BEHABELT HP01 User manual

BEDIENUNGSANLEITUNG
INSTRUCTION MANUAL
HP01
Heißpresse · Hotpress
32
Inhaltsverzeichnis
1.0 Vorwort......................................................................................................................................................4
2.0 Grundlegende Sicherheitshinweise ............................................................................................................4
2.1 Grundsatz; Bestimmungsgemäße Verwendung.............................................................................4
2.2 Organisatorische Maßnahmen.......................................................................................................5
2.3 Personalauswahl und -Qualifikation...............................................................................................5
2.4 Sicherheitshinweise zu bestimmten Betriebsphasen .....................................................................6
2.5 Hinweise auf besondere Gefahrenarten .........................................................................................6
2.6 Weitere Sicherheitshinweise..........................................................................................................6
2.7 EG-Konformitätserklärung.............................................................................................................8
3.0 Technische Daten.......................................................................................................................................9
3.1 HP01 Heißpresse mit Controller
(vollautomatischer Schweißprozess).............................................................................................9
3.2 Lieferumfang ...............................................................................................................................10
3.3 Profil-Formschuh.........................................................................................................................11
4.0 Inbetriebnahme der Heißpresse vor Schweißungen.................................................................................12
4.1 Luftkühlung: Anschluss der Pressenkabel am Controller.............................................................12
4.2 Wasserkühlung: Anschluss der Pressenkabel am Controller.......................................................12
4.3 Wasserkühlung: Anschluss Wasserschläuche an Heißpresse und Wasserfass ...........................13
5.0 Bedienung Heißpresse Stoßschweißung..................................................................................................12
5.1 Vorbereitungen............................................................................................................................13
5.2 Profil in den Formschuh einlegen................................................................................................13
5.3 Formschuh einsetzen...................................................................................................................14
5.4 Gerät schließen und Presskraft einstellen....................................................................................15
5.5 Heizvorgang vom HP01 PPuls Controller starten ........................................................................15
5.6 Haltezeit.......................................................................................................................................16
5.7 Kühlung.......................................................................................................................................16
5.8 Abbruch des Kühlvorgangs bzw. Schweißung ohne aktive Kühlung............................................16
5.9 Schweißarbeiten beendet.............................................................................................................17
6.0 Bedienung Heißpresse HP01 Überlappschweißung..................................................................................17
6.1 Vorbereitungen............................................................................................................................17
6.2 Profil in den Formschuh einlegen................................................................................................18
6.3 Formschuh einsetzen...................................................................................................................18
6.4 Gerät schließen und Presskraft einstellen....................................................................................18
6.5 Heizvorgang vom PPuls Controller starten..................................................................................19
6.6 Haltezeit.......................................................................................................................................19
6.7 Kühlung (Wasser/Luft) ................................................................................................................19
6.8 Abbruch des Kühlvorgangs bzw. Schweißung ohne aktive Kühlung............................................20
6.9 Schweißarbeiten beendet.............................................................................................................20
7.0 PPuls Controller Schnellanleitung............................................................................................................21
Empfohlene Schweißparameter
Polyurethan (PU) Rundriemen
Temperatur (ca.) (±10°C) Haltezeit (ca.) (±50 sec.)
Polyester
Polyurethane (PU) FDA
Keilriemen
PU 75 A 180°C 352°F
PU 85 A 190°C 374°F
PU 90 A 200°C 392°F
PU 95 A 205°C 401°F
Durchmesser mm) PU (sec.) TPE (sec.)
6 350 500
8 350 500
9 400 550
9,5 400 550
10 400 550
12 450 650
12,5 450 650
14,3 500 700
15 500 700
18 600 800
19 600 800
20 600 800
TPE 40 D 200°C 392°F
TPE 55 D 215°C 428°F
TPE 63 D silber 220°C 446°F
TPE 63 D beige 220°C 446°F
PU 75 A 155°C 311°F
PU 80 A 160°C 320°F
PU 85 A 165°C 329°F
PU 90 A 175°C 347°F
Durchmesser (mm) PU (sec.) TPE (sec.)
8 x 5 350 550
10 x 6 350 550
13 x 8 350 550
17 x 11 550 750
22 x 14 700 900
Presse komplett schließen bei verbleibenden 250-200 Restsekunden.
Blasenbildung auf Oberfläche: zu hohe Temperatur
Braune Flecken auf der Oberfläche: zu hohe Temperatur
HP01

