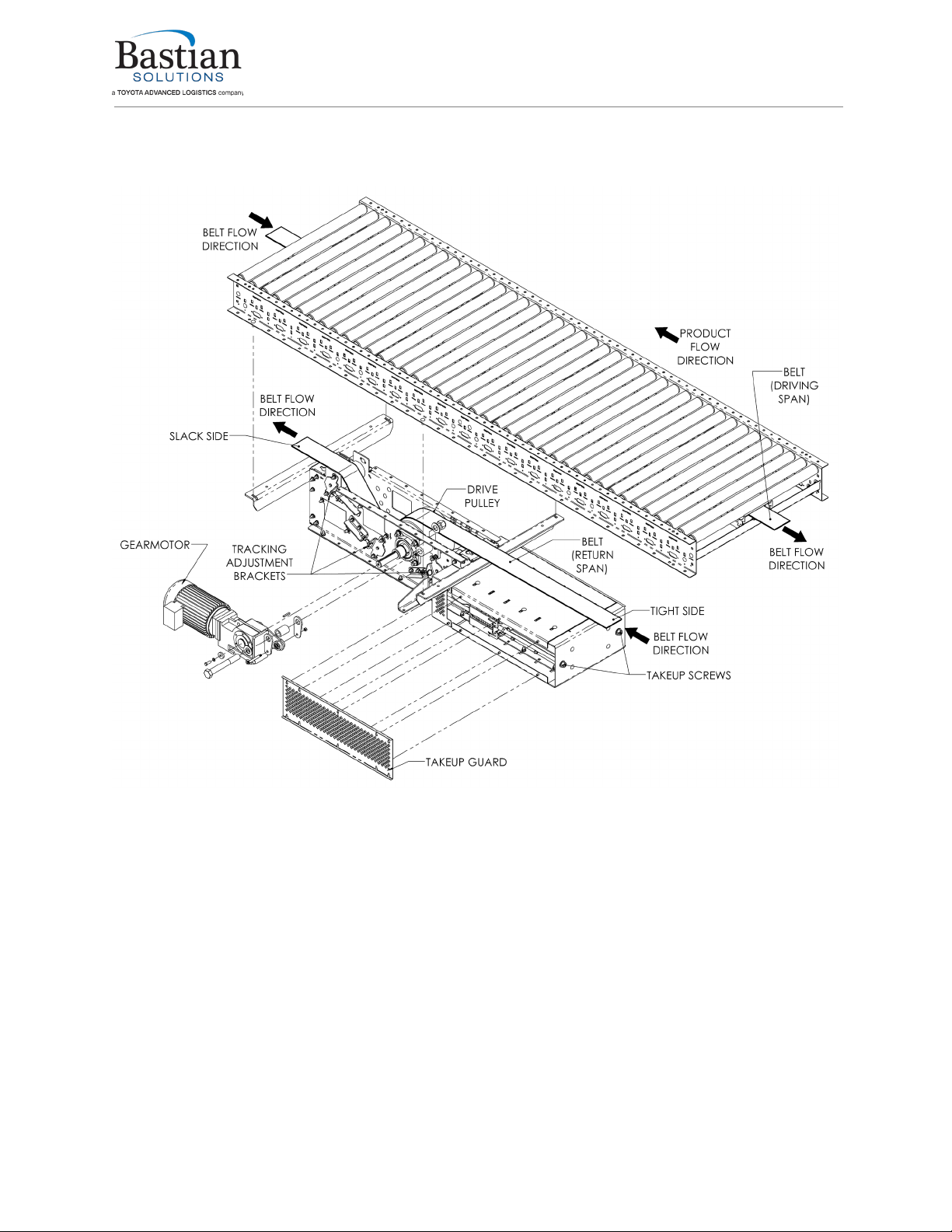
3.3 Drive Section
Two different drive designs are available for RLVAC conveyors. The screw (fixed) takeup drive is the least
expensive option and is available for conveyor lengths up to 100 ft and total product loads up to 1050 lbs
with a laced belt or 3200 lbs with a hot-spliced belt. Because the screw takeup drive is manually
Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
12
tensioned, it requires periodic tension adjustment as the belt elongates. See Table 6: Recommended
Preventative Maintenance Schedule in section 6.2 for the required belt retensioning frequency.
The pneumatic takeup drive offers a low-maintenance automatic tension adjustment and a longer belt
takeup distance for conveyor lengths up to 200 ft, or heavily-loaded conveyors. Since the pneumatic
takeup automatically adjusts belt tension based on the conveyor load, it can handle heavier total product
loads, up to 1900 lbs with a laced belt or 4100 lbs with a hot-spliced belt.
Figure 2: Screw Takeup Drive Overview

