Bohler WF 330 User manual

Lasting Connections
WF 330 ARCDRIVE CLASSIC-SMART-
RAPIDEEP STEEL
ISTRUZIONI PER L’USO
INSTRUCTION MANUAL
BETRIEBSANWEISUNG
MANUEL D’INSTRUCTIONS
INSTRUCCIONES DE USO
MANUAL DE INSTRUÇÕES
GEBRUIKSAANWIJZING
BRUKSANVISNING
BRUGERVEJLEDNING
BRUKSANVISNING
KÄYTTÖOHJEET
OΔΗΓΙΕΣ ΧΡΗΣΗΣ
voestalpine Böhler Welding
www.voestalpine.com/welding

Cod. 91.08.339
Data 17/06/2019
Rev.
ITALIANO ................................................................................................................................................................................3
ENGLISH................................................................................................................................................................................25
DEUTSCH..............................................................................................................................................................................47
FRANÇAIS..............................................................................................................................................................................71
ESPAÑOL ...............................................................................................................................................................................93
PORTUGUÊS .......................................................................................................................................................................115
NEDERLANDS......................................................................................................................................................................137
SVENSKA..............................................................................................................................................................................159
DANSK.................................................................................................................................................................................181
NORSK.................................................................................................................................................................................203
SUOMI ................................................................................................................................................................................225
ΕΛΛHNIKA..........................................................................................................................................................................247
9 Targa dati, Rating plate, Leistungschilder, Plaque données, Placa de características, Placa de dados, Technische gege-
vens, Märkplåt, Dataskilt, Identifikasjonsplate, Arvokilpi, πινακιδα χαρακτηριστικων ........................................... 271
10 Significato targa dati, Meaning rating plate, Bedeutung der Angaben auf dem Leistungsschild, Signification de la pla-
que des données, Significado de la etiqueta de los datos, Significado da placa de dados, Betekenis gegevensplaatje,
Märkplåt, Betydning af oplysningerne dataskilt, Beskrivelse informasjonsskilt, kilven sisältö, σημασία πινακίδας χαρ
ακτηριότικών ..............................................................................................................................................................272
11 Schema, Diagram, Schaltplan, Schéma, Esquema, Diagrama, Schema, kopplingsschema, Oversigt, Skjema,
Kytkentäkaavio, διαγραμμα ........................................................................................................................................ 273
12 Connettori, Connectors, Verbinder, Connecteurs, Conectores, Conectores, Verbindingen, Kontaktdon, Konnektorer,
Skjøtemunnstykker, Liittimet, ςυνδετηρεσ ................................................................................................................. 275
13 Lista ricambi, Spare parts list, Ersatzteilverzeichnis, Liste de pièces détachées, Lista de repuestos, Lista de peças de
reposição, Lijst van reserve onderdelen, Reservdelslista, Reservedelsliste, Liste over reservedeler, Varaosaluettelo,
καταλογοσ ανταλλακτικων ...................................................................................................................................... 278
14 Installazione kit/accessori, Installation kit/accessories, Installation kits/zubehör, Installation kit/accessoires, Installación
kit/accesorios, Instalação kit/acessórios, Het installeren kit/accessoires, Installation kit/tillbehör, Installering kit/
ekstraudstyr, Installasjon kit/tilbehørssett, Asennus kit/lisävarusteet, Εγκατασταση kit/ aξeσoyap.........................286
ITALIANO
DICHIARAZIONE DI CONFORMITA’ CE
La ditta
SELCO s.r.l. - Via Palladio, 19 - 35019 ONARA DI TOMBOLO (Padova) - ITALY
dichiara che l'apparecchio tipo WF 330 ArcDrive Classic
WF 330 ArcDrive Smart
WF 330 RapiDeep Steel
è conforme alle direttive EU: 2014/35/EU LOW VOLTAGE DIRECTIVE
2014/30/EU EMC DIRECTIVE
2011/65/EU RoHS DIRECTIVE
e che sono state applicate le norme: EN 60974-5:2014
EN 60974-10:2015 Class A
Ogni intervento o modifica non autorizzati dalla SELCO s.r.l. faranno decadere la validità di questa dichiarazione.
Onara di Tombolo (PADOVA) Selco s.r.l.
Lino Frasson
Chief Executive
3

4
INDICE
SIMBOLOGIA
Pericoli imminenti che causano gravi lesioni e comportamenti rischiosi che potrebbero causare gravi lesioni
Comportamenti che potrebbero causare lesioni non gravi o danni alle cose
Le note precedute da questo simbolo sono di carattere tecnico e facilitano le operazioni
1 AVVERTENZE .................................................................................................................................................5
1.1 Ambiente di utilizzo...............................................................................................................................5
1.2 Protezione personale e di terzi...............................................................................................................5
1.3 Protezione da fumi e gas .......................................................................................................................6
1.4 Prevenzione incendio/scoppio ...............................................................................................................6
1.5 Prevenzione nell’uso delle bombole di gas.............................................................................................6
1.6 Protezione da shock elettrico.................................................................................................................6
1.7 Campi elettromagnetici ed interferenze .................................................................................................7
1.8 Grado di protezione IP ..........................................................................................................................7
2 INSTALLAZIONE ............................................................................................................................................8
2.1 Modalità di sollevamento, trasporto e scarico.........................................................................................8
2.2 Posizionamento dell’impianto................................................................................................................8
2.3 Allacciamento........................................................................................................................................8
2.4 Messa in servizio....................................................................................................................................8
3 PRESENTAZIONE DELL’IMPIANTO ................................................................................................................9
3.1 Generalità..............................................................................................................................................9
3.2 Pannello comandi frontale ....................................................................................................................9
3.3 Set up..................................................................................................................................................11
3.3.1 Elenco parametri a set up (MMA) ....................................................................................................11
3.3.2 Elenco parametri a set up (MIG/MAG) (WF...Classic) .........................................................................12
3.3.3 Elenco parametri a set up (MIG/MAG) (WF...Smart)...........................................................................13
3.3.4 Elenco parametri a set up (MIG/MAG) (WF...RapiDeep Steel)............................................................14
3.4 Lock/unlock.........................................................................................................................................16
3.5 Codifica allarmi....................................................................................................................................16
3.6 Pannello posteriore .............................................................................................................................16
3.7 Pannello prese ....................................................................................................................................16
4 ACCESSORI..................................................................................................................................................17
4.1 Generalità (RC) (WF...RapiDeep Steel) .................................................................................................17
4.2 Comando a distanza RC 100 ...............................................................................................................17
4.3 Comando a distanza RC 180 ...............................................................................................................17
4.4 Comando a distanza RC 200 ..............................................................................................................17
4.5 Torce serie MIG/MAG ..........................................................................................................................17
4.6 Torce serie Push-Pull............................................................................................................................17
4.7 Kit RC (WF...RapiDeep Steel) (73.11.015)............................................................................................17
4.8 Kit Push-Pull (73.11.012) .....................................................................................................................17
4.9 Kit ruote grandi trainafilo (73.10.073)..................................................................................................17
4.10 Kit ruote trainafilo (73.10.074)...........................................................................................................17
5 MANUTENZIONE .......................................................................................................................................17
6 DIAGNOSTICA E SOLUZIONI......................................................................................................................18
7 CENNI TEORICI SULLA SALDATURA ..........................................................................................................20
7.1 Saldatura con elettrodo rivestito (MMA)...............................................................................................20
7.2 Saldatura a filo continuo (MIG/MAG)...................................................................................................21
8 CARATTERISTICHE TECNICHE.....................................................................................................................24
5
1 AVVERTENZE
Prima di iniziare qualsiasi operazione siate sicuri di
aver ben letto e compreso questo manuale.
Non apportate modifiche e non eseguite manuten-
zioni non descritte.
Il produttore non si fa carico di danni a persone o cose, occorsi
per incuria nella lettura o nella messa in pratica di quanto scritto
in questo manuale.
Per ogni dubbio o problema circa l’utilizzo dell’im-
pianto, anche se qui non descritto, consultare per-
sonale qualificato.
1.1 Ambiente di utilizzo
• Ogni impianto deve essere utilizzato esclusivamente per le
operazioni per cui è stato progettato, nei modi e nei campi
previsti in targa dati e/o in questo manuale, secondo le diret-
tive nazionali e internazionali relative alla sicurezza.
Un utilizzo diverso da quello espressamente dichiarato dal
costruttore è da considerarsi totalmente inappropriato e peri-
coloso e in tal caso il costruttore declina ogni responsabilità.
• Questo apparecchio deve essere usato solo a scopo professio-
nale in un ambiente industriale.
Il costruttore non risponderà di danni provocati dall'uso
dell'impianto in ambienti domestici.
• L'impianto deve essere utilizzato in ambienti con temperatura
compresa tra i -10°C e i +40°C (tra i +14°F e i +104°F).
L'impianto deve essere trasportato e immagazzinato in
ambienti con temperatura compresa tra i -25°C e i +55°C (tra
i -13°F e i 131°F).
• L'impianto deve essere utilizzato in ambienti privi di polvere,
acidi, gas o altre sostanze corrosive.
• L'impianto deve essere utilizzato in ambienti con umidità relati-
va non superiore al 50% a 40°C (104°F).
L'impianto deve essere utilizzato in ambienti con umidità relati-
va non superiore al 90% a 20°C (68°F).
• L'impianto deve essere utilizzato ad una altitudine massima sul
livello del mare di 2000m (6500 piedi).
Non utilizzare tale apparecchiatura per scongelare
tubi.
Non utilizzare tale apparecchiatura per caricare
batterie e/o accumulatori.
Non utilizzare tale apparecchiatura per far partire
motori.
1.2 Protezione personale e di terzi
Il processo di saldatura è fonte nociva di radiazioni,
rumore, calore ed esalazioni gassose.
Indossare indumenti di protezione per proteggere
la pelle dai raggi dell’arco e dalle scintille o dal
metallo incandescente.
Gli indumenti utilizzati devono coprire tutto il
corpo e devono essere:
- integri e in buono stato
- ignifughi
- isolanti e asciutti
- aderenti al corpo e privi di risvolti
Utilizzare sempre calzature a normativa, resistenti e
in grado di garantire l'isolamento dall'acqua.
Utilizzare sempre guanti a normativa, in grado di
garantire l'isolamento elettrico e termico.
Sistemare una parete divisoria ignifuga per proteg-
gere la zona di saldatura da raggi, scintille e scorie
incandescenti.
Avvertire le eventuali terze persone di non fissare
con lo sguardo la saldatura e di proteggersi dai raggi
dell’arco o del metallo incandescente.
