Ching Chi Machine UH Series User manual

Ver 2.0 2019.10
NO. UHD-2-10-09
AT、PKS
UH
SERIES
http://www.kingtexsewing.com.tw
精機機械廠股份有限公司 CHING CHI MACHINE CO., LTD
User Manual
寶獅牌工業用縫紉機 INDUSTRIAL SEWING MACHINE
PNEUMATIC KNIFE ASSEMBLY
DIRECT-DRIVE OVERLOCK MACHINE
WITH AUTOMATIC TRIMMING
AT
FOR
UHD9003
UHD9004
UHD9005
UHD9006
&
PKS
FOR
UHD9003
UHD9004

工业缝纫机伺服控制器使用说明书· 版本:V1.1
前言
感谢您选用本公司的工业缝纫机伺服控制器。
本手册提供了使用该系统所需知识及注意事项。
为了您更好地使用该产品,有使用之前请仔细阅读本手册。
您在使用中若有任何疑问或对我们的产品和服务有任何意见,请随时
与我们联系。
主要技术数据
供电电压范围:单相AC200V~AC240V±10%
供电电源频率:50Hz/60Hz
整机最大功率:700W
电机额定功率:550W
电机额定转速:6000rpm
电机额定扭矩:0.6 N·m
电机最大扭矩:1.8 N·m