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
13
Figure 3: Pneumatic Takeup Drive Overview
3.4 Tails
The RLVAC tail section is a 36” conveyor section that contains the tail pulley and a snub roller. The tail
sections are always placed as the first and last bed sections in an AC mark number. Rollers in the tail
section are banded together to transmit power from the live zone in the section to the rollers above the tail
pulley.
Optional power takeoff (PTO) timing pulleys may also be installed on a tail section to drive an additional
conveyor section from the belt of the RLVAC conveyor.
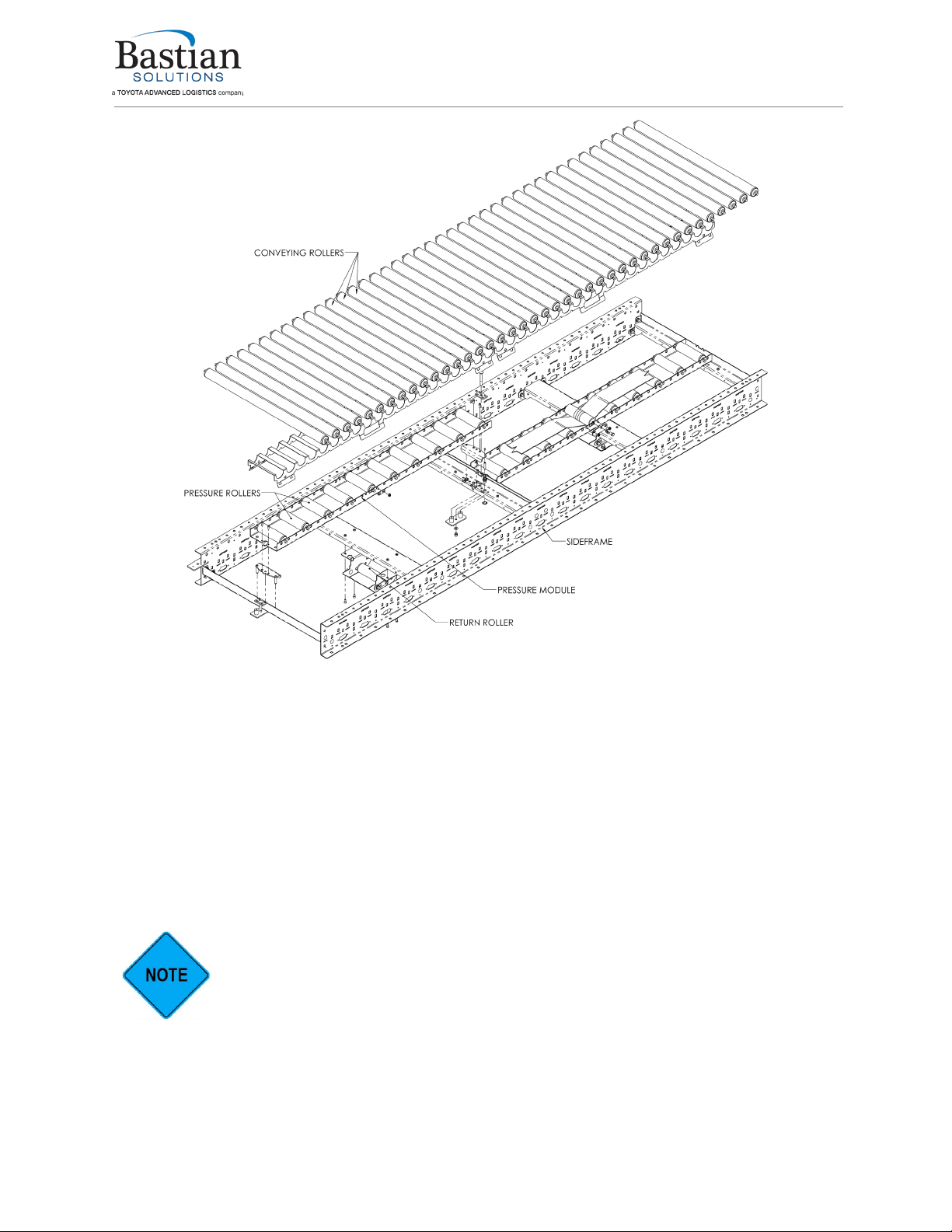
3.5 Intermediate Beds
Intermediate beds contain one or more live roller zones and modules. An intermediate bed consists of
conveying rollers on the top, with pressure rollers mounted in modules below. The belt will be routed
between the conveying rollers and the pressure rollers during installation. See Figure 4: RLVAC
Intermediate Bed Exploded View for details.
Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
14
Figure 4: RLVAC Intermediate Bed Exploded View
3.6 Skew Beds
Skew beds are a specific type of intermediate bed with a deeper sideframe. Instead of driving the
conveying rollers directly, the belt drives intermediate idler rollers which are each banded up to several
skewed conveying rollers. The start and end of the skew section contain short sections of straight banded
conveyor which is banded to the bed section before or after the skewed section, to allow for the routing
pulleys that redirect the belt. This arrangement prevents tracking and belt wear issues that would be
caused if the belt ran directly on the skewed conveying rollers.
Other than the difference in roller spacing caused by the extra layer of rollers, the modules in a skew bed
function the same way as in any other intermediate live bed.
Skew beds are always oriented to skew the product away from the band side.