Utilizzare maschere con protezioni laterali per il
viso e filtro di protezione idoneo (almeno NR10 o
maggiore) per gli occhi.
Indossare sempre occhiali di sicurezza con schermi
laterali specialmente nell’operazione manuale o
meccanica di rimozione delle scorie di saldatura.
Non utilizzare lenti a contatto!!!
Utilizzare cuffie antirumore se il processo di saldatu-
ra diviene fonte di rumorosità pericolosa.
Se il livello di rumorosità supera i limiti di legge,
delimitare la zona di lavoro ed accertarsi che le
persone che vi accedono siano protette con cuffie
o auricolari.
Evitare il contatto tra mani, capelli, indumenti,
attrezzi… e parti in movimento quali:
- ventilatori
- ruote dentate
- rulli e alberi
- bobine di filo
•Non operare sulle ruote dentate quando il trainafilo è in funzione.
•L'impianto non deve essere sottoposto ad alcun tipo di modifica.
L'esclusione dei dispositivi di protezione sulle unità di avanza-
mento del filo è estremamente pericoloso e solleva il costrut-
tore da ogni responsabilità su danni a cose e persone.
•Tenere sempre i pannelli laterali chiusi durante le operazioni
di saldatura.
Tenere la testa lontano dalla torcia MIG/MAG
durante il caricamento e l'avanzamento del filo. Il
filo in uscita può provocare seri danni alle mani, al
viso e agli occhi.
Evitare di toccare i pezzi appena saldati, l'elevato
calore potrebbe causare gravi ustioni o scottature.
•Mantenere tutte le precauzioni precedentemente descritte
anche nelle lavorazioni post saldatura in quanto, dai pezzi lavo-
rati che si stanno raffreddando, potrebbero staccarsi scorie.
•Assicurarsi che la torcia si sia raffreddata prima di eseguire
lavorazioni o manutenzioni.

6
Assicurarsi che il gruppo di raffreddamento sia
spento prima di sconnettere i tubi di mandata e
ritorno del liquido refrigerante. Il liquido caldo in
uscita potrebbe causare gravi ustioni o scottature.
Provvedere ad un’attrezzatura di pronto soccorso.
Non sottovalutare scottature o ferite.
Prima di lasciare il posto di lavoro, porre in sicu-
rezza l'area di competenza in modo da impedire
danni accidentali a cose o persone.
1.3 Protezione da fumi e gas
• Fumi, gas e polveri prodotti dal processo di saldatura possono
risultare dannosi alla salute.
I fumi prodotti durante il processo di saldatura possono, in
determinate circostanze, provocare il cancro o danni al feto
nelle donne in gravidanza.
• Tenere la testa lontana dai gas e dai fumi di saldatura.
• Prevedere una ventilazione adeguata, naturale o forzata, nella
zona di lavoro.
• In caso di aerazione insufficiente utilizzare maschere dotate
di respiratori.
• Nel caso di saldature in ambienti angusti è consigliata la
sorveglianza dell’operatore da parte di un collega situato
esternamente.
• Non usare ossigeno per la ventilazione.
• Verificare l'efficacia dell'aspirazione controllando periodica-
mente l'entità delle emissioni di gas nocivi con i valori ammes-
si dalle norme di sicurezza.
• La quantità e la pericolosità dei fumi prodotti è riconducibile
al materiale base utilizzato, al materiale d'apporto e alle even-
tuali sostanze utilizzate per la pulizia e lo sgrassaggio dei pezzi
da saldare. Seguire attentamente le indicazioni del costruttore
e le relative schede tecniche.
• Non eseguire operazioni di saldatura nei pressi di luoghi di
sgrassaggio o verniciatura.
Posizionare le bombole di gas in spazi aperti o con un buon
ricircolo d’aria.
1.4 Prevenzione incendio/scoppio
• Il processo di saldatura può essere causa di incendio e/o scoppio.
• Sgomberare dalla zona di lavoro e circostante i materiali o gli
oggetti infiammabili o combustibili.
I materiali infiammabili devono trovarsi ad almeno 11 metri
(35 piedi) dall'ambiente di saldatura o devono essere oppor-
tunamente protetti.
Le proiezioni di scintille e di particelle incandescenti possono
facilmente raggiungere le zone circostanti anche attraverso
piccole aperture. Porre particolare attenzione nella messa in
sicurezza di cose e persone.
• Non eseguire saldature sopra o in prossimità di recipienti in
pressione.
• Non eseguire operazioni di saldatura su recipienti o tubi chiusi.
Porre comunque particolare attenzione nella saldatura di tubi
o recipienti anche nel caso questi siano stati aperti, svuotati e
accuratamente puliti. Residui di gas, carburante, olio o simili
potrebbe causare esplosioni.
• Non saldare in atmosfera contenente polveri, gas o vapori
esplosivi.
• Accertarsi, a fine saldatura, che il circuito in tensione non
possa accidentalmente toccare parti collegate al circuito di
massa.
• Predisporre nelle vicinanze della zona di lavoro un’ attrezza-
tura o un dispositivo antincendio.
1.5 Prevenzione nell’uso delle bombo-
le di gas
• Le bombole di gas inerte contengono gas sotto pressione e
possono esplodere nel caso non vengano assicurate le condi-
zioni minime di trasporto, mantenimento e uso.
• Le bombole devono essere vincolare verticalmente a pareti o
ad altro, con mezzi idonei, per evitare cadute o urti meccani-
ci accidentali.
• Avvitare il cappuccio a protezione della valvola durante il
trasporto, la messa in servizio e ogni qualvolta le operazioni
di saldatura siano terminate.
• Evitare che le bombole siano esposte direttamente ai raggi
solari, a sbalzi elevati di temperatura, a temperature troppo
alte o troppo rigide, Non esporre le bombole a temperature
troppo rigide o troppo alte.
• Evitare che le bombole entrino in contatto con fiamme libere,
con archi elettrici, con torce o pinze porta elettrodo, con le
proiezioni incandescenti prodotte dalla saldatura.
• Tenere le bombole lontano dai circuiti di saldatura e dai cir-
cuiti di corrente in genere.
• Tenere la testa lontano dal punto di fuoriuscita del gas quando
si apre la valvola della bombola.
• Chiudere sempre la valvola della bombola quando le opera-
zioni di saldatura sono terminate.
• Non eseguire mai saldature su una bombola di gas in pressione.
1.6 Protezione da shock elettrico
• Uno shock da scarica elettrica può essere mortale.
• Evitare di toccare parti normalmente in tensione interne o
esterne all'impianto di saldatura mentre l'impianto stesso è ali-
mentato (torce, pinze, cavi massa, elettrodi, fili, rulli e bobine
sono elettricamente collegati al circuito di saldatura).
• Assicurare l'isolamento elettrico dell'impianto e dell'operatore
di saldatura utilizzando piani e basamenti asciutti e sufficien-
temente isolati dal potenziale di terra e di massa.
• Assicurarsi che l'impianto venga allacciato correttamente ad
una spina e ad una rete provvista del conduttore di protezio-
ne a terra.
• Non toccare contemporaneamente due torce o due pinze
portaelettrodo.
Interrompere immediatamente le operazioni di saldatura se si
avverte la sensazione di scossa elettrica.
1.7 Campi elettromagnetici ed interferenze
•Il passaggio della corrente di saldatura attraverso i cavi interni
ed esterni all'impianto, crea un campo elettromagnetico nelle
immediate vicinanze dei cavi di saldatura e dell'impianto stesso.
•I campi elettromagnetici possono avere effetti (ad oggi scono-
sciuti) sulla salute di chi ne subisce una esposizione prolungata.
I campi elettromagnetici possono interferire con altre appa-
recchiature quali pace-maker o apparecchi acustici.
I portatori di apparecchiature elettroniche vitali
(pace-maker) devono consultare il medico prima di
avvicinarsi alle operazioni di saldatura ad arco o di
taglio al plasma.
Classificazione EMC dell’apparecchiatura in accordo con la
norma EN/IEC 60974-10 (Vedi targa dati o caratteristiche tecniche)
L’apparecchiatura di classe B è conforme con i requisiti di com-
patibilità elettromagnetica in ambienti industriali e residenziali,
incluse aree residenziali dove l’energia elettrica è fornita da un
sistema pubblico a bassa tensione.
L’apparecchiatura di classe A non è intesa per l’uso in aree resi-
denziali dove l’energia elettrica è fornita da un sistema pubblico
a bassa tensione. Può essere potenzialmente difficile assicurare
la compatibilità elettromagnetica di apparecchiature di classe A
in questi aree, a causa di disturbi irradiati e condotti.
Installazione, uso e valutazione dell’area
Questo apparecchio è costruito in conformità alle indicazioni
contenute nella norma armonizzata EN60974-10 ed è identifi-
cato come di "CLASSE A".
Questo apparecchio deve essere usato solo a scopo professiona-
le in un ambiente industriale.
Il costruttore non risponderà di danni provocati dall'uso dell'im-
pianto in ambienti domestici.
L’utilizzatore deve essere un esperto del settore ed
in quanto tale è responsabile dell’installazione e
dell’uso dell’apparecchio secondo le indicazioni
del costruttore. Qualora vengano rilevati dei distur-
bi elettromagnetici, spetta all’utilizzatore dell’appa-
recchio risolvere la situazione avvalendosi dell’assistenza tecni-
ca del costruttore.
In tutti i casi i disturbi elettromagnetici devono
essere ridotti fino al punto in cui non costituiscono
più un fastidio.
Prima di installare questo apparecchio, l’utilizzatore
deve valutare i potenziali problemi elettromagnetici che
si potrebbero verificare nell’area circostante e in partico-
lare la salute delle persone circostanti, per esempio:
utilizzatori di pace-maker e di apparecchi acustici.
Cavi di saldatura
Per minimizzare gli effetti dei campi elettromagnetici, seguire le
seguenti regole:
- Arrotolare insieme e fissare, dove possibile, cavo massa e cavo
potenza.
- Evitare di arrotolare i cavi di saldatura intorno al corpo.
- Evitare di frapporsi tra il cavo di massa e il cavo di potenza
(tenere entrambi dallo stesso lato).
- I cavi devono essere tenuti più corti possibile e devono essere
posizionati vicini e scorrere su o vicino il livello del suolo.
- Posizionare l'impianto ad una certa distanza dalla zona di
saldatura.
- I cavi devono essere posizionati lontano da eventuali altri cavi
presenti.