54
1.0 Vorwort
Wir möchten Ihnen zum Kauf dieses Gerätes aus dem Hause BEHA Innovation GmbH
herzlich gratulieren.
Durch jahrzehntelange Erfahrung und stetige Weiterentwicklung von Schweißgeräten
sind Geräte entstanden, die einen wirtschaftlichen Einsatz und eine gleichbleibend hohe
Qualität der Verbindungen von PU- und Polyesterprofilen nach dem derzeitigen Stand der
Technik ermöglichen.
Lesen Sie die Betriebsanweisung bitte sorgfältig und beachten Sie diese. Ausfallzeiten
und Beschädigungen des Gerätes können durch sorgsamen Umgang vermieden werden.
Die HP01 Heißpresse ist speziell für die Anforderungen in den verschiedensten Ausfüh-
rungen und Typen konzipiert.
Alle Rechte vorbehalten. Kein Teil dieser Anleitung darf in irgendeiner Form (Druck,
Fotokopie, Mikrofilm oder ein anderes Verfahren) ohne die schriftliche Genehmigung
reproduziert oder unter Verwendung elektronischer Systeme verarbeitet, vervielfältigt
oder verbreitet werden.
Die BEHA Innovation GmbH haftet nicht für Schäden in Folge von Fehlgebrauch, Repara-
turen und Abänderungen, die von Dritter, nicht autorisierter Seite vorgenommen wurden.
Diese Anleitung wurde mit großer Sorgfalt erstellt. Eine Haftung für leichtsinnige Fehler,
z. B. Druckfehler, ist jedoch ausgeschlossen. Änderungen vorbehalten.
2.0 Grundlegende Sicherheitshinweise
2.1 Grundsatz; bestimmungsgemäße Verwendung
2.1.1 Das Gerät ist nach dem Stand der Technik und den anerkannten sicherheits-
technischen Regeln gebaut.
Dennoch können bei dessen Verwendung Gefahren für Leib und Leben des
Benutzers oder Dritter bzw. Beeinträchtigungen der Maschine und anderer
Sachwerte entstehen.
2.1.2 Das Gerät nur in technisch einwandfreiem Zustand, sowie bestimmungsgemäß,
sicherheits- und gefahrenbewusst unter Beachtung der Betriebsanweisung be-
nutzen! Insbesondere Störungen, welche die Sicherheit beeinträchtigen können,
umgehend von autorisiertem Fachpersonal beseitigen lassen!
2.1.3 Das Gerät ist ausschließlich zum Verbinden von Transportbändern und Riemen
aus PU und Polyester bestimmt. Eine andere oder darüber hinausgehende
Verwendung gilt als nicht bestimmungsgemäß. Für hieraus entstehende Schäden
haftet der Hersteller nicht. – Das Risiko trägt allein der Anwender. Zur bestim-
mungsgemäßen Verwendung gehört auch das Beachten der Betriebsanweisung
und die Einhaltung der Inspektions- und Wartungsbedingungen.
2.2 Organisatorische Maßnahmen
2.2.1 Die Betriebsanweisung ständig am Einsatzort des Gerätes griffbereit auf-
bewahren!
2.2.2 Ergänzend zur Betriebsanweisung allgemeingültige gesetzliche und sonstige ver-
bindliche Regelungen zur Unfallverhütung und zum Umweltschutz beachten und
anweisen!
2.2.3 Betriebsanweisung um Anweisungen einschließlich Aufsichts- und Meldepflichten
zur Berücksichtigung betrieblicher Besonderheiten, z.B. hinsichtlich Arbeitsorga-
nisation, Arbeitsabläufen, eingesetztem Personal, ergänzen!
2.2.4 Das mit Tätigkeiten mit dem Gerät beauftragte Personal muss vor Arbeitsbeginn
die Betriebsanweisung, und hier im Besonderen das Kapitel Sicherheitshinweise,
gelesen haben!
2.2.5 Zumindest gelegentlich sicherheits- und gefahrenbewusstes Arbeiten des
Personals unter Beachtung der Betriebsanweisung kontrollieren!
2.2.6 Das Personal darf keine offenen langen Haare, lose Kleidung oder Schmuck
einschließlich Ringe tragen. Es besteht Verletzungsgefahr z.B. durch Hängen-
bleiben oder Einziehen!
2.2.7 Alle Sicherheits- und Gefahrenhinweise an dem Gerät beachten und vollzählig in
lesbarem Zustand halten!
2.2.8 Keine Veränderungen, An- und Umbauten am Gerät, welche die Sicherheit beein-
trächtigen können, ohne Genehmigung des Herstellers vornehmen! Dies gilt auch
für den Einbau und die Einstellung von Sicherheitseinrichtungen!
2.2.9 Ersatzteile müssen den vom Hersteller festgelegten technischen Anforderungen
entsprechen. Dies ist bei Originalersatzteilen immer gewährleistet.
76
2.3 Personalauswahl und -qualifikation
2.3.1 Arbeiten mit dem Gerät dürfen nur von zuverlässigem Fachpersonal durchgeführt
werden. Gesetzliches Mindestalter beachten!
2.3.2 Nur geschultes oder unterwiesenes Personal einsetzen.
2.3.3 Sicherstellen, dass nur dazu beauftragtes Personal mit dem Gerät tätig wird.
2.4 Sicherheitshinweise zu bestimmten Betriebsphasen
2.4.1 Maßnahmen treffen, damit das Gerät nur in sicherem und funktionsfähigem
Zustand betrieben wird! Gerät nur betreiben, wenn alle Schutzeinrichtungen und
sicherheitsbedingte Einrichtungen vorhanden und funktionsfähig sind!
2.4.2 Bei Wartungs- und Instandsetzungsarbeiten gelöste Schraubenverbindungen
stets festziehen! Stets alle Sicherheitseinrichtungen wieder vollzählig anbringen!
2.5 Hinweise auf besondere Gefahrenarten
2.5.1 Die Heißpresse hat keine eigenen Schutzsicherungen, deshalb ist darauf zu achten,
dass solche in der Netzinstallation vorhanden sind. In Verbindung des
PPuls Controller sind Schutzsicherungen vorhanden. Nur Originalsicherungen mit
vorgeschriebener Stromstärke verwenden (s. technische Daten)! Bei Störungen in
der elektrischen Energieversorgung Gerät sofort abschalten!
2.5.2 Arbeiten an elektrischen Ausrüstungen des Gerätes dürfen nur von einer Elektro-
fachkraft oder von unterwiesenen Personen unter Leitung und Aufsicht einer
Elektrofachkraft gemäß den elektrotechnischen Regeln vorgenommen werden.
2.5.3 Die elektrische Ausrüstung dieses Gerätes ist regelmäßig zu überprüfen. Mängel,
wie lose Verbindungen, beschädigte Kabel sind unverzüglich zu beseitigen!
2.5.4 Alle Leitungen und Verschraubungen sind regelmäßig auf erkennbare Schäden zu
überprüfen! Mängel sind sofort zu beseitigen!
2.6 Weitere Sicherheitshinweise
2.6.1 Not-Aus Schalter sind nicht vorhanden. Im Not-Aus Fall den Netzstecker ziehen.
2.6.2 Das Gerät darf nur von unterwiesenen Fachkräften unter Einhaltung der einschlä-
gigen Unfallverhütungsvorschriften bedient werden.
2.6.3 Das Öffnen des Gerätes, Entfernen von Abdeckungen oder Teilen von sicherheits-
relevanten Bauteilen kann die Unfallgefahr erhöhen.
2.6.4 Einstellungen, Umrüstungen, Wartungs- und Instandsetzungsarbeiten dürfen nur
bei ausgeschaltetem Gerät durchgeführt werden.
2.6.5 Einstellungen, Umrüstungen, Wartungs- und Instandsetzungsarbeiten dürfen nur
von geschulten, fach- und sachkundigen Personen durchgeführt werden.
2.6.6 Innerhalb des Arbeitsbereiches darf sich nur die Bedienperson befinden. Weitere
Personen dürfen sich nicht innerhalb des Arbeitsbereichs befinden.
2.6.7 Niemals brennbare Gegenstände auf der Heizplatte ablegen.
2.6.8 Heiße Geräteteile nicht berühren, z. B. die Heizplatte.
2.6.9 Dieses Gerät hat keinen Explosionsschutz und darf deshalb nicht in
explosionsgefährdeter Atmosphäre oder Räumen betrieben werden.
2.6.10 Versand und Transport nur im abgekühlten Zustand und unter Beachtung der
allgemeinen Sicherheitsbestimmungen durchführen.
2.6.11 Das Gerät nur in geschlossenem Zustand transportieren oder lagern.
2.6.12 Die Heißpresse ist ein Elektrowärmegerät zum Konfektionieren von Transport-
bändern und Antriebsriemen. Thermische Sicherheit: Klasse 1 nach VDE 0721
– Teil 2 §10.
2.6.13 Kennzeichnungen des Gerätes (Typ, Fertigungsnummer, Spannung, Leistung,
Baujahr): siehe Typenschild. Die fortlaufend registrierte Fertigungsnummer
ermöglicht eine Kontrolle aufgrund des erstellten Abnahme-/Prüfprotokolls.
2.6.14 Bedienpersonal: Um Gefahren zu vermeiden, darf das Gerät nur von solchen
Personen bedient werden, die von Fachkräften ausreichend unterwiesen oder
überwacht werden (siehe Abschnitt 3.4 der VDE 0721, Teil 911).
98
2.7 EG-Konformitätserklärung
im Sinne der EG-Maschinenrichtlinie 98/37 EWG, Anhang II A
Hiermit erklären wir, dass das nachfolgend bezeichnete Gerät aufgrund ihrer Konzipierung
und Bauart, sowie in der von uns in Verkehr gebrachten Ausführung den einschlägigen
grundlegenden Sicherheits- und Gesundheitsanforderungen der EG-Maschinenrichtlinie
entspricht.
Bei einer nicht mit uns abgestimmten Änderung des Gerätes verliert diese Erklärung ihre
Gültigkeit.
Bezeichnung des Gerätes: Heißpresse
Gerät Typ: HP01 für PU und Polyester Profile
Einschlägige EG-Richtlinien
Maschinenrichtlinie 98/37
Niederspannungsrichtlinie EG 95/2006
EMV-Richtlinie EG 108/2004
Angewandte Normen und technische Spezifikationen
DIN EN ISO 12100-1, DIN EN ISO 12100-2 Sicherheit von Maschinen
DIN EN 60335-1 Sicherheit elektrischer Geräte,
allg. UVV Unfallverhütungsvorschriften
sowie DIN EN 61010-1 Sicherheitsbestimmungen für elektrische Mess-, Steuer-, Regel-
und Laborgeräte.
Die speziellen Bedienungsanleitungen sind zu beachten.
BEHA Innovation GmbH
In den Engematten 16
_______________________ D-79286 Glottertal
Markus Beha Tel.: +49 (0)7684/ 907-0
Fax: +49 (0)7684 / 907-101
Internet: www.behabelt.com
3.0 Technische Daten
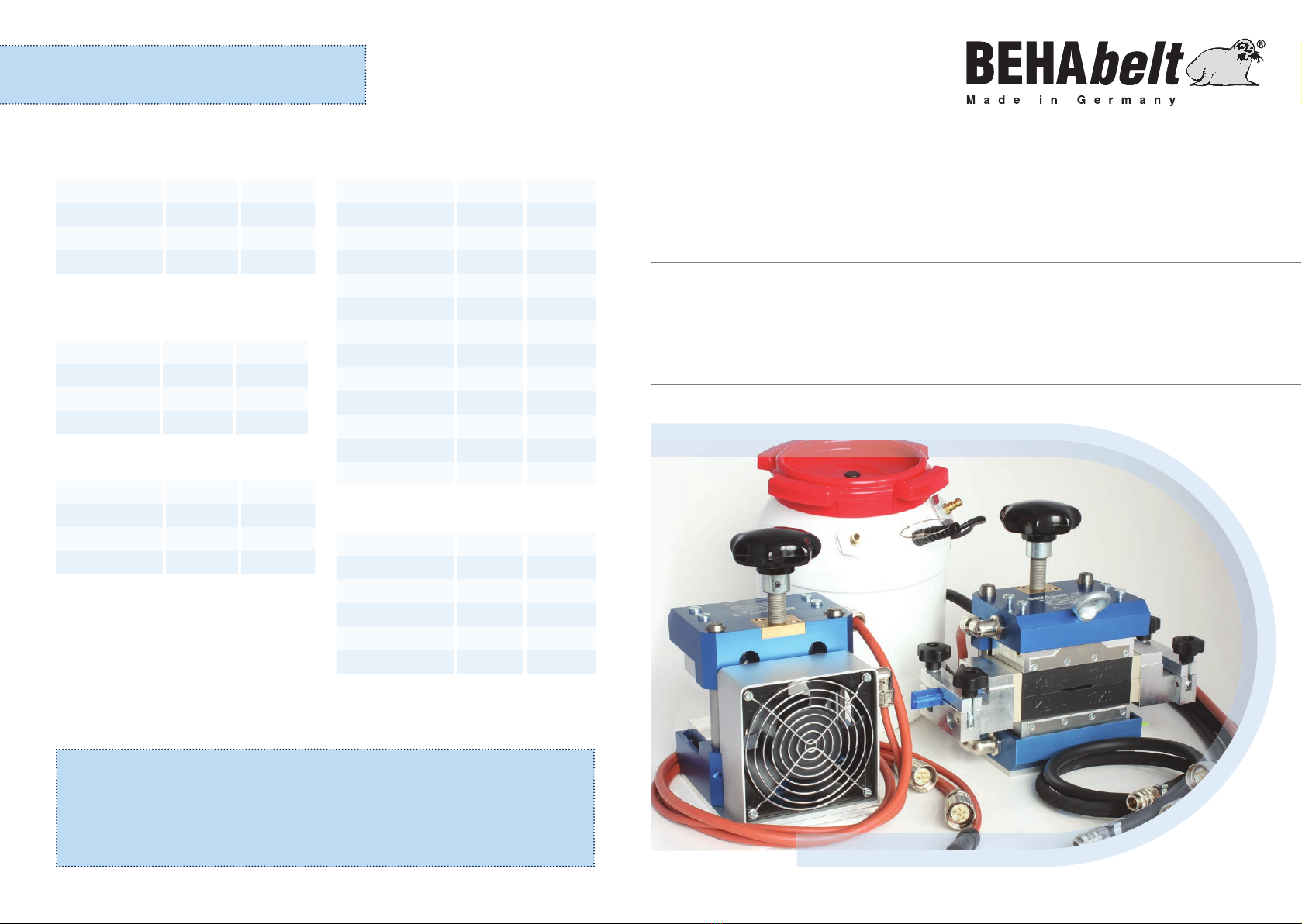
3.1 HP01 Heißpresse mit PPuls Controller (vollautomatischer Schweißprozess)
Handliche, beidseitig beheizte Heißpresse zum Verbinden von Profilen aus PU und Po-
lyester.
Die Heißpresse eignet sich hervorragend zum fluchtgenauen Verbinden von einzelnen
schmalen Profilen. Durch die geringe Baugröße eignet sich das Gerät auch für den Einsatz
bei beengten Platzverhältnissen.
Das Gerät ist geeignet zum Betrieb mit herausnehmbaren Profil-Formschuhen.
Die vorbereiteten Enden werden in den Formschuh eingesetzt, mit der Deckplatte abge-
deckt und in die Heißpresse eingesetzt.
Zur Höhen- und Pressdruckeinstellung wird das federbelastete Oberteil manuell mit einer
Sterngriffschraube Richtung Unterteil verstellt.
Durch die Möglichkeit der Kühlung mit Wasser oder Luft ergeben sich unterschiedliche
Abkühlzeiten.
Technische Daten:
HEISSPRESSE HP01
Heizplattenlänge 120 mm
Heizplattenbreite 60 mm
Temperatureinstellung stufenlos
Temperaturbereich 0°...350°C
Gesamtlänge ca. 170 mm
Gesamtbreite ca. 120 mm
Höhe ca. 240 mm
Lichte Öffnung 5...80 mm
Gewicht Heißpresse ca. 4,6 kg
Spannung 230 V
Leistung Presse 2 x 600 W
Aufheizzeit ca. 3...5 min.
Abkühlzeit (Wasser) ca. 3 min.
Abkühlzeit (Luft) ca. 25 min.
Profilaufnahme mit Formschuh
Abmessungen PPuls Controller:
Länge 200 mm
Breite 100 mm
Höhe 45 mm
Gewicht ca. 0,9 kg
Gewicht ca. 0,9 kg

