BIAX WRD/H 6-20/2 ZL45 User manual

(.;r,$;i..1X
\' 'ProfessionalPor
DieseAnleitung
mussdemAnwender
(Werker)
ausgehändigtwerden!
Acopyofthismanualmustbe
given
toallpersonnel
workingwith
thistool!
La
pr6sente
noticeestäremettre
äI'utilisateur
(ouwier)!
ll presente
manualedeveessereconsegnato
persomlmente
all'utente
(gestore)!
iEstas
instrucciones
debenenlregarsealusuario
que
vayaaoperarconla mäquinat
Deze
gebruiksaanwijzing
moet
aande
gebruiker(bediener)
worden
overhandigdl
Brütsch/Rüegger
Werkzeuge
AG
Ponfach
| 80102ürich
I Tel.+41{4736
6363 | Fax
+414473663
00
Internetwww.bru.chI E-[,tail:
r.l€sgbrw.ch
@E zeditt* r90900t
2000
Schmid&WezelGmbH&Co.
Maschinenfabrik
Maybachstraße
2
D
-
75433Maulbronn
Tefefon:
O7O43I 102
-0
Tefefax:
07043I 102
-78
E-Mail
www.biax-germany.com
WRD/H6-20/2ZL45
WRD/H
6.20/2ZL90
WRD/H6-2013Z
WRD/H3.85/2
sRD/H3-85/2
sRD/H3-85/2D
svD/H3.85/2
SVD/H3.85/2D
sRD3-55/2
sRD3-55/25
sRD 3-55/2KE
SRD/H6-50/3
SRD/H
3.60/3
SRD/H
3-4512
SRD/H
6-45/2
SRD/H645/2 SL
sRD/H8-30/2
sRD 8-30/2SL
SARD/H830
SBRD/H
830
svKH 630
SRD/H
8-20/2
sRD/H
8-2012L100
sRD/H8-2012
L200
SRDIH8-2012
SL
SARD/H820
SBRD/H820
svD/H8-20/2
SBRD/H818
SRD/H't0-.t5t2
SRD/H10-12/2
SRD645/2 L
001580
302 25.2.08

..r:.gii,
;lr)a
. . ' ProfessionalPower Betriebsanleitung
für Druckluft-Gerad.
/Winkelschleifer
Tvp Leerlauf-
drehzahl Sch
auch gewinde Lersrung Geräusch
pegel lvlax.
zeugauF
LuäveF
zeug
(Kunst-
haz-
zeug-
ser
(H[,1-
zeug-
(Profil-
körpe0
vibra
lion
(lSO
28662)
dB(A) L/min
sRD/H3-85/2 85000 N,46 100 78 3170 6< 2.4
sRD/H3-85/20 85000 t\46 100 78 3174 46< 2.4
svD/H
3-85/2 85000 7R1/8' 100 78 3174 46<20
svD/H3-85/2D 85000 7R1/8' 100 78 3174 46< 2.O
sRD
3-55/2 55000 IV6 T00 3r70 6 8 0.98
sRD3-55/25 55000 l\l 6 T00 74 3170 8
sRD3-55/2KE 5s000 t\,16 T00 l't70 TCA
0303-63
nct.
<
2.0
sRD/H6-60/3 60000 R1/8 140 80 6210 681.53
sRD/H3-60/3 60000 7R1/8- 140 80 3214 68< 2.O
SRD/H345/2 45000 7Rli8" 76 3 210 810
sRD/H6-45/2 45000 7R1/8' 260 76 6450 I10 < 2.0
SRD/H6-45/2L 45000 7RT/8" 260 76 6450 8l0 <
2.4
SRD/H6-4s/2
SL 45000 7R1/8" 260 76 ti 450 8t0 1.6
SRD/H
8-30/2 30000 7R1/8" 260 76 8450 32 10 < 2.4
sRD8-30/2SL 30000 7R1/8" 264 76 8450 32 10 16 09
SARD/H
830 30000 7R1/8 264 75 8400 32 10 16
SBRD/H
830 30000 7R1/8" 264 75 8400 32 10 16 0.29
svKH630 30000 R1/8 280 78 8424 32 t0 <20
sRD/H8-20l2 20000 1Rt/8 300 832 12 < 2.O
sRD/H
8-2012
L100 20000 7R1/8" 300 8500 40 12 .2.0
sRD/H
8-20/2
L200 20000 7R1i8' 300 74 8500 12 <
2.4
SARD/H820 20000 7R1/8' 310 73 8500 '12 0.66
SBRD/H820 20000 7RT/8" 310 73 8500 4A 12 24 0.79
svD/H8-20/2 20000 7R1/8" 400 75 8700 40 12 24 < 2.O
SBRD/H818 18000 10 550 79 8750 40 15 30 0.55
sRD/H10-15/2 15000 TO 650 80 10 700 40 15 <20
sRD/H't0-12l2 12000 10 Rl/4 650 79 10 700 40 15 < 2.0
wRD/H6-2012
zt45 20000 7R1/8 300 78 6500 t0 < 2.0
WRD/H
6-2012
zL90 20000 R1/8 300 78 6500 TO T6 < 2.4
WRD/H
6-20/3Z 20000 7R1/8 300 78 6500 12 <
2.0
WRD/H3-85/2 85000 M6 100 3170 6
sRD/H8-20/2SL 20000 7R1/8" 300 8500 12 0.31

dSTA.X
i ProfesslonalPower Betriebsanleitung für Druckluft-Gerad-/ Winkelschleifer
DerBIAX-Druckluft-Gerad-
/Winkelschleiferwirdzum
'Schleifen
. Verputzen
. Entgraten
. Polieren
und
. Gravieren
vonunterschiedlichenl\y'aterialieneingesetzt.
DieBIAX-Druckluft-Gerad-/ Winkelschleiferdürfennicht
zum Bohren
oder
zum
Schraubeneingesetztwerden.
Jeglicher Gebrauch des BIAX-Druckluft-Gerad-/
Winkelschleifers außerhalb der obengenannten
Einsatzgebiete,sowie bauliche Veränderung der
Schleiferist
ohne
Zustimmung
durchSchmid&Wezel
nichtzulässig.BeiZuwiderhandlungentfällt
jegliche
Haftung
für Folgeschäden.
Vor Arbeitsbeginndas Werkzeugsicherund möglichst
weit
jn die Spannzangeeinspannen.Anschließenddas
Ventilbetätigenund den laufenden Gerad-/ Winkel-
schleiferzumEinsatzbringen.
DerBIAX-Druckluft-Gerad-/ Winkelschleiferdarfnurmit
passenden Profilschleifkörpernund Hartmetall-
Frässtiftenbetriebenwerden.
KeineTrennscheibenveMenden!
Die
vorgeschriebenenDrehzahlen,Aufspannlängenund
die l\,4indest-Einspannlängevon 10 mm müssen
eingehaltenwerden.
Bei Verwendungvon Hartmetall-Frässtiftendarf die
zulässige Umfangsgeschwindigkeitkeinesfallsüber-
schrittenwerden.
Bei Umdrehungenüber 85000 '1lmin
darfein Schleif-
körperdurchmesservon
6mmnicht
überschritten
werden.
BeachtenSie EN 792-7 sowie die entsprechenden
Hersiellerhinweise.
BeimSchleifenkönnenFunken
oder
SpänedieAugenverletzen.Tragen
Sie
beiderArbeitimmereineSchutzbrille!
JenachArtderBearbeitung
kannder
angegebeneGeräuschpegelüber.
schrittenwerden.
VerwendenSieeinenGehörschulz!