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
15
4 Receiving
Upon delivery of any Bastian Solutions conveyor, please review and check the following:
•The quantity of items received against the Bill of Lading.
•Complete a visual inspection of equipment to determine any damage that may have occurred
during shipping. If damage is present, document with pictures.
•Review Mark Number information and layout locations. More information can be found in
subsection 4.1.
If there are any missing or damaged components contact your Bastian Solutions Conveyor representative
with as much detail as possible. If you are unsure of your Bastian Solutions Conveyor representative,
please contact Customer Service at ConveyorSupport@BastianSolutions.com.
4.1 Mark Numbers
A mark number is a specific number given to a piece of equipment. A mark number is usually made up of
a single product line (RZPDC, RLVDC, BZPDC, etc.) but can contain many bed section lengths. They can
range from two inches to hundreds of feet. The mark number is used to help identify where the piece of
equipment will go within the system layout.
Every bed section of conveyor will have (2) stickers. One sticker on the infeed end of the bed, and one
sticker on the discharge end of the bed. Each sticker will contain the following information:
•BSC Project Number and Name
•Model Type
•Mark Number
•Match
•Piece
•Flow
Figure 5 shows stickers that would appear on an RZPDC that has two bed sections.
The match field on the stickers is used to indicate if two bed sections are to be spliced to one another. As
shown in Figure 5, the stickers where the two beds splice together both contain “Match: 1”. The piece
field defines the bed section number within the mark. The flow refers to the direction of product flow along
the conveyor system.
4.2 Skid Contents
Skids will contain varying combinations of conveyor sections, support structures, accessories, and
pertinent hardware. For protection of product integrity during shipping, accessories and supports may be
delivered on separate but labeled skids.
Figure 5: Mark Number Stickers

