Contents
Chapter 1 Product Overview ..................................................................................................................................... 1
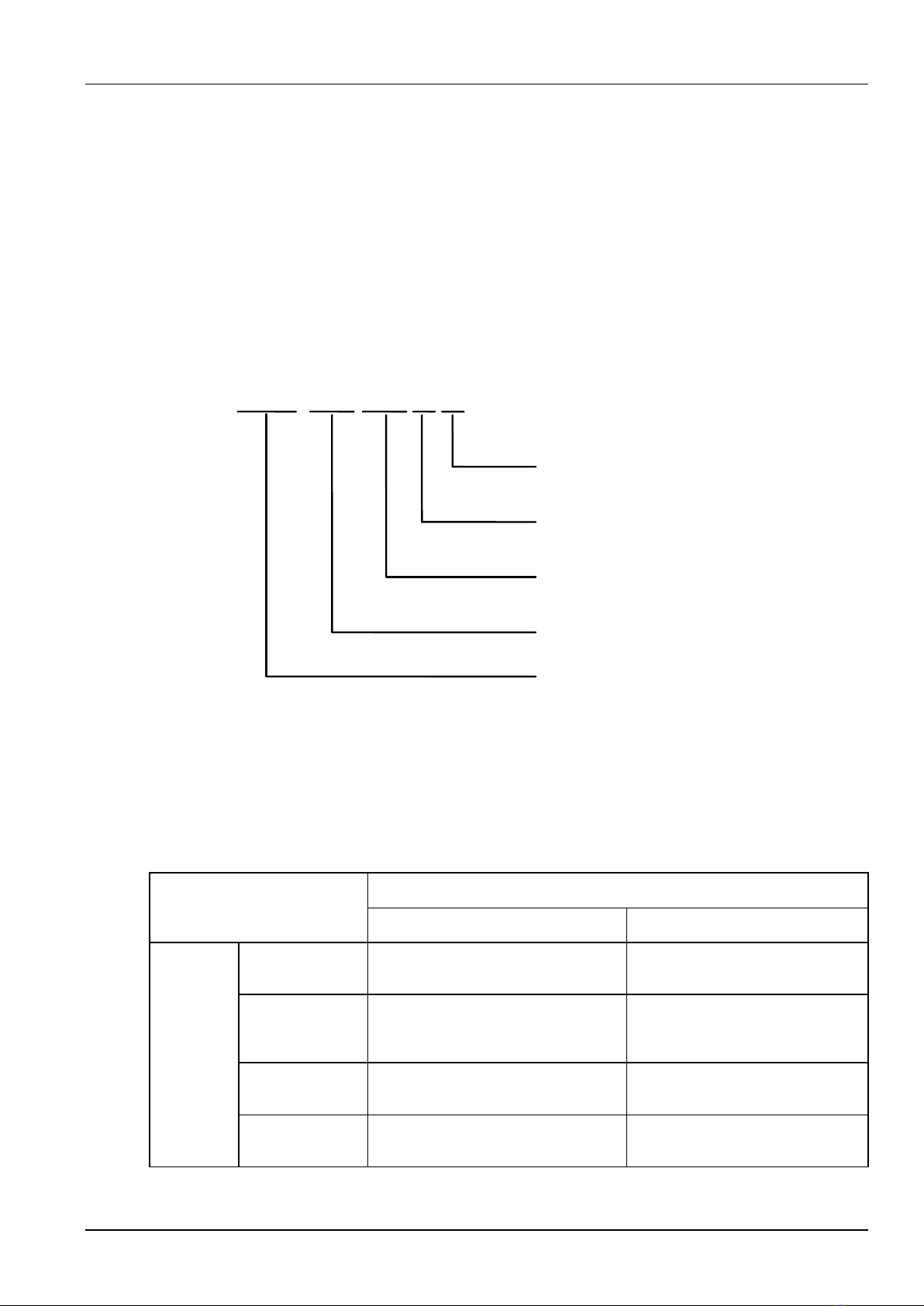
1.1 Model Description.......................................................................................................................................... 1
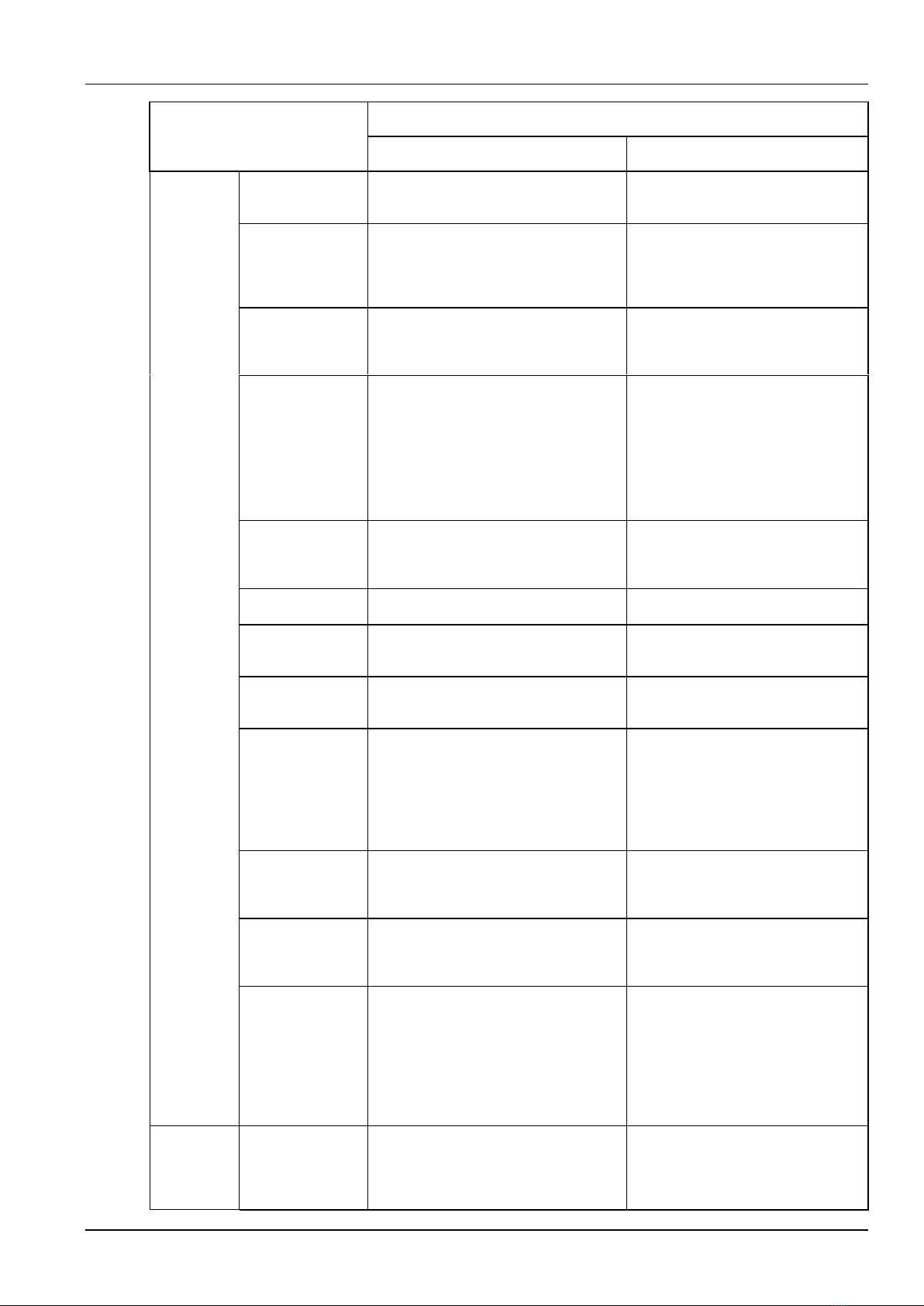
1.2 Technical Specifications................................................................................................................................. 1
1.3 External Dimensions and Gross Weight.......................................................................................................... 4
1.4 System Components and Configuration.......................................................................................................... 5
1.4.1 System Components........................................................................................................................... 5
1.4.2 Configuration...................................................................................................................................... 6
1.5 System Features.......................................................................................................................................... 9
Chapter 2 Installation and Cabling...........................................................................................................................12
2.1 Installation Requirements..............................................................................................................................12
2.2 Transportation Precautions ...........................................................................................................................12
2.3 Power Supply Specifications .........................................................................................................................13
2.4 Open-Package Inspection.............................................................................................................................14
2.5 Preparing the Cable Bundle...........................................................................................................................14
2.5.1 Packing List for the Cable Bundle Component Box..............................................................................14
2.5.2 Cable Bundle Preparation Description.................................................................................................15
2.6 Electric Connections .....................................................................................................................................16
2.6.1 Welder Output Cables........................................................................................................................17
2.6.2 Connecting the Gas Cylinder..............................................................................................................18
2.6.3 Connecting the Wire Feeder...............................................................................................................19
