2
INDEX page
1. General characteristics ....................................................................................................................................................... 4
2. Unpacking .............................................................................................................................................................................. 5
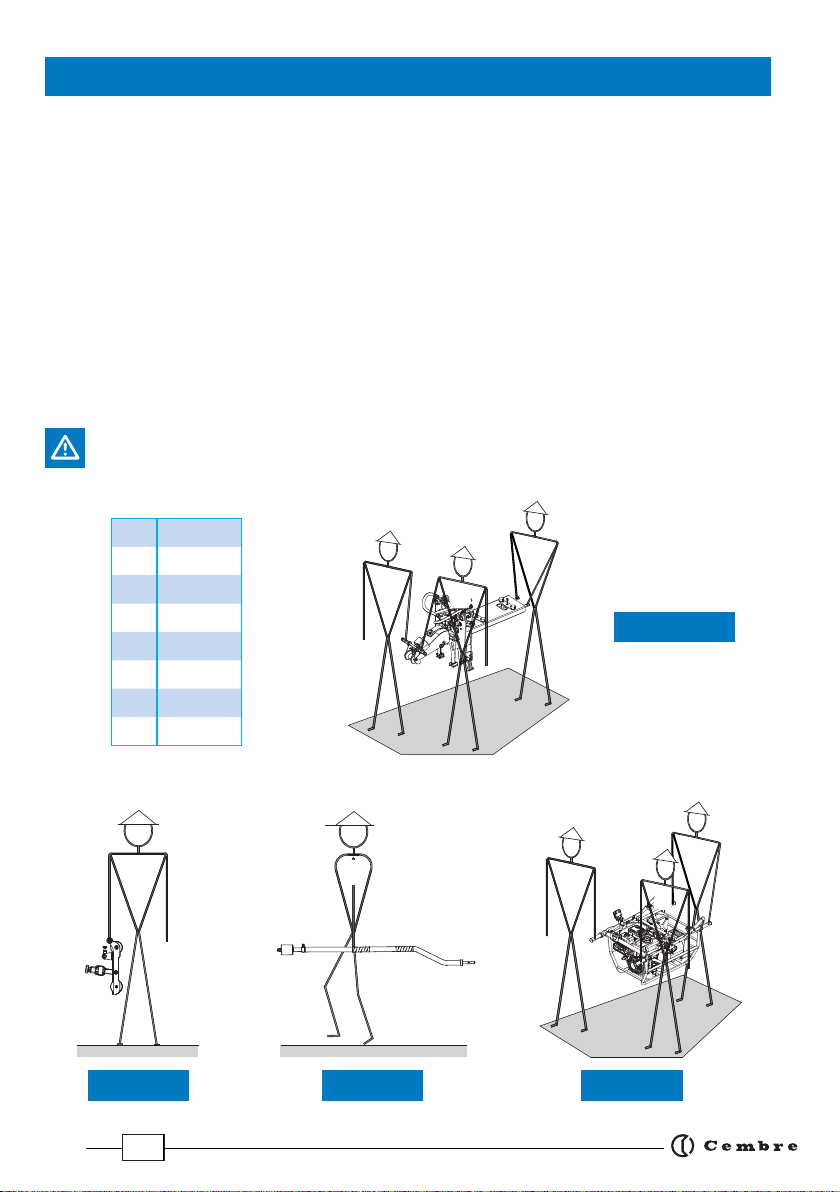
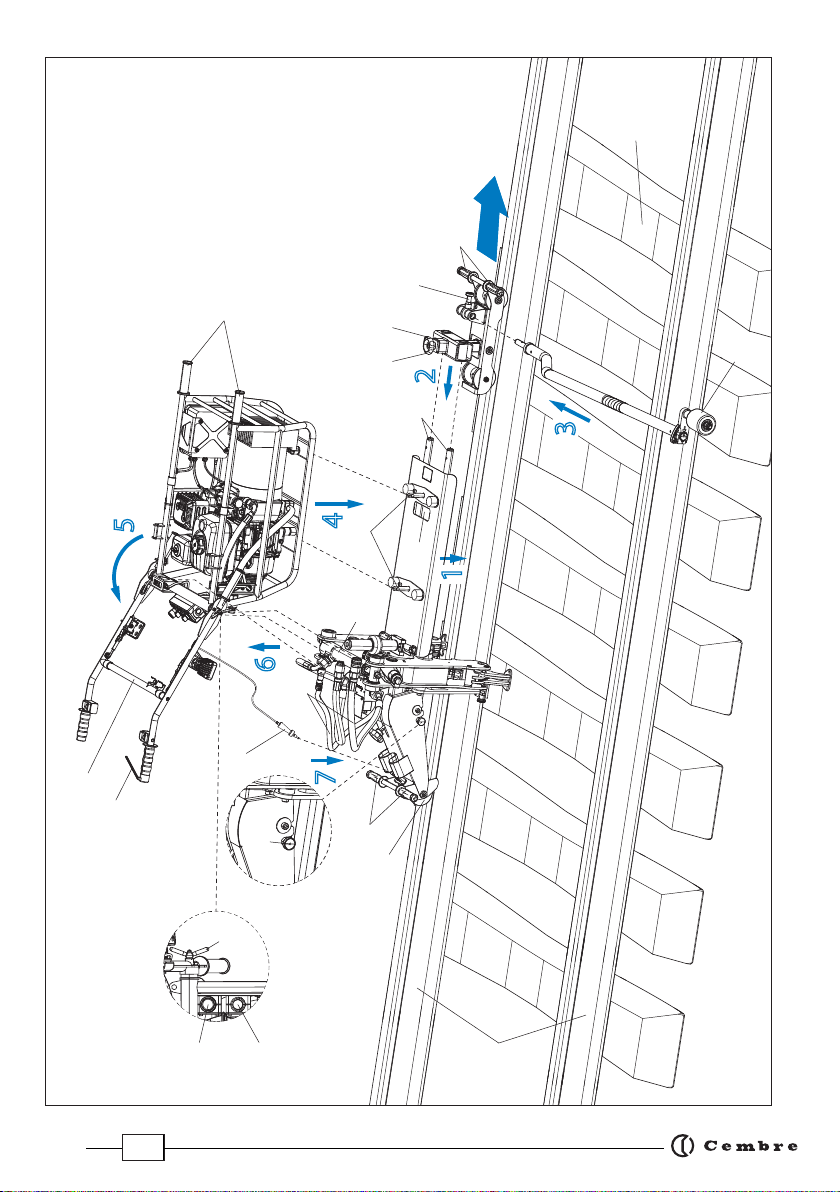
2.1 Transporting the machine ................................................................................................................................................ 5
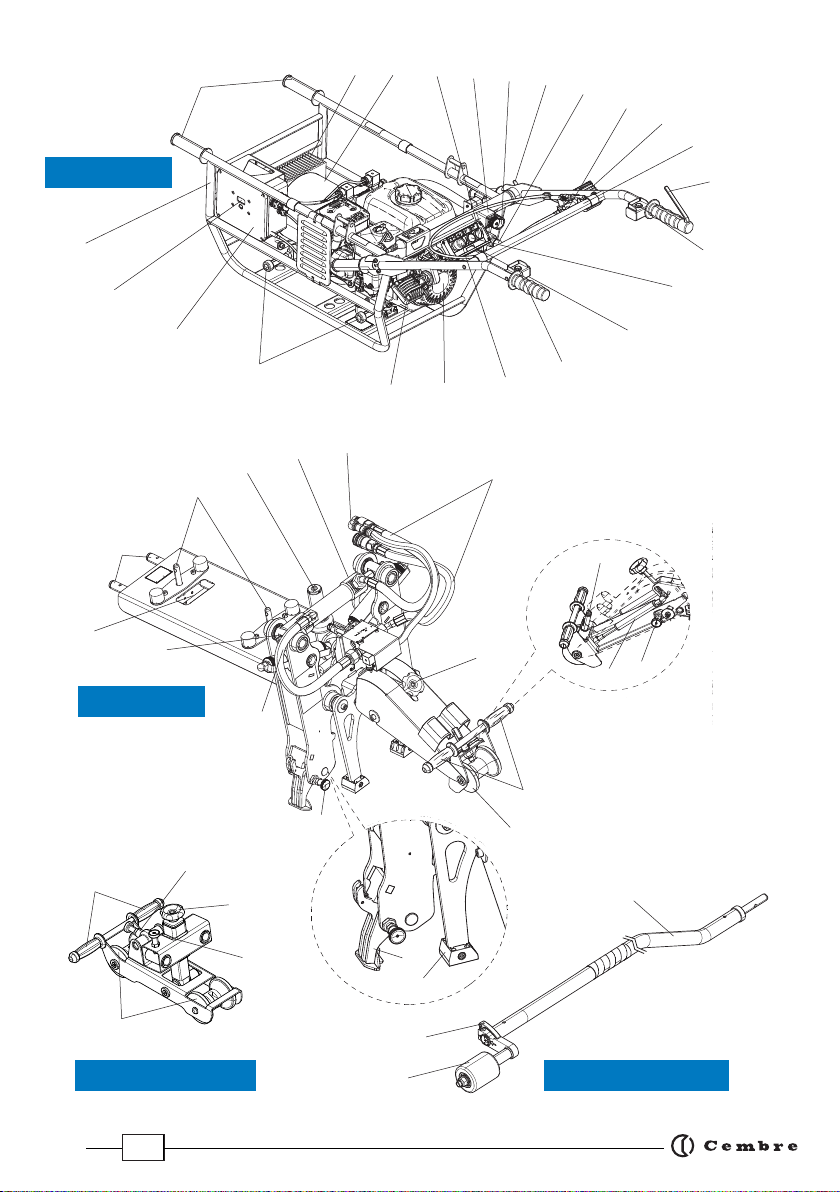
3. Description of the machine ............................................................................................................................................. 6
4. Instructions for use ............................................................................................................................................................. 8
4.1 Assembling the machine ................................................................................................................................................. 8
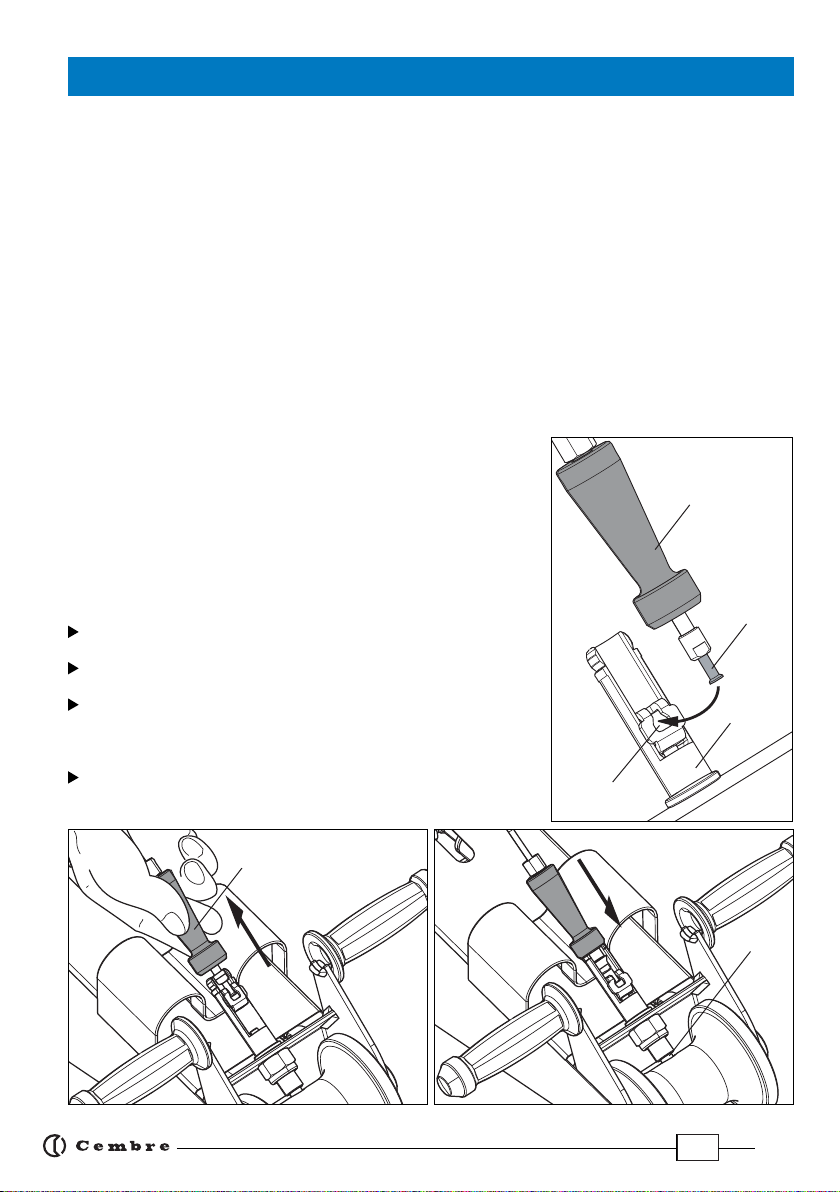
4.1.1 Braking device ...................................................................................................................................................................... 8
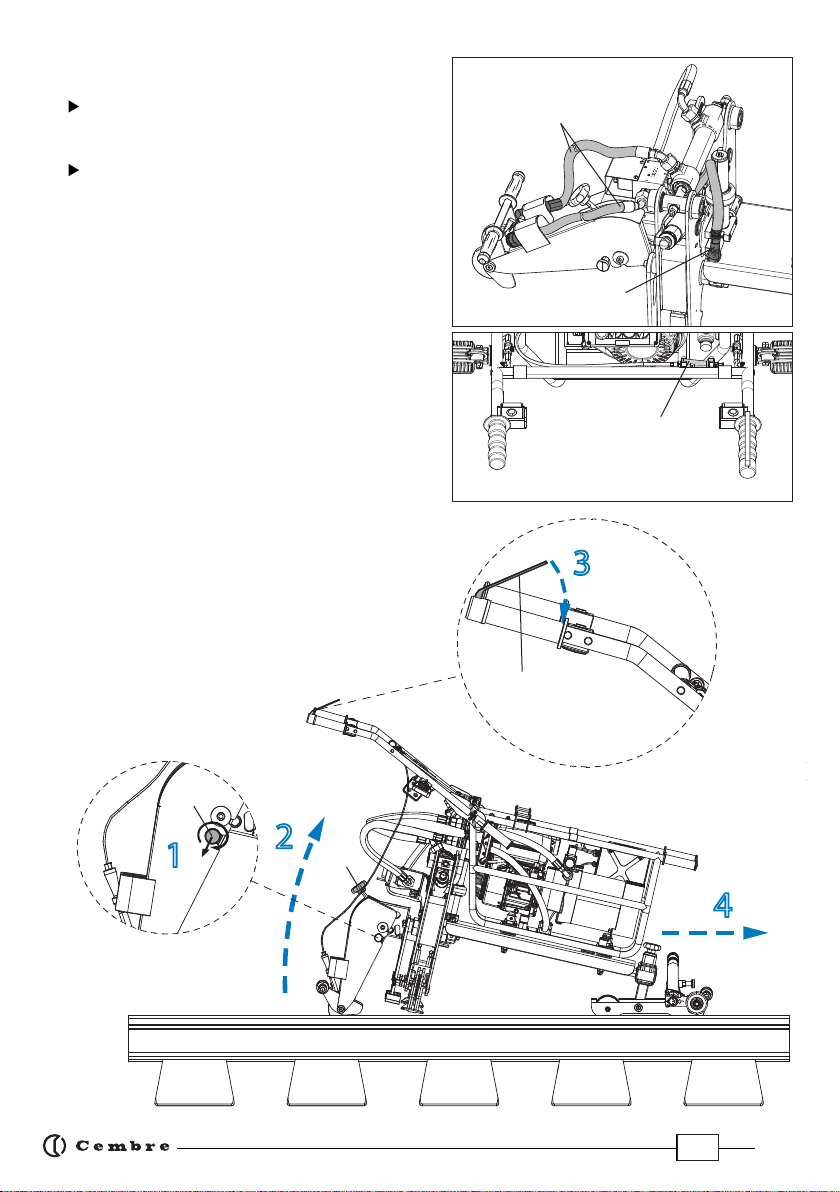
4.2 Disassembling the machine ........................................................................................................................................... 10
4.3 Moving the machine .......................................................................................................................................................... 10
4.4 Controls ................................................................................................................................................................................... 11
