NOTICE: To receive any expressed or implied warranty, the tool must be repaired by an authorized Service Center.
The 3 in. (77 mm) Ergolite Random Orbital Sander Service Instructions section provided is for use after completion
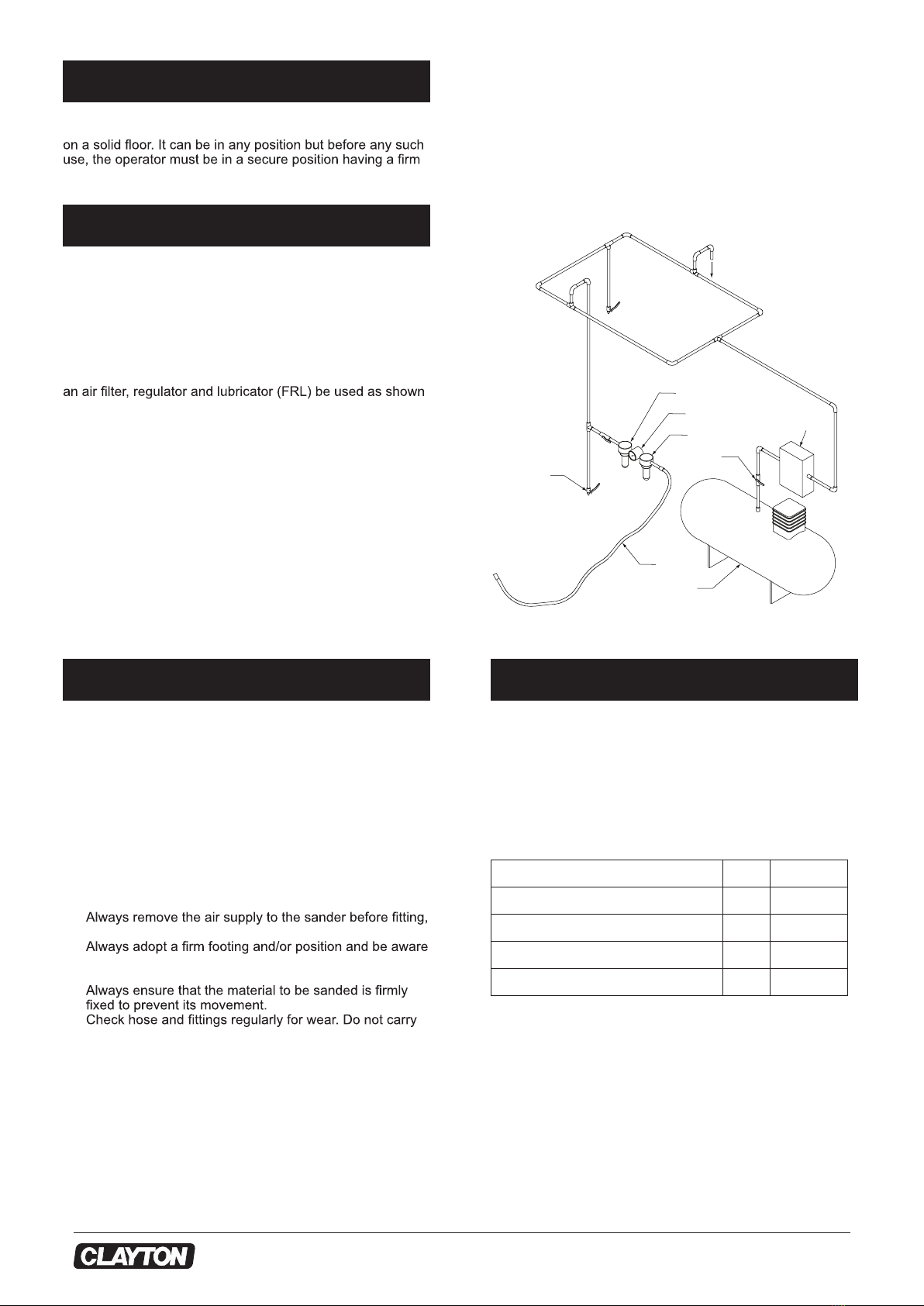
of the warranty period.
