BEHABELT MultiTC User manual
MultiTC
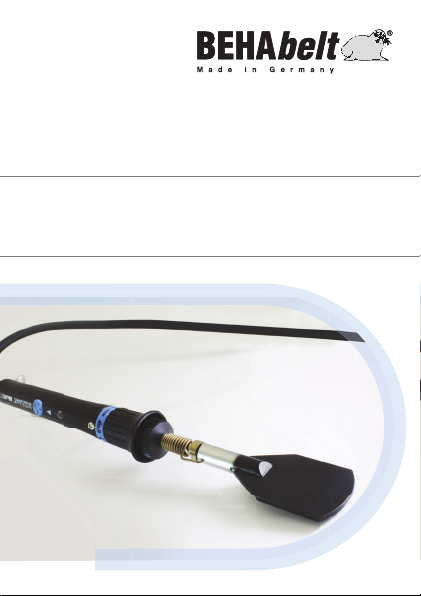
Schweißgerät · Welding tool
BEDIENUNGSANLEITUNG
INSTRUCTION MANUAL

2
DEUTSCH
INHALT
Einleitung�������������������������������������������������������������� 3
Transport und Lagerung���������������������������������������� 5
Sicherheitshinweise ���������������������������������������������� 5
Bestimmungsgemäße Verwendung����������������������� 6
Bedienelemente����������������������������������������������������� 7
Arbeitsablauf��������������������������������������������������������� 8
ENGLISH
CONTENT
Introduction �������������������������������������������������������� 14
Transport and storage����������������������������������������� 15
Safety������������������������������������������������������������������ 15
Appropriate usage����������������������������������������������� 16
Control elements������������������������������������������������� 17
Work sequence ��������������������������������������������������� 18
3
AUF DEM GERÄT UND IN DER
BEDIENUNGSANLEITUNG VERMERKTE
HINWEISE:
Achtung! Warnung vor einer Gefahrenstelle,
Bedienungsanleitung beachten�
Vorsicht! Gefährliche Spannung, Gefahr des
elektrischen Schlages�
Hinweis� Bitte unbedingt beachten�
Durchgängige doppelte oder verstärkte Isolie-
rung entsprechend Klasse II IEC 536�
Konformitäts-Zeichen, bestätigt die Einhaltung
der gültigen Richtlinien� Das Gerät erfüllt die
EMV-Richtlinie (89/336/EWG) mit den Normen
EN 50081-1 und EN 50082-1� Es erfüllt eben-
falls die Niederspannungsrichtlinie (73/23/
EWG) mit der Norm EN 61010-1�
Das Gerät erfüllt die WEEE Richtlinie (2002/96/
EG)�

4
EINLEITUNG / LIEFERUMFANG
Die Bedienungsanleitung enthält Informatio-
nen und Hinweise, die zu einer sicheren Be-
dienung und Nutzung des Gerätes notwendig
sind� Vor der Verwendung des Gerätes ist die
Bedienungsanleitung aufmerksam zu lesen
und in allen Punkten zu befolgen�
Wird die Anleitung nicht beachtet oder sollten
Sie es versäumen, die Warnungen und Hinwei-
se zu beachten, können ernste Verletzungen
des Anwenders bzw� Beschädigungen des Ge-
rätes eintreten�
Das temperaturgeregelte Multi TC Schweißgerät in
Kombination mit einer Führungszange dient dem
schnellen, sicheren und besonders präzisen End-
verbinden von Polyurethan und Polyester Profilen�
Lieferumfang
1 St� Multi TC
1 St� Bedienungsanleitung

5
TRANSPORT UND LAGERUNG
Die Lagerung des Gerätes muss in trockenen, ge-
schlossenen Räumen erfolgen� Sollte das Gerät bei
extremen Temperaturen transportiert worden sein,
benötigt es vor dem Einschalten eine Akklimatisie-
rung bis zur vollständigen Abtrocknung�
SICHERHEITSMASSNAHMEN
Bei sämtlichen Arbeiten müssen die jeweils
gültigen Unfallverhütungsvorschriften der ge-
werblichen Berufsgenossenschaften beachtet
werden�
Das Multi TC-Schweißgerät darf nur an den
dafür vorgesehenen Griffflächen gehalten wer-
den� Das Berühren des Schweißspiegels wäh-
rend des Betriebs ist unter allen Umständen zu
vermeiden�
Das Gerät darf nur an der auf dem Typenschild
angegebenen Eingangsspannung angeschlos-
sen werden�

6
Wenn die Sicherheit des Bedieners nicht mehr
gewährleistet ist, muss das Gerät außer Be-
trieb gesetzt und gegen ungewolltes Benutzen
gesichert werden�
Dies ist der Fall, wenn das Gerät:
offensichtliche Beschädigungen aufweist
die gewünschten Funktionen nicht mehr durchführt
zu lange unter ungünstigen Bedingungen gelagert
wurde
während des Transportes mechanischen Belas-
tungen ausgesetzt war�
BESTIMMUNGSGEMÄSSE VERWENDUNG
Das Gerät darf nur unter den Bedingungen und für
die Zwecke eingesetzt werden, für die es konstruiert
wurde� Hierzu sind besonders die Sicherheitshin-
weise ( Arbeitsablauf) und die Verwendung in
trockener Umgebung zu beachten� Die Betriebs-
sicherheit ist bei Modifizierung oder Umbauten
nicht mehr gewährleistet�

7
BEDIENELEMENTE
290 °C
(PU)
max�
Temperatur
min�
Temperatur
240 °C (TPE)
Verdrehschutz

8
ARBEITSABLAUF
Allgemeine Informationen
Aufheizphase: 10 Minuten
Polyurethan Profile: 290°C Markierung einstellen
(mind� 285°C, max� 300°C)
Polyester Profile: 240°C Markierung einstellen
(mind� 215°C max� 245°C)
TIPP: Schweißtemperatur von Zeit zu Zeit mit
Temperaturmessgerät überprüfen�
Bei Spiegelwechsel muss Temperatur überprüft
werden
Bei kalter Umgebung oder Zugluft evtl� Schweiß-
temperatur erhöhen�
Vorgehensweise
Riemen vor dem Verschweißen auf Raumtempera-
tur vorwärmen, um eine konstante Schweißtempe-
ratur zu gewährleisten�
Beide Enden des zu verbindenden Profils plan
abschneiden�

9
Die Riemenenden in der Führungszange (z�B� BE-
HAbelt FZ01) mit einem Abstand von ca� 5 mm
zwischen den Riemenenden festsetzen�
Den auf die entsprechende Schweißtemperatur
(siehe Rückseite) gebrachten Multi TC-Schweiß-
spiegel in den Spalt einführen und beide Rie-
menenden mit leichtem Druck gegen den Spie-
gel pressen� Dauer der Anpressphase mind�
30 - 90 Sek� (je nach Materialquerschnitt)�
Das Schweißgut quillt bei einer guten Verschwei-
ßung blasenfrei ca� 3-4 mm zwischen den Rieme-
nenden und dem Schweißspiegel hervor�
Es ist darauf zu achten, dass die Gesamtfläche der
Riemenenden in der Aufheizphase einen Wulst
zeigt�
Die Führungszange leicht öffnen und den
Schweißspiegel ohne Druck von den Riemenen-
den entfernen, anschließend die Riemenenden
schnell gegen einander drücken und die Feststell-
schraube sofort festdrehen�
Schweißvorgang beendet�

10
Verschweißtes Profil ca� 5-10 Min� in der Füh-
rungszange zur Abkühlung eingespannt lassen�
Den vom Schweißen entstandenen Wulst mit
dem Seitenschneider (z�B� BEHAbelt SE02) oder
einem scharfen Messer entfernen�
Der Schweißspiegel muss grundsätzlich nach
jeder Schweißung von den anhaftenden Kunst-
stoffresten mit einem Riemenstück oder einem
Baumwolllappen gereinigt werden, ansonsten ist
die Schweißnaht verunreinigt und bricht�
Auf keinen Fall ein Messer oder harten Gegen-
stand verwenden, da dies die Teflonschicht be-
schädigen würde�
Wir bitten um Beachtung der Schweißanleitung
und empfehlen Ihnen eine gewisse Einübung�

11
MultiTC
Welding tool
WELDING MANUAL

12
ENGLISH
CONTENT
Introduction �������������������������������������������������������� 14
Transport and storage����������������������������������������� 15
Safety������������������������������������������������������������������ 15
Appropriate usage����������������������������������������������� 16
Control elements������������������������������������������������� 17
Work sequence ��������������������������������������������������� 18

13
REFERENCES MARKED ON INSTRU-
MENT OR IN INSTRUCTION MANUAL:
Warning of a potential danger, follow with in-
struction manual�
Caution! Dangerous voltage� Danger of electri-
cal shock�
Reference! Please use utmost attention�
Continuous Double or reinforced insulation
category II IEC 536
Conformity symbol, the instrument complies
with the valid directives� It complies with the
EMC Directive (89/336/EWG) with the stand-
ards EN 50081-1 and EN 50082-1� It also com-
plies with the Low Voltage Directive (73/23/
EWG) with the standard EN 61010-1�
Instrument fullfill the standard (2002/96/EG)
WEEE�
14
INTRODUCTION / SCOPE OF SUPPLY
The instruction manual contains information
and references, necessary for safe operation
and maintenance of the instrument� Prior to
using the instrument (commissioning / assem-
bly) the user is kindly requested to thoroughly
read the instruction manual and comply with it
in all sections�
Failure to read the instruction manual or to
follow with the warnings and references con-
tained herein can result in serious bodily in-
jury or instrument damage� The respective
accident prevention regulations established by
the professional associations are to be strictly
enforced at all times�
The temperature controlled Multi TC welding instru-
ment in combination with a guiding clampis used
for fast, safe and accurate welding of Round and
V-belts made of Polyurethane and Polyester�

15
Scope of supply
1 pc� Multi TC
1 pc� Instruction manual
TRANSPORT AND STORAGE
Instruments must be stored in dry and closed areas�
In the case of an instrument being transported in
extreme temperatures, a recovery time is required
prior to instrument operation�
SAFETY
The respective accident prevention regulations
established by the professional associations
are to be strictly enforced at all times�
Multi TC welding instrument may only be held
on the handles provided for this� Touching
the welding paddle during operation must be
avoided at all costs�

16
The appliance may only be connected to the
input voltage specified on the nameplate�
If the safety of the operator can no longer be
guaranteed, the appliance must be taken out of
operation and secured against unintended use�
This is the case if the appliance:
displays abvious damage
no longer performs the desired functions
was stored too long under unfavourable condi-
tions
was subject during transport to mechanical
strains
APPROPRIATE USAGE
The appliance may only be used under those con-
ditions and for those purposes for which it was
constructed� In particular the safety notes ( work
procedure) and use in a dry environment must be
observed�

17
CONTROL ELEMENTS
Twist guard
290 °C
(PU)
max�
Temperatur
min�
Temperatur
240 °C (TPE)

18
WORK SEQUENCE
General information
Warm up time: 10 Minutes
Polyurethane Profile: Adjust 290°C mark
(min� 285°C, max� 300°C)
Polyester Profiles: Adjust 240°C mark
(min� 215°C max� 245°C)
TIPP: Check welding temperature from time to
time with temperature meter�
When changing the mirror, the temperature must
be checked
For difficult external temperature conditions in-
crease the welding temperature�
Method
In order to ensure a constant welding temperature,
we recommend to ensure that the belt is at room
temperature before commencing the welding pro-
cedure�

19
Cut off both ends of the profile to be connected�
Fix belt ends in appropriate guide clamp at a dis-
tance of approx� 5 mm�
Once the welding paddle has reached the ideal
welding temperature (see rear side), insert wel-
ding paddle in the gap and press both belt ends
slightly onto the paddle� Press the belt ends at
least 30-90 sec� together (depending on the ma-
terial cross section)�
If you have carried out an accurate welding, a
belt boss of approx� 3 to 4 mm appears between
the belt ends and the welding paddle free of blow
holes�
Please make sure that the total surface of the belt
ends forms a boss during the heating-up time�
Release the pressure on the clamp an remove the
hot paddle� Quickly press the belt ends together
and close the set screw on the belt clamp�
Welding process is finished�
20
BEHA Innovation GmbH
In den Engematten 16 · D-79286 Glottertal
Tel.: +49(0)7684/907-0
Fax: +49(0)7684/907-101
E-Mail: [email protected]
Internet: www.behabelt.com
PBDBMTC00003 · 03/2016
Leave profile clamped for 5-10 min� within the
guide clamp to cool off�
After each welding procedure, the welding paddle
should be cleaned by using a belt rest piece or a
cotton cloth otherwise the welding is polluted and
can break� Do not use knife or hard objects as this
would damage the teflon coating�
Please follow the instruction manual� We recom-
mend your practise / exercise�
Table of contents
Languages:
Other BEHABELT Welding System manuals







Popular Welding System manuals by other brands







DINSEO
DINSEO DIX GO 1206.M C Operation manual

Stel
Stel TIG dp 181H instruction manual

Lincoln Electric
Lincoln Electric HANDY MIG IM756-A Operator's manual

WIA
WIA Weldmatic Weldarc 145i Operator's manual

Lincoln Electric
Lincoln Electric Tomahawk 1000 Operator's manual

ESAB
ESAB Origo M13 Feed 304 instruction manual

ESAB
ESAB PT-26 instruction manual

Campbell Hausfeld
Campbell Hausfeld WS0970 Operating instructions and parts manual

Miller
Miller Gold SealTM Model 5000 owner's manual

ESAB
ESAB 35833 instructions

Lincoln Electric
Lincoln Electric PRECISION TIG 375 IM909 Operator's manual

Miller Electric
Miller Electric Subarc DC 650 owner's manual