1110
3.2 Lieferumfang
(1) 1 St. Haltegriff und Ringöse
(2) 1 St. PPuls Controller HP01
(3) 1 St. Seitenschneider SE02
(4) 1 St. Schraubendreher
(5) 1 St. Schere AS04 2
3
4
5
6
3.3 Profil-Formschuh
Höchste Präzision der Schweißverbindung durch den Profil-Formschuh.
Jede Profilform benötigt ihren eigenen Formschuh.
Diverse Formschuhe in den gängigen Größen lieferbar.
Hochwertige Formschuhe sind die Voraussetzung für jede Verbindung.
Die Formschuhe sind aus dauerhaft temperatur- und formbeständigen Aluminium
gefertigt und antihaftbeschichtet.
Jeder Profil-Formschuh unterliegt engen Toleranzen und wird einzeln geprüft.
Technische Daten:
Formschuh für Stoßschweißung mit Feder
Schweißbereich 120x 50mm
Länge L 300mm
Breite B 70 mm
Höhe H 60mm
Formschuh für Überlappschweißen
Schweißbereich 120x 50mm
Länge L 300mm
Breite B 70 mm
Höhe H 60mm
Formschuh für Zahnriemen
Profilgröße Zahnriemen bis max. 50mm
Schweißbereich 120x 50mm
Länge L 350mm
Breite B 70 mm
Höhe H 25mm
Profilgröße Zahnriemen bis max. 50mm
1 St. HP01 mit Wasserkühlung
1 St. Wasserfass mit Pumpe
2 St. Kühlschlauch lang
1 St. Kühlschlauch kurz
1 St. HP01 mit Luftkühlung
1
Empfohlenes Zubehör (nicht im Lieferumfang):
(6) Profil-Formschuh (Best.-Nr. je nach Art)
(7) Riemenschneidehilfe (Best.-Nr. FBWSH01)
mit Formeinsatz (Vorbereitung für die
Überlappverschweißung)
7
1312
4.0 Inbetriebnahme der Heißpresse vor Schweißungen
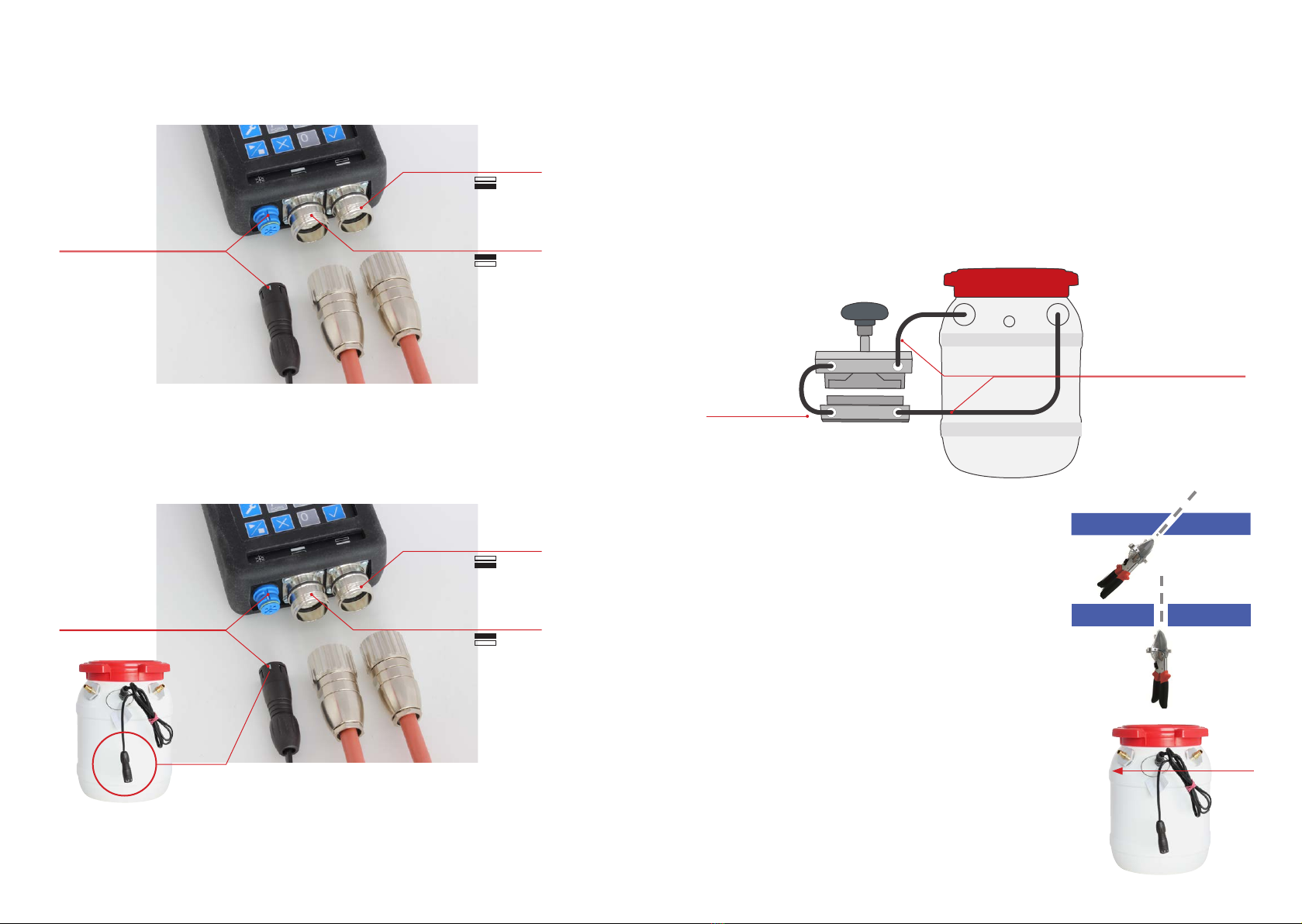
4.1 Luftkühlung: Anschluss der Pressenkabel am Controller
4.2 Wasserkühlung: Anschluss der Pressenkabel am Controller
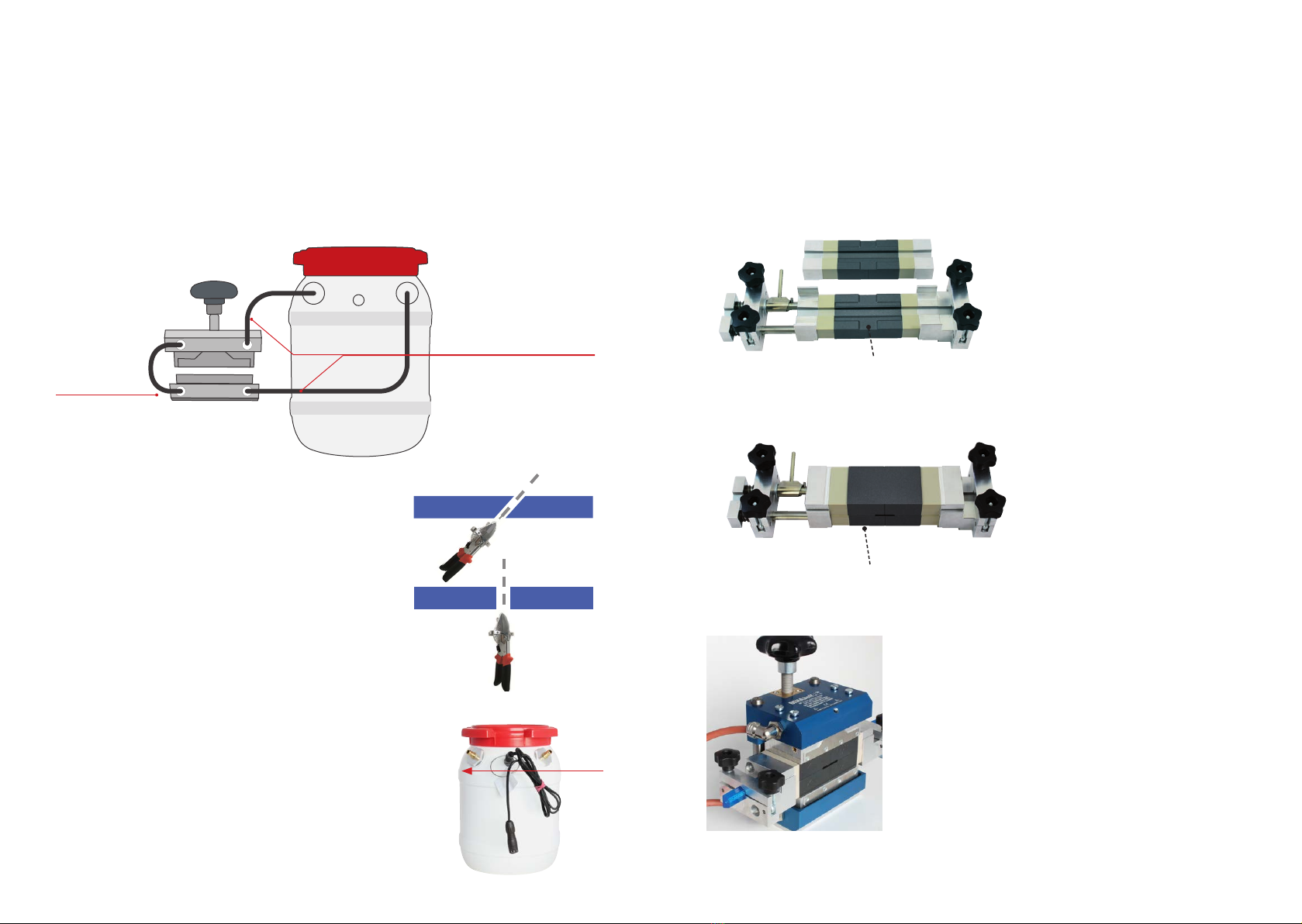
4.3 Wasserkühlung: Anschluss Wasserschläuche an Heißpresse und Wasserfass
Wichtig: Kurzer Schlauch dient der Verbindung der oberen mit der unteren Heizplatte.
Bitte beim Anschließen darauf achten, dass die Schlauchkupplungen korrekt eingeras-
tet sind. Verbrennungsgefahr wegen Wasserdampf, Heißwasser sowie allgemeinen
Wasserschäden.
Achtung: Wasserfass darf niemals über der Presse platziert werden, da sich ansonsten
das Wasser durch das Schwerkraftprinzip erhitzt!
Wasser nach jedem zweiten aufeinanderfolgenden Schweißvorgang mit kaltem Wasser
ersetzen!
5.0 Bedienung Heißpresse HP01
Stoßschweißung
5.1 Vorbereitungen
Riemenlänge bestimmen, Riemenenden mittels
Gehrungsschnitt oder geradem Schnitt plan abschneiden.
Formschuh auswählen und bereitlegen.
Bei Verwendung der Wasserkühlung Wasserfass bis zur
Oberkante des zweiten Rings mit Wasser befüllen (Abb. 1).
Achtung: Wasserfass darf niemals über der Presse platziert
werden, da sich ansonsten das Wasser durch das Schwerkraft-
prinzip erhitzt!
Wasser nach jedem zweiten aufeinanderfolgenden Schweiß-
vorgang mit kaltem Wasser ersetzen!
Anschluss Heizplatte
unten
Anschluss Heizplatte
unten
Anschluss Heizplatte
oben
Anschluss Heizplatte
oben
Anschluss Kühlung
Anschluss Kühlung
(von Wasserfass)
Gehrungsschnitt
gerader Schnitt
Abb. 1
Kurzer
Wasserschlauch
Lange
Wasserschläuche