Arbeiten
SiebeiStaubentwicklungnur
mitAtemschutz
undschaltenSiedie
Staubabsaugung
anlhremArbeitsplatz
ein!
Sicherheitshinweis
fürSRD3-55/25
DieserDruckluftschleiferist mit einemwerkzeuglosen
Spannsystemausgerüstet.Das Werkzeugwird über
FliehkräfteinderSpannzange
gespannt.
Sicherheitshinweise:
. DieDruckluftmaschinedarfnurfür
leichte
Entgratarbeitenverwendet werden.
HartmetallfräserO max.
4mm.
. DieDrehzahlmußzurErhaltung
derSpannkraft
beimArbeitenmöglichsthochbleiben.
. DerSchleiferdarfbeim
Schleifennichtnachhinten
gezogen
werden(siehe
Abb.1).Ansonstenbesteht
dieGefahr,dasssichdasWerkzeug
ausderSpann-
zangeherauszieht.Diesbetriftinsbesondere
Hart-
rnetallfräserzur
Stahlbearbeitung.Das
HerausziehenderWerkzeugekann
durchdenEin-
satzvonlinksgenutetenFräsernverhindert
werden.
. EsmusseineSchutzbrille
getragen
werden.
Zum
Schutzandererempfehlenwir
untereinerSchutz-
haubezuarbeiten.
DenSchleiferbeim
schleifennichtnach
hintenziehen,
Abb.1:SicherheitshinweisSRD3-55/2S
Betriebsanleitungf
ürDruckluft
.Gerad-
/Winkelschleifer
Gesundheit
Während
derArbejtnurenganliegendeKleidungsstücke
tragen.NehmenSieSchmuckvor
Arbeitsbeginnab.Ver-
wenden
SiebeilangenHaarenunbedingteinHaarnetz!
VermeidenSieKontakt
mitStromquellen.DerSchleiferist
nicht
gegen
KontaktmitStromführendenTeilenisoliertl
UmgangmitdemGerad-
/Winkelschleifer
Prüfen Sie vor Arbeatsbeginnund nach jeder
Unterbrechungdie l\y'aschineund das Werkzeugauf
Beschädigungen.
KontrolllerenSiedenfesten
SitzdesWerkzeugs
in der
Spannzange!
Schließen
SiedieDruckluftleitungnurmiteingespanntem
WerkzeugundbeiausgeschaltetemVentiian!
TrennenSiebeiWerkzeugwechselundWartungsaf
beiten
diel\ilaschineimmer
vomDruckluftnetzl
DerBetriebsdruckvon6 bardarfwährenddesBetriebes
keinesfalls
überschrittenwerdenl
Bei Unterbrechungder LuftzufuhrschaltenSie die
l\y'aschinesofortausl
Der Schleiferläuftnachdem Ausschaltennoch nach.
LegenSiedasWerkzeugerstnach
seinemStillstandab!
VerwendenSienurunbeschädigteProfilschleifkörperund
HartmetallFrässtiftel
SichernSiedasWerkstückmiteinerSpannvorrichtung
odereinemSchraubstockl
BeachtenSie,
dass
imSchlauch
gespeicherte
Druckluft
einen unerwartetenStart des Schleifersverursachen
Kannl
VeMenden
S;e den Schleifernur mit unbeschädigtem
Schlauch!
PrüfenSiedieSchläucheundAnschlüssevor
Arbeitsbeginn
auf
Beschädigungenl
Verhalten
amArbeitsplatz
Halten
Sie
lhren
ArbeitsplatzinOrdnung!
Beim Schleifen entstehen Funken. Entfernen Sie
brennbareGegenständeundl\,4aterialien!
BeachtenSie die GefahreinesschlagendenDruckluft-
schlauchesl
KonzentrierenSie sichauf lhre Arbeitund haltenSie
anderePefsonenvonlhremArbeitsbereichfernl
Bewahren
SielhreWerkzeugesicheraufund
pflegen
Sie
diesesorgfältigl
Reparaturen
dürfennur
von Fachpersonaldurchgeführt
werden.
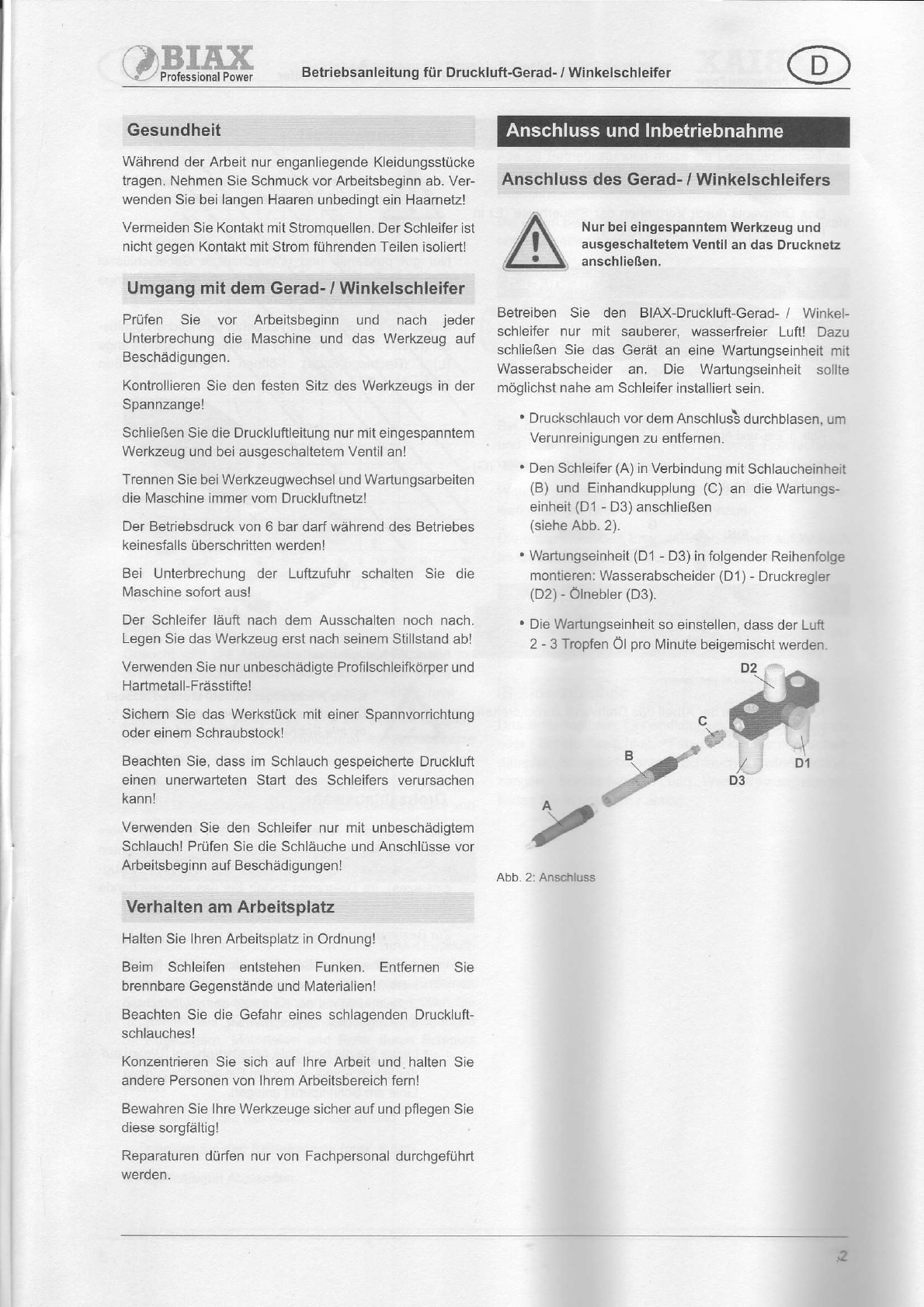
Anschluss
desGerad-/Winkelschleifers
Nurbei
eingespanntemWerkzeug
und
ausgeschaltetemVentil
andasDrucknetz
anschließen.