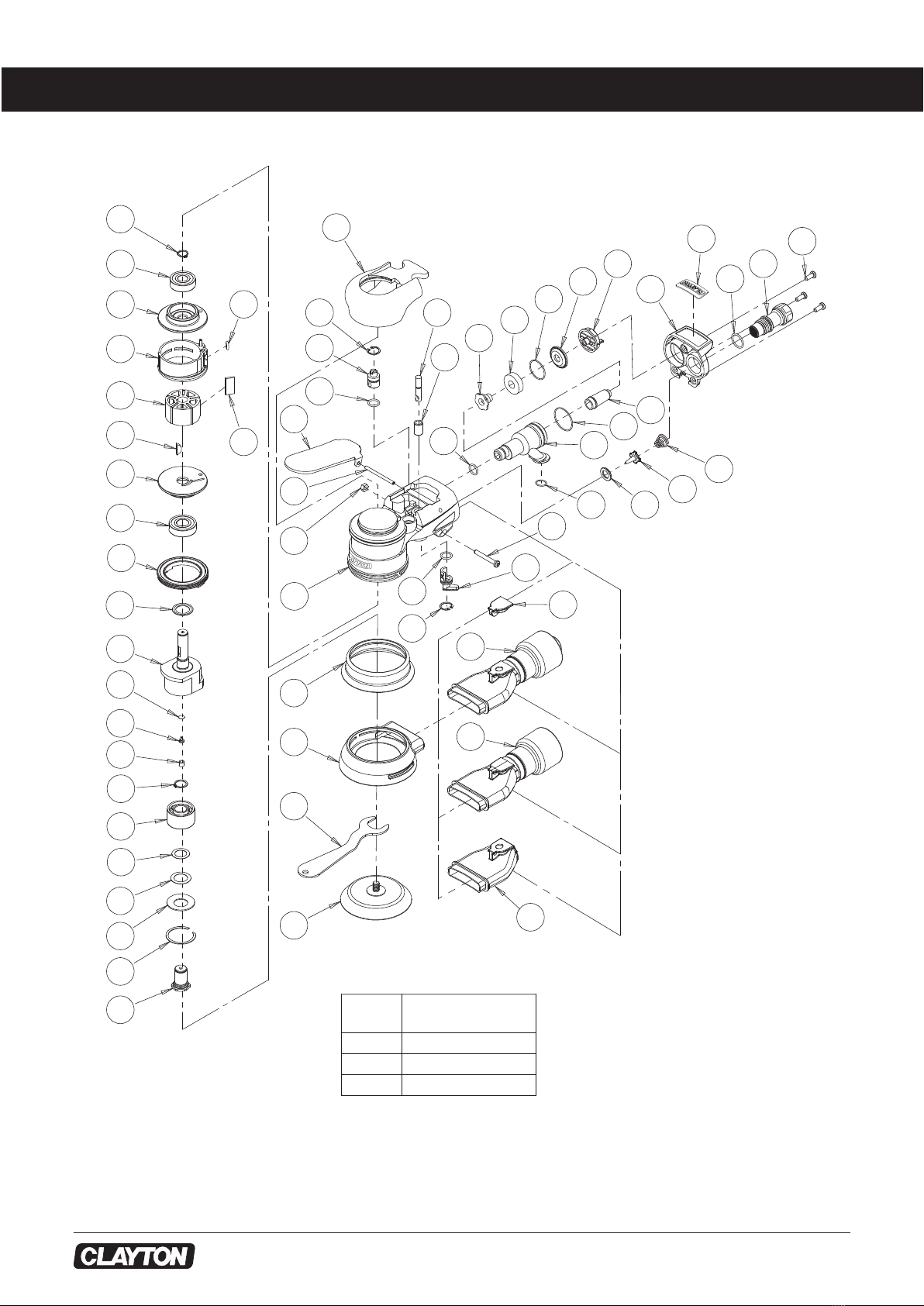
12,000 RPM 3 in. (77 mm) Ergolite ROS Service Instructions
Motor Disassembly:
1. Lightly secure the tool in a vise using the T-7 Service Col-
lar or padded jaws. Use a 17 mm Pad Wrench to secure
the Spindle and spin the Pad counter clock-wise off the
spindle.
2. Remove the Lock Ring with the T-6 Motor Lock Ring
Wrench/Spindle Puller Tool. The motor assembly can now
be lifted out of the Housing. Remove the O-Ring from the
Lock Ring.
3. Secure the motor assembly by clamping the Shaft
Balancer in a padded jaw vise and remove the Retaining
Ring from the end of the Shaft Balancer and the O-ring
from the Cylinder.
4. Remove the Rear Endplate. This may require support-
ing the Rear Endplate with a bearing separator. Use a
light press force to push the Shaft Balancer through the
Bearing. Then remove the Cylinder, Vanes and the Rotor.
Remove the Key from the Shaft Balancer. Support the
Front Endplate with a bearing separator and use a light
press force to push the Shaft Balancer through the bear-
ing. It may be necessary to remove the Bearing with a
bearing separator if it came out of the Front Endplate and
stuck to the shaft of the Shaft Balancer.
5. Remove the Bearing(s) from the Endplates by using
the T-8 Endplate Bearing Removal Tool to press out the
Bearings.