Collegamento equipotenziale
Il collegamento a massa di tutti i componenti metallici nell’
impianto di saldatura e nelle sue vicinanze deve essere preso
in considerazione.
Rispettare le normative nazionali riguardanti il collegamento
equipotenziale.
Messa a terra del pezzo in lavorazione
Dove il pezzo in lavorazione non è collegato a terra, per motivi
di sicurezza elettrica o a causa della dimensione e posizione,
un collegamento a massa tra il pezzo e la terra potrebbe ridurre
le emissioni.
Bisogna prestare attenzione affinché la messa a terra del pezzo
in lavorazione non aumenti il rischio di infortunio degli utilizza-
tori o danneggi altri apparecchi elettrici.
Rispettare le normative nazionali riguardanti la messa a terra.
Schermatura
La schermatura selettiva di altri cavi e apparecchi presenti nell’
area circostante può alleviare i problemi di interferenza.
La schermatura dell’intero impianto di saldatura può essere
presa in considerazione per applicazioni speciali.
1.8 Grado di protezione IP
S
IP23S
- Involucro protetto contro l'accesso a parti pericolose con un
dito e contro corpi solidi estranei di diametro maggiore/ ugua-
le a 12,5 mm.
- Involucro protetto contro pioggia a 60° sulla verticale.
- Involucro protetto dagli effetti dannosi dovuti all’ingresso
d’acqua, quando le parti mobili dell’apparecchiatura non
sono in moto.
7
2 INSTALLAZIONE
L’installazione può essere effettuata solo da per-
sonale esperto ed abilitato dal produttore.
Per l’installazione assicurarsi che il generatore
sia scollegato dalla rete di alimentazione.
2.1 Modalità di sollevamento, traspor-
to e scarico
- L’impianto è provvisto di un manico che ne permette la movi-
mentazione a mano.
- Utilizzare un elevatore a forche ponendo la massima atten-
zione nello spostamento, al fine di evitare il ribaltamento del
generatore.
Non sottovalutare il peso dell'impianto, vedi
caratteristiche tecniche.
Non far transitare o sostare il carico sospeso
sopra a persone o cose.
Non lasciare cadere o appoggiare con forza l'im-
pianto o la singola unità.
2.2 Posizionamento dell’impianto
Osservare le seguenti norme:
- Facile accesso ai comandi ed ai collegamenti.
- Non posizionare l’attrezzatura in ambienti angusti.
- Non posizionare mai l’impianto su di un piano con inclinazio-
ne maggiore di 10° dal piano orizzontale.
- Collocare l’impianto in un luogo asciutto, pulito e con venti-
lazione appropriata.
- Proteggere l’impianto contro la pioggia battente e contro il
sole.
2.3 Allacciamento
Le unità mobili sono alimentate esclusivamente a bassa tensione.
2.4 Messa in servizio
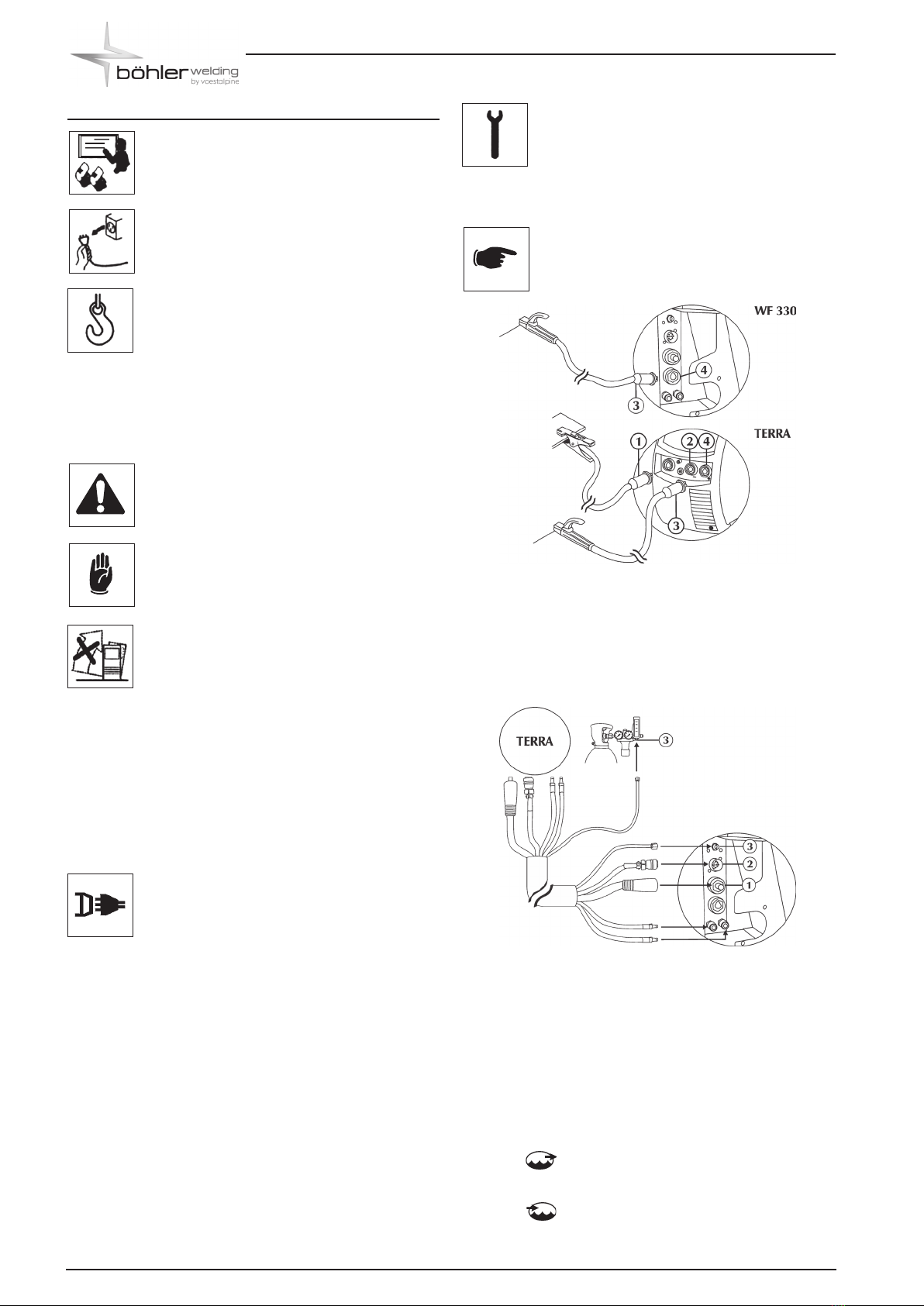
Collegamento per saldatura MMA
(WF 330 RapiDeep Steel)
Il collegamento in figura dà come risultato una
saldatura con polarità inversa. Per ottenere una
saldatura con polarità diretta, invertire il colle-
gamento.
- Collegare il connettore (1) del cavo della pinza di massa alla
presa negativa (-) (2) del generatore.
- Collegare il connettore (3) del cavo della pinza portaelettrodo
alla presa positiva (+) (4) del generatore (WF 330 RadiDeep
Steel).
Collegamento per saldatura MIG/MAG
- Disconnettere l’alimentazione dal generatore.
- Collegare il cavo di potenza del fascio cavi all’apposita presa (1).
Inserire la spina e ruotare in senso orario fino al completo
fissaggio delle parti.
- Collegare il cavo di segnale del fascio cavi all’apposito connettore (2).
Inserire il connettore e ruotare la ghiera in senso orario fino al
completo fissaggio delle parti.
- Collegare il tubo gas del fascio cavi al riduttore di pressione
della bombola o al raccordo di alimentazione del gas (3).
- Collegare il tubo di mandata liquido refrigerante del fascio
cavi (colore blu) all’apposito raccordo/innesto (colore blu -
simbolo ).
- Collegare il tubo di ritorno liquido refrigerante del fascio cavi
(colore rosso) all’apposito raccordo/innesto (colore rosso -
simbolo ).
8

- "Consultare sezione "Installazione kit/accessori".
- Collegare la torcia MIG/MAG sull’attacco (4), prestando par-
ticolare attenzione nell’avvitare completamente la ghiera di
fissaggio.
- Collegare il connettore (5) del cavo della pinza di massa alla
presa negativa (-) (6) del generatore.
- Collegare il tubo di ritorno liquido refrigerante della torcia
(colore rosso) all'apposito raccordo/innesto (colore rosso -
simbolo ).
- Collegare il tubo di mandata liquido refrigerante della torcia
(colore blu) all'apposito raccordo/innesto (colore blu - simbolo
).
- Aprire il cofano laterale destro.
- Controllare che la gola del rullino coincida con il diametro del
filo che si desidera utilizzare.
- Svitare la ghiera (7) dall’aspo porta rocchetto e inserire il rocchetto.
Fare entrare in sede anche il perno dell’aspo, inserire la bobi-
na, rimettere la ghiera (7) in posizione e registrare la vite di
frizione (8).
- Sbloccare il supporto traino del motoriduttore (9) infilando il
capo del filo nella boccola guidafilo e, facendolo passare sul
rullino, nell’attacco torcia. Bloccare in posizione il supporto
traino controllando che il filo sia entrato nella gola dei rullini.
- Premere il pulsante di avanzamento filo per caricare il filo
nella torcia.
- Regolare il flusso gas da 5 a 20 I/min.
3 PRESENTAZIONE DELL’IMPIANTO
3.1 Generalità
L’unità di avanzamento filo WF 330 costituisce la parte mobile
di un impianto completo di saldatura MIG/MAG di cui i gene-
ratori sono i TERRA...
Esso va collegato al generatore con un fascio cavi di lunghezza
variabile. L’unità si presenta estremamente compatta con il vano
“bobina” completamente protetto da polveri, schegge ecc. e
isolato elettricamente.
3.2 Pannello comandi frontale
WF 330 ArcDrive Classic
WF 330 ArcDrive Smart
WF 330 RapiDeep Steel
9

10
1 Dispositivo di riduzione tensione VRD
(Voltage Reduction Device)
Indica che la tensione a vuoto dell'impianto è controllata.
2 Allarme generale
Indica l’eventuale intervento dei dispositivi di protezio-
ne quali la protezione termica.
3 Potenza attiva
Indica la presenza di tensione sulle prese d’uscita
dell’impianto.
4 Parametri di saldatura
Velocità filo
Corrente
Spessore pezzo
5 Display 7 segmenti
Permette di visualizzare le generalità della saldatrice in
fase di partenza, le impostazioni e le letture di corrente
e di tensione in saldatura, la codifica degli allarmi.