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
16
4.3 Skid Documentation
All shipments will contain a Bill of Lading for the delivery company, a skid label, and a skid manifest. Skid
labels have the contents of each shipped item located on the skid. Figure 6 shows a sample of a skid
label. These stickers are placed on the surface of each skid.
RLVAC conveyor may arrive in multiple skids for the same mark number. The number of skids shipped is
dependent on the OAW and OAL of the mark number.
Upon receiving the skid on site, please inspect for any visual damage of the equipment. If there are any
damages, please contact your BSC representative with images and details of the skid.
Figure 6: Skid Sticker

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
17
5 Installation
5.1 Layout
The installation supervisor on site should have the elevation and layout prints with detailed information
regarding the placement of conveyor sections and support structures. This information is not the
responsibility of Bastian Solutions Conveyor to provide unless otherwise specified.
1. Clear the workspace around the portion of the layout selected for installation.
2. Ensure that the conveyor and accessory skids containing the correct RLVAC mark number are
unpacked and all components are accounted for.
3. Measure out from the constrained origin to start placement of supports. It is recommended that
snap chalk lines are used, or other methods of keeping a consistent line.
A straight and level installation is crucial to proper belt tracking. The extra time spent
creating an accurate layout will more than pay for itself in time saved during belt
tracking and troubleshooting.
4. Use the elevation layouts to determine the top of conveyor surface and the incline/decline angle
of a mark section.
5. Place the support type that the layout designates.
6. Check the approximate height of each support and adjust if necessary. Final heights will be set
after the supports and conveyor are installed.
5.2 Setting the Conveyor
1. Check the flow direction on the mark stickers to ensure that conveyor is installed in the correct
order and that each section is facing the correct direction.
2. Starting from one end, place the conveyor onto the support structure and fasten with 3/8”-16
carriage bolts and serrated flange nuts.
3. Install a splice plate underneath each top flange at the bed break with 5/16”-18 hex bolts and
serrated flange nuts. Use the splice plate to align the mating sideframes vertically and
horizontally. See Figure 7: Floor Support and Splice Plate Installation.
4. At each section break, install a pressure assembly. See section 5.3 for details.
5. Before moving on to the next section, torque the 5/16” splice plate fasteners to 17 ft-lb and the
3/8” floor support fasteners to 31 ft-lb.
Do not lift the drive section of the conveyor using the lifting lug on the AC motor and
gearbox. This will cause damage to the gearbox and drive pulley.
6. Check that the upstream and downstream heights of the conveyor section agree with the system
layout instructions and that the conveyor is leveled side-to-side.
7. Check that all floor supports are aligned with the chalk line or other layout mark to ensure that the
conveyor is straight.
8. Secure the supports to the floor (or other permanent fixture).

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
18
Figure 7: Floor Support and Splice Plate Installation
Refer to the “Bastian Solutions Conveyor Support Installation Manual” for more
information on installing conveyor.
5.3 Pressure Assembly Installation
1. RLVAC conveyor modules are pushed against the belt by pressure assemblies in between each
module. The pressure assemblies between modules in the same bed section are pre-installed,
but pressure assemblies between bed sections must be installed as the bed sections are set.
2. See Figure 8: Pressure Assembly Installation Detail for a section view showing a pressure
assembly between bed sections. Also see Detail A of Figure 28: General Arrangement, RLVAC
Bed Section, Sheet 2 of 2 in Appendix 2: General Arrangement Drawings for additional details.
3. Remove either the upstream or downstream conveying roller (1) immediately next to the bed
break. Drop in an upper pressure plate (76) and a 3”L carriage bolt (77). The upper pressure
plate sits in notches in the two bed spacers.
4. Push a spring pressure plate assembly (80) up through the holes in the bed spacers. The rubber
springs will press over the two protruding pins on the two modules. Ensure that the carriage bolt
passes through the hole in the pressure plate assembly.
5. Install a washer (78) and nylock nut (79). Hand tighten only at this stage. Overtightening will
make the belt difficult to install.
6. If the conveyor contains one or more skewed beds, the transitions to those skewed beds get a
special one-sided lower pressure plate (83). The remainder of the pressure assembly is installed
the same as on non-skewed beds. See Figure 9: Skew Transition Pressure Assembly Detail. For
additional context, this detail is “Detail B” in Figure 16: Skewed Bed Belt Routing, in section 5.5.3.
7. Replace the removed conveying roller.