1514
5.2 Profil in den Formschuh einlegen
• Das Profil und der Formschuh müssen passend sein.
• Das Oberteil abnehmen und das Profil in das Unterteil einlegen.
• Die beiden Enden mittig Stoß an Stoß einlegen und seitlich mit den Klemmschrauben
befestigen.
• Die eingefrästen Nuten zeigen die Mitte des Oberteils und Unterteils an.
Zum Schließen das Oberteil passgenau auf das Unterteil zwischen die Führungsstege
einlegen.
5.3 Formschuh einsetzen
Den Formschuh mit Profil in die Heißpresse längs mittig
vermittelt einsetzen:
Die Nuten im Formschuh und die Nuten im Gehäuseoberteil
und -unterteil müssen sich passgenau überdecken.
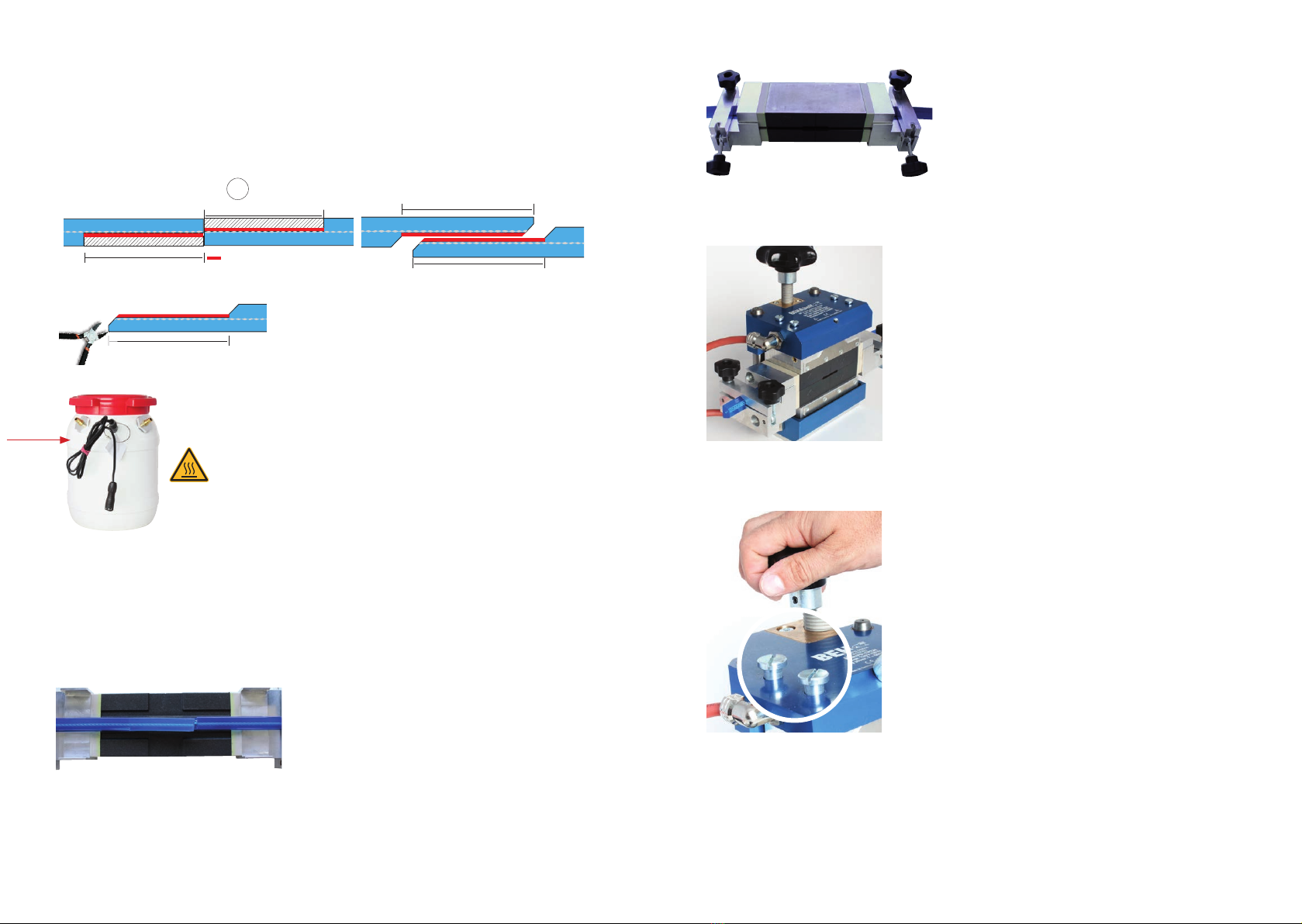
5.4 Gerät schließen und Presskraft einstellen
Durch Rechtsdrehen der Sterngriffschraube die obere
Heizplatte nach unten stellen, bis sie Kontakt mit dem
Formschuh hat. Anschließend Sterngriffschraube weiter
drehen, bis sich die Schraubenköpfe 3-4mm von der obe-
ren Gehäuseplatte abheben.
Die obere Heizplatte richtet sich durch die Führung plan-
parallel zur unteren Heizplatte aus.
Damit liegen die Kontaktflächen exakt zueinander. Bei
Formschuh mit Spannhebel (Stumpfschweißung), Spann-
hebel auslösen, damit Material nachgeschoben werden
kann.
5.5 Heizvorgang vom HP01 PPuls Controller starten
Den Netzstecker des PPuls Controllers am Netz anstecken und
den PPuls Controller einschalten. Wahl der Schweißparameter
durch Direkteingabe oder Auswahl gespeicherter Rezepte.
4.5.1 Direkteingabe der Schweißparameter
Taste drücken:
-> Lang um aktuelle Einstellwerte zu ändern
Werte ändern durch Eingeben der Nummer
über Zahlenfeld, bestätigen mit und löschen/abrechen mit
.
Tastatur drücken, Schweißprozess läuft vollautomatisch ab.
Siehe auch empfohlene BEHAbelt-Schweißparameter auf Seite 2.
4.5.2 Auswahl gespeicherter Rezepte
Drücken Sie , mit Pfeiltasten (Ziffernfeld Taste „2“ und „8“) entsprechendes Rezept
auswählen und mit bestätigen.
Tastatur drücken, Schweißprozess läuft vollautomatisch ab.