工业缝纫机伺服控制器使用说明书· 版本:V1.1
目录
1. 安全注意事项......................................................................................................................... - 1 -
1.1 使用范围....................................................................................................................... - 1 -
1.2 工作环境:................................................................................................................... - 1 -
1.3 注意事项....................................................................................................................... - 1 -
1.4 保养维修....................................................................................................................... - 1 -
1.5 危险提示....................................................................................................................... - 1 -
1.6 接线与接地................................................................................................................... - 2 -
1.7 其它安全规定............................................................................................................... - 3 -
2. 脚踏速控器前后踏力量的调整............................................................................................. - 3 -
3. 操作面板说明......................................................................................................................... - 4 -
3.1 基本框图....................................................................................................................... - 4 -
3.2 按键定义....................................................................................................................... - 4 -
3.3 按键操作....................................................................................................................... - 5 -
3.4 基本功能....................................................................................................................... - 8 -
3.5 指示灯........................................................................................................................... - 9 -
3.6 界面显示....................................................................................................................... - 9 -
4. 参数说明............................................................................................................................... - 10 -
4.1 包缝参数表 (一区 U) .............................................................................................. - 10 -
4.1-1 包缝参数表 (一区 U)............................................................................................. - 14 -
4.2 包缝参数表 (二区 U.) ............................................................................................. - 17 -
4.3 工艺参数表............................................................................................................... - 18 -
5. 故障分析............................................................................................................................... - 20 -
5.1 故障表......................................................................................................................... - 20 -
6. 接口及接线图....................................................................................................................... - 21 -
6.1 接口板连接线及接口图(附图)............................................................................. - 21 -
JIJU 布边传感器 ....................................................................................................................... - 23 -
7.1 JIJU 布边传感器外形 ................................................................................................. - 23 -
工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 1 -
1. 安全注意事项
1.1 使用范围
本伺服控制器及其电机是专为工业缝纫机开发设计的,如果在其它方面使用,请注意使
用者的安全。
1.2 工作环境:
1.2.1 电源电压请遵照控制箱铭牌所示电压±10%。
1.2.2 请远离高频电磁波发射器等,以免所产生的电磁波干扰本控制器而发生错
误动作。
1.2.3 度
温湿 :
A.请在室温 5°C 以上、 45°C 以下的场所操作。
B.禁止在日光直接照射的场所或室外运作。
C. 不
请 要过于接近暖气 (电热器)运作。
D.请保持 30 % ~ 95 % 度
相对湿 (无凝露)。
1.2.4 不
请 要在可燃气体或爆炸物附近操作。
1.3 注意事项
1.3.1 行
电机、控制器请遵照说明书进 正确安装。
1.3.2 行
安装前请先关闭电源并拔掉电源线插头,然后进 安装。
1.3.3 装钉电源线时请避免靠近会转动部件,最少要离开 3 公分以上。
1.3.4 为防止噪声干扰或触电事故,请将缝纫机、电机、控制箱接地。
1.3.5 打开电源之前,确定此供应电压必须符合标示在电机与控制箱铭牌上的指定
电压±15%范围内。
1.3.6 了更 漏
为 安全的保护,建议安装使用 电保护装置和过电压保护装置。
1.3.7 缝纫机不使用时或者操作人员离开缝纫机的时候,为了防止突然启动造成事
故,请切断电源开关。
1.4 保养维修
1.4.1 在操作保养或维修动作前,请先关闭电源。
1.4.2 更
翻抬车头时、 换车针、梭子时、穿线时,请确认电源是否关闭。
1.4.3 控制箱里面有高压电,所以关闭电源后要等 5 分钟以上方可打开控制箱盖。
1.4.4 理行
修 及保养的作业,要请经过训练的技术人员执 。
1.4.5 不狀行
能在电机及控制箱运转的 态下进 保养或维修。
1.4.6 零
所有维修用的 件,须由本公司提供或认可,方可使用。
1.5 危险提示
左图所示符号表示机器在安装时,安全上需要特别注
行
意,忽视此标记而进 错误操作可能会导致人员或是机器
损伤。
左边这个标记符号表示有高压电,电气方面有危险的
地方会有此标记。
工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 2 -
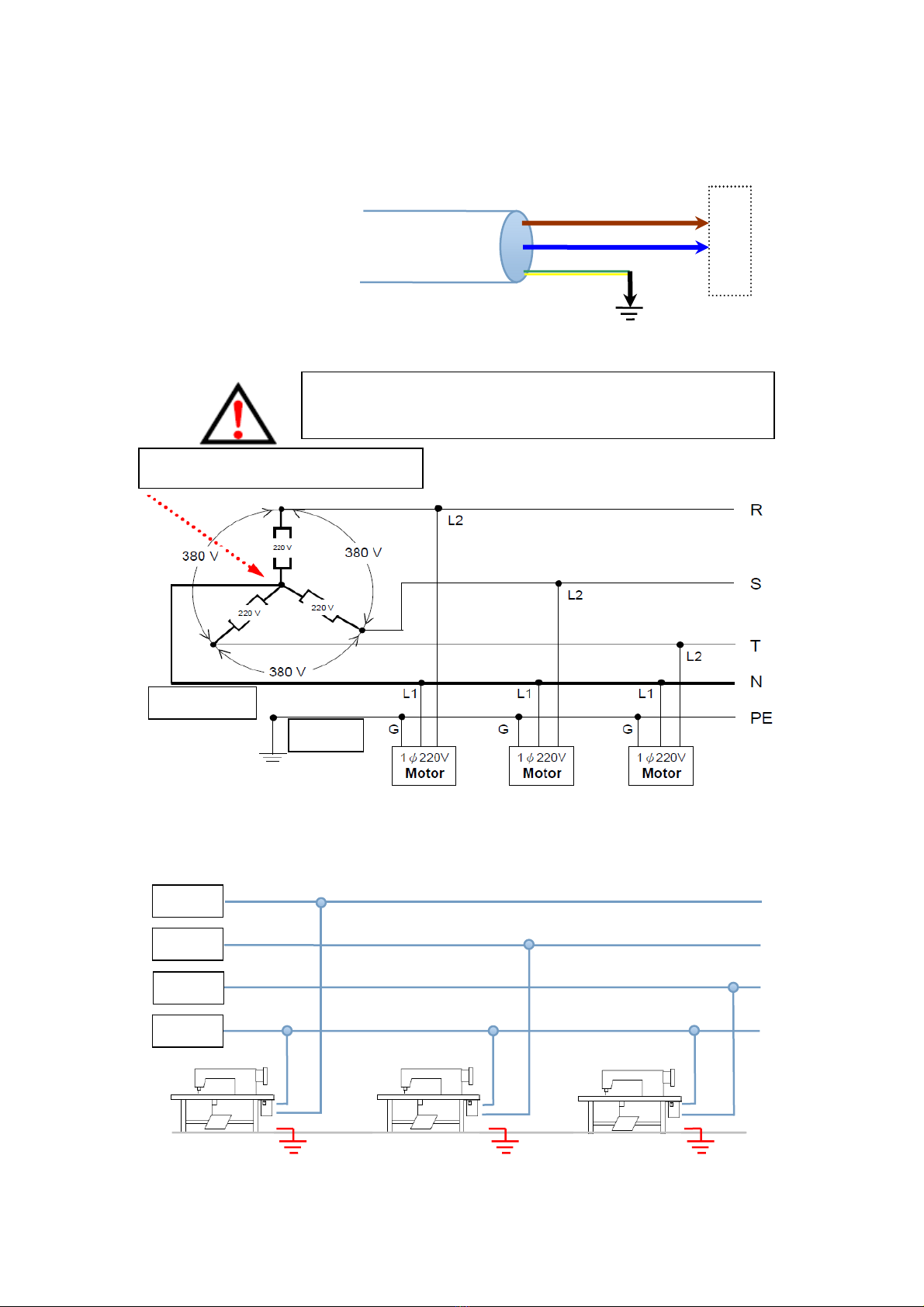
1.6 接线与接地
1.6.1 单相电源线的接法
黄绿色电线为接地线,一定要做好系统的接地工程,请有合格的电气工程人员予以施工。
1.6.2 当电源系统配置为三相四线式380V时,欲使用单相220V供应本电机的接线方式
1.6.3 当单相220V伺服电机欲使用在三相四线的电压时,须注意配置使用上的负载平衡。连
接相当多数量缝纫机配置使用时,需考虑三相中R,S,T各相的平衡,如下图所示:
如果此配置系统没有[中性点/线]时,本伺服电机不适合在此场合
使用。
注意:必须要有中性线的配置
中性线
接地
棕色线
蓝色线
黄/绿 色线
单
相
电
源
火线 R
火线 S
火线 T
零
线N
工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 3 -
1.7 其它安全规定
1.7.1 在第一次接通电源后,请先以低速操作缝纫机并检查转动方向是否正确。
1.7.2 不
缝纫机运转时,请 要去触摸手轮、机针等会动作的部件。
1.7.3 所有可动作的部份,必须以所提供的防护装置加以隔离,防止身体接触并请
塞
勿在装置内 入其它物品。
1.7.4 不
请 要在拆下电机护罩及其它安全装置的情形下操作。
1.7.5 请勿使电机或控制箱掉在地上。
1.7.6 不茶 流
要让 水等液态物体 入控制箱或电机内部。
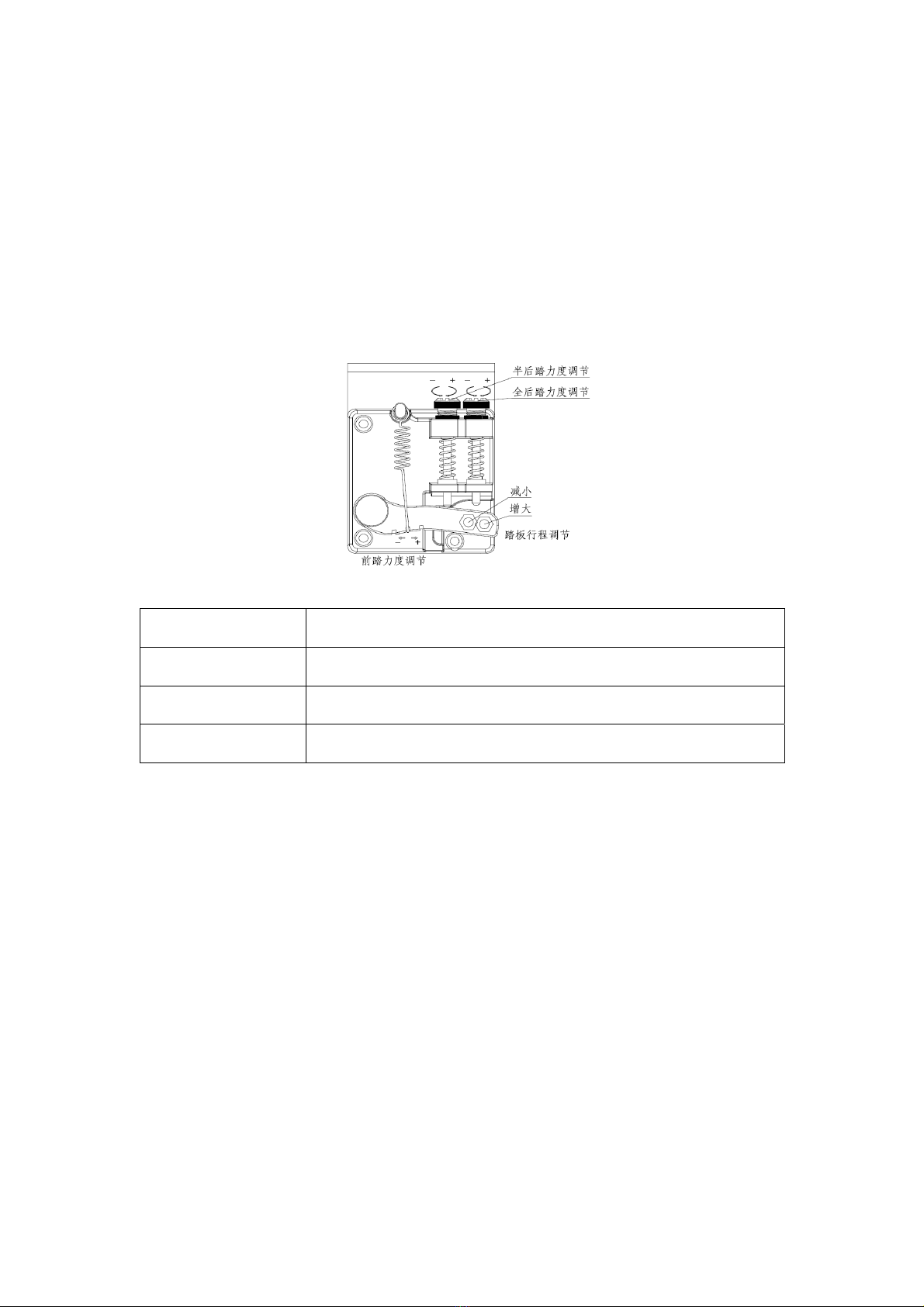
2. 脚踏速控器前后踏力量的调整
调整项目
调 整 结 果
1 踏板前踏力量 当弹簧愈向右侧勾时力量愈重;当弹簧愈左侧勾时力量愈轻。
2 踏板后踏力量 当螺栓愈往上时力量愈轻;当螺栓愈往下时力量愈重。
3 踏板行程长短 当吊杆装右侧孔时行程较长;当吊杆装左侧孔时行程较短。