6 Manopola di regolazione principale
Permette di regolare con continuità la corrente di salda-
tura (MMA).
Permette l’ingresso a set up, la selezione e l’impostazio-
ne dei parametri di saldatura.
Permette di regolare con continuità la velocità di avan-
zamento del filo.
Permette la regolazione della corrente di saldatura.
Permette l'impostazione dello spessore del pezzo da
saldare. Consente l'impostazione dell'impianto attraver-
so la regolazione del pezzo da saldare.
7 Manopola di regolazione principale
Permette la regolazione della tensione dell'arco.
Consente la regolazione della lunghezza d'arco in sal-
datura.
Tensione alta = arco lungo
Tensione bassa = arco corto
MIG/MAG manuale
Minimo 5V, Massimo 55.5V
MIG/MAG sinergico
Minimo -5.0, Massimo +5.0, Default syn
8 Processo di saldatura
Permette la selezione del procedimento di saldatura.
Saldatura ad elettrodo (MMA)
2 Tempi
In due tempi la pressione del pulsante fa fluire il gas,
attiva la tensione sul filo e lo fa avanzare; al rilascio il
gas, la tensione e l’avanzamento del filo vengono tolti.
4 Tempi
In quattro tempi la prima pressione del pulsante fa fluire
il gas effettuando un pre gas manuale, al rilascio viene
attivata la tensione sul filo e il suo avanzamento. La suc-
cessiva pressione del pulsante blocca il filo e fa iniziare
il processo finale che porta la corrente a zero, il rilascio
definitivo del pulsante toglie l’afflusso del gas.
9 Processo di saldatura
Permette la selezione del procedimento di saldatura.
Saldatura ad elettrodo (MMA)
MIG/MAG sinergico
MIG/MAG manuale
10 Modalità di saldatura
2 Tempi
In due tempi la pressione del pulsante fa fluire il gas,
attiva la tensione sul filo e lo fa avanzare; al rilascio il
gas, la tensione e l’avanzamento del filo vengono tolti.
4 Tempi
In quattro tempi la prima pressione del pulsante fa fluire
il gas effettuando un pre gas manuale, al rilascio viene
attivata la tensione sul filo e il suo avanzamento. La suc-
cessiva pressione del pulsante blocca il filo e fa iniziare
il processo finale che porta la corrente a zero, il rilascio
definitivo del pulsante toglie l’afflusso del gas.
Crater filler
Permette di eseguire una saldatura con tre diversi livelli
di potenza selezionabili e gestinbili direttamente dal
saldatore atrtraverso il pulsante torcia.
La prima pressione del pulsante torcia fa fluire il gas,
attiva la tensione sul filo e lo fa avanzare alla velocità
impostata nel parametro "incremento iniziale" ( a set up)
e con i relativi valori sinergici dei parametri di saldatura.
Al rilascio del pusante torica, la velocità del filo e i
relativi parametri sinergici passano automaticcamente ai
valori principali impostato sul pannello comandi.
La successiva pressione del pulsante torcia porta la velo-
cità filo e i relativi parametri sinergici ai valori preimpo-
stati nel parametro (a set up) crater filler.
Il rilascio del pulsante torcia, blocca l'avanzamento del
filo e l'erogazione della potenza eseguendo burn back e
post gas.
11 Sinergia (WF...Smart)
Permette la selezione del processo MIG manuale o
MIG sinergico impostando il tipo di materiale da
saldare.
Processo MIG/MAG manuale.
Processo MIG/MAG sinergico, saldatura di acciaio al car-
bonio.
Processo MIG/MAG sinergico, saldatura di acciaio inox.
Processo MIG/MAG sinergico, saldatura di alluminio.
Processo MIG/MAG sinergico, saldatura di fili animati.
12 Diametro filo (WF...Smart)
In sinergia, permette la selezione del diametro del filo
utilizzato (mm).

13 Sinergia
Permette la selezione di un programma di saldatura
preimpostato (sinergia) attraverso la selezione di alcune
semplici informazioni:
- tipo di filo
- tipo di gas
- diametro filo
WF...RapiDeep Steel
14 Programmi (WF...RapiDeep Steel)
Permette la memorizzazione e la gestione di 64 pro-
grammi di saldatura personalizzabili dall'operatore.
Memorizzazione programma
Entrare nella schermata "memorizzazione programma"
premendo il tasto (14) per almeno 1 secondo.
Selezionare il programma (o la memoria vuota) deside-
rato ruotando l'encoder.
Confermare l'operazione premendo il tasto-encoder
(6).
Richiamo programmi
Richiamare il 1° programma disponibile premendo il
tasto (14).
Selezionare il programma desiderato premendo il tasto (14).
Selezionare il programma desiderato ruotando l'encoder.
Vengono richiamate solamente le memorie occupate da
un programma, mentre quelle vuote vengono automati-
camente saltate.
15 Avanzamento filo
Permette l’avanzamento manuale del filo senza flusso
gas e senza che il filo sia in tensione.
Consente l’inserimento del filo nella guaina della torcia
durante le fasi di preparazione alla saldatura.
16 Pulsante test gas
Permette di liberare da impurità il circuito del gas e di
eseguire, senza potenza in uscita, le opportune regola-
zioni preliminari di pressione e portata del gas.
17 Induttanza
Permette una regolazione elettronica dell'induttanza
serie del circuito di saldatura.
Induttanza bassa = arco reattivo (maggiori spruzzi).
Induttanza alta = arco poco reattivo (spruzzi ridotti).
Minimo -30, Massimo +30, Default syn
18 Soft start (WF...Classic)
Permette la regolazione della velocità di avanzamento
del filo nelle fasi che precedono l’innesco.
Viene dato come % della velocità filo impostata.
Consente un innesco a velocità ridotta e pertanto più
morbido e con meno spruzzi.
Minimo 10%, Massimo 100%, Default 50%
Burn back (WF...Classic)
Permette la regolazione del tempo di bruciatura del filo
impedendo l’incollamento a fine saldatura.
Consente di regolare la lunghezza del pezzo di filo
esterno alla torcia.
Minimo -2.00, Massimo +2.00, Default syn
3.3 Set up
Permette l’impostazione e la regolazione di una serie di para-
metri aggiuntivi per una migliore e più precisa gestione dell’im-
pianto di saldatura.
I parametri presenti a set up sono organizzati in relazione al pro-
cesso di saldatura selezionato e hanno una codifica numerica.
Ingresso a set up: avviene premendo per 5 sec. il tasto encoder.
Selezione e regolazione del parametro desiderato: avviene
ruotando l’encoder fino a visualizzare il codice numerico rela-
tivo a quel parametro. La pressione del tasto encoder, a questo
punto, permette la visualizzazione del valore impostato per il
parametro selezionato e la sua regolazione.
Uscita da set up: per uscire dalla sezione “regolazione” preme-
re nuovamente l’encoder.
Per uscire dal set up portarsi sul parametro “O” (salva ed esci)
e premere l’encoder.
3.3.1 Elenco parametri a set up (MMA)
0 Salva ed esci
Permette di salvare le modifiche e di uscire dal set up.
1 Reset
Permette di reimpostare tutti i parametri ai valori di
default.
3 Hot start
Permette la regolazione del valore di hot start in MMA.
Consente una partenza più o meno “calda” nelle fasi d’in-
nesco dell’arco facilitando di fatto le operazioni di start.
Parametro impostato in percentuale (%) sulla corrente
di saldatura.
Minimo off, Massimo 500%, Default 80%
7 Corrente di saldatura
Permette la regolazione della corrente di saldatura.
Parametro impostato in Ampere (A).
Minimo 3A, Massimo Imax, Default 100A
11

8 Arc force
Permette la regolazione del valore dell’Arc force in
MMA. Consente una risposta dinamica più o meno
energetica in saldatura facilitando di fatto le operazioni
del saldatore.
Aumentare il valore dell'Arc force per ridurre i rischi di
incollamento dell'elettrodo.
Parametro impostato in percentuale (%) sulla corrente
di saldatura.
Minimo off, Massimo 500%, Default 30%
204 Dynamic power control (DPC)
Permette la selezione della caratteristica V/I desiderata.
I=C Corrente costante
L'aumento o la riduzione dell'altezza dell'arco non ha
alcuna incidenza sulla corrente di saldatura erogata.
Basico, Rutilico, Acido, Acciaio, Ghisa
1÷20* Caratteristica cadente con regolazione di
rampa
L'aumento dell'altezza dell'arco provoca la riduzione
della corrente di saldatura (e viceversa) secondo il valo-
re impostato da 1 a 20 Ampere per ogni Volt.
Cellulosico, Alluminio
P=C* Potenza costante
L'aumento dell'altezza dell'arco provoca la riduzione
della corrente di saldatura (e viceversa) secondo la
legge: V·I= K
Cellulosico, Alluminio
205 Sinergia MMA
Permette di impostare la migliore dinamica d’arco sele-
zionando il tipo di elettrodo utilizzato:
1 Standard (Basico/Rutilico)
2 Cellulosico
3 Acciaio
4 Alluminio
5 Ghisa
Default standard (1)
La selezione della corretta dinamica d’arco permette di
sfruttare nel migliore dei modi le potenzialità dell’im-
pianto al fine di ottenere le migliori prestazioni possibili
in saldatura.
Non viene garantita la perfetta saldabilità dell’elettro-
do utilizzato (saldabilità che dipende dalla qualità dei
consumabili e dalla loro conservazione, dalle modalità
operative e dalle condizioni di saldatura, dalle numere-
voli applicazioni possibili…).
312 Tensione di stacco arco
Permette di impostare il valore di tensione al quale
viene forzato lo spegnimento dell’arco elettrico.
Consente di gestire al meglio le varie condizioni opera-
tive che si vengono a creare . In fase di puntatura, per
esempio, una bassa tensione di stacco d’arco permette
una minore sfiammata nell’allontanamento dell’elettro-
do dal pezzo riducendo spruzzi, bruciature e ossidazio-
ne del pezzo.
Se si utilizzano elettrodi che richiedono alte tensioni è
invece consigliabile impostare una soglia alta per evita-
re spegnimenti d’arco durante la saldatura.
Non impostare mai una tensione di stacco arco
maggiore della tensione a vuoto del generatore.
Parametro impostato in Volt (V).