BetreibenSie den BIAX-Druckluft-Gerad-
/ Winkel-
schleifernur mit sauberer,
wasserfreierLuftl Dazu
schließenSie das Gerätan eineWartungseinheit
mit
Wasserabscheider
an. Die Wartungseinheit
sollte
möglichstnaheam
Schleiferinstalliertsein.
. Druckschlauch
vordemAnschlus\
durchblasen,urn
Verunreinigungenzuentfernen
. DenSchleifer
(A)
inVerbindung
mitSchlaucheinheit
(B) und Einhandkupplung(C) an dieWartungs-
einheit
(D1
- D3)anschließen
(siehe
Abb.2).
. Wariungseinheit
(D'1
- D3)infolgender
Reihenfolge
montieren:Wasserabscheider
(D1)
- Druckregler
(D2)
-Ölnebler
(D3).
. DieWartungseinheit
soeinstellen,
dassderLuft
2- 3TropfenÖl
pro
l\,4inute
beigemischtwerden.
\ö.
CT
/Dl
D3
\-.
-..'
..,
v
Abb 2:Anschluss
2

,ä,tsl.nx
zr Plolessional
Power Betriebsanleitung
fürDruckluft'Gerad-
/W''ltl*hl"il"t
Ein-
und
Ausschalten
Das
Drehventil
durch
Verdrehen
derSteuerhülse
(E)in
Pfeilrichtung
betätigen
(siehe
Abb 3)'
vor jedem
Werkzeugwechsel
dasGerät
vom Druckluftnetz
trennen!
Nur out passendeund unbeschädigte
Gabelschlüssel
rurn
-W"rkr"ugt""hsel vefwenden
da dieSpannzange
sonst
beschädigt
werden
kann
Mittels
der
im
mitgelieferten
Zubehör
befindlichen
SchlÜs-
""i tHunO
J)
die
Spindel
(K)festhalten
und
Spannzange
üi ' in""nt"g"*ina"l öfrnen bzw schließen
't'1
Werkzeugwechsel
(siehe
Abb.5).
Abb.3:
Ein-
und
ALlsschalten
Das Hebelventil
(F) entsichern
drücken
(siehe
Abb'
4) und Ventilhebel
(G)
EIN ; /wrym
Abb.
4:Hebelventil
entsrcnern
Nach
Beendigen
der
Arbeit
das
Drehventil
zurückdrehen'
bzw.
Hebel
loslassen'
\,
\
*$
ta,
zu q-\a
Abb.
5:
Werkzeugwechsel
Keine
Werkzeugschlüssel
stecken
lassen
!
Überprüfen
Sie
vor
dem
Arbeitsbeginn'
ob
alle
Schlüssel
entfernt
sind'
Drehzahlauswahl
Die benötigte Arbeitsdrehzahl
ist abhänglg vom
Schneidendurchmesser und der gewünschten
s, nn.rtoeschw
ndigkeitÜe nach Art des Werkzeug-
;,.';iä. t o;Jg,"tt tinden
sie dasentsprechende
Kennlinjenfeld
(siehe
Abb 6)
Zur
Bestimmung
gehen
Sie
wie
folgt
vor:
. Ausgehend
vom
Schneidendurchmesser
[mm]
ziehen
Sie
eine
senkrechte
Linie
bis
zum
Schnittpunkt
mit
der
Kennlinie
der
gewünschten
Schnittgeschwindigkeit
[m/min]'
' Lesen
Sie
die
benötigte
Arbeitsdrehzahl
[U/min]
auf
der
linken
Achse
ab,
indem
Sie
eine
horizontale
Linie
am
Schnittpunkt
anlegen
AUS
tr
Betriebsanleitungfür Druckluft-Gerad-/ Winkelschleifer
x
( \
\?a \
\dq
t
\\3 \
\\q
\\9
\",
I
2 253 4 5 6 7 a 910 12 15 20
schneidendurchmesser
inmm
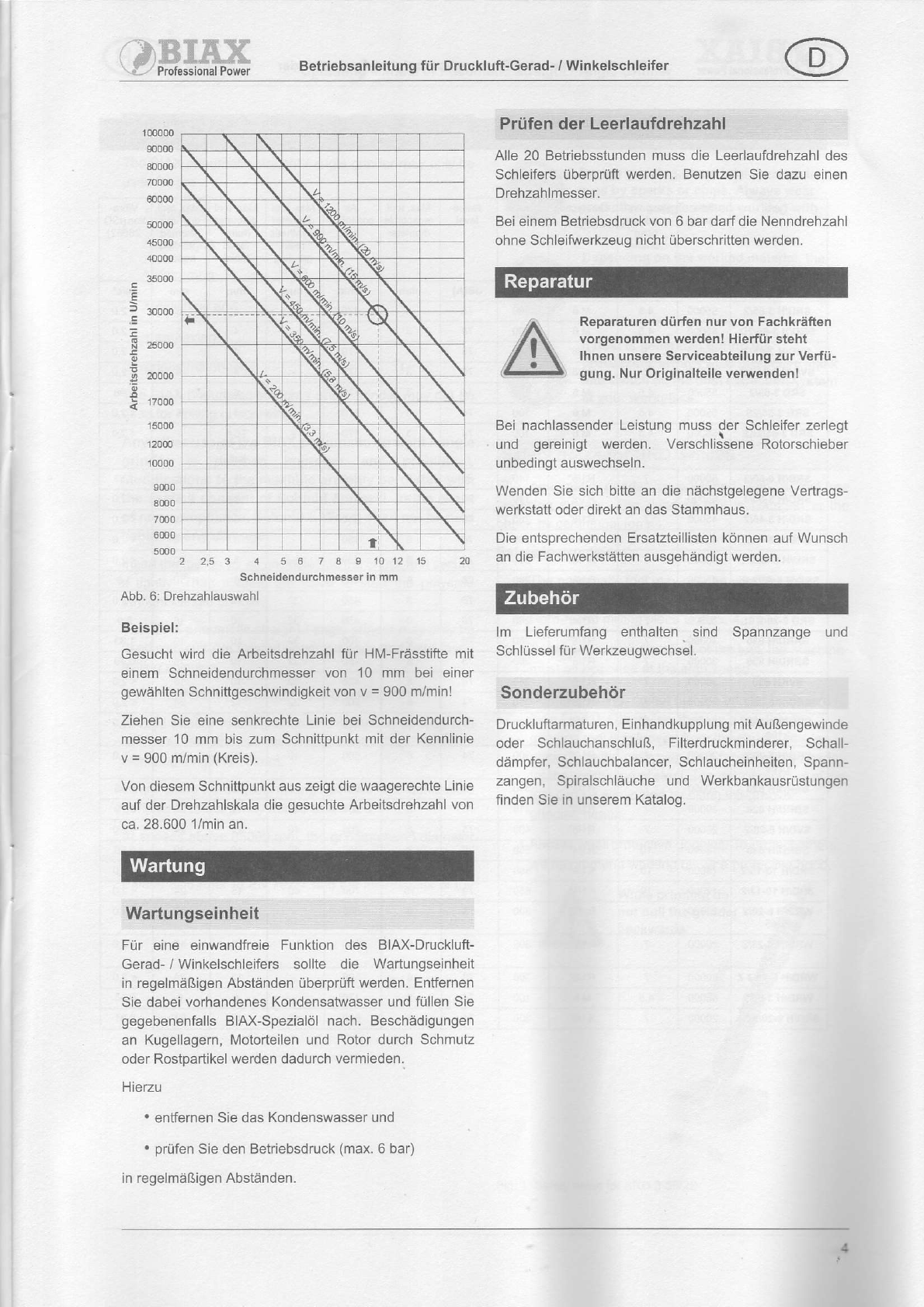
Abb.6: Drehzahlauswahl
Beispiel:
Gesuchtwirddie Arbeitsdrehzahlfür HNil-Frässtifte
mit
einem Schneidendurchmesser
von 10 mm bei einer
gewählten
Schnittgeschwindigkeit
vonv = 900m/min!