工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 4 -
3. 操作面板说明
3.1 基本框图
显示面贴由模式按键区(4 个模式按键:模式选择、吸风、剪线、压脚)、功能按键区
(3 个功能按键:速度调整、常用参数调整、亮度调整)、设定按键区(5 个设定按键:左、
右、上、下、确认)、LED 提示区(4 个提示 LED 灯:安全开关、前传感器、后传感器、运
行)、显示区等部分组成。
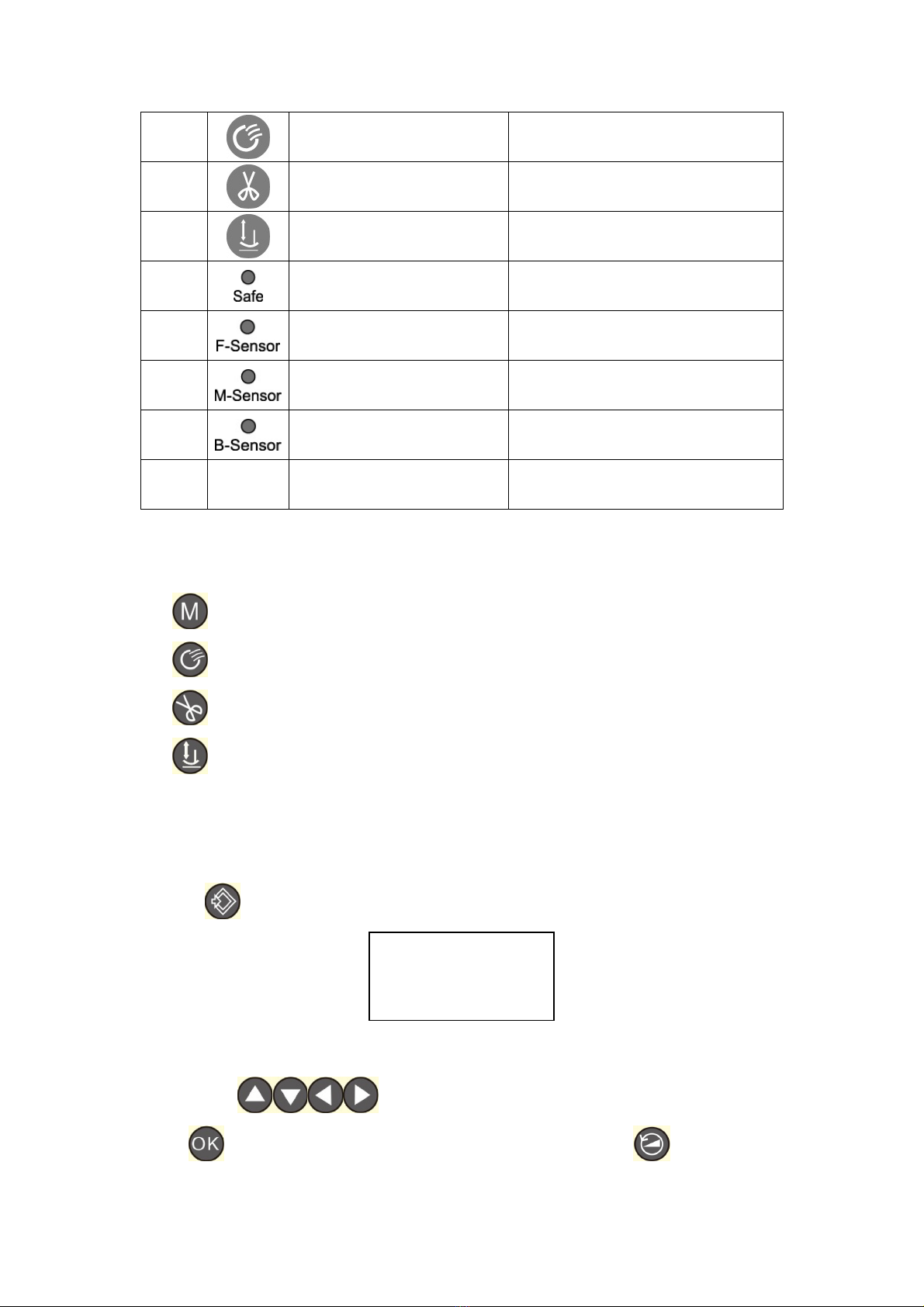
3.2 按键定义
序号 图标 功能 说明
1 显示亮度调整键 调整机头灯亮度、背光亮度、背光对
比度
2
常用参数键 /
退出键
3
最高转速键
4
左移键
5
右移键
6
确认键
7
上移键
8
下移键
9
缝纫模式调整键
工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 5 -
10
吸气模式调整键
11
切线模式调整键
12
压脚模式调整键
13 安全开个指示灯 红色指示灯
14 前传感器信号指示灯 蓝色指示灯
15 中传感器信号指示灯 绿色指示灯
16 后传感器信号指示灯 黄色指示灯
17 电源指示灯 翠绿色指示灯
3.3 按键操作
3.3.1 模式按键操作
:电眼开关选择,模式调整,在半自动、全自动、全人工之间循环。
:吸风调整,前吸风、后吸风、前后吸风、关闭之间调整。
:剪线调整,前剪线、后剪线、前后剪线、关闭之间调整。
:抬压脚选择,在前抬压脚、后抬压脚、前后抬压脚、关闭之间循环。
3.3.2 功能按键操作
1)参数修改:
包缝参数一区修改:
长按 键3秒,进入包缝参数一区密码输入界面,显示:
密码的输入有三次机会,如果三次输入均不通过,则不允许再次输入;需要重新上电后
才能再次拥有 3次输入的机会。
用户通过 键输入正确的密码;
按可直接进入参数界面,下次进入时需要重新输入密码;按 可保存密码进入
参数确定界面,则下次进入时可跳过密码输入界面直接进入参数界面。
包缝参数
4位密码
限制次数