Minimo 0V, Massimo 99.9V, Default 57V
500 Permette la selezione dell'interfaccia grafica desiderata.
Permette di accedere ai livelli superiori del set up:
USER: utente
SERV: service
vaBW:vaBW
551 Lock/unlock
Permette il blocco dei comandi del pannello e l'inser-
zione di un codice di protezione (consultare la sezione
"Lock/unlock").
601 Passo di regolazione (WF...RapiDeep Steel)
Permette la regolazione di un parametro con passo perso-
nalizzabile dall'operatore.
Minimo 1, Massimo Imax, Default 1
602 Parametro esterno CH1
Permette la gestione del parametro esterno 1 (valore
minimo).
603 Parametro esterno CH1
Permette la gestione del parametro esterno 1 (valore
massimo).
751 Lettura di corrente
Permette la visualizzazione del valore reale della cor-
rente di saldatura.
Permette l'impostazione della modalità di visualizzazio-
ne della corrente di saldatura.
752 Lettura di tensione
Permette la visualizzazione del valore reale della tensio-
ne di saldatura.
Permette l'impostazione della modalità di visualizzazio-
ne della tensione di saldatura.
851 Abilitazione ARC-AIR
On=ARC-AIR, Off=MMA
852 Abilitazione TIG DC LIFT START
On=Attivato, Off=Disattivato
903 Cancellazione programmi (WF...RapiDeep Steel)
Selezionare il programma desiderato ruotando l'encoder 1.
Eliminare il programma selezionato premendo il tasto -
encoder 2.
3.3.2 Elenco parametri a set up (MIG/MAG)
(WF...Classic)
0 Salva ed esci
Permette di salvare le modifiche e di uscire dal set up.
1 Reset
Permette di reimpostare tutti i parametri ai valori di
default.
3 Velocità filo
Permette la regolazione della velocità di avanzamento
del filo.
Minimo 0.5 m/min, Massimo 22 m/min, Default 1.0 m/min
7 Tensione
Permette la regolazione della tensione dell'arco.
Consente la regolazione della lunghezza d'arco in saldatura.
Tensione alta = arco lungo
Tensione bassa = arco corto
Minimo 5V, Massimo 55.5V
12
13
10 Pre gas
Permette di impostare e regolare il flusso di gas prima
dell’innesco dell’arco.
Consente il caricamento del gas in torcia e la prepara-
zione dell’ambiente per la saldatura.
Minimo off, Massimo 25s, Default 0.1s
11 Soft start
Permette la regolazione della velocità di avanzamento
del filo nelle fasi che precedono l’innesco.
Viene dato come % della velocità filo impostata.
Consente un innesco a velocità ridotta e pertanto più
morbido e con meno spruzzi.
Minimo 10%, Massimo 100%, Default 50% (syn)
12 Rampa motore
Permette di impostare un passaggio graduale tra la velo-
cità filo d’innesco e quella di saldatura.
Minimo off, Massimo 1.0s, Default off
15 Burn back
Permette la regolazione del tempo di bruciatura del filo
impedendo l’incollamento a fine saldatura.
Consente di regolare la lunghezza del pezzo di filo
esterno alla torcia.
Minimo -2.00, Massimo +2.00, Default syn
16 Post gas
Permette di impostare e regolare il flusso di gas a fine
saldatura.
Minimo off, Massimo 10s, Default 2s
30 Puntatura
Permette di abilitare il processo “puntatura” e di stabili-
re il tempo di saldatura.
Minimo 0.1s, Massimo 25s, Default off
31 Punto pausa
Permette di abilitare il processo “punto pausa” e di
stabilire il tempo di sosta tra una saldatura e l’altra.
Minimo 0.1s, Massimo 25s, Default off
202 Induttanza
Permette una regolazione elettronica dell'induttanza
serie del circuito di saldatura.
Consente di ottenere un arco più o meno rapido nella
compensazione dei movimenti del saldatore e della
naturale instabilità di saldatura.
Induttanza bassa = arco reattivo (maggiori spruzzi).
Induttanza alta = arco poco reattivo (spruzzi ridotti).
Minimo -30, Massimo +30, Default syn
500 XE (Modalità Easy)
Non impiegato
XA (Modalità Advanced)
Modalità di saldatura manuale.
Consente l'impostazione e la regolazione manuale di
ogni singolo parametro di saldatura.
XP (Modalità Professional)
Consente l'impostazione e la regolazione manuale di
ogni singolo parametro di saldatura.
Consente di utilizzare una serie di preimpostazioni
disponibili nella memoria dell'impianto.
E' consentita la modifica e la correzione delle iniziali
impostazioni proposte dall'impianto.
Permette di accedere ai livelli superiori del set up:
USER: utente
SERV: service
vaBW:vaBW
551 Lock/unlock
Permette il blocco dei comandi del pannello e l'inser-
zione di un codice di protezione (consultare la sezione
"Lock/unlock").
602 Parametro esterno CH1
Permette la gestione del parametro esterno 1 (valore
minimo).
603 Parametro esterno CH1
Permette la gestione del parametro esterno 1 (valore
massimo).
653 Velocità avanzamento filo
Permette la regolazione della velocità di avanzamento
del filo ( durante la fase di caricamento).
Minimo 0.5 m/min, Massimo 22 m/min, Default 3 m/min
705 Taratura resistenza circuito
Permette la calibrazione dell'impianto.
Premere l'encoder per entrare nel parametro 705.
Mettere in contatto elettrico la punta guidafilo ed il
pezzo da saldare.
Premere il pulsante torcia per almeno 1 s.
707 Taratura motore
Consultare la sezione "Taratura motore".
751 Lettura di corrente
Permette la visualizzazione del valore reale della cor-
rente di saldatura.
Permette l'impostazione della modalità di visualizzazio-
ne della corrente di saldatura.
752 Lettura di tensione
Permette la visualizzazione del valore reale della tensio-
ne di saldatura.
Permette l'impostazione della modalità di visualizzazio-
ne della tensione di saldatura.
760 Lettura di corrente (motore)
Permette la visualizzazione del valore reale della cor-
rente (motore).
852 Abilitazione TIG DC LIFT START
On=Attivato, Off=Disattivato
3.3.3 Elenco parametri a set up (MIG/MAG)
(WF...Smart)
0 Salva ed esci
Permette di salvare le modifiche e di uscire dal set up.
1 Reset
Permette di reimpostare tutti i parametri ai valori di
default.
3 Velocità filo
Permette la regolazione della velocità di avanzamento
del filo.
Minimo 0.5 m/min, Massimo 22 m/min, Default 1.0 m/min
4Corrente
Permette la regolazione della corrente di saldatura.
Minimo 6A, Massimo Imax
5 Spessore pezzo
Permette l'impostazione dello spessore del pezzo da
saldare. Consente l'impostazione dell'impianto attraver-
so la regolazione del pezzo da saldare.
6 Cordone d'angolo
Permette l'impostazione della profondità del cordone in
un giunto d'angolo.
7 Tensione
Permette la regolazione della tensione dell'arco.
Consente la regolazione della lunghezza d'arco in saldatura.
MIG/MAG Manuale:
Tensione alta = arco lungo
Tensione bassa = arco corto
Minimo 5V, Massimo 55.5V
MIG/MAG Sinergico:
Minimo 5V, Massimo 55.5V, Default syn

10 Pre gas
Permette di impostare e regolare il flusso di gas prima
dell’innesco dell’arco.
Consente il caricamento del gas in torcia e la prepara-
zione dell’ambiente per la saldatura.
Minimo off, Massimo 25s, Default 0.1s
11 Soft start
Permette la regolazione della velocità di avanzamento
del filo nelle fasi che precedono l’innesco.
Viene dato come % della velocità filo impostata.
Consente un innesco a velocità ridotta e pertanto più
morbido e con meno spruzzi.
Minimo 10%, Massimo 100%, Default 50% (syn)
12 Rampa motore
Permette di impostare un passaggio graduale tra la velo-
cità filo d’innesco e quella di saldatura.
Minimo off, Massimo 1.0s, Default off
15 Burn back
Permette la regolazione del tempo di bruciatura del filo
impedendo l’incollamento a fine saldatura.
Consente di regolare la lunghezza del pezzo di filo
esterno alla torcia.
Minimo -2.00, Massimo +2.00, Default syn
16 Post gas
Permette di impostare e regolare il flusso di gas a fine
saldatura.
Minimo off, Massimo 10s, Default 2s
30 Puntatura
Permette di abilitare il processo “puntatura” e di stabili-
re il tempo di saldatura.
Minimo 0.1s, Massimo 25s, Default off
31 Punto pausa
Permette di abilitare il processo “punto pausa” e di
stabilire il tempo di sosta tra una saldatura e l’altra.
Minimo 0.1s, Massimo 25s, Default off
202 Induttanza
Permette una regolazione elettronica dell'induttanza
serie del circuito di saldatura.
Consente di ottenere un arco più o meno rapido nella
compensazione dei movimenti del saldatore e della
naturale instabilità di saldatura.
Induttanza bassa = arco reattivo (maggiori spruzzi).
Induttanza alta = arco poco reattivo (spruzzi ridotti).
Minimo -30, Massimo +30, Default syn
207 Abilitazione sinergia (G3/4 Si1 - 100% CO2)
Off= sinergia (G3/4 Si1 - 100% CO2) disabilitato
1= sinergia (G3/4 Si1 - 100% CO2) abilitato (al posto
del G3/4 Si1 - Ar18% CO2)
331 Tensione (MIG/MAG sinergico)
Permette l'impostazione della tensione di saldatura.
500 XE (Modalità Easy)
Permette la saldatura in MIG manuale con regolazione
della rampa motore.
XM (Modalità Medium)
Permette la selezione del processo MIG manuale impo-
stando il tipo di materiale da saldare.
Le impostazioni rimangono invariate durante le varie
fasi della saldatura.
(Consultare la sezione 14-15 "Pannello comandi frontale").
XA (Modalità Advanced)
Permette la saldatura in MIG manuale e MIG sinergico.
Le impostazioni rimangono invariate durante le varie
fasi della saldatura.
XP (Modalità Professional)
Permette la saldatura in MIG manuale e MIG sinergico.
Durante le varie fasi della saldatura, il controllo sinergi-
co rimane attivo.
I parametri di saldatura vengono costantemente con-
trollati e all'occorrenza corretti secondo un'analisi pre-
cisa delle caratteristiche dell'arco elettrico!
Permette di accedere ai livelli superiori del set up:
USER: utente
SERV: service
vaBW:vaBW
551 Lock/unlock
Permette il blocco dei comandi del pannello e l'inser-
zione di un codice di protezione (consultare la sezione
"Lock/unlock").