1716
5.6 Haltezeit
Die vorgegebene Haltezeit startet automatisch, sobald die obere und untere Heizplatte die
zuvor programmierte Temperatur erreicht hat.
5.7 Kühlung (Wasser/Luft)
Vorsicht: Während des Schweißprozesses erhitzen sich die Pressenbauteile und
Formschuh. Hitzeschutzmaßnahmen ergreifen!
Vorsicht: Die Wasserschläuche dürfen während des Vorgangs nicht entfernt wer-
den. Hitzeschutzmaßnahmen ergreifen!
Vorsicht: Beim Starten des Kühlvorgangs wird kurzzeitig Wasserdampf in das
Wasserfass eingeleitet. Hitzeschutzmaßnahmen ergreifen!
Nach Ablauf der vorgegebenen Haltezeit startet die Kühlung automatisch. Sobald die ein-
gestellte Entnahmetemperatur erreicht ist, stellt die Wasserpumpe bzw. Ventilator ab und
der PPuls Controller zeigt im Display „Vorgang beendet“. (Voreinstellung 40°C)
Danach kann der Formschuh nebst Profil mit Handschuhen entnommen werden. Ach-
tung: Teile können immer noch sehr warm sein.
Information: Die Entnahmetemperatur lässt sich in den Menüeinstellungen am Controller
verändern. Siehe auch separate Controller-Anleitung.
5.8 Abbruch des Kühlvorgangs bzw. Schweißung ohne aktive Kühlung
Vorsicht: Während des Schweißprozesses erhitzen sich die Pressenbauteile und
Formschuh. Hitzeschutzmaßnahmen ergreifen!
Vorsicht: Ein Abbruch des Kühlvorganges erhöht die Gefahr von Verbrennungen,
da Pressenbauteile und Formschuhe sehr heiß sind.
Das Profil im Formschuh und bei geschlossenem Gerät abkühlen lassen. Die aktuelle
Temperatur an den Heizplatten wird im Display des PPuls Controllers angezeigt.
Display zeigt an: „Vorgang beendet“, wenn die voreingestellte Entnahmetemperatur er-
reicht wird.
4.9 Schweißarbeiten beendet
Den Aus-Schalter am PPuls Controller betätigen oder
Netzstecker vom Netz trennen.
6.0 Bedienung Heißpresse HP01 Überlappschweißung
6.1 Vorbereitungen
Riemenlänge bestimmen, dabei einmal die Überlapplänge zur Gesamtlänge dazu addie-
ren. Riemen für Überlappschweißung oberhalb des Zugträgers zuschneiden, dabei darf
etwas Restmaterial über dem Zugträger vorhanden sein. Zugträger dabei nicht beschä-
digen! Wir empfehlen hierzu unsere speziell entwickelte Schneidehilfe SH01 mit einer
Überlapplänge von 60mm. (Siehe S. 10 8)
60mm
= 2mm Restmaterial
60mm
60mm
60mm
60mm
60mm
= 2mm Restmaterial
60mm
60mm
60mm
60mm
Die Riemenenden gemäß Abbildung
mit einer 45°-Phase beschneiden.
60mm
= 2mm Restmaterial
60mm
60mm
60mm
60mm
Passender Formschuh auswählen und bereitlegen.
Bei Verwendung der Wasserkühlung Wasserfass bis zur
Oberkante des zweiten Rings mit Wasser befüllen (Abb. 1).
Achtung: Wasserfass darf niemals über der Presse platziert
werden, da sich ansonsten das Wasser durch das Schwerkraft-
prinzip erhitzt!
Wasser nach jedem zweiten aufeinanderfolgenden Schweißvorgang
mit kaltem Wasser ersetzen!