工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 6 -
参数界面下显示相应的参数序号及参数内容:
用户通过 键,切换不同的参数,修改对应的参数值,按 键确认。
如需退出,按 键退出到主界面。
2.1)包缝参数二区修改:
长按 +键3秒,进入包缝参数二区密码输入界面,显示:
密码的输入有三次机会,如果三次输入均不通过,则不允许再次输入;需要重新上电后
才能再次拥有 3次输入的机会。
用户通过 键输入正确的密码;
按可直接进入参数界面,下次进入时需要重新输入密码;按 可保存密码进入
参数确定界面,则下次进入时可跳过密码输入界面直接进入参数界面。
参数界面下显示相应的参数序号及参数内容:
用户通过 键,切换不同的参数,修改对应的参数值,按 键确认。
如需退出,按 键退出到主界面。
2.2)包缝参数二区修改:
长按 +键3秒,进入系统一级参数密码输入界面,显示:
包缝参数
6位密码
限制次数
参数号 参数值
参数说明
包缝参数
4位密码
限制次数
参数号 参数值
参数说明
工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 7 -
密码的输入有三次机会,如果三次输入均不通过,则不允许再次输入;需要重新上电后
才能再次拥有 3次输入的机会。
用户通过 键输入正确的密码;
(默认密码 201411)
按可直接进入参数界面,下次进入时需要重新输入密码;按 可保存密码进入
参数确定界面,则下次进入时可跳过密码输入界面直接进入参数界面。
3)按 键,进入电机最高转速设定界面,显示如:
用户通过 修改最高速度的数值,按 键确认或者按 键退出。
4)长按 键,可将上位机锁定,电机停止运行,显示如:
如需解锁,长按 +键,可将上位机解锁,显示界面回到主界面。
5)长按 键,可将查看电控软件版本,显示如:
如需退出,按 键退出到主界面。
6)常用参数修改:
按键进入常用参数选择列表界面,显示:
电机速度
最高速度 速度值
速度图片
LOCK
MB: 主控软件版本
IB: 接口板软件版本
DB: 上位机软件版本
工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 8 -
用户可通过 键选择要设定的参数,按 可进入参数界面设定参数值;
也可通过长按 、 、 键快捷选择其相关的参数项。
7)亮度调整:
按键进入亮度调整选择界面:
通过 键可选择机头灯亮度、背光亮度、背光对比度调整项,通过 修
改其亮度值。
3.4 基本功能
3.4.1 红外传感器检测
安装好后,进入参数区,通过按键调整 1号参数,对应传感器,使其在“合适”的范围
之内。
(80 前通道灵敏度;81 中通道灵敏度)
注意调整前,先将模式改为人工或半自动,或者将将上位机锁定,防止调整时出现运转。
3.4.2 缝纫模式
缝纫模式分为:全自动、半自动、全人工。
全自动模式:当前传感器检测到有布信号后按设定情况自动运行,无须前踏控速器,
控速器可作中途停止与紧急制动。
半自动模式:当前传感器检测到有布信号后,需踏控速器运行,压脚、剪线、吸风设定
后自动动作。
全人工模式:须踏控速器,运行,无其他动作。
按键可切换模式。
3.4.3 剪线模式
剪线采用外剪刀,分前、后剪线,自动模式下,根据布料可以进行自动动作,手动剪刀
开关可以在设定的情况下,进行按键开启剪刀。
按键可调整剪线模式参数。
亮度调整项
亮度值
亮度图片
常用参数 1
常用参数 2
常用参数 3
工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 9 -
3.4.4 吸风模式
吸风分前、后吸风,自动模式下,根据布料可以进行自动吸风,手动开关也可控制手动
剪线时进行吸风。
按键可调整吸风模式。
3.4.5 压脚模式
压脚分前、后抬压脚,自动模式下,根据布料可以进行自动抬压脚,全后踏也可控制压
脚抬起。
按键可调整压脚模式。
3.4.6 显示亮度
显示亮度分机头灯亮度、背光亮度、背光对比度,均有 0-6 档可调。
按键可选择调整显示亮度模式。
3.5 指示灯
安全开关灯:安全开关指示,红色,当安全开关参数处于开启状态时,安全
开关出现警报时,指示灯闪烁,提示警报;当安全开关参数处于关闭状态时,安全开关失效,
指示灯长亮,提示安全开关处于失效状态。
前传感器灯:前传感器信号指示,蓝色,当传感器接收到信号(有布)情况
下指示灯亮。
中传感器灯:中传感器信号指示,绿色,当传感器接收到信号(有布)情况
下指示灯亮。
后传感器灯:后传感器信号指示,黄色,当传感器接收到信号(有布)情况
下指示灯亮。
电源指示灯:长亮,翠绿色,出现故障时,闪烁报警。
3.6 界面显示
3.6.1 上电开机显示
正常开机显示,上电后持续 2-3 秒时间后,如无故障,进入工作显示界面。
版本:(上版本号)
(下版本号)
(进度条图片)

