2
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L'APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO
MANUALE E CONSERVARLO, PER TUTTA LA VITA OPE-
RATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO POSSONO
ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l'uti-
lizzatore deve essere istruito contro i rischi, di seguito rias-
sunti, derivanti dalle operazioni di saldatura. Per informazio-
ni più dettagliate richiedere il manuale cod.3.300758
SCOSSA ELETTRICA - Può uccidere.
· Installate e collegate a terra la saldatrice secondo
le norme applicabili.
· Non toccare le parti elettriche sotto tensione o gli
elettrodi con la pelle nuda, i guanti o gli indumenti bagnati.
· Isolatevi dalla terra e dal pezzo da saldare.
· Assicuratevi che la vostra posizione di lavoro sia sicura.
FUMI E GAS - Possono danneggiare la salute.
· Tenete la testa fuori dai fumi.
· Operate in presenza di adeguata ventilazione ed
utilizzate aspiratori nella zona dell’arco onde evitare
la presenza di gas nella zona di lavoro.
RAGGI DELL’ARCO - Possono ferire gli occhi e bruciare la pelle.
· Proteggete gli occhi con maschere di saldatura
dotate di lenti filtranti ed il corpo con indumenti
appropriati.
· Proteggete gli altri con adeguati schermi o tendine.
RISCHIO DI INCENDIO E BRUCIATURE
· Le scintille (spruzzi) possono causare incendi e
bruciare la pelle; assicurarsi, pertanto che non vi
siano materiali infiammabili nei paraggi ed utilizzare
idonei indumenti di protezione.
RUMORE
Questo apparecchio non produce di per se rumori