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
19
Figure 8: Pressure Assembly Installation Detail
Figure 9: Skew Transition Pressure Assembly Detail
5.4 Leveling and Straightening
1. Starting at one end, use a laser level or other accurate method to check the sideframe height at
each bed break on both sides of the conveyor, and adjust the supports as needed. All bed breaks
should be in the same plane and level side-to-side, +/- 1/16”.

Installation and Maintenance Manual: RLVAC
Published February 2022
Rev. B
20
2. Run a string line along the centerline of the conveyor, down its entire length, approximately 2”
above the rollers. Tension the string until it is freely suspended (not touching any rollers).
3. Measure the distance between the string and the edge of the sideframe at each bed break. The
distance should be the same at every bed break, +/- 1/8”. Adjust by loosening the support
anchoring bolts and sliding the entire floor support sideways if needed. The floor support
anchoring holes are slotted to allow some side-to-side adjustment. Re-secure the support once it
is in position.
5.5 Installing the Belt
1. Remove a few idler rollers near each tail, and approximately every 50 feet along the length of the
conveyor, as needed to pull the belt through. See section 6.7.4 for details.
2. Mount the roll of belting on a sturdy pole or axle, secured between the tines of a forklift or similar,
where the belting can be easily unrolled. Position the belt behind the tail of the conveyor nearest
the drive.
The belt should be installed with the shiny traction layer facing up towards the
conveying rollers and the textured or fabric side down towards the pressure rollers. For
belts with traction material on one side only, this orientation is important for correct
functionality. For belts with traction material on both sides, keeping the shiny layer
towards the conveying rollers will reduce noise.
3. Tape a thin piece of metal or stiff cardboard to the end of the belt to keep the end straight and
help guide it through the conveyor. Make sure the final thickness is less than 1/4”.
If the belt is prepared for a hot splice joint, it will have a small scrap of belting taped to
the end to protect the finger joint. Leave that piece of belting in place.
4. Once the belt reaches the other end of the conveyor, route it through the tail and pull the belt
through, leaving the return span hanging below the conveyor.
a. See Figure 10: Tail Belt Routing for belt routing through the tail.
b. Ensure that the return span of the belt is routed above any items (floor support cross
braces, conduits, etc.) that might cross underneath the conveyor.
5. If the conveyor has skewed beds, see section 5.5.3 for belt routing through skewed beds.
6. Once the end of the belt reaches the drive, pull additional belt through until the roll is empty.
Position the end of the belt on the top of the conveyor in a convenient place to join the belt ends.
7. Route the belt through the drive. See sections 5.5.1 or 5.5.2 for belt routing, depending on
whether the conveyor uses a screw takeup or pneumatic takeup drive.
8. Route the belt through the second tail and bring the two belt ends together.
9. Remove tape from the belt.
10. See section 5.5.3 if the belt uses a hot spliced joint.
Table of contents
Other Bastian Solutions Accessories manuals



Popular Accessories manuals by other brands

Panasonic
Panasonic KX-HNA101C installation guide

Zwave
Zwave Minoston MP21ZS manual

Honeywell
Honeywell V4043 installation instructions

ORION TELESCOPES & BINOCULARS
ORION TELESCOPES & BINOCULARS SSSSI-III instruction manual

Hunter
Hunter Wireless Rain-Clik Product information

Dometic GROUP
Dometic GROUP WAECO CoolFreeze CF11 operating manual