602 Parametro esterno CH1
Permette la gestione del parametro esterno 1 (valore
minimo).
603 Parametro esterno CH1
Permette la gestione del parametro esterno 1 (valore
massimo).
653 Velocità avanzamento filo
Permette la regolazione della velocità di avanzamento
del filo ( durante la fase di caricamento).
Minimo 0.5 m/min, Massimo 22 m/min, Default 3 m/min
705 Taratura resistenza circuito
Permette la calibrazione dell'impianto.
Premere l'encoder per entrare nel parametro 705.
Mettere in contatto elettrico la punta guidafilo ed il
pezzo da saldare.
Premere il pulsante torcia per almeno 1 s.
707 Taratura motore
Consultare la sezione "Taratura motore".
751 Lettura di corrente
Permette la visualizzazione del valore reale della cor-
rente di saldatura.
Permette l'impostazione della modalità di visualizzazio-
ne della corrente di saldatura.
752 Lettura di tensione
Permette la visualizzazione del valore reale della tensio-
ne di saldatura.
Permette l'impostazione della modalità di visualizzazio-
ne della tensione di saldatura.
760 Lettura di corrente (motore)
Permette la visualizzazione del valore reale della cor-
rente (motore).
3.3.4 Elenco parametri a set up (MIG/MAG)
(WF...RapiDeep Steel)
0 Salva ed esci
Permette di salvare le modifiche e di uscire dal set up.
1 Reset
Permette di reimpostare tutti i parametri ai valori di
default.
2 Sinergia
Permette la selezione del processo MIG/MAG manuale.
Permette la selezione di un programma di saldatura
preimpostato (sinergia) attraverso la selezione di alcune
semplici informazioni:
- tipo di filo
- tipo di gas
- diametro filo
3 Velocità filo
Permette la regolazione della velocità di avanzamento
del filo.
Minimo 0.5 m/min, Massimo 22 m/min, Default 1.0 m/min
4Corrente
Permette la regolazione della corrente di saldatura.
Minimo 6A, Massimo Imax
14
15
5 Spessore pezzo
Permette l'impostazione dello spessore del pezzo da
saldare. Consente l'impostazione dell'impianto attraver-
so la regolazione del pezzo da saldare.
6 Cordone d'angolo
Permette l'impostazione della profondità del cordone in
un giunto d'angolo.
7 Tensione
Permette la regolazione della tensione dell'arco.
Consente la regolazione della lunghezza d'arco in saldatura.
MIG/MAG Manuale:
Tensione alta = arco lungo
Tensione bassa = arco corto
Minimo 5V, Massimo 55.5V
MIG/MAG Sinergico:
Minimo -5.0, Massimo +5.0, Default syn
10 Pre gas
Permette di impostare e regolare il flusso di gas prima
dell’innesco dell’arco.
Consente il caricamento del gas in torcia e la prepara-
zione dell’ambiente per la saldatura.
Minimo off, Massimo 25s, Default 0.1s
11 Soft start
Permette la regolazione della velocità di avanzamento
del filo nelle fasi che precedono l’innesco.
Viene dato come % della velocità filo impostata.
Consente un innesco a velocità ridotta e pertanto più
morbido e con meno spruzzi.
Minimo 10%, Massimo 100%, Default 50% (syn)
12 Rampa motore
Permette di impostare un passaggio graduale tra la velo-
cità filo d’innesco e quella di saldatura.
Minimo off, Massimo 1.0s, Default off
15 Burn back
Permette la regolazione del tempo di bruciatura del filo
impedendo l’incollamento a fine saldatura.
Consente di regolare la lunghezza del pezzo di filo
esterno alla torcia.
Minimo -2.00, Massimo +2.00, Default syn
16 Post gas
Permette di impostare e regolare il flusso di gas a fine
saldatura.
Minimo off, Massimo 10s, Default 2s
24 Bilevel (4 T - crater filler)
Permette la regolazione della velocità filo secondaria
nella modalità di saldatura bilevel.
Se il saldatore preme e rilascia velocemente il pulsante si
passa ad “ ”; premendo e rilasciando velocemente il
pulsante si passa nuovamente ad “ ” e così via.
Parametro impostato in percentuale (%).
Minimo 1%, Massimo 500%, Default Off
25 Incremento iniziale
Permette di regolare il valore della velocità filo durante
la prima fase di saldatura del "crater-filler".
Consente di incrementare l'energia fornita al pezzo
nella fase in cui il materiale (ancora freddo) necessita
di maggior calore per fondere in modo omogeneo.
Minimo 20%, Massimo 200%, Default 120%
26 Crater filler
Permette di regolare il valore della velocità filo durante la
fase di chiusura della saldatura.
Consente di ridurre l'energia fornita al pezzo nella fase
in cui il materiale è già molto caldo, riducendo i rischi
di inutili deformazioni.
Minimo 20%, Massimo 200%, Default 80%
27 Temporizzazione incremento iniziale
Permette l'impostazione del tempo di incremento iniziale.
Consente di automatizzare la funzione "crater filler".
Minimo 0.1s, Massimo 99.9s, Default off
28 Temporizzazione crater filler
Permette l'impostazione del tempo di "crater filler".
Consente di automatizzare la funzione "crater filler".
Minimo 0.1s, Massimo 99.9s, Default off
29 Rampa (crater filler, Bilevel MIG)
Crater filler:
Permette di impostare un passaggio graduale tra la velocità
filo iniziale (incremento iniziale) e la velocità filo di saldatura.
Permette di impostare un passaggio graduale tra la velo-
cità filo di saldatura e la velocità filo finale (crater filler).
Bilevel MIG:
Consente di ottenere un passaggio graduale tra la velo-
cità filo di picco e la velocità filo di base, rendendo di
fatto un arco più o meno "morbido".
Parametro impostato in secondi (s).
Minimo 0.1s, Massimo 10.0s, Default off
30 Puntatura
Permette di abilitare il processo “puntatura” e di stabili-
re il tempo di saldatura.
Minimo 0.1s, Massimo 25s, Default off
31 Punto pausa
Permette di abilitare il processo “punto pausa” e di
stabilire il tempo di sosta tra una saldatura e l’altra.
Minimo 0.1s, Massimo 25s, Default off
32 Tensione secondaria (Bilevel MIG)
Permette la regolazione della tensione del livello di
pulsazione secondario.
Consente di ottenere una maggiore stabilità d'arco nelle
varie fasi di pulsazione.
Minimo -5.0, Massimo +5.0, Default syn
33 Induttanza secondaria (Bilevel MIG)
Permette la regolazione dell'induttanza del livello di
pulsazione secondario.
Consente di ottenere un arco più o meno rapido nella
compensazione dei movimenti del saldatore e della
naturale instabilità di saldatura.
Induttanza bassa = arco reattivo (maggiori spruzzi).
Induttanza alta = arco poco reattivo (spruzzi ridotti).
Minimo -30, Massimo +30, Default syn
202 Induttanza
Permette una regolazione elettronica dell'induttanza
serie del circuito di saldatura.
Consente di ottenere un arco più o meno rapido nella
compensazione dei movimenti del saldatore e della
naturale instabilità di saldatura.
Induttanza bassa = arco reattivo (maggiori spruzzi).
Induttanza alta = arco poco reattivo (spruzzi ridotti).
Minimo -30, Massimo +30, Default syn
331 Tensione (MIG/MAG sinergico)
Permette l'impostazione della tensione di saldatura.
500 Permette di accedere ai livelli superiori del set up:
USER: utente
SERV: service
vaBW:vaBW
551 Lock/unlock
Permette il blocco dei comandi del pannello e l'inser-
zione di un codice di protezione (consultare la sezione
"Lock/unlock").
601 Passo di regolazione
Permette la regolazione di un parametro con passo
personalizzabile dall'operatore.
Minimo 1, Massimo Imax, Default 1

16
602 Parametro esterno CH1
Permette la gestione del parametro esterno 1 (valore
minimo).
603 Parametro esterno CH1
Permette la gestione del parametro esterno 1 (valore
massimo).
606 Torcia U/D
Permette la gestione del parametro esterno (U/D).
O=off, I=corrente, 2=richiamo programmi
653 Velocità avanzamento filo
Permette la regolazione della velocità di avanzamento
del filo ( durante la fase di caricamento).
Minimo 0.5 m/min, Massimo 22 m/min, Default 3 m/min
705 Taratura resistenza circuito
Permette la calibrazione dell'impianto.
Premere l'encoder per entrare nel parametro 705.
Mettere in contatto elettrico la punta guidafilo ed il
pezzo da saldare.
Premere il pulsante torcia per almeno 1 s.
751 Lettura di corrente
Permette la visualizzazione del valore reale della cor-
rente di saldatura.
Permette l'impostazione della modalità di visualizzazio-
ne della corrente di saldatura.
752 Lettura di tensione
Permette la visualizzazione del valore reale della tensio-
ne di saldatura.
Permette l'impostazione della modalità di visualizzazio-
ne della tensione di saldatura.
757 Lettura velocità filo
Lettura encoder motore 1.
760 Lettura di corrente (motore)
Permette la visualizzazione del valore reale della cor-
rente (motore).
852 Abilitazione TIG DC LIFT START
On=Attivato, Off=Disattivato
903 Cancellazione programmi
Selezionare il programma desiderato ruotando l'encoder 1.
Eliminare il programma selezionato premendo il tasto -
encoder 2.
3.4 Lock/unlock
Permette di bloccare tutte le impostazioni da pannello comandi
con password di sicurezza.
"LOCK"
Entrare nel set up premendo il tasto encoder per almeno 5
secondi.
Selezionare il parametro desiderato (551).
Attivare la regolazione del parametro selezionato premendo il
tasto encoder.
Impostare una codifica numerica (password) ruotando l'encoder.
Confermare la modifica eseguita premendo il tasto encoder.
"UNLOCK"
L'esecuzione di qualsiasi operazione su un pannello comandi
bloccato provoca la comparsa di una speciale schermata.
Accedere alle funzionalità del pannello ruotando l'encoder ed
inserendo il corretto codice numerico.
3.5 Codifica allarmi
E01, E02 Allarme termico
E’ consigliabile non spegnere l’impianto
mentre l’allarme è attivo; il ventilatore inter-
no rimarrà così in funzione favorendo il
raffreddamento delle parti surriscaldate.