1918
6.2 Profil in den Formschuh einlegen
Das Profil und der Formschuh müssen vom gleichen Typ sein.
Das Oberteil abnehmen und das Profil in das Unterteil einlegen.
Die beiden Enden mittig einlegen und seitlich mit
den Klemmschrauben befestigen. Die beschnitte-
nen Riemenenden liegen dabei bündig überlap-
pend übereinander. Die eingefrästen Nuten des
Formschuhs zeigen die Mitte des Ober- und Un-
terteils.
Zum Schließen das Oberteil passgenau auf das
Unterteil zwischen die Führungsstege einlegen.
Beim Überlappschweißen berühren sich Ober-
und Unterteil zunächst nicht, da das Material beim
Schweißvorgang bzw. während der Haltezeit erst
noch verdrängt werden muss.
6.3 Formschuh einsetzen
Den Formschuh mit Profil in die Heißpresse einsetzen:
Längs mittig einsetzen. Die Nuten im Formschuh und die
Nuten im Gehäuseoberteil und -unterteil müssen sich
überdecken. In der Länge den Formschuh vermittelt zu
den Heizplatten einlegen.
6.4 Gerät schließen und Presskraft einstellen
Durch Rechtsdrehen der Sterngriffschraube die obere
Heizplatte nach unten stellen, bis sie Kontakt mit dem
Formschuh hat. Anschließend Sterngriffschraube weiter
drehen, bis sich die Schraubenköpfe 3-4mm von der obe-
ren Gehäuseplatte abheben.
Die obere Heizplatte richtet sich durch die Führung plan-
parallel zur unteren Heizplatte aus.
Damit liegen die Kontaktflächen exakt zueinander.
6.5 Heizvorgang vom PPuls Controller starten
Den Netzstecker des PPuls Controllers am Netz anstecken und den PPuls
Controller einschalten. Wahl der Schweißparameter durch Direkteingabe
oder Auswahl gespeicherter Rezepte.
4.5.1 Direkteingabe der Schweißparameter
Taste drücken:
-> Lang, um aktuelle Einstellwerte zu ändern
Werte ändern durch Eingeben der Nummer über Zahlenfeld, bestätigen mit und lö-
schen/abrechen mit .
Taste drücken, Schweißprozess läuft vollautomatisch ab. Siehe auch empfohlene BE-
HAbelt-Schweißparameter auf Seite 2.
4.5.2 Auswahl gespeicherter Rezepte
Drücken Sie , mit Pfeiltasten (Ziffernfeld Taste „2“ und „8“) entsprechendes Rezept
auswählen und mit bestätigen.
Tastatur drücken, Schweißprozess läuft vollautomatisch ab.
6.6 Haltezeit
Die Haltezeit startet automatisch, sobald die obere und untere Heizplatte die program-
mierte Temperatur erreicht haben.
Drehen Sie in den letzten 200 - 300 Sekunden der zuvor eingestellten Haltezeit die Stern-
griffschrabe langsam nach rechts zu, bis der Formschuh komplett geschlossen ist. Das
Material wird dabei verdrängt.
6.7 Kühlung (Wasser/Luft)
Vorsicht: Während des Schweißprozesses erhitzen sich die Pressenbauteile und
Formschuh. Hitzeschutzmaßnahmen ergreifen!
Vorsicht: Die Wasserschläuche dürfen während des Vorgangs nicht entfernt wer-
den. Hitzeschutzmaßnahmen ergreifen!
2120
Vorsicht: Beim Starten des Kühlvorgangs wird kurzzeitig Wasserdampf in das
Wasserfass eingeleitet. Hitzeschutzmaßnahmen ergreifen!
Nach Ablauf der vorgegebenen Haltezeit startet die Kühlung automatisch. Sobald die ein-
gestellte Entnahmetemperatur erreicht ist, stellt die Wasserpumpe bzw. Ventilator ab und
der PPuls Controller zeigt im Display „Vorgang beendet“. (Voreinstellung 40°C)
Danach kann der Formschuh nebst Profil mit Handschuhen entnommen werden.
Achtung: Teile können immer noch sehr warm sein.
Information: Die Entnahmetemperatur lässt sich in den Menüeinstellungen am Controller
verändern. Siehe auch separate Controller-Anleitung.
6.8 Abbruch des Kühlvorgangs bzw. Schweißung ohne aktive Kühlung
Vorsicht: Während des Schweißprozesses erhitzen sich die Pressenbauteile und
Formschuh. Hitzeschutzmaßnahmen ergreifen!
Achtung: Ein Abbruch des Kühlvorganges erhöht die Gefahr von Verbrennungen, da Pres-
senbauteile und Formschuhe sehr heiß sind.
Das Profil im Formschuh und bei geschlossenem Gerät abkühlen lassen. Die aktuelle
Temperatur an den Heizplatten wird im Display des PPuls Controllers angezeigt.
Display zeigt an: „Vorgang beendet“, wenn die voreingestellte Entnahmetemperatur er-
reicht wird.
6.9 Schweißarbeiten beendet
Den Aus-Schalter am PPuls Controller betätigen oder
Netzstecker vom Netz trennen.
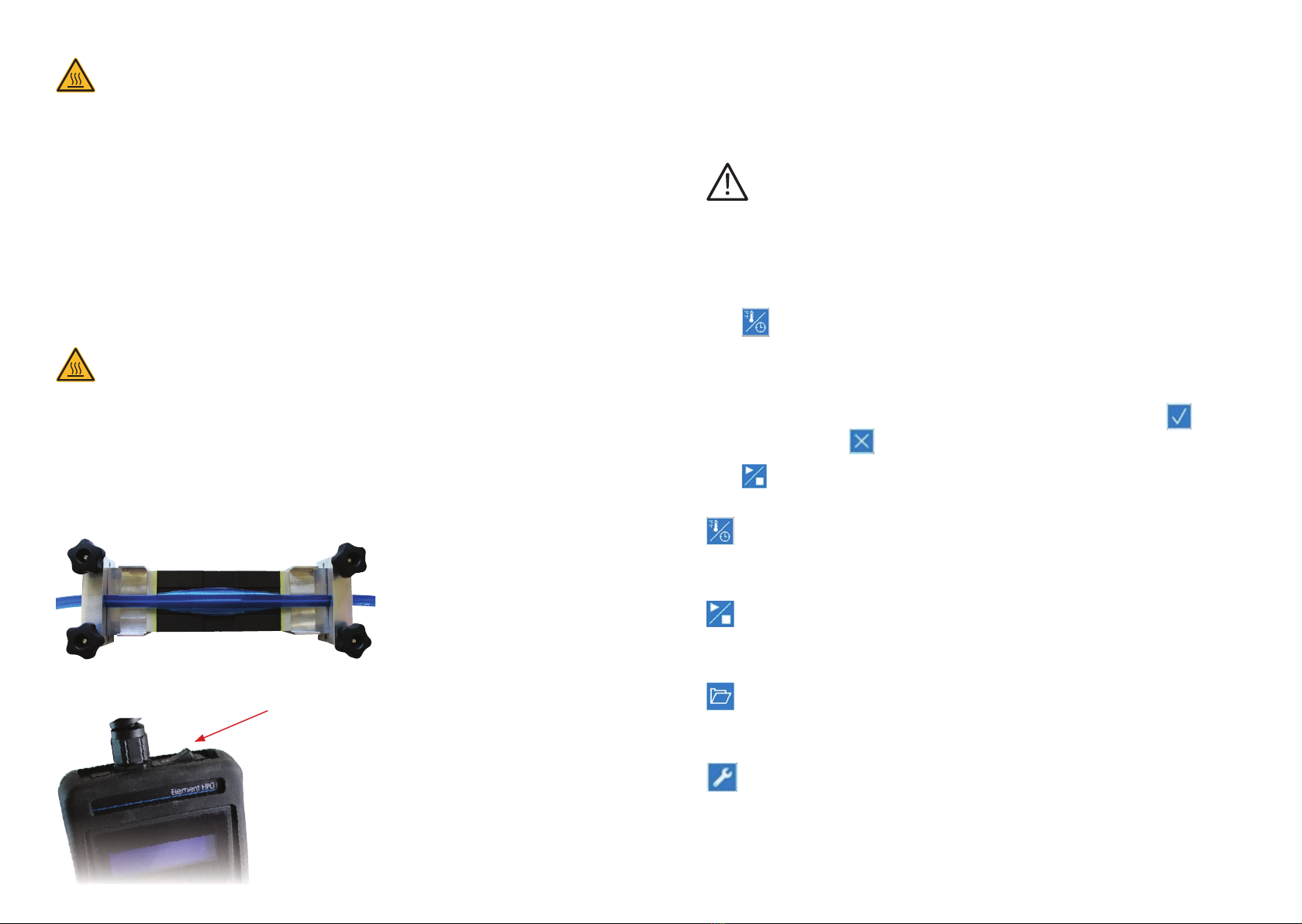
7.0 PPuls Controller Schnellanleitung
Bevor Sie das Gerät verwenden oder in Betrieb nehmen unbedingt die beigelegte
Bedienungsanleitung sorgfältig lesen.
Die Bedienungsanleitung enthält wichtige Informationen und Hinweise die für die
sichere Verwendung und Nutzung des Geräts erforderlich sind.
Bevor Sie das Gerät nutzen ist die Bedienungsanleitung sorgfältig zu lesen und in
allen Belangen zu befolgen.
Durchführen einer Schweißung
Taste :
• Kurz drücken, um eingestellte Temperaturen und Haltezeit anzuzeigen.
• Lang drücken, um aktuelle Einstellwerte zu ändern.
Werte ändern durch Eingeben der Nummer über Zahlenfeld, bestätigen mit und
löschen/abbrechen mit
Werte ändern durch Eingeben der Nummer über Zahlenfeld, bestätigen mit
.
Taste drücken für Start Schweißung.
Temperaturen und Haltezeit
Kurz drücken: Anzeigen eingesteller Werte.
Lang drücken: Werte ändern (über Zahlenfeld).
Start/Stop
Start des Schweißprozesses unter Verwendung der eingestellen Parameter
(Schweißtemperatur, Haltezeit, …).
Rezeptspeicher
Auswahl und Speichern vorkonfigurierter Einstellungen von Schweiß-
temperatur und Haltezeit.
Systemeinstellungen
Einstellen von Alarm, Kühltemperatur, Betriebsmodus T3 Temperaturfühler.
Alle anderen Einstellungen.
2322
Recommended welding parameters
Polyurethane (PU) Round belts
Temperature (approx.) (±10°C) Hold time (approx) (±50 sec.)
Polyester
Polyurethane (PU) FDA
V-belts
PU 75 A 180°C 352°F
PU 85 A 190°C 374°F
PU 90 A 200°C 392°F
PU 95 A 205°C 401°F
Durchmesser mm) PU (sec.) TPE (sec.)
6 350 500
8 350 500
9 400 550
9,5 400 550
10 400 550
12 450 650
12,5 450 650
14,3 500 700
15 500 700
18 600 800
19 600 800
20 600 800
TPE 40 D 200°C 392°F
TPE 55 D 215°C 428°F
TPE 63 D silver 220°C 446°F
TPE 63 D beige 220°C 446°F
PU 75 A 155°C 311°F
PU 80 A 160°C 320°F
PU 85 A 165°C 329°F
PU 90 A 175°C 347°F
Diameter (mm) PU (sec.) TPE (sec.)
8 x 5 350 550
10 x 6 350 550
13 x 8 350 550
17 x 11 550 750
22 x 14 700 900
Press completely close in remaining 250-200 seconds.
Bubbling on surface: temperature too high
Brown spots on surface:temperature too high
HP01
INSTRUCTION MANUAL
HP01
Hotpress