Ziehen
Sie einesenkrechteLiniebei Schneidendurch-
messer10 mm biszum Schnittpunkt
mitder Kennlinie
v = 900m/min
(Kreis).
VondiesemSchnittpunktauszeigtdie
waagerechteLinie
aufderDrehzahlskaladie
gesuchte
Arbeitsdrehzahlvon
ca.28.6001/minan.
Warlungseinheit
Für eine einwandfreieFunktiondes BIAX-Druckluft-
Gerad-/ Winkelschleiferssollte die Wartungseinheit
inregelmäßigenAbständenüberprüft
werden.Entfernen
Siedabeivorhandenes
Kondensahr'r'asserundfüllenSie
gegebenenfalls
BIAX-Spezialöl
nach. Beschädigungen
an Kugellagern,
Motorteilenund RotordurchSchmutz
oderRostpartikelwerdendadurchvermieden.
Hierzu
. entfernen
SiedasKondenswasserund
. prüfen
SiedenBetriebsdruck
(max.6
bar)
inregelmäßigenAbständen.
Prüfen
der
Leerlaufdrehzahl
Alle20 BetriebsstundenmussdieLeerlaufdrehzahldes
Schleifersüberprüftwerden.BenutzenSie dazueinen
Drehzahlmesser.
BeieinemBetriebsdruck
von
6bardarfdieNenndrehzahl
ohneSchleifwerkzeuo
nichtüberschrittenwerden.
ReDaraturen
dürfennurvon Fachkräften
vorgenommenwerden!Hierfürsteht
lhnenunsereServiceabteilungzurVerfü-
gung.
NurOriginalteileverwenden!
BeinachlassenderLeistungmussder Schleiferzerlegt
und gereinigt werden. Verschlis'sene
Rotorschiebel
unbedingt
auswechseln.
WendenSiesichbittean dienächstgelegeneVertrags-
werkstattoderdirektandasStammhaus.
Dieentsprechenden
Ersatzteillistenkönnen
auf
Wunsch
andieFachwerkstättenausgehändigtwerden.
lm Lieferumfangenthalten sind Spannzange und
SchlüsselfürWerkzeugwechsel.
Sonderzubehör
Druckluftarmaturen,
Einhandkupplungmit
Außengewinde
oder Schlauchanschluß,Filterdruckminderer,Schall-
dämpfer,Schlauchbalancer,Schlaucheinheiten,Spann-
zangen, Spiralschläucheund Werkbankausrüstungen
finden
SieinunseremKatalog.
1m000
90000
80000
70000
@000
50000
45000
40000
35000
] :oooo
I zsooo
E
! zoooo
ä 17000
12000
10000
9@0
8@0
7000
6@0
5000
Operating
Manual
of Pneumatic
Straight
/AngleGrinder
Type Conneciing
(synthetic
grndrng
discs)
lv1ax.loo
iools)
lforrned
grindlng
Vibfa-
iion
(lSO
28662)
rpm dB(A) l/min
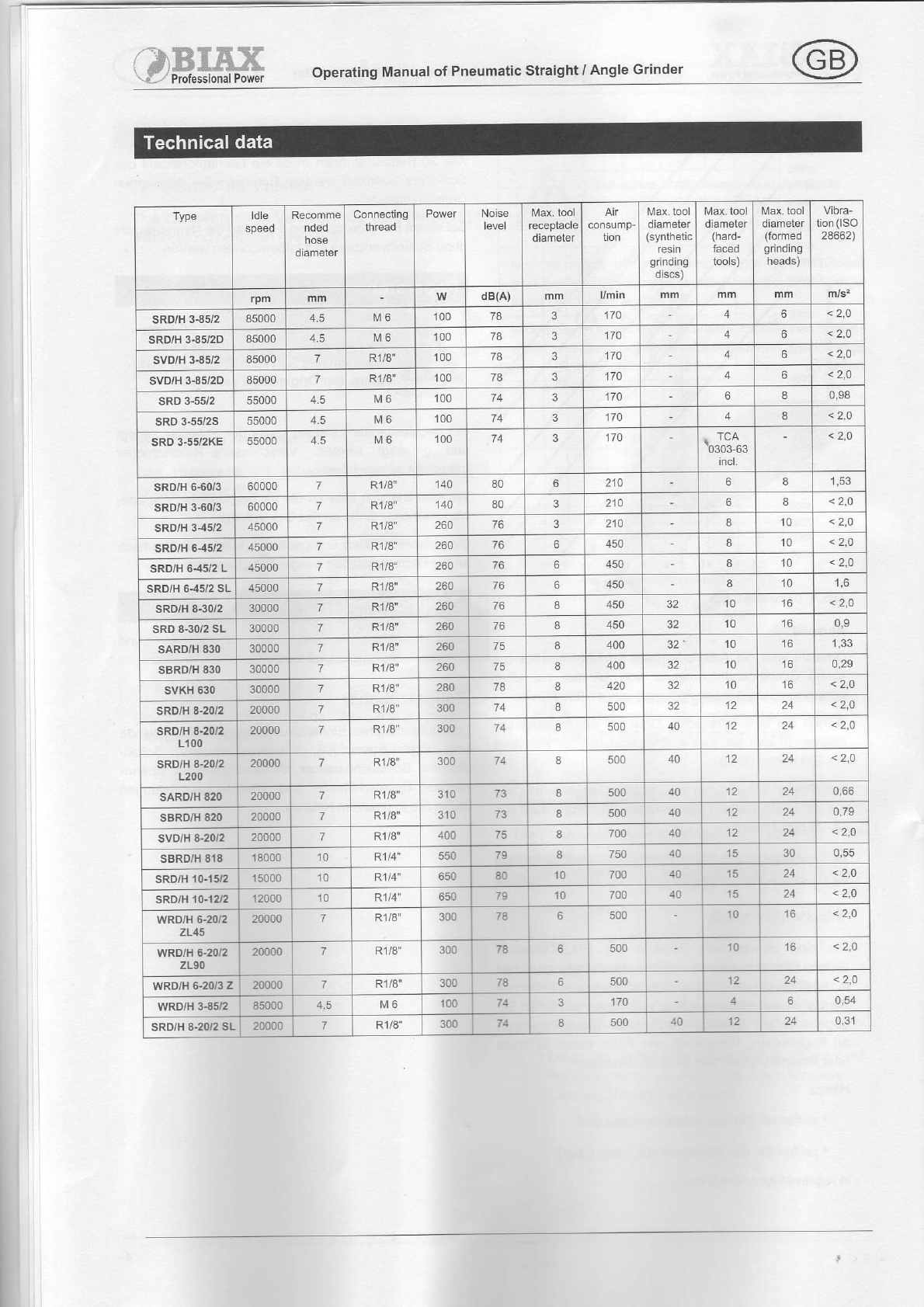
sRD/H
3-85/2 85000 t\16 100 78 3170 6< 2,4
SRD/H
3-85/2D 85000 M6 100 78 3170 4 6
svD/H
3-85/2 85000 7R1/8' 100 7a 3174 6
svD/H
3-85/20 85000 7R1/8' 100 78 3170 6< 2,4
sRD
3-55/2 55000 N,l6 100 T4 3110 68
sRD3-55/25 55000 M6 100 3174 8
SRD
3-55/2KE 55000 M6 100 3170 b.t0".1. <2,4
sRD/H
6-60/3 60000 7R1/8' 140 80 6214 6 8 1,53
SRD/H
3-60/3 60000 7R1/8' 144 80 3210 6< 2,0
sRD/H
3{5/2 45000 7R1/8" 264 76 3210 810
sRD/H
645/2 45000 7R1i8' 260 76 6450 810 < 2.4
sRD/H6-45/2L 45000 R1/8 264 76 6450 810 .2.4
sRD/H6-45/2SL 45000 7R1/8" 264 76 6450 I10 1,6
SRD/H
8-30/2 30000 7R1/8' 260 76 832 TO
sRD8-30/2
SL 30000 R1/8' 264 76 8450 32 10 l6 0,9
SARD/H830 30000 7R1/8' 260 75 400 32 10 16
SBRO/H
830 30000 7R1i8 260 15 8400 32 10 0,29
SVKH630 30000 7R1/8' 280 78 I420 32 10
SRD/H
8-20/2 20000 7RT/8" 300 74 8500 32 12 24
sRD/H8-20/2
Lt00 20000 R1/8' 300 8500 40 12 < 2,4
SRD/H8-20/2
1200 20000 7R1/8' 300 74 8500 40 12 24
SARD/H
820 20000 7R1/8' 310 73 8500 40 12 24 0,66
SBRD/H
820 20000 7R1/8' 310 73 8500 12 24
svD/H
8-20/2 20000 1R1/8' 400 8700 40 12 < 2,O
SBRD/H818 r8000 10 R1/4" 550 79 8750 r5 30
sRD/H
10-15/2 15000 10 R1/4' 650 80 TO 700 15 24 < 2.0
SRD/H
10-12./2 12000 10 R1/4' 650 79 10 700 40 15 < 2.4
WRD/H6-20/2
zL45 20000 7R1/8' 300 78 6500 10 16
wRD/H
6-20/2
zL90 20000 7R1/8' 300 78 6500 10 l6 < 2.4
wRD/H6-20/3
Z20000 1R1/8' 300 78 6500 12 24 .2,0
WRD/H
3{5/2 85000 M6 100 3174 60,54
sRD/H
8-2012SL 20000 7R1/8" 300 8500 40 12 0,31

- e:; - 'r*
:ö fll z r:t ;,
:' .' ProfessionalPower OperatingManualof Pneumatic
Straight
/ AngleGrinder
TheBIAX
pneumatic
straight/ angle
grinder
mayonlybe
usedforthe
. grinding
. plastering
'deburring
. polishing
and
. engraving
ofvariousmaterials.
TheBIAX
pneumatic
straight/ angle
grinder
maynotbe