工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 10 -
3.6.2 待机模式下的显示 如:
3.6.3 模式选择的显示 如:
3.6.4 出现故障显示内容 如:
当电控与面板出现故障时,显示故障相应代码,并简要显示故障名称,出现故障时,部
分按键将锁定。
3.6.5 关机显示
4. 参数说明
参数设定说明,其中序号带 * 表示该参数修改后需要重新上电才能生效。
(RPM:转/分、ms:毫秒、s:秒、hour:小时、mm:毫米)
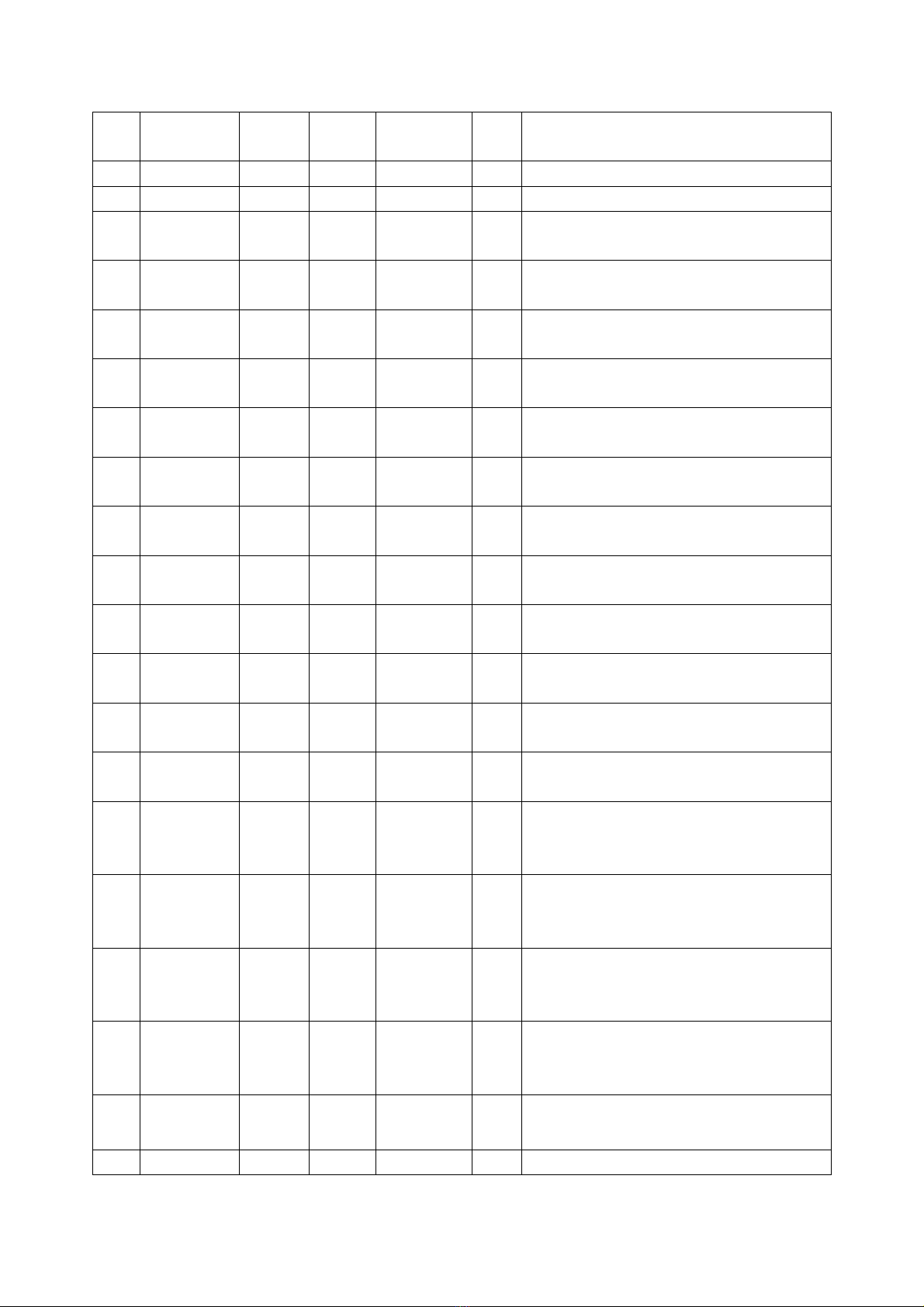
4.1 包缝参数表 (一区 U)
序号 功能参数 AT EAT
设定范围 单位 参数说明
1 工作模式 0 0 0~1
0:半自动 1:全自动
2 电眼选择 1 1 0~1
0:关闭 1:开启
3 自动剪线 3 3 0~3
0:关闭 1:前剪 2:后剪 3:前后剪
4 自动吸气 3 3 0~3
0:关闭 1:前吸 2:后吸 3:前后吸
5 自动吸屑 0 0 0~3
0:关闭 1:长吸 2:间吸 3:前后吸
6 自动抬压脚 0 0 0~3
0:关闭 1:前抬 2:后抬 3:前后抬
7 松线开关 0 0 0~1
0:关闭 1:开启
8 预留 0 0 0~1
9 半自动动作 2 2 0~3
0:普通缝 1:普通缝* 2:连续缝 3:自由缝
10
半自动速控
模式 0 0 0~1
0:关闭 1:开启
11 电机调速锁 0 0 0~1
0:关闭 1:开启
人工模式
半
半
半自
自
自动
动
动模
模
模式
式
式
全自动模式
故障: E-12
吸气 :前后吸
剪线 :前后剪
工
作
:
半自动
抬压脚:前后抬
吸气 :前后吸
剪线 :前后剪
工作 :半自动