E08 Allarme motore bloccato
E10 Allarme modulo potenza
E13 Allarme comunicazione
E19 Allarme configurazione impianto
E20 Allarme memoria guasta
E21 Allarme perdita dati
E40 Allarme alimentazione impianto
E43 Allarme mancanza liquido refrigerante
E48 Allarme mancanza filo
3.6 Pannello posteriore
1 Attacco gas
2 Ingresso cavo di segnale (fascio cavi)
3 Ingresso cavo di potenza (fascio cavi)
4 Presa positiva di potenza (MMA)
5 Ingresso/uscita liquido di raffreddamento
3.7 Pannello prese
1 Attacco torcia
Permette la connessione della torcia MIG.
2 Dispositivi esterni (Push/Pull)
3 Innesto pulsante torcia
4 Innesto liquido refrigerante
5 Dispositivi esterni (RC) (WF...RapiDeep Steel - optional)
17
4 ACCESSORI
4.1 Generalità (RC) (WF...RapiDeep Steel)
La connessione del comando a distanza all'apposito connettore,
presente sui generatori, ne attiva il funzionamento. Tale connes-
sione può avvenire anche con impianto acceso.
Con il comando RC connesso, il pannello comandi del genera-
tore rimane abilitato ad effettuare qualsiasi modifica. Le modi-
fiche sul pannello comandi del generatore vengono riportate
anche sul comando RC e viceversa.
4.2 Comando a distanza RC 100
Il dispositivo RC 100 è un comando a distanza per la visua-
lizzazione e la regolazione della corrente e della tensione di
saldatura.
"Consultare il manuale d'uso".
4.3 Comando a distanza RC 180
Questo dispositivo permette di variare a distanza la quantità di
corrente necessaria, senza interrompere il processo di saldatura
o abbandonare la zona di lavoro.
"Consultare il manuale d'uso".
4.4 Comando a distanza RC 200
Il dispositivo RC 200 è un comando a distanza che consente la
visualizzazione e la variazione di tutti i parametri disponibili sul
pannello comandi del generatore a cui è collegato.
"Consultare il manuale d'uso".
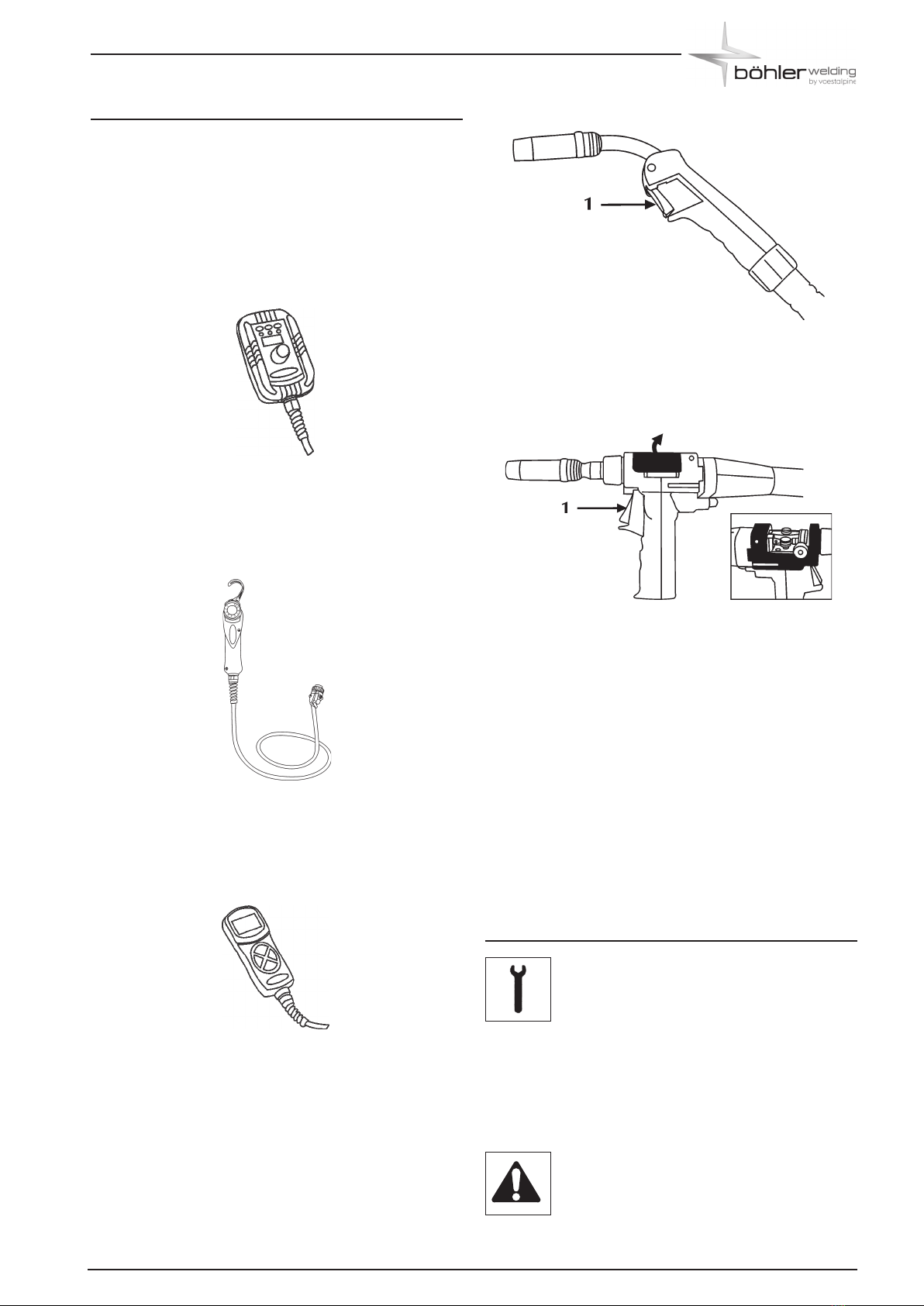
4.5 Torce serie MIG/MAG
1 Pulsante torcia
"Consultare il manuale d'uso".
4.6 Torce serie Push-Pull
1 Pulsante torcia
"Consultare il manuale d'uso".
4.7 Kit RC (WF...RapiDeep Steel) (73.11.015)
"Consultare sezione "Installazione kit/accessori".
4.8 Kit Push-Pull (73.11.012)
"Consultare sezione "Installazione kit/accessori".
4.9 Kit ruote grandi trainafilo (73.10.073)
"Consultare sezione "Installazione kit/accessori".
4.10 Kit ruote trainafilo (73.10.074)
"Consultare sezione "Installazione kit/accessori".
5 MANUTENZIONE
L’impianto deve essere sottoposto ad una manu-
tenzione ordinaria secondo le indicazioni del
costruttore.
L’eventuale manutenzione deve essere eseguita esclusivamente
da personale qualificato.
Tutti gli sportelli di accesso e servizio e i coperchi devono essere
chiusi e ben fissati quando l’apparecchio è in funzione.
L’impianto non deve essere sottoposto ad alcun tipo di modifica.
Evitare che si accumuli polvere metallica in prossimità e sulle
alette di areazione.
Togliere l'alimentazione all'impianto prima di
ogni intervento!
18
Controlli periodici:
- Effettuare la pulizia interna utilizzando aria com-
pressa a bassa pressione e pennelli a setola mor-
bida.
- Controllare le connessioni elettriche e tutti i cavi di
collegamento.
Per la manutenzione o la sostituzione dei componenti delle
torce, della pinza portaelettrodo e/o del cavo massa:
Controllare la temperatura dei componenti ed
accertarsi che non siano surriscaldati.
Utilizzare sempre guanti a normativa.
Utilizzare chiavi ed attrezzi adeguati.
In mancanza di detta manutenzione, decadranno tutte le
garanzie e comunque il costruttore viene sollevato da qual-
siasi responsabilità.
6 DIAGNOSTICA E SOLUZIONI
L'eventuale riparazione o sostituzione di parti
dell'impianto deve essere eseguita esclusivamen-
te da personale tecnico qualificato.
La riparazione o la sostituzione di parti dell'impianto da
parte di personale non autorizzato comporta l'immediata
invalidazione della garanzia del prodotto.
L'impianto non deve essere sottoposto ad alcun tipo di
modifica.
Nel caso l'operatore non si attenesse a quanto descritto, il
costruttore declina ogni responsabilità.
Mancata accensione dell'impianto (led verde spento)
Causa Tensione di rete non presente sulla presa di alimen-
tazione.
Soluzione Eseguire una verifica e procedere alla riparazione
dell'impianto elettrico.
Rivolgersi a personale specializzato.
Causa Spina o cavo di alimentazione difettoso.
Soluzione Sostituire il componente danneggiato.
Rivolgersi al più vicino centro di assistenza per la
riparazione dell'impianto.
Causa Fusibile di linea bruciato.
Soluzione Sostituire il componente danneggiato.
Causa Interruttore di accensione difettoso.
Soluzione Sostituire il componente danneggiato.
Rivolgersi al più vicino centro di assistenza per la
riparazione dell'impianto.
Causa Collegamento tra carrello trainafilo e generatore
non corretto o difettoso.
Soluzione Verificare la corretta connessione delle parti
dell’impianto.
Causa Elettronica difettosa.
Soluzione Rivolgersi al più vicino centro di assistenza per la
riparazione dell'impianto.
Assenza di potenza in uscita (l'impianto non salda)
Causa Pulsante torcia difettoso.
Soluzione Sostituire il componente danneggiato.
Rivolgersi al più vicino centro di assistenza per la
riparazione dell'impianto.
Causa Impianto surriscaldato (allarme termico - led giallo
acceso).
Soluzione Attendere il raffreddamento dell'impianto senza
spegnere l'impianto.
Causa Laterale aperto o switch porta difettoso.
Soluzione E' necessario per la sicurezza dell'operatore che il pan-
nello laterale sia chiuso durante le fasi di saldatura.
Sostituire il componente danneggiato.
Rivolgersi al più vicino centro di assistenza per la
riparazione della torcia.
Causa Collegamento di massa non corretto.
Soluzione Eseguire il corretto collegamento di massa.
Consultare il paragrafo "Messa in servizio".
Causa Elettronica difettosa.
Soluzione Rivolgersi al più vicino centro di assistenza per la
riparazione dell'impianto.
Erogazione di potenza non corretta
Causa Errata selezione del processo di saldatura o seletto-
re difettoso.
Soluzione Eseguire la corretta selezione del processo di saldatura.
Causa Errate impostazioni dei parametri e delle funzioni
dell'impianto.
Soluzione Eseguire un reset dell'impianto e reimpostare i
parametri di saldatura.
Causa Potenziometro/encoder per la regolazione della
corrente di saldatura difettoso.