usedfordrillingorscrewing.
Any olher useof the BIAX
pneumatic
straight/ angle
grinder is deemed improper and prohibited.
Modificationsto the machineareonly permitted
with
the explicitconsent
of Schmid& Wezel.Inthe event
of non-compliance,Schmid& Wezelshall
notbeheld
liablefor anydamage.
Insertthetoolasfaras
possible
intothechuck
andsecure
it tightly!Thenactuaiethe valveto startthe powered
straight/ angle
grinder.
TheBIAX
pneumatic
straight/ angle
grinder
mayonlybe
usedwithsuitableformed
grinding
headsand
hard-faced
millingspindles.
Never
use
themachinewithcuttingwheelsl
Alwaysadheretotheinstructions
regardingspeedsand
clamping lengths in this document.The minimum
clampjnglengthis10mm.
Whenusinghard-faced
millingspindles,the admissible
peripheral
velocitymay
notbeexceededl
Atspeedsabove85000
rpm,the
grinding
headdiameter
maynotexceed6mm.
Pleasealsoreferto EN792-7andtheinstructionsofthe
manufacturer.
During
grinding,
thereisofdamageto
eyesby sparksor chips.Alwayswear
proleclivegoggles
when
workingwith
thetool!
Dependingontheworkedmaterial,the
normalnoiselevel
(see
technicaldata)
maybeexceeded.
lfdustisgenerated
duringthe
processing,
alwayswear
protective
mask
andswitchonthedustextractionsystem
al
your
workplace.
Safety
notesfor SRD3-55/25
The pneumaticgrinderis equippedwith a tool-free
clampingsystem.The grinding
tool is clampedin the
chuck
bycentrifugalforces.
Safetyinstructions;
. The
pneumatic
toolmayonlybeusedforlight
deburnngtasks.
Hard-facedmilling
piece
@
max.4mm
. Toensure
proper
clampingofthe
tool,ihemachine
mustbeoperatedatthehighspeed.
. During
grinding,
donot
pull
the
grinder
backwafd
(see
Fig.1).OtheMise,thereisariskthatthe
grinding
tools removedfromthe
chuck.Thisis
particularly
thecasewithhard-facedmillingheads
forthemachining
ofsteel.Theriskofremovalotthe
toolcanbeeliminatedbyusingleft-grooved
grinding
heads.
. Alwayswear
protectivegoggles.
To
protect
others.
werecommend
workingundera protective
hood.
While
grinding
do
not pull the grinder
backwards.
Fjg.1:Safety
notes
forSRD3-55/25
,e3
A),
Professional
Power
|.:.'
,l Operating
Manual
of Pneumatic
Straight
/Angle
Grinder
Health
protection
Weartightly
fitting
clothes Do notwearanyjewellery'
Long
hair
must
becovered
with
ahairnet!
Do
nottouch
electrical
components
and
connections
The
grinderis not completely
insulated
against
powered
components!
Handling
of the straight
/ angle
grinder
At the start of each shift, and after prolongedbreaks'
inspect
the
grinderand
the
tool
bit
forvisible
damage
Ensure
that
the
tool
is
properlysecured
in
thedrill
chuck
Prior
to
connecting
the
compressed
air
line'
mount
the
iool
and
ensure
that
the
valve
is
switched
off!
Before
changing
the tool or carrying
out malnlenance
work
onthe
grinder,always
disconnect
the
unit
from
the
compressed
air
suPPlY
linel
During
operation,
the
operating
pressuremay
notexceed
6barl
lfthere
isan
interruption
inthe
supply
ofcompressed
alr'
immediately
switch
off
the
machinel
When
the
machine
isswitched
off'
the
spindle
continues
rotating
for a short
while Replace
the toolonlyafterit
has
come
toastandstilll
Use
only
undamaged
formed
grindingdevices
and
hard-
faced
milling
sPindles!
To
secure
the
tool,
useavice
or
other
clamping
device!
Please
note
that
compressed
air
in
thehose
might
lead
to
unexpected
machine
behaviour
when
the
grinder
isbeing
started!
The hose attachedto the grinder must be in perfect
working
order.
Prior
toworking
with
thegrinder'inspect
thehose
and
allcouplings
for
damage!
Workplace
safetY
Keep
yourworkplace
tidyl
Grinding
generallyleads
to
sparks
Remove
all
flammable
objects
andmalerials
fromtheworkarea!
Be
aware
of
the
risk
caused
by
hammering
air
hoses!
Whenworking
with
thegrinder,concentrate
your
mind
on
thetaskin handand keepotherpersons
away
fromyour
workplace!