工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 11 -
定
12 最高速度 5000 5000 200~6000 RPM
13 按键音 1 1 0~1
0:关闭 1:开启
14 运行锁 0 0 0~1
0:关闭 1:开启
15 起缝速度 5000 5000 200~6000 RPM
16 起缝针数 000 000 0~200
17
吸风自动调
整1 0 0~1
0:关闭 1:开启
18
中途吸风模
式0 0 0~2
0:关闭 1:间吸 2:长吸
19
间歇吸风开
启针数 0025 0025 0~1000
20
间歇吸风关
闭针数 0025 0025 0~1000
21
两传感器间
针数 50 50 0~99
22
前剪线延迟
针数 05 04 0~99
23
后剪线延迟
针数 15 10 0~99
24
前吸气开启
针数 07 01 0~99
25
前吸气关闭
针数 15 10 0~99
26
后吸气开启
针数 05 20 0~99
27
后吸气关闭
针数 0150 0600 100~9999
28
吸屑启动针
数00 00 0~99
29
吸屑关闭针
数00 00 0~99
30
松线开启针
数01 00 0~99
31
松线关闭针
数0015 0200 0~5000
32
松线运行针
数01 05 0~99
33
松线运行速
度0200 0200 200~6000
34 预留 00 00 00
35
间歇吸屑开
启针数 05 05 2~99
工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 12 -
36
间歇吸屑关
闭针数 05 05 2~99
37 网布模式 0 0 0~1
0:关闭 1:开启
38 自动停车 1 1 0~1
0:关闭 1:开启
39
停车延迟针
数025 030 5~200
40
前抬压脚延
迟时间 0005 0005 5~6000
41
前抬压脚保
留时间 0500 0500 5~6000
42
后抬压脚启
动时间 0005 0005 5~6000
43
后抬压脚保
留时间 1000 1000 0~9999
44
放压脚延迟
时间 0000 0000 0~1000
45
中途间歇吸
屑停留 0350 0350 50~9999
46
自动切刀保
留时间 0070 0045 15~9999
47
后踏吸气时
间0500 0500 50~9999
48
后踏剪线时
间0050 0050 0~5000
49
手动吸气时
间0220 0220 0~5000
50
手动切线时
间0060 0060 0~5000
51
后踏吸气开
关0 0 0~7
0全关;1 人工开;2 半自动开;3 全自动开;4 人工和
半自动开;5 半自动全自动开;6 人工全自动开;7 人
工半自动全自动开
52
后踏剪线开
关0 0 0~7
0全关;1 人工开;2 半自动开;3 全自动开;4 人工和
半自动开;5 半自动全自动开;6 人工全自动开;7 人
工半自动全自动开
53
手动吸气开
关7 7 0~7
0全关;1 人工开;2 半自动开;3 全自动开;4 人工和
半自动开;5 半自动全自动开;6 人工全自动开;7 人
工半自动全自动开
54
手动切线开
关7 7 0~7
0全关;1 人工开;2 半自动开;3 全自动开;4 人工和
半自动开;5 半自动全自动开;6 人工全自动开;7 人
工半自动全自动开
55
手动切线动
作有效 0 0 0~2
0 无布;1 有布 ;2 任意
56 手动松线动 2 2 0~2
0 无布;1 有布 ;2 任意
工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 13 -
作有效
57
后踏切线动
作有效 0 0 0~2
0 无布;1 有布 ;2 任意
58
后踏松线动
作有效 0 0 0~2
0 无布;1 有布 ;2 任意
59
后踏松线开
关0 0 0~7
0全关;1 人工开;2 半自动开;3 全自动开;4 人工和
半自动开;5 半自动全自动开;6 人工全自动开;7 人
工半自动全自动开
60
手动松线开
关0 7 0~7
0全关;1 人工开;2 半自动开;3 全自动开;4 人工和
半自动开;5 半自动全自动开;6 人工全自动开;7 人
工半自动全自动开
61
侧吸切刀传
动0 0 0~1
0:电机传动 1:电磁铁传动
62 预留 0 0 0
63 预留 4 4 0~4
64 预留 0 0 0
65 预留 0 0 0
66 预留 0 0 0
67 预留 0050 0050 0000~0050
68 预留 0050 0050 0000~0050
69 预留 01 01 00~01
70 预留 01 01 00~01
71 预留 00 00 00
72 预留 0050 0050 0000~0050
73 预留 0 0 0
74 预留 0 0 0
75
刹车针杆位
置0 0 0~3
0:缝制中途停上针位,缝制结束停上针位
1:缝制中途停上针位,缝制结束停下针位
2:缝制中途停下针位,缝制结束停上针位
3:缝制中途停下针位,缝制结束停下针位
76 全自动启动 0 0 0~1
77
前通道响应
时间 0050 0050 0~4920
78
中通道响应
时间 0010 0010 0~4920
79
后通道响应
时间 0010 0010 0~4920
80
前通道灵敏
度064-80 061-75 0~99
81
中通道灵敏
度099-41 082-73 0~99
82
后通道灵敏
度073-60 092-62 0~99