Shaft Balancer and Spindle Disassembly:
1. Grip the shaft end of the Shaft Balancer in a padded vise.
With a thin screwdriver pick out the slotted end of the
Retaining Ring and peel out.
2. Screw the female end of the T-11 5/16-24 to 1/4-20
Adapter into the male end of the Service Wrench. Screw
the Service Wrench assembly into the Spindle Assembly
until hand tight. Apply a gentle heat from a propane torch
or hot air gun to the large end of the Shaft Balancer until
it is about 212° F (100° C) to soften the adhesive. Do not
over heat. Remove the Spindle Assembly by using the
Slider to give sharp outward blows to the Spindle. Allow
the parts to cool so they are safe to handle.
3. Remove the Retaining Ring from the Spindle Assembly.
Use a small Bearing Separator to remove the Bearing,
Shim, Bearing, Shim and the Washer from the Spindle
Assembly.
ASSEMBLY INSTRUCTIONS
NOTE: All assembly must be done with clean dry parts and
all bearings are to be pressed in place by the correct tools
and procedures as outlined by the bearing manufacturers.
Housing Assembly:
1. Install Throttle Lever into Housing with Spring Pin.
2. Lightly grease the O-Ring and place it on the Speed Con-
trol. Install the Valve Stem and O-ring (cleaned and lightly
greased) and insert the Speed Control into Housing in the
midway position. Install Retaining Ring.
CAUTION: Make sure the Retaining Ring is completely
snapped into groove in the Housing.
3. Install the Valve Seat, Valve and the Spring. Coat the
threads of the Inlet Bushing Assembly with 1 or 2 drops
of Loctite™ 222 or equivalent non-permanent pipe thread
sealant. Screw the Inlet Bushing Assembly into the inlet
port on the Housing. Torque to 60 in/lbs (6.77 Nm.)
Spindle Bearings, and Shaft Balancer
Assembly:
1. Place the T-5A Spindle Bearing Pressing Tool Base onto
with the spindle pocket facing upward. Place the Spindle
into the spindle pocket with the shaft facing upwards. See
Figures 1 and 2.
2. Place theWasher on the Spindle shaft with the curve of
the Washer facing out so that the outside diameter of the
Washer will contact the outer diameter of the Bearing
(one seal). Lay the Shim on the shoulder of the Spindle.
Place the Bearing (one seal) on the Spindle with the seal
side toward the Washer. NOTE: Make sure that both the
inner and outer races of the Bearings are supported by
the Bearing Press Tool when pressing them into place.
Press the Bearing onto the shoulder of Spindle using
the T-5B Spindle Bearing Pressing Tool Top as shown in
Figure 2.
3. Place the Shim over the Spindle shaft and onto the face
of the Bearing making sure it is on center. Press the
(no seals/shields) Bearing down using the T-5A Spindle
Bearing Pressing Tool Top, being careful to make sure
the Shim is still centered on the vertical axis of the
Spindle shaft and Bearing. See Figure 3. NOTE: When
the Spindle Assembly is done correctly, the Bearings will
rotate freely but not loosely and the Shim can be moved
but will not slide or move by gravity.
4. Secure the Retaining Ring onto the Spindle Assembly
making sure it is completely snapped into the groove. Set
the Spindle Assembly aside.
5. Take the Filter and center it on the small bore that
Valve into the bore so it is oriented correctly, then press
of the bearing bore.
6. Apply a pin head size drop of #271 Loctite® or equivalent
to the outside diameter of each of the bearings on the
Spindle Assembly. Spread the drop of bearing locker
around both bearings until distributed evenly. CAUTION:
Only a very small amount of bearing locker is needed
to prevent rotation of the bearing OD. Any excess will
into the bore of the Shaft Balancer and secure with the
Retaining Ring. CAUTION: Make sure that the Retaining
Ring is completely snapped into the groove in the Shaft
Balancer. Allow the adhesive to cure.
DISASSEMBLY INSTRUCTIONS
Changing Grips:
1. The Grip has two “tabs” that wrap around the body of the
sander under the inlet and exhaust. With a small screwdriver
pick out one of the “tabs” of the Grip, and then continue to go
underneath the grip with the screwdriver and pry the Grip off
the sander. To install a new Grip, hold the Grip by the tabs
making them face outward, align the Grip and slide it under
the Throttle Lever then press the Grip down until it seats onto
the top of the sander. Make sure the two “tabs” seat under the
inlet and exhaust.
10
Copyright © 1984-2016 CLAYTON Associates, Inc.
(732) 363-2100 • www.VacuumSanding.com
B-X3CT30-8
Revision 2019-05