Store
your
toolsina safeandclean
placel
Repairs may only be carried out by suitably trained
technicians.
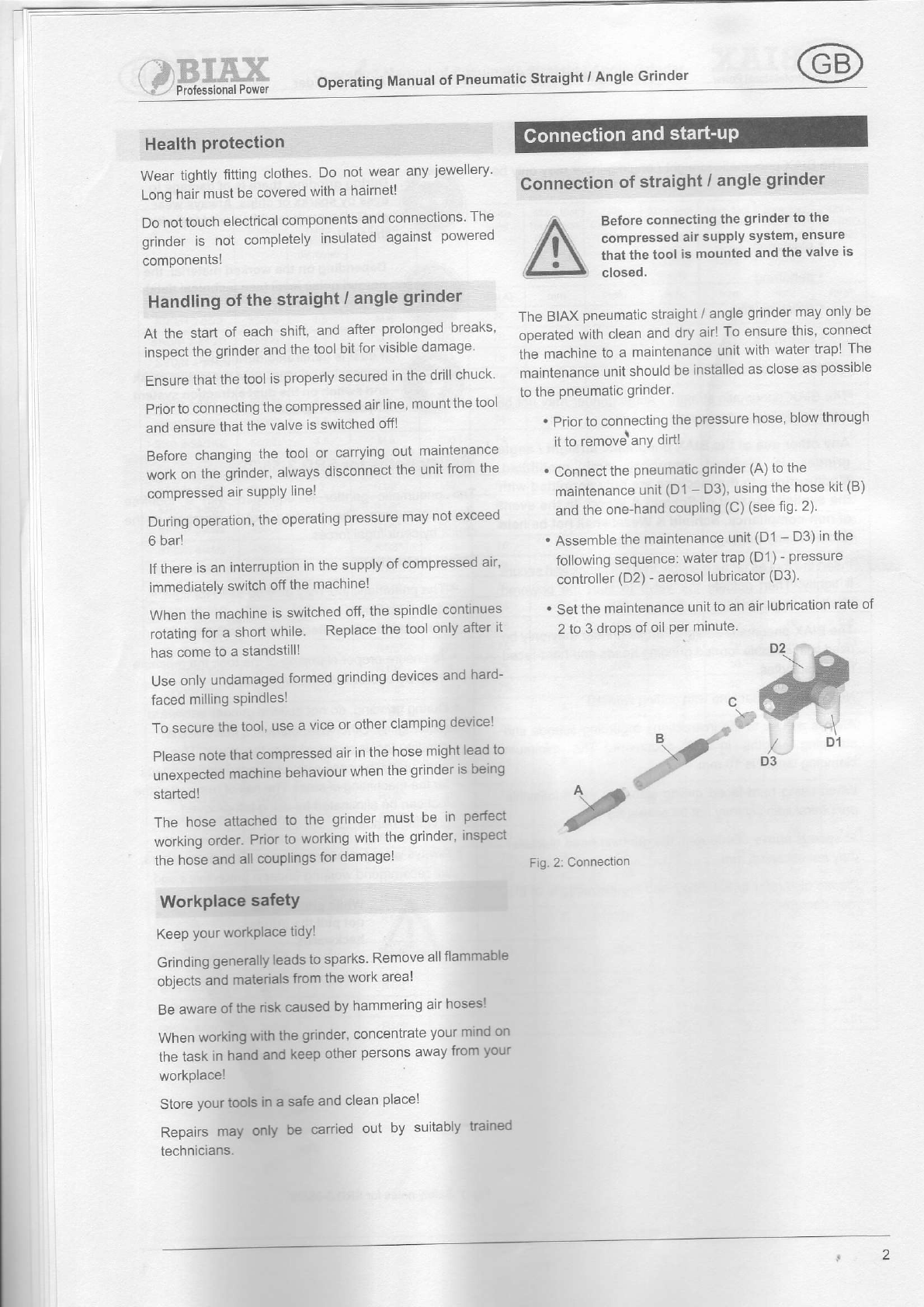
Connection
ofstraight
/angle
grinder
Before
connecting
the
grindertothe
compressed
airsupply
system'
ensure
that
the
tool
ismounted
and
the
valve
is
closed.
The
BIAX
pneumatic
straight
/ angle
grinder
may
only
be
operated
with
clean
and
dry
air!
Toensure
this,
connect
themachine
to a maintenance
unit
with
water
trapl
The
maintenance
unit
should
be
installed
asclose
as
possible
tothe
pneumatic
grinder'
. Prior
to
connecting
the
pressurehose,
blow
through
ii to removerany
dirtl
. Connect
the
pneumatic
grinder(A)
to
the
maintenance
unit
(D1
- D3),
using
the
hose
kit
(B)
and
the
one-hand
coupling
(C)(seefig 2)
'Assemble
the
maintenance
unit
(D1
- D3)
inthe
following
sequence:
water
trap
(D
1)
- pressure
controller
(D2)
-aerosol
lubricator
(D3)
. Set
the
maintenance
unit
toan
air
lubrication
rateof
2to3drops
of
oil
Per
minute.
- j^.
\-t
/-
Fig.2:
Connectlon
Operating
Manualof PneumaticStraight
/AngleGrinder
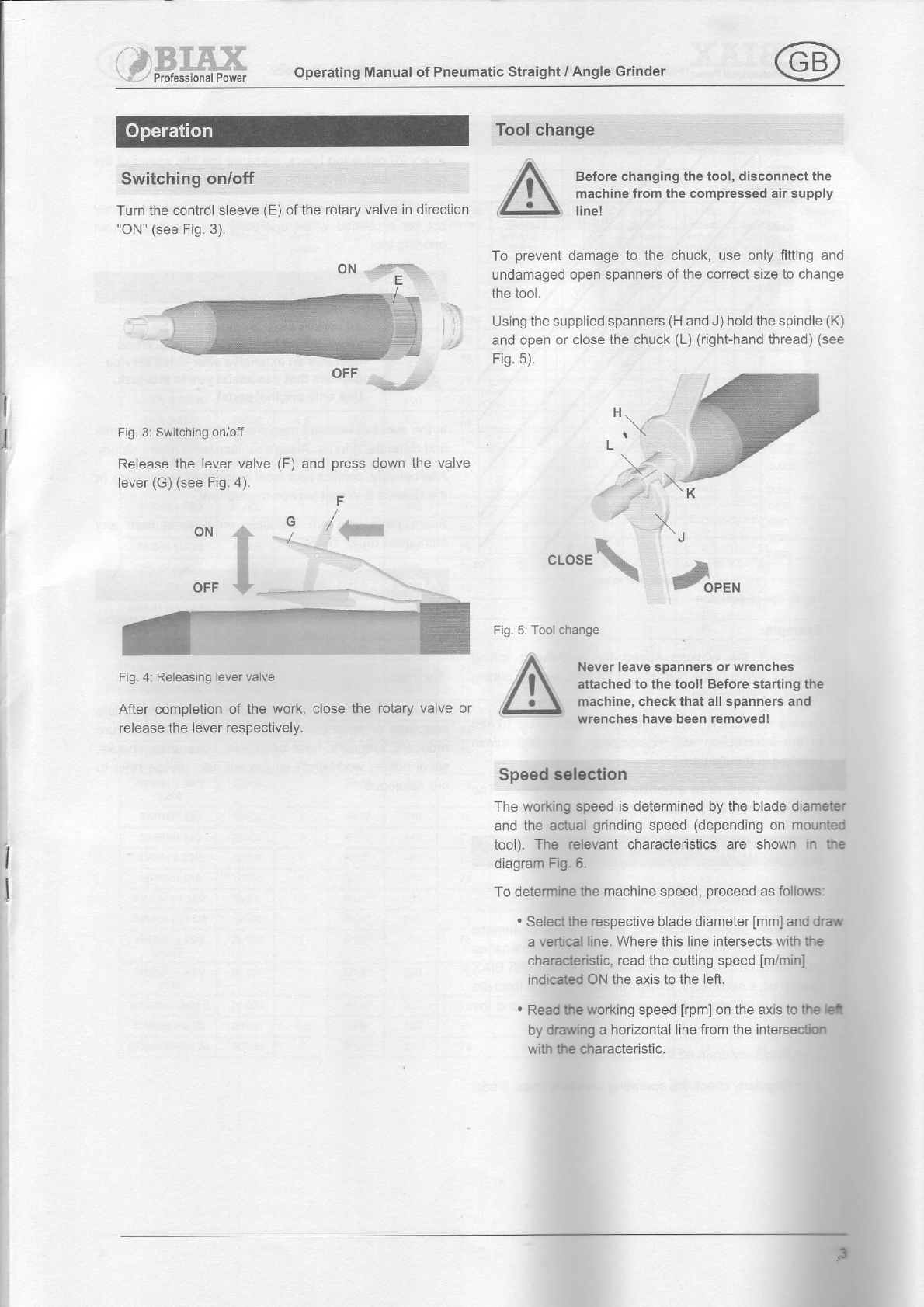
Switchingon/off
Turnthe
controlsleeve
(E)oftherotaryvalveindirection
"ON"
(see
Fig.3).