工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 14 -
83
前通道响应
值050 028 5~120
84
中通道响应
值050 035 5~120
85
后通道响应
值045 028 5~120
86 安全开关 5 5 0~7
0全关;1 人工开;2 半自动开;3 全自动开;4 人工和
半自动开;5 半自动全自动开;6 人工全自动开;7 人
工半自动全自动开
87
压脚安全开
关电平 1 1 0~1
0:关闭 1:开启
88
缝台安全开
关电平 1 1 0~1
0:关闭 1:开启
89
压脚保护时
间0030 0030 0~9999
90
界面恢复时
间0300 0300 0~9999
0:关闭 1~9999:5~9999S
91 背光对比度 1 1 0~6
92 背光亮度 5 5 0~6
93 机头灯亮度 3 3 0~6
94 参数密码 000 000 0~9999
95
恢复出厂设
置0 0 0~9999
96 语言 0 0 0~3
0:中文 1:英文 2:土耳其文
97 软件版本 1 VAB302 VAB302 0~9999
98 软件版本 2 VB6501 VB6503 0~9999
99 软件版本 3 VCA102 VC6105 0~9999
4.1-1 包缝参数表 (一区 U)
序号 功能参数 PKS 设定范围 单位 参数说明
U1 工作模式 0 0~1
0:半自动 1:全自动
U2 电眼选择 1 0~1
0:关闭 1:开启
U3 自动斩刀切线 3 0~3
0:关闭 1:前切 2:后切 3:前后切(仅斩刀模式
有效)
U4 自动吸气 3 0~3
0:关闭 1:前吸 2:后吸 3:前后吸
U5 自动吸屑 0 0~3
0:关闭 1:长吸 2:间吸 3:前后吸
U6 自动抬压脚 0 0~3
0:关闭 1:前抬 2:后抬 3:前后抬
U7 松线开关 3 0~3
0:关闭 1:前松 2:后松 3:前后松
U8 自动侧刀切线 3 0~3
0:关闭 1:前切 2:后切 3:前后切(仅侧刀模式
有效)
U9 半自动动作 2 0~3
0:普通缝(无布不工作)1:略 2:连续缝(无布
不工作,切完即停车)3:自由缝(切完停车由 U38