eccedenti gli 80dB. Il procedimento di taglio pla-
sma/saldatura può produrre livelli di rumore supe-
riori a tale limite; pertanto, gli utilizzatori dovranno mettere in
atto le precauzioni previste dalla legge.
PACE MAKER
· I campi magnetici derivanti da correnti elevate pos-
sono incidere sul funzionamento di pacemaker. I por-
tatori di apparecchiature elettroniche vitali (pace-
maker) dovrebbero consultare il medico prima di avvicinar-
si alle operazioni di saldatura ad arco, di taglio, scriccatura o
di saldatura a punti.
ESPLOSIONI
· Non saldare in prossimità di recipienti a pressione
o in presenza di polveri, gas o vapori esplosivi. ·
Maneggiare con cura le bombole ed i regolatori di
pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle indicazio-
ni contenute nella norma armonizzata EN50199 e deve
essere usato solo a scopo professionale in un ambiente
industriale. Vi possono essere, infatti, potenziali diffi-
coltà nell'assicurare la compatibilità elettromagnetica in
un ambiente diverso da quello industriale.
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
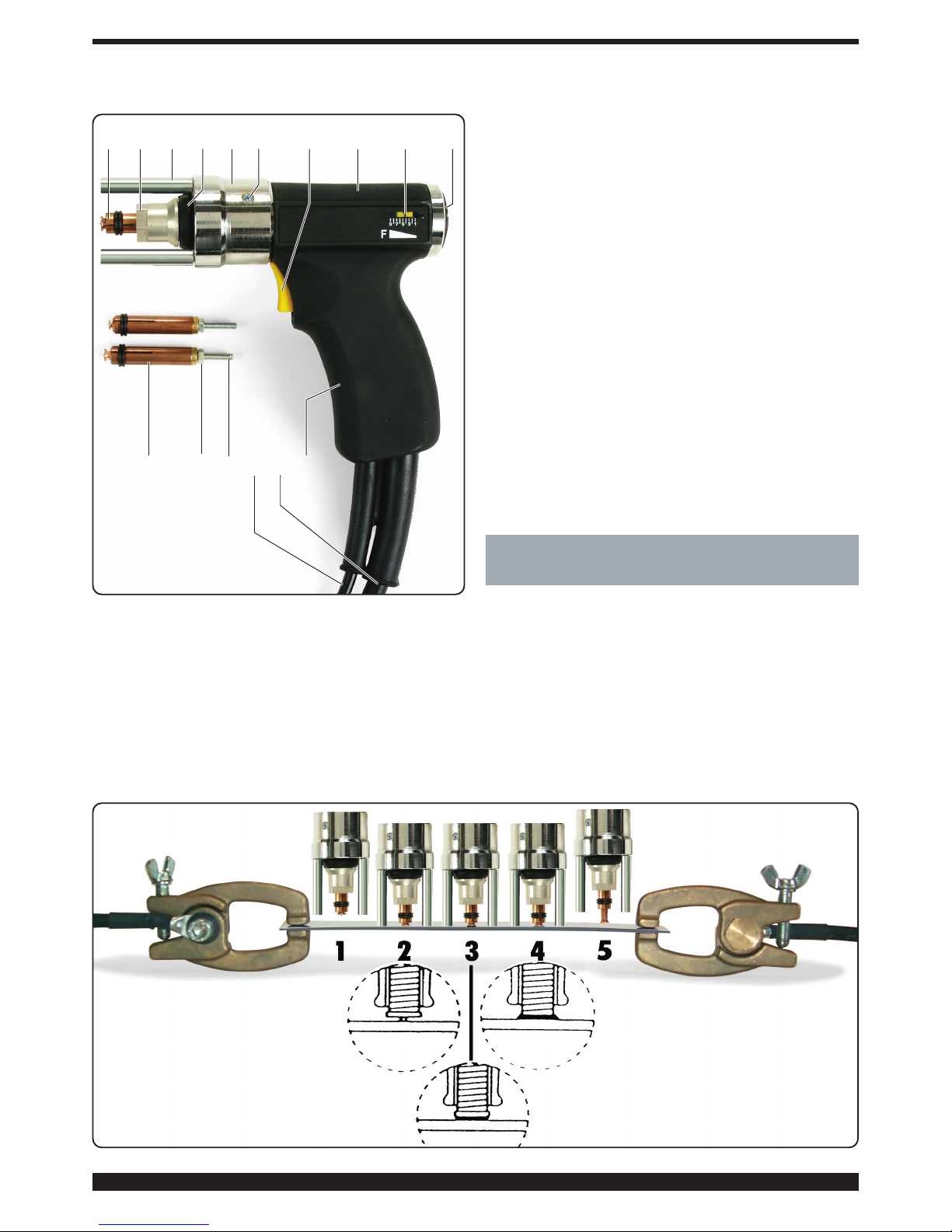
2 DESCRIZIONI GENERALI
2.1 SPECIFICHE
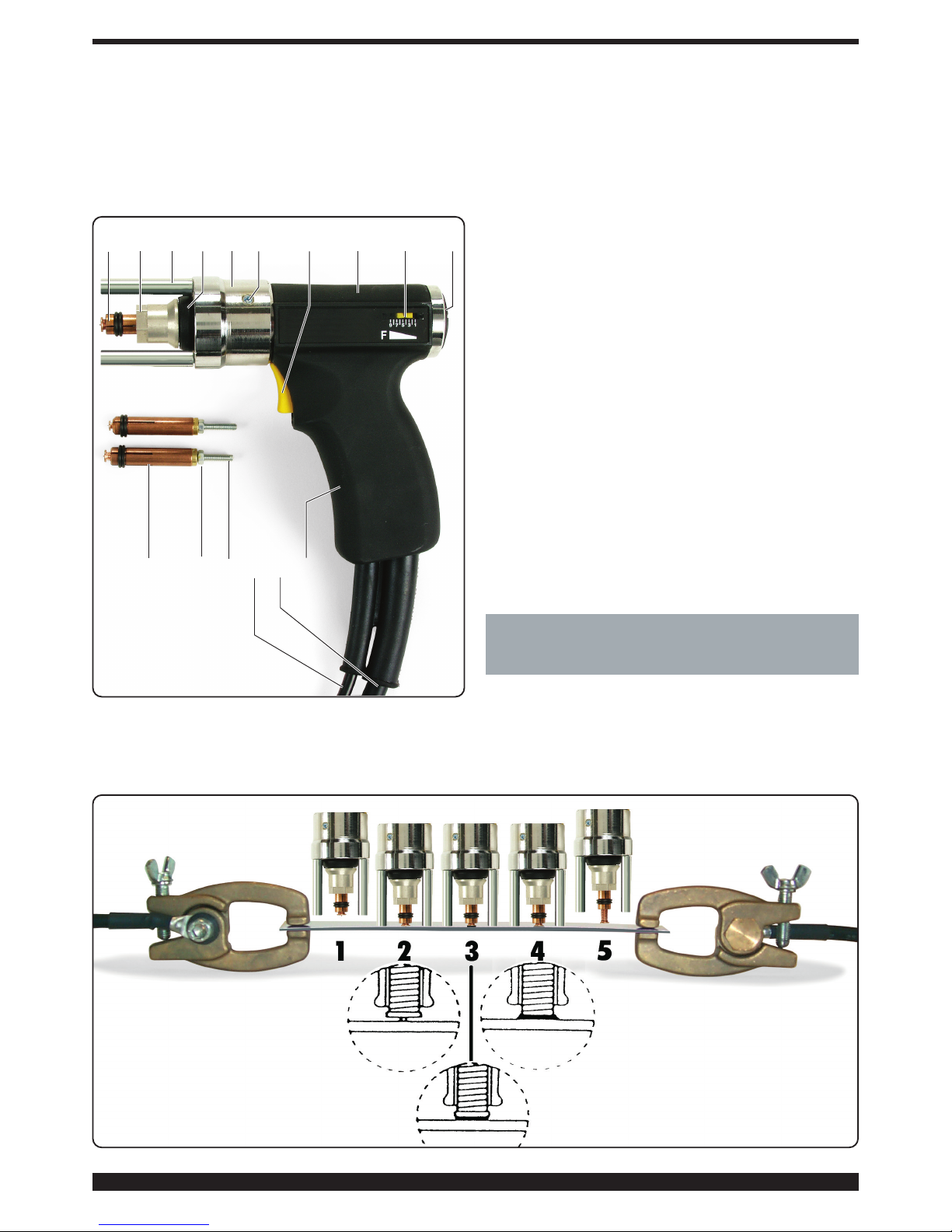
La macchina è stata progettata e realizzata per la saldatura
di prigionieri filettati Ø 4, 5 e 6 mm, ferrosi e non ferrosi.
Questo sistema di saldatura utilizza la scarica estremamen-
te rapida (2-3 ms) di una batteria di condensatori che con-
sente la saldatura di prigionieri filettati con innesco a punta