25
Content
1.0 Preamble..................................................................................................................................................25
2.0 Fundamental security advices ..................................................................................................................25
2.1 Policy; intended use ....................................................................................................................25
2.2 Organisational measures.............................................................................................................26
2.3 Staff selection and qualification...................................................................................................26
2.4 Security advices at certain operating stages................................................................................27
2.5 Indication of particular types of rist.............................................................................................27
2.6 Further security advices...............................................................................................................27
2.7 EC-Declaration of conformity.......................................................................................................29
3.0 Technical data ..........................................................................................................................................30
3.1 Hotpress HP01 with programmable controller ............................................................................30
3.2 Scope of delivery ........................................................................................................................31
3.3 Mould..........................................................................................................................................32
4.0 Preparing the hot press for welding.........................................................................................................33
4.1 Air cooling: Connecting the press cables on the controller..........................................................33
4.2 Water cooling: Connecting the press cables on the controller.....................................................33
4.3 Water cooling: Connection of cooling hoses to hot press and water tank ...................................34
5.0 Preparing the hot press for butt welding..................................................................................................34
5.1 Preparation..................................................................................................................................34
5.2 Insert profile within the mould.....................................................................................................35
5.3 Insertion of the mould.................................................................................................................35
5.4 Closing of the machine and selection of the press capacity.........................................................36
5.5 Beginning of the heating process of the HP01 Controller............................................................36
5.6 Exposure time..............................................................................................................................36
5.7 Cooling (water/air).......................................................................................................................37
5.8 Discontinuation of cooling process respectively without active cooling ......................................37
5.9 Termination of the welding process.............................................................................................37
6.0 Operation of HP01 overlap welding..........................................................................................................38
6.1 Preparation..................................................................................................................................38
6.2 Insert profile within the mould.....................................................................................................38
6.3 Insertion of the mould.................................................................................................................39
6.4 Closing of the maschine and selection of the press capacity.......................................................39
6.5 Beginning of the heating process of the HP01 PPuls controller ..................................................40
6.6 Exposure time..............................................................................................................................40
6.7 Cooling (water/blast)...................................................................................................................40
6.8 Discontinuation of cooling process respectively without active cooling ......................................41
6.9 Termination of the welding process.............................................................................................41
7.0 PPuls Quick Reference.............................................................................................................................42
1.1 Preamble
Congratulations on your decision to buy this special machine designed by BEHA
Innovation GmbH.
Through decades of experience and constant development new welding tools are created.
These tools offer an economic application and a high and consistent joining quality of PU
and Polyester profiles according to the current state of technology.
Please read this instruction manual carefully and use the device as directed. Downtimes
and breakdowns of the machine can be avoided easily trough a careful handling.
The hotpress HP01 was specially created for varying applications and many different
types of belts.
All rights are reserved. It is not permitted to reproduce or publish any part of this appli-
cation manual (print, photocopy or any other system of reproduction) without prior
explicit written approval from BEHA Innovation GmbH.
BEHA Innovation GmbH is not liable for any damages as a consequence of misuse, repair
and changes that are conducted by a third none-authorized party.
The construction of this manual was provided with great accuracy. Liability for light
careless misuse errors e.g. misprint is also excluded.
Subject to alteration.
2.0 Fundamental security advices
2.1 Policy; intended use
2.1.1 This instrument was built in accordance with the current state of technology
and accepted safety-standards.
Nevertheless, threats to life and limb of the operator or a third party or damages of the in-
strument and other values can occur through the application (or misuse) of the machine.
2.1.2 Operation of the instrument should only occur in perfect working condition, for
its intended use, with strict adherence to operating instructions contained
within this manual, use extreme caution and be aware of any potential danger.
Particularly breakdowns (which affect the security of the instrument), must be
corrected or repaired immediately by qualified personnel!
2.1.3 The instrument is only intended for joining or the connection of band-conveyors
and profiles made of Polyurethane and Polyester. Other applications of the
instrument are considered to be unconventional, and therefore a misuse of the

2726
device. The manufacturer is not liable for any resultant damages. For resultant
damages of unintended use, the user bares all liability. The intended use also
includes the consideration of the instructional manual and adherence to
inspection and attendance loads.
2.2 Organisational measures
2.2.1 Always keep the instructional manual ready to hand at the site of use/
application!
2.2.2 In addiction to the instructional manual: direct and follow the universal legal and
other binding rules of accident prevention and environmental protection!
2.2.3 Add instructions like duty of supervision and the obligation to inform over
working particularities e.g. regarding work plans, procedures and employed staff!
2.2.4 Employees which handle the instrument have to read the instructional manual
carefully in advance, especially the chapter regarding safety instructions!
2.2.5 Inspect the work of the employees regarding safety-conscious and aware of
potential dangers according the instructional manual from time to time!
2.2.6 For employees it is not allowed to wear one’s hair loose, loose clothes or
jewellery, including rings. Risks of injury exist e.g. to get stuck or diminished!
2.2.7 Follow all security advices and danger warnings of the apart and keep in
completely readable condition!
2.2.8 Do not make any changes or reconstructions which can influence the security of
the machine without prior written approval of the manufacturer. This also
includes the installation and reconstruction of safety arrangements
2.2.9 Spare Parts have to comply with the defined technical requirements of the
manufacturer. This is always warranted with original spare parts.
2.3 Staff selection and qualification
2.3.1 Work with the machine may only be carried out by reliable professionals.
Be aware of the legal age!
2.3.2 Only employ skilled and trained personnel.
2.3.3 Assure that only instructed personnel are operating the instrument
2.4 Security advices at certain operating stages
2.4.1 Undertake measures so that the machine is only operated in safe and workable
conditions! Only operate the machine if all protection devices and security-related
equipments are available and workable!
2.4.2 Tighten all screws after maintenance and attendance work! Be sure to secure all
safety devices again!
2.5 Indication of particular types of risk
2.5.1 There is no protection security for the hotpress itself. Therefore you have to make
sure that there are preventative security measures within the grid installation.
There are preventative security measures within the connectors. Only use original
fuses with the required intensity of current (see technical data)! Immediately
switch of the machine when blockages of the current entry appear!
2.5.2 Work with the electronic equipment of the machine may only be carried out by
electrical specialists or instructed personnel supervised by electrical specialists
according to the electric norms.
2.5.3 The electrical equipment of this machine must be checked regularly. You have to
remedy deficiencies such as loose connectors or damaged cables immediately.
2.5.4 Regularly all lines and bolts have to be visually checked. You have to remedy
deficiencies immediately!
2.6 Further security advices
2.6.1 There are no emergency shut offs. In case of emergency remove the power plug.
2.6.2 Assure that only instructed personnel are operating the instrument under
consideration of the appropriate accident prevention regulations.
2.6.3 Opening of the machine, removing the covering or splitting of security-relevant
parts can increase the risks of accidents.
2.6.4 Only make setting, reconfiguration, maintenance and attendance work to the
machine when the instrument is switched off.
2.6.5 Settings, changes, maintenance and attendance work to the machine may only be
carried out by skilled and trained professionals.
2.6.5 Settings, changes, maintenance and attendance work to the machine may only be
carried out by skilled and trained professionals.

2928
2.6.6 Only the operational person is allowed to remain within the area of operation.
Other persons are not allowed to remain within the area of operation.
2.6.7 Never deposit combustible objects on the heater
2.6.8 Do not touch hot components of the machine e.g. the heater!
2.6.9 This machine does not have explosion protection. Therefore it is not per-
mitted to operate this machine within explosive environments or rooms.
2.6.10 Shipment and transport only when the machine has cooled down and under
consideration of the general safety regulations.
2.6.11 Transport and storage of the machine only in closed conditions.
2.6.12 The hotpress is an electrical heating appliance for the welding of conveyor and
drive belts. Thermal security: Category 1 VDE 0721 – Part 2 §10.
2.6.13 Identification of the instrument (type, serial number, voltage, capacity, year of
construction): see type plate. The consecutive registered serial number allows a
check due to the acceptance and inspection certification.
2.6.14 Operating personnel: To avoid risks it is only allowed to operate the machine by
personnel which are trained or supervised by qualified persons (see article 3.4 of
VDE 0721, part 911).
2.7 EC-Declaration of conformity
In terms of the EC-Machine Directive 98/37 ECC, annex II A
The manufacturer hereby declares that the following instrument complies with the ap-
propriate basic safety and physical health requirements of the EC-Machine Directive due
to their concept of development, design and building put into circulation by the manu-
facturer.
When unauthorised changes are made to the machine, it renders the Declaration of
Conformity invalid
Product name: Hotpress
Product type: HP01 for PU and Polyester profiles
Appropriate EC Directive
Machine Directive 98/37
Low Voltage Directive EC 95/2006
EMC Directive EC 108/2004
Applied engineer standards and technical specifications
DIN EN ISO 12100-1, DIN EN ISO 12100-2 safety of machine
EN 60335-1 Safety of electrical equipment
General regulations for the prevention of industrial accidents
And DIN EN 61010-1 Safety requirements for electrical equipment for measurement,
control, and laboratory use.
Particular instructional manuals must be followed in all aspects!
BEHA Innovation GmbH
In den Engematten 16
_______________________ D-79286 Glottertal
Markus Beha Phone: +49 (0)7684 / 907-0
Fax: +49 (0)7684 / 907-101
Internet: www.behabelt.com