4.5 Description of the Pandrol Fast clip .............................................................................................................................. 12
4.6 Description of the Pandrol FE clip ................................................................................................................................. 13
4.7 Description of the Pandrol FCX clip .............................................................................................................................. 14
4.8 Preliminary machine adjustments ................................................................................................................................ 15
4.8.1 Adjusting the height of the front of the machine .................................................................................................... 15
4.8.2 Stable support of both insertion teeth ........................................................................................................................ 15
4.8.3 Adjusting the piston for lifting sleepers ...................................................................................................................... 16
4.8.4 Adjusting the clamp position .......................................................................................................................................... 16
4.9 Operation ................................................................................................................................................................................17
4.9.1 Inserting clips ........................................................................................................................................................................ 17
4.9.2 Extracting clips ..................................................................................................................................................................... 18
4.9.3 Adjusting the contrast foot for extraction .................................................................................................................. 18
5. Adjusting the piston stroke .............................................................................................................................................. 19
5.1 Adjusting the piston stroke for clip insertion ............................................................................................................ 19
5.2 Adjusting the piston stroke for clip extraction ......................................................................................................... 20
5.2.1 Parking position ................................................................................................................................................................... 20
5.2.2 Insulator change position ................................................................................................................................................ 20
6. Display ..................................................................................................................................................................................... 21
6.1 Information screens ............................................................................................................................................................ 21
6.2 Warnings ................................................................................................................................................................................. 21
6.3 Errors ........................................................................................................................................................................................ 22
7. Starting the engine ............................................................................................................................................................. 23
8. Maintenance ......................................................................................................................................................................... 24
8.1 Routine maintenance of the machine ......................................................................................................................... 24
8.1.1 Maintenance of braking device ...................................................................................................................................... 24
8.1.2 Maintenance of clamp unit .............................................................................................................................................. 25
8.1.3 Topping up the oil in the hydraulic pump .................................................................................................................. 26
8.1.4 Replacing the hydraulic pump oil lter ......................................................................................................................... 26
8.1.5 Adjusting the work lights ................................................................................................................................................. 26
8.1.6 Changing the gas springs ................................................................................................................................................. 27
8.2 Routine maintenance of the engine ............................................................................................................................. 27
8.3 Long periods of inactivity ................................................................................................................................................. 27
9. Return to Cembre for overhaul .................................................................................................................................... 30