Soluzione Sostituire il componente danneggiato.
Rivolgersi al più vicino centro di assistenza per la
riparazione dell'impianto.
Causa Tensione di rete fuori range.
Soluzione Eseguire il corretto allacciamento dell'impianto.
Consultare il paragrafo "Allacciamento".
Causa Mancanza di una fase.
Soluzione Eseguire il corretto allacciamento dell'impianto.
Consultare il paragrafo "Allacciamento".
Causa Elettronica difettosa.
Soluzione Rivolgersi al più vicino centro di assistenza per la
riparazione dell'impianto.
Avanzamento filo bloccato
Causa Pulsante torcia difettoso.
Soluzione Sostituire il componente danneggiato.
Rivolgersi al più vicino centro di assistenza per la
riparazione dell'impianto.
Causa Rulli non corretti o consumati
Soluzione Sostituire i rulli.

19
Causa Motoriduttore difettoso.
Soluzione Sostituire il componente danneggiato.
Rivolgersi al più vicino centro di assistenza per la
riparazione dell'impianto.
Causa Guaina torcia danneggiata.
Soluzione Sostituire il componente danneggiato.
Rivolgersi al più vicino centro di assistenza per la
riparazione dell'impianto.
Causa Trainafilo non alimentato
Soluzione Verificare la connessione al generatore.
Consultare il paragrafo "Allacciamento".
Rivolgersi al più vicino centro di assistenza per la
riparazione dell'impianto.
Causa Avvolgimento irregolare su bobina.
Soluzione Ripristinare le normali condizioni di svolgimento
della bobina o sostituirla.
Causa Ugello torcia fuso (filo incollato)
Soluzione Sostituire il componente danneggiato.
Avanzamento filo non regolare
Causa Pulsante torcia difettoso.
Soluzione Sostituire il componente danneggiato.
Rivolgersi al più vicino centro di assistenza per la
riparazione dell'impianto.
Causa Rulli non corretti o consumati
Soluzione Sostituire i rulli.
Causa Motoriduttore difettoso.
Soluzione Sostituire il componente danneggiato.
Rivolgersi al più vicino centro di assistenza per la
riparazione dell'impianto.
Causa Guaina torcia danneggiata.
Soluzione Sostituire il componente danneggiato.
Rivolgersi al più vicino centro di assistenza per la
riparazione dell'impianto.
Causa Frizione aspo o dispositivi di bloccaggio rulli rego-
lati male.
Soluzione Allentare la frizione.
Aumentare la pressione sui rulli.
Instabilità d'arco
Causa Protezione di gas insufficiente.
Soluzione Regolare il corretto flusso di gas.
Verificare che diffusore e l'ugello gas della torcia
siano in buone condizioni.
Causa Presenza di umidità nel gas di saldatura.
Soluzione Utilizzare sempre prodotti e materiali di qualità.
Provvedere al mantenimento in perfette condizioni
dell'impianto di alimentazione del gas.
Causa Parametri di saldatura non corretti.
Soluzione Eseguire un accurato controllo dell'impianto di
saldatura.
Rivolgersi al più vicino centro di assistenza per la
riparazione dell'impianto.
Eccessiva proiezione di spruzzi
Causa Lunghezza d'arco non corretta.
Soluzione Ridurre la distanza tra elettrodo e pezzo.
Ridurre la tensione di saldatura.
Causa Parametri di saldatura non corretti.
Soluzione Ridurre la corrente di saldatura.
Causa Dinamica d'arco non corretta.
Soluzione Aumentare il valore induttivo del circuito.
Causa Protezione di gas insufficiente.
Soluzione Regolare il corretto flusso di gas.
Verificare che diffusore e l'ugello gas della torcia
siano in buone condizioni.
Causa Modalità di esecuzione della saldatura non corretta.
Soluzione Ridurre l'inclinazione della torcia.
Insufficiente penetrazione
Causa Modalità di esecuzione della saldatura non corretta.
Soluzione Ridurre la velocità di avanzamento in saldatura.
Causa Parametri di saldatura non corretti.
Soluzione Aumentare la corrente di saldatura.
Causa Elettrodo non corretto.
Soluzione Utilizzare un elettrodo di diametro inferiore.
Causa Preparazione dei lembi non corretta.
Soluzione Aumentare l'apertura del cianfrino.
Causa Collegamento di massa non corretto.
Soluzione Eseguire il corretto collegamento di massa.
Consultare il paragrafo "Messa in servizio".
Causa Pezzi da saldare di consistenti dimensioni.
Soluzione Aumentare la corrente di saldatura.
Inclusioni di scoria
Causa Incompleta asportazione della scoria.
Soluzione Eseguire una accurata pulizia dei pezzi prima di
eseguire la saldatura.
Causa Elettrodo di diametro troppo grosso.
Soluzione Utilizzare un elettrodo di diametro inferiore.
Causa Preparazione dei lembi non corretta.
Soluzione Aumentare l'apertura del cianfrino.
Causa Modalità di esecuzione della saldatura non corretta.
Soluzione Ridurre la distanza tra elettrodo e pezzo.
Avanzare regolarmente durante tutte le fasi della
saldatura.
Soffiature
Causa Protezione di gas insufficiente.
Soluzione Regolare il corretto flusso di gas.
Verificare che diffusore e l'ugello gas della torcia
siano in buone condizioni.
Incollature
Causa Lunghezza d'arco non corretta.
Soluzione Aumentare la distanza tra elettrodo e pezzo.
Aumentare la tensione di saldatura.
20
Causa Parametri di saldatura non corretti.
Soluzione Aumentare la corrente di saldatura.
Causa Modalità di esecuzione della saldatura non corretta.
Soluzione Angolare maggiormente l'inclinazione della torcia.
Causa Pezzi da saldare di consistenti dimensioni.
Soluzione Aumentare la corrente di saldatura.
Aumentare la tensione di saldatura.
Causa Dinamica d'arco non corretta.
Soluzione Aumentare il valore induttivo del circuito.
Incisioni marginali
Causa Parametri di saldatura non corretti.
Soluzione Ridurre la corrente di saldatura.
Utilizzare un elettrodo di diametro inferiore.
Causa Lunghezza d'arco non corretta.
Soluzione Ridurre la distanza tra elettrodo e pezzo.
Ridurre la tensione di saldatura.
Causa Modalità di esecuzione della saldatura non corretta.
Soluzione Ridurre la velocità di oscillazione laterale nel riem-
pimento.
Ridurre la velocità di avanzamento in saldatura.
Causa Protezione di gas insufficiente.
Soluzione Utilizzare gas adatti ai materiali da saldare.
Ossidazioni
Causa Protezione di gas insufficiente.
Soluzione Regolare il corretto flusso di gas.
Verificare che diffusore e l'ugello gas della torcia
siano in buone condizioni.
Porosità
Causa Presenza di grasso, vernice, ruggine o sporcizia sui
pezzi da saldare.
Soluzione Eseguire una accurata pulizia dei pezzi prima di
eseguire la saldatura.
Causa Presenza di grasso, vernice, ruggine o sporcizia sul
materiale d'apporto.
Soluzione Utilizzare sempre prodotti e materiali di qualità.
Mantenere sempre in perfette condizioni il mate-
riale d'apporto.
Causa Presenza di umidità nel materiale d'apporto.
Soluzione Utilizzare sempre prodotti e materiali di qualità.
Mantenere sempre in perfette condizioni il mate-
riale d'apporto.
Causa Lunghezza d'arco non corretta.
Soluzione Ridurre la distanza tra elettrodo e pezzo.
Ridurre la tensione di saldatura.
Causa Presenza di umidità nel gas di saldatura.
Soluzione Utilizzare sempre prodotti e materiali di qualità.
Provvedere al mantenimento in perfette condizioni
dell'impianto di alimentazione del gas.
Causa Protezione di gas insufficiente.
Soluzione Regolare il corretto flusso di gas.
Verificare che diffusore e l'ugello gas della torcia
siano in buone condizioni.
Causa Solidificazione del bagno di saldatura troppo rapida.
Soluzione Ridurre la velocità di avanzamento in saldatura.
Eseguire un preriscaldo dei pezzi da saldare.
Aumentare la corrente di saldatura.
Cricche a caldo
Causa Parametri di saldatura non corretti.
Soluzione Ridurre la corrente di saldatura.
Utilizzare un elettrodo di diametro inferiore.
Causa Presenza di grasso, vernice, ruggine o sporcizia sui
pezzi da saldare.
Soluzione Eseguire una accurata pulizia dei pezzi prima di
eseguire la saldatura.
Causa Presenza di grasso, vernice, ruggine o sporcizia sul
materiale d'apporto.
Soluzione Utilizzare sempre prodotti e materiali di qualità.
Mantenere sempre in perfette condizioni il mate-
riale d'apporto.
Causa Modalità di esecuzione della saldatura non corretta.
Soluzione Eseguire le corrette sequenze operative per il tipo
di giunto da saldare.
Causa Pezzi da saldare con caratteristiche dissimili.
Soluzione Eseguire una imburratura prima di realizzare la
saldatura.
Cricche a freddo
Causa Presenza di umidità nel materiale d'apporto.
Soluzione Utilizzare sempre prodotti e materiali di qualità.
Mantenere sempre in perfette condizioni il mate-
riale d'apporto.
Causa Geometria particolare del giunto da saldare.
Soluzione Eseguire un preriscaldo dei pezzi da saldare.
Eseguire un postriscaldo.
Eseguire le corrette sequenze operative per il tipo
di giunto da saldare.
Per ogni dubbio e/o problema non esitare a consultare il più
vicino centro di assistenza tecnica.
7 CENNI TEORICI SULLA SALDATURA
7.1 Saldatura con elettrodo rivestito (MMA)
Preparazione dei lembi
Per ottenere buone saldature è sempre consigliabile operare su
parti pulite, libere da ossido, ruggine o altri agenti contaminanti.
Scelta dell'elettrodo
Il diametro dell'elettrodo da impiegare dipende dallo spessore
del materiale, dalla posizione, dal tipo di giunto e dal tipo di
cianfrino.
Elettrodi di grosso diametro richiedono correnti elevate con
conseguente elevato apporto termico nella saldatura.
Tipo di rivestimento Proprietà Impiego
Rutilo Facilità d'impiego Tutte le posizioni
Acido Alta velocità fusione Piano
Basico Caratt. meccaniche Tutte le posizioni
Table of contents
Languages:
Other Bohler Welding System manuals


