di accensione.
2.2 SPIEGAZIONE DEI DATI TECNICI RIPORTATI
SULLA TARGA DI MACCHINA
N° Numero di matricola da citare sempre per qual-
siasi richiesta relativa alla saldatrice.
IEC 60974-1 La saldatrice è costruita secondo queste
EN 50199 norme internazionali.
Trasformatore monofase-raddrizzatore con
dispositivo per la carica e la scarica di
condensatori.
U0 Tensione a vuoto secondaria.
E Energia di saldatura.
C Valore della capacità.
Uc Tensione regolabile sui condensatori.
U1 Tensione nominale di alimentazione.
La macchina è prevista per le tensioni 115V e
230V con cambio tensione automatico.
1-50/60Hz Alimentazione monofase 50 oppure 60Hz.
I1max Corrente massima assorbita alla corrisponden-
te tensione di alimentazione.
IP23C Grado di protezione della carcassa. Grado 3
come seconda cifra significa che l'apparecchio
è idoneo a lavorare all'esterno sotto la pioggia.
C: la lettera addizionale C significa che l'appa-
recchio è protetto contro l'accesso di un utensi-
le (diametro 2,5 mm) alle parti in tensione del
circuito di alimentazione.
SIdonea a lavorare in ambienti con rischio accre-
sciuto
NOTE: Idonea a lavorare in ambienti con grado di inquina-
mento 3 (vedi IEC 60664-1)
2.3 DESCRIZIONE DELLE PROTEZIONI
2.3.1 Protezione termica
Questo apparecchio è protetto da un termostato il quale, se
si superano le temperature ammesse, impedisce il funzio-
namento della macchina. In queste condizioni il ventilatore
continua a funzionare ed il display indicherà il codice di erro-
re E1.