工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 15 -
控制)
U10 半自动速控模式 0 0~1
0:关闭 1:开启(自动控制速度)
U11 电机调速锁定 0 0~1
0:关闭 1:开启
U12 最高速度 5000 200~6500 RPM
U13 按键音 1 0~1
0:关闭 1:开启
U14 自动复合切线 0 0~3
0:关闭 1:前切 2:后切 3:前后切
U15 起缝速度 5000 200~6500 RPM
U16 起缝针数 000 0~200
U17 自动调整 1 0~1
0:关闭 1:开启(前吸气遮住光眼立即开启)
U18 中途吸气模式 0 0~2
0:关闭 1:长吸 2:间吸
U19 间歇吸气开启针数 0025 0~1000
U20 间歇吸气关闭针数 0025 0~1000
U21 两传感器间针数 50 25~99
U22 前斩线延迟针数 03 1~99
U23 后斩线延迟针数 10 1~99
U24 前吸气开启针数 01 1~99
U25 前吸气关闭针数 25 1~99
U26 后吸气开启针数 01 1~99
U27 后吸气关闭时间 1000 100~9999 ms
U28 吸屑启动针数 00 0~99
U29 吸屑关闭针数 00 0~99
U30 前松线开启针数 01 1~99
U31 前松线关闭针数 01 01~99
U32 后松线开启针数 01 1~99
U33 后松线关闭时间 0200 50~9999 ms
U34 连续布料间针数 00 0~99
U35 间歇吸屑开启针数 05 2~99
U36 间歇吸屑关闭针数 05 2~99
U37 布料类型 0 0~2
0:常规布料检测.1:网格布料检测.
2:透明布料检测.
U38 自动停车 1 0~2
0:关闭 1:开启 2:自动计算停车
U39 停车延迟针数 050 5~200
U40 前抬压脚延迟时间 0005 5~6000 ms
遮住前光眼后压脚抬起等待时间
U41 前抬压脚保留时间 0500 5~6000 ms
U42 后抬压脚启动时间 0005 5~6000 ms
停车后压脚抬起等待时间
U43 后抬压脚保留时间 1000 0~9999 ms
U44 放压脚延迟时间 0000 0~1000 ms
U45 中途间歇吸屑停留 0350 50~9999 ms
U46 自动斩刀保留时间 0045 15~9999 ms
斩刀电磁阀(电磁铁)通电时间
U47 后踏吸气时间 0500 50~9999 ms
U48 后踏斩刀切线时间 0050 0~5000 ms
U49 手动吸气时间 1000 0~5000 ms
工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 16 -
U50 手动斩刀切线时间 0060 0~5000 ms
U51 后踏吸气开关 0 0~7
0全关;1人工开;2半自动开;3全自动开;4人
工和半自动开;5半自动全自动开;6人工全自动开;
7人工半自动全自动开
U52 后踏斩刀切线开关 0 0~7
0全关;1人工开;2半自动开;3全自动开;4人
工和半自动开;5半自动全自动开;6人工全自动开;
7人工半自动全自动开
U53 手动吸气开关 7 0~7
0全关;1人工开;2半自动开;3全自动开;4人
工和半自动开;5半自动全自动开;6人工全自动开;
7人工半自动全自动开
U54 手动斩刀切线开关 0 0~7
0全关;1人工开;2半自动开;3全自动开;4人
工和半自动开;5半自动全自动开;6人工全自动开;
7人工半自动全自动开
U55 手动斩刀动作有效 2 0~2
0 无布时动作;1 有布时动作;2随时动作
U56 手动松线动作有效 2 0~2
0 无布时动作;1 有布时动作; 2随时动作
U57 后踏切线动作有效 0 0~2
0 无布时动作;1 有布时动作;2随时动作
U58 后踏松线动作有效 0 0~2
0 无布时动作;1 有布时动作;2随时动作
U59 后踏松线开关 0 0~7
0全关; 1 人工开;2半自动开;3全自动开; 4
人工和半自动开;5半自动全自动开;6人工全自动
开; 7人工半自动全自动开
U60 人工模式定长缝制 0 0~1
0:关闭;1:自动停车+斩刀切线
U61 定长缝制针数 0035 5-1000
U62 手动松线开关 0 0~7
0全关;1人工开;2半自动开;3全自动开;4人
工和半自动开;5半自动全自动开;6人工全自动开;
7人工半自动全自动开
U63 后踏侧刀切线开关 4 0~7
0全关;1人工开;2半自动开;3全自动开;4人
工和半自动开;5半自动全自动开;6人工全自动开;
7人工半自动全自动开
U64 手动侧刀切线开关 7 0~7
0全关;1人工开;2半自动开;3全自动开;4人
工和半自动开;5半自动全自动开;6人工全自动开;
7人工半自动全自动开
U65 后踏松线时间 0120 50-9999 ms
U66 手动松线时间 0120 50~9999 ms
U67 后踏侧刀切线时间 1000 50-9999 ms
U68 手动侧刀切线时间 1000 50-9999 ms
U69 前侧切开启针数 01 1-99
U70 前侧切关闭针数 30 1-99
U71 后侧切开启针数 00 1-99
U72 后侧切关闭时间 1200 50-9999 ms
U73 刀组模式 1 0~3
1:侧刀模式
U74 缝制计数 0 0~1000
计件锁定运行
U75 刹车针杆位置 0 0~1
0:上针位 1:下针位
U76 全自动启动模式 0 0~1
0:自动起缝 1:脚踏起缝

工业缝纫机伺服控制器使用说明书· 版本:V1.1
- 17 -
U77 前传感器响应时间 0050 0~5000 ms
U78 中传感器响应时间 0010 0~5000 ms
U79 后传感器响应时间 0010 0~5000 ms
U80 前传感器灵敏度 078-42 0~99
U81 中传感器灵敏度 071-28 0~99
U82 后传感器灵敏度 000-50 0~99
U83 前传感器响应值 030 5~120
U84 中传感器响应值 040 5~120
U85 后传感器响应值 045 5~120
U86 安全开关 7 0~7
0全关;1人工开;2半自动开;3全自动开;4人
工和半自动开;5半自动全自动开;6人工全自动开;
7人工半自动全自动开
U87 压脚安全开关 2 0~1
0:关闭 1:开启
U88 缝台安全开关 2 0~1
0:关闭 1:开启
U89 压脚保护时间 0030 5~9999 ms
U90 界面恢复时间 0300 0~9999 s
0:关闭 ;1~5:5s;6~9999:6~9999s
U91 背光对比度 1 0~6
U92 背光亮度 5 0~6
U93 机头灯亮度 3 0~6
U94 参数密码 000 0~9999
U95 恢复出厂设置 0 0~9999
输入密码 1111,按 OK 键,按面板提示关闭电源重
启
U96 语言 0 0
0:中文
U97 软件版本 VAA100
U98 软件版本 VB6503
U99 软件版本 VCA103
4.2 包缝参数表 (二区 U.)
序号 功能参数
机型一
默认值
机型二
默认值
设定范围 单位 参数说明
0 格式化参数 0 0 0~9999 1111 格式化包缝一;二级参数
1 参数密码 2222 2222 0~9999
2 机型 0 1 0~...
0:砍刀机型 1:则吸机型...
24 峰值电流 8 8 0~15 A
25 老化开关 0 0 0~1
26 停顿时间 2 2 0~99
27 运行时间 2 2 0~99
34 前通道输出功率比 0~1000
35 中通道输出功率比 0~1000
36 后通道输出功率比 0~1000
37 机头灯输出功率比 0~1000
This manual suits for next models
4
Table of contents
Other Ching Chi Machine Sewing Machine manuals

Popular Sewing Machine manuals by other brands

Husqvarna
Husqvarna Viking Designer Sapphire 85 user guide

Husqvarna Viking
Husqvarna Viking SAPPHIRE 9650Q user guide

DURKOPP ADLER
DURKOPP ADLER 540-100-1 Manual complete

Pfaff
Pfaff 463 manual

Brother
Brother Computerized Embroidery Sewing Machine Operation manual

Guzzanti
Guzzanti GZ-325 instruction manual