Toolchange
Beforechangingthetool,disconneclthe
machinefromlhecompressedairsupply
linel
To prevent
damageto the chuck,use onlyfittingand
undamagedopen
spannersofthecoffectsizetochange
the
tool.
Using
thesuppliedspanners
(H
andJ)holdthespindle
(K)
andopen
orclosethechuck
(L)
(righlhand
thread)
(see
Fig.5).
"\-
Fig.3:Switching
on/off
Releasethe levervalve
lever
(G)(see
Fig.4). (F)and press
down
the valve
u / ;1x*l
/'
F
g.
4:Releasinglevefvalve
After completion
of the work, close the rotaryvalve or
releasetheleverrespeciively. A
I
I
l/t
OFF
- ,,
"'-ot'\ r4"."
Flg.5:
Toochange
Neverleavespannersorwrenches
altached
to thetool! Beforestartingthe
machine.checkthatallsoannersand
wrencheshavebeenremoved!
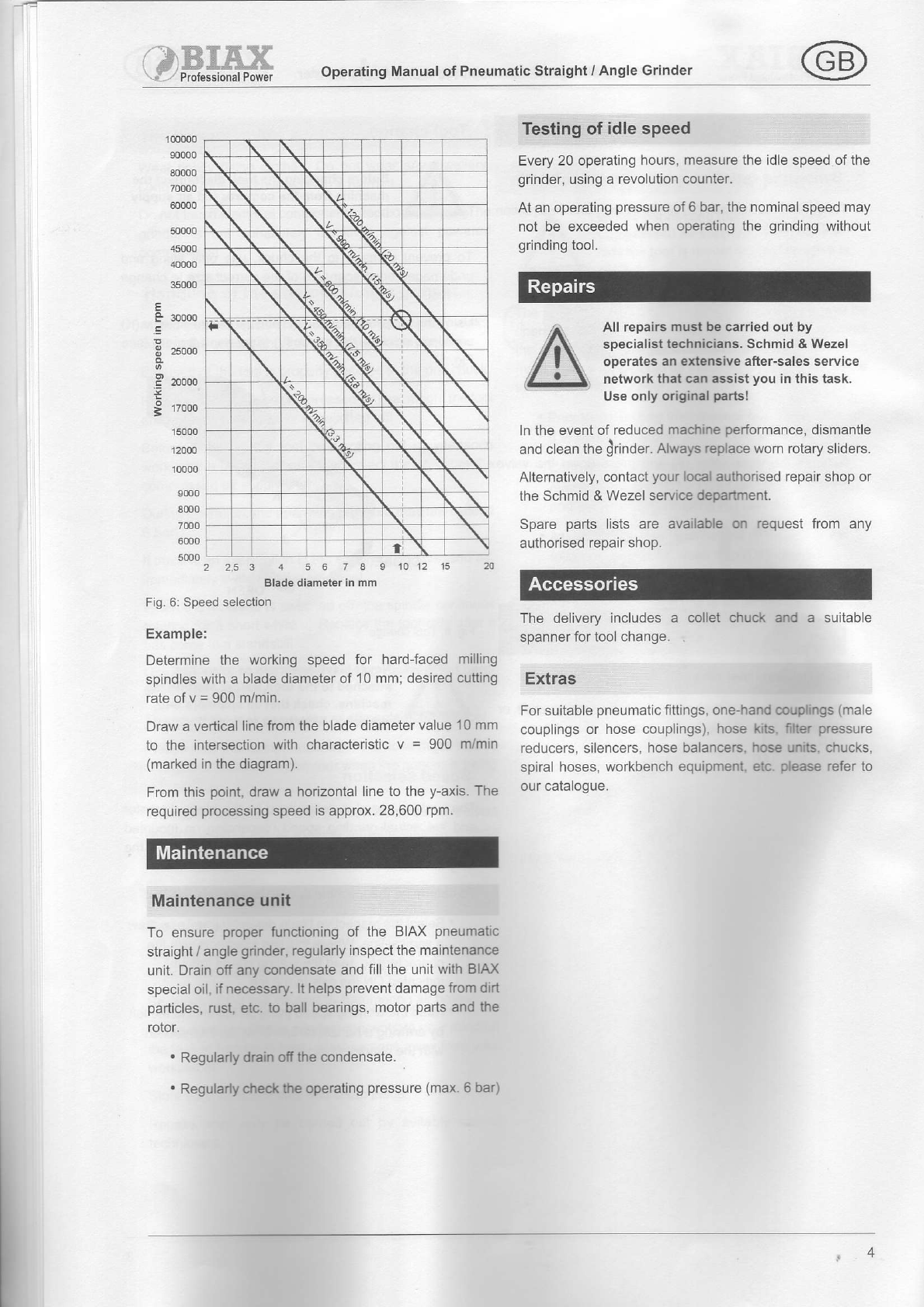
Speedselection
The
workingspeedisdeterminedbytheblade
diameter
andthe actual
grinding
speed
(depending
on mounted
tool). The relevant characteristicsare shown in the
diagramF49.6.
To
determinethemachinespeed,
proceed
as
follows:
. Selecttherespectivebladediameter
[mm]
and
dras
avertical
line.Where
this
lineintersectswiththe
characteristic,
readthe cuttingspeed[rn/min]
ndrcated
ONtheaxistotheleft.
. Readtheworkingspeed
[rpm]
ontheaxistotheEe
bydrawing
a horizontallinefromthe interseclioo
withthecharacteristic.
t
t uiiir,t;** Operating
Manualof PneumaticStraight
/AngleGrinder
35000
E
g 3oooo
.E
3 25ooo
f zoooo
9 rzooo
15000
2253 4 567 891012
1s 20
Bladediameter
inmm
Flg.6:Speed seection
Example:
Determinethe worklngspeed for hard-faced
milling
spindles
witha bladediameter
of 10mm;desired
cutting
rateof
v =900m/mln.
Drawavertical
linefromthebladediameter
value
10mm
to the lntersection
with characteristic
v = 900 m/min
(markedinthediagram).
Fromthis
point,
dfawa horizontal
lineto the
y-axis.