2.6.4 Connecting the Welding Torch............................................................................................................20
2.6.5 Connecting the Welding Power Cable (Grounding Cable) on the Workpiece Side.................................21
2.6.6 Connecting the Power Cable on the Power Input Side.........................................................................21
2.7 Welding Preparation......................................................................................................................................22
2.7.1 Safety Measures................................................................................................................................22
2.7.2 Installing the Welding Wire.................................................................................................................23
2.7.3 Turning on the Power Switch..............................................................................................................23
2.7.4 Adjusting the Gas Flow.......................................................................................................................24
2.7.5 Wire Inching.......................................................................................................................................24
2.7.6 Welding Conditions............................................................................................................................25
2.8 Post-welding Tasks.......................................................................................................................................30
Chapter 3 Welder Operation Description .................................................................................................................31
3.1 Welder Control Panel Structure.....................................................................................................................31
3.1.1 Front Control Panel............................................................................................................................31
3.1.2 Remote Control Box of the Wire Feeder..............................................................................................33
3.2 Buttons and Knobs........................................................................................................................................33
3.3 Screens and LED Indicators..........................................................................................................................34
3.4 Control Panel Functions................................................................................................................................35
3.4.1 Gas Shielded Arc Welding..................................................................................................................35
3.4.2 Spot Welding .....................................................................................................................................35
3.4.3 Welding Without Ending Arc...............................................................................................................37