3130
3.0 Technical Data
3.1 Hotpress HP01 with programmable controller
The handy and double-sided heated hotpress HP01 with controller is especially suitable
for precise joining of PU and Polyester belts.
The hotpress is perfectly suited for the accurate welding of small profiles.
With its small size the instrument is manageable and space saving and can be operated
directly within a conveyor machine.
The custom removable mould stands out the with new hotpress as well. The prepared
endings of the profiles are inserted within the mould, the top of the mould is closed and
is inserted within the press.
For the adjustment of the height and bonding pressure the spring-loaded top force is
adjusted manually with the star handle.
There are different cooling times, because of the possibility of cooling with water or air.
Technical data:
Hotpress HP01
Max. bandwidth 120mm
Length of the heater 60mm
Temperature
adjustment continuously variable
Temperature range 0°...350°C
Total length approx. 170mm
Overall width approx. 120mm
Height approx. 240mm
Slight notch 5...80mm
Weight hotpress approx. 4,6kg
Voltage Version 230V/
Version 115V
Press capacity 2x 600W
Heating-up period approx. 3...5min
Cooling-down time
(water) approx. 3min
Cooling-down time (air) approx. 25min
Profile acceptance with mould
Measurements PPuls Controller
Length 200mm
Width 100mm
Height 45mm
Weight of Controller approx. 0,9kg
3.2 Scope of delivery
(1) 1 pc Hand grip and ring eyelet
(2) 1 pc PPuls Controller HP01
(3) 1 pc Edge cutter SE02
(4) 1 pc Screw driver
(5) 1 pc Scissors AS04 2
3
4
5
6
1 pc HP01 with water cooling
1 pc Water tank with pump
2 pcs long cooling hose
1 pc short cooling hose
1 pc HP01 with air cooling
1
Recommended Accessories (optional):
(6) Mould for HP01
(7) Cutting device with mould
(preparation for the overlap welding)
7

3332
3.3 Mould
Highest welding accuracy of the splice trough the innovative mould
Every type of profile needs its own mould!
The mould for the hotpress HP01 is available in many varied and well-established sizes.
Moulds of high quality are the requirements for every good weld.
Our teflon coated moulds are made of permanent temperature-resistant and dimension-
ally stable aluminium.
Every mould is subjected to narrow tolerances and is inspected individually.
Technical Data:
Mould for butt weld with spring
Welding area 120x 50mm
Length L 300mm
Width W 70mm
Height H 60mm
Mould for overlap welding
Welding area 120x 50mm
Length L 300mm
Width W 70mm
Height H 60mm
Mould for timing belt
Profile size Timing belt up to approx. 50mm
Welding area 120x 50mm
Length L 350mm
Width W 70mm
Height H 25mm
Connection heating plate
bottom
Connection heating plate
bottom
Connection heating plate
top
Connection heating plate
top
Connection cooling
Connection cooling
(from water tank)
4.0 Preparing the hot press for welding
4.1 Air cooling: Connecting the press cables on the controller
4.2 Water cooling: Connecting the press cables on the controller
3534
5.2 Insert profile within the mould
• Insert the belt ends central in the lower part of the mould and hold them in place with
the hold down bars.
• The bolt lever must then to be tightened.
• Bear in mind that the belt profile and mould must be of the same type.
• Tighten the lateral screws. The milled notches show the centre of the
top and bottom plates.
Apply the upper part of the mould accurately, then fit the lower part of the mould.
5.3 Insertion of the mould
Insert the mould centrally and lengthwise into the press.
Release the bolt lever so that the profile material can be
compressed.
The notches within the mould and top plate of the enclo-
sure must align exactly. Connect the mould breadth wise
to the plastic stoppers.
miter cut
vertical cut notch
notch
4.3 Water cooling: Connection of cooling hoses to hot press and water tank
Important: Short hose used to connect the upper to the lower heating plate. Please
make sure that the hose couplings are firmly in place when connecting. Risk of burns
due to water steam, hot water and water damage in general.
Attention: Do not position the connected cooling unit above the press before your start
the cooling process -> water can heating up!
After every second consecutive welding replace water with cold water!
5.0 Operation HP01 butt splice
5.1 Preparation
Determine belt length, cut both belt ends of the profile
bevel and vertical to the desired length.
Select the mould according to the profile.
Fill the water tank to the upper edge of the second ring
with water when using water cooling (figure 1).
Attention: Do not position the connected cooling unit
above the press before your start the cooling process
-> water can heating up!
After every second consecutive welding replace water with
cold water!
Short
cooling hose
Long
cooling hoses
fig. 1

3736
5.4 Closing of the machine and selection of the press capacity
Turn the star handle to the right until the above and lower
moulds are touching. Thereafter star handle continue to
turn until the screw heads stand 3-4 mm from the upper
case plate.
The guideway levels the above heater coplanar to the lower
heater.
For this reason, the areas of contact must be lying exactly
in contact with each other. Release bolt lever so that mate-
rial can be compressed.
5.5 Beginning of the heating process of the HP01 Controller
Connect PPuls Controller with the power line and switch on
the controller. Selection of welding parameters through di-
rect entry or selection of stored recipes.
4.5.1 Direct entry of welding parameters
Press : Long to change current setting.
Change values by entering the number of the number field,
confirm with , delete/abort with
Change values by entering the number of the number field,
.
Press button and the welding process will begin and
end automatically.
Please refer to recommended welding parameters on page 2.
4.5.2 Selection of stored recipes
Press , select recipe with arrow buttons (keypad button “2” and “8”) accordingly and
confirm with .
Press button and the welding process will begin and end automatically.
5.6 Exposure time
The exposure time starts automatically as soon as the above and lower heaters have
reached the set-temperature.
5.7 Cooling (water/air)
Caution: During the welding process, the pressing components and mould hea-
ting. Take heat protection measures!
Caution: The water hoses must not be removed during the operation. Take heat
protection measures!
Caution: By starting the cooling process, for a short time hot steam will flow in
the water tank. Take heat protection measures!
After the exposure time is finished, the cooling process will start automatically. The wa-
ter pump stops as soon as the desired end-temperature is achieved (minimum 40°C /
104°F). The display of the controller shows “operation finished“ or “process completed“.
Now you can open the hotpress and remove with safety gloves the mould and profile.
Caution: Components may still be very hot.
Information: End-temperature can be preset in the menue settings at the controller. Please
refer to the separate controller manual.
5.8 Discontinuation of cooling process respectively without active cooling.
Caution: During the welding process, the pressing components and mould hea-
ting. Take heat protection measures!
Caution: Stopping the cooling process increases the risk of burns, as press com-
ponents and shape shoes are very hot.
Leave the mould and profile within the
closed machine until the temperature is
cooled down. The current temperature of
the heating plates is shown in the display of
PPuls controller.
The display of the controller shows “opera-
tion finished“ or “process completed“.
5.9 Termination of the welding process
Operate the breaker on the controller (disconnect the
power plug).
3938
6.0 Operation of HP01 overlap welding
6.1 Preparation
Determine the belt length and add one time the overlap length. Cut belt ends for overlap
welding above the reinforcement. Here some residual material on the reinforcement may
be present. Don’t cut into the reinforcement! We recommend our specially developed
cutting device (see page 31 7)
= 2mm / 0,08 inch
60mm/2inch
60mm/2inch
60mm/2inch
60mm/2inch
remaining material
60mm/2inch
= 2mm / 0,08 inch
60mm/2inch
60mm/2inch
60mm/2inch
60mm/2inch
remaining material
60mm/2inch
= 2mm / 0,08 inch
60mm/2inch
60mm/2inch
60mm/2inch
60mm/2inch
remaining material
60mm/2inch
Cut the ends of the belt as shown in figure with a
45° phase.
Select mould and ready place.
Fill the water tank to the upper edge of the second ring with water
when using water cooling.
Attention: Do not position the connected cooling unit above
the press before your start the cooling process
-> water can heating up!
After every second consecutive welding replace water with
cold water!
6.2 Insert profile within the mould
The profile and mould must be the same type.
Remove the shell and insert the profile in the lower part.
Insert the two ends of the middle and fix it with
the clamping screws on the sides. The cutted belt
ends lie flush with overlapping.
The milled notch of the mould show the middle of
the upper and lower parts.
To close the upper part precisely installed on the
lower part between the guide webs. During overlap
welding the upper part and the lower part initially
not touch. The material has yet to be displaced
during the welding process or during the holding
time.
6.3 Insertion of the mould
Insert the mould centrally and lengthwise into the press.
Release the bolt lever so that the profile material can be
compressed.
The notches within the mould and top plate of the enclo-
sure must align exactly. Connect the mould breadth wise
to the plastic stoppers.
6.4 Closing of the machine and selection of the press capacity
Turn the star handle to the right until the above and lower
moulds are touching.
Thereafter star handle continue to turn until the screw
heads stand 3-4 mm from the upper case plate.
The guideway levels the above heater coplanar to the lower
heater.
For this reason, the areas of contact must be lying exactly
in contact with each other. Release bolt lever so that mate-
rial can be compressed.
Other manuals for HP01
1
Table of contents
Languages:
Other BEHABELT Welding System manuals







Popular Welding System manuals by other brands

Spartus
Spartus EasyTIG 205E Pulse DC user manual

EWM
EWM Tetrix 351 AC/DC Smart FW operating instructions

SKANDI KRAFT
SKANDI KRAFT iTECH MIG 220 4R operating manual

ESAB
ESAB Retrofit Aristo Mig 4004i WeldCloud instruction manual

Campbell Hausfeld
Campbell Hausfeld WG4000 Operating instructions and parts manual

ESAB
ESAB Origo Mig 320 instruction manual