The
required
processing
speedisapprox.28,600
rpm.
Maintenance
unit
To ensure
proper
functioningof the BIAX pneumatic
straight
/angle
grinder,
regularlyinspect
themantenance
unit.Drainoffany
condensateand
filltheunitwith
BIAX
specialoil,
ifnecessary.lthelps
prevent
darfage
fromdirt
particles,
rust.etc.to ballbearings,
motor
parts
andthe
rotor.
. Regularly
drainoffthecondensate.
. Regularlycheck
theoperating
pressure
(max.
6bar)
Tesling
ofidlespeed
Every20operating
hours,measuretheidlespeedofthe
grinder,
using
arevolutioncounter.
Atanoperating
pressure
of6 bar,thenominalspeedmay
not be exceeded
whenoperatngthe grinding
without
grinding
tool.
Allrepairs
mustbecarried
outby
sDecialist
technicians.Schmid&Wezel
oDerates
anextensiveafter-salesservice
network
thatcanassist
you
inthistask.
Use
onlyoriginal
parts!
Intheeventofreduced
machine
performance,
dismantle
andclean
the
lrindef.
Alwaysreplaceworn
rotarysliders.
Alternatively,
contact
your
localauthorised
repairshopof
theSchmid&Wezel
servicedepartment.
Spare parts lists are availableon request
from any
authorised
repairshop.
The delivery
includesa colletchuck and a suitable
spannerfortoolchange.
Extras
Forsuitable
pneumatic
flttings.one-handcouplings
(rna
e
couplings
or hosecouplings).
hosekits.
tllter
pressure
reducers,silencers,
hosebalancers.
hose
unrtschucks,
spira hoses,workbenchequipment.
etc.
piease
referto
our
calatogue.
1@000
90000
80000
70000
60000
50000
45000
40000
12000
r0000
s000
8000
7m0
6000
5@0
@H"ffi#
EGKo NFo RM ITATs ERKLARU NC
EC DECLARATION OF COIIFORMITY
DLCLARATToN DE coNfoRtIITf cL
DICHIARAZIONL DI CO\FORMIIA II
DECLARACION D' CONFORIlTIDAD CE
Hiemil erklär.! *i.. dassdienäcbfolgendbezeichnelervollsüjndigenMaschinen
aufgrundihrer Konzipieang und Bauaflde. Ec-tlaschineüich{rinie 2006!?,EC ufdden
gtundlegenden
S;cherheils-ündCesundhtiisanfordetungen
entsprechen.
Beieiner nicht mit uns abgeslimmten Anderung d€r trtalchine verl'ert diescErkli.uDg ihreCültigkeit.
wehe'ebydecl.rd1a1*'ef0uowjngdesjgnatedcornpjet€machi
escornPlywiththelcmachi'edirctive2006,'42,,ECandneettheesse!ti
accountoftheir conc€llior anddesign.
The v:rlidih ofthis declaration crpircs when r nodincation lo th€ acüim i! mäde $liloütbeiüg coordirted $ith us.
Nousd€ciaronSParlaprsentequelesacIrinescomP].tesdesig!6e5ci'dessoussontconio'nes'd€parlcurco
200614?/CEet aux presc.iptions
fonda entalesvisantIa söcurit€el Ia
san!ö
Si la machile deaäit6tre mod;fi€€sans
notre rccord. crci fera p€.d.e toüle rälidit6 ä la prasertc dRhration.
Djchidimochelen.cchi.ecomplelcaIl.quali|a.ile
DireftivaM.cchineCE 2006r42rc8 in iano disicurczza e sänidr.
Ir cso di eodilichc all! mecchioa nor conordare cor troil, prsente dichifezio.e perde di aaliditä.
Declammos
quelas
näquinascomplelasd€scdtasa continuaciönenrazöndesuconcelci6n y nodelo cor€spoodetra lasdispos;cioncsde lanomratlvadeünqui'ras de la CE
2006r4:/CE y a las
disposiciones
bäsicasdeseguridnd
y sznitarias.
Er cso de realizars€ modifi.aciones enla niquinas si, nuesira aulorizaciön estadeclRraeiön
perderä s! vxlidez.
B.zeichnrng dü f,hschine:
.An-!6rudtc voßhtifi@'lichdois:
,A!g6vadl. A- ;\omd:
.{n-!d'ddt. B- Nom6:
.AnlNadtc C- Nom6:
An-csdd!. ndimalc Nomtr:
appli.d Ggüdio.tdidiv6:
Applicd DdjoMl srddü.!s:
D!Jig!!tio. d. b o&hinc
PrffiiFi@ ; didi!6 +tliqü6:
Nom6 dj@L. ltdiqoi6:
Denooirrj.D .ldL Dt .!iü:
Disl6itdiDnlniE rldi4ac
Notu. Ei@li 'FrF-
Dggipddd .L t .Iqrh
t-E
DrucHut$cr*aüg
c6ad-.Rinlet-bd |ledbe&chleil4- Schraubs.aohnehinq
Robolmvdk2eugc.
Schlcilspind€l.Feilü. Bohrsrlrarr. i!tci8.l
Prcm atikaricb
1006'llr!C
DN E\l t050
DN_Ell191.DINEN9j4-1.DN EN95t'l{En !ro
Pneeldctoob
Süignt g.indn,
rirbracle e!ind(. bed-n€ldbeltsdLr. sd6rd;vr,
drill.roh.ricrools.
grindine
spiDdl.tling.ptlince. debrs. cliFl
PrMrti.driee
l006t41'cE
DIniF\ NJO
DDi Ft(l9a DN Eti 9,i4-1,DN EN9t1-2{d!an)
Oulil ä air comprimd
PEoccß dron$.dd!1. cl
poftrns i rubs. \isse!s.-
pdcelsc.
ouüls
pou.obo!
heb. pod€nsle. ori(t älimü. ebavureud,dilsig6. bunn
1006,rfCE
Df\ L\_'1050
DOiE\ 291.DINEN951-1.DN EN9j{-:(!r.jd)
Uter.ile preumatico
SEkli&ia ai& sdi8lidie drole . lFis.tic anafu (nou.l.)- eißvire- 6Dba.
ürdiL Eüi!& dd obo( oudilo porrdola lisdore sbaraw F forsE iisello
Ä'!@FaE&co
:6eax€E
D'iI EN I(EO
DLri EN29t|.DIN Efi tSrLL DrN EN 9i4-l(boa)
H.rrüi.trr o€omäticäs
a@|,.b, retr @olado6 arlle. Itadora dcbeda. orodilladcr. Bjadladorr
Hfrifrs robtli6. rubor deb.biradr. lidadora ßce€doa .onrnios
Adi@i@b oMidco
l06,3zcE
DIN E\I IOJO
DINE:fil?94.Dr\_'
EN9i! |
,DN FN
gi+r(Cisdo)
Non - Caordo.ni6i S<}!id & w@l OmbH& Co
NoFe - Indinzo: Mrj&*Lslai:r: . ?5Jll Ni!ülbrotu
Nonbre Dir&.ia'
No'dt!3.frrdiB+ü.&
N0d6"-.*.tl*
i. "i:.
-..
Unr6.ünft 5!-e Sisnarue:
Fidr h tjlnch Metkle Dr. Noöcrt bv
.{!raba@'+
Ddiilsot&ü** Leirr T{briir sd Elsi.td.rA
Had of asnairy dd d.rdqd
Dido€ Rrtan T@iö . S^il#
Jctcd.: DFo. & Tbi: t |k&5.
This manual suits for next models
31
Table of contents
Languages:
Other BIAX Grinder manuals


















