felfil evo User manual

User Manual

Spooler Manual
User Manual
2
DC input 12V
30W
3,8Kgweight
average power usage (while working)
175 mm
348 mm
50 mm
240 mm
Thank you and congratulation for choosing the Felfil Evo Spooler.
Felfil Spooler is a plastic filament extruder, able to produce filaments for 3D printers starting
from industrial pellets or plastics wastes.
This guide is designed to allow you a good experience with Felfil Spooler, please read this
manual in all its parts before connecting and operating.
Felfil Spooler is suitable for domestic, research or business use; is wary of improper use.
Spooler Manual 3
Warnings
!Warnings
Felfil S.r.l. does not assumeresponsibilityandexpressly disclaimliabilityforloss,inju-
ries,damage,orexpensearisingoutoforinanywayconnected withtheassembly,han-
dling,storage, wrong useordisposaloftheproduct. Please, read this document before use
Felfil Spooler.
Any kind of modification will be at your own risk, and will result in the decay of the warranty.
Felfil S.r.l. does not take any responsibility for damage occurred to people or object, caused by
such modifications or improper uses.
- Do not use vinyl and PVC, they will produce toxic emissions.
- Do not eat or inhale the filament.
- Do not use the machine if any parts are missing or damaged. If you notice any damage to the
unit, unplug the device immediately and contact the Felfil team for guidance.
Use the device only with specified input power. Using the device with any other input power is
likely to damage the electrical and/or electronic parts of the device.
Remind to keep the equipment out of children’s reach.
Use this device only to spool plastic filament for 3D printing. No other use has been tested.
- Do not insert your fingers in the moving parts.
- Do not throw water on the spooler.
- Do not hit the spooler and its accessories or you could damage the spooler.
- Please, never try to spool a plastic unless you are absolutely certain you know what type it is.
- Some polymers can undergo thermal decomposition resulting in potentially toxic fumes. So
always use the Felfil Spooler in a well ventilated area, or inprecence of a suction hood (not your
bedroom or inside your house), and understand the thermal decomposition properties of the
polymer you are extruding.
- Be sure to check in on it periodically.
The Felfil Spooler is a first-generation, experimental piece of hardware. Treat it as such.
Basically, use common sense.
Caution
Spooler Manual
User Manual
4
6
5
2
4
3
1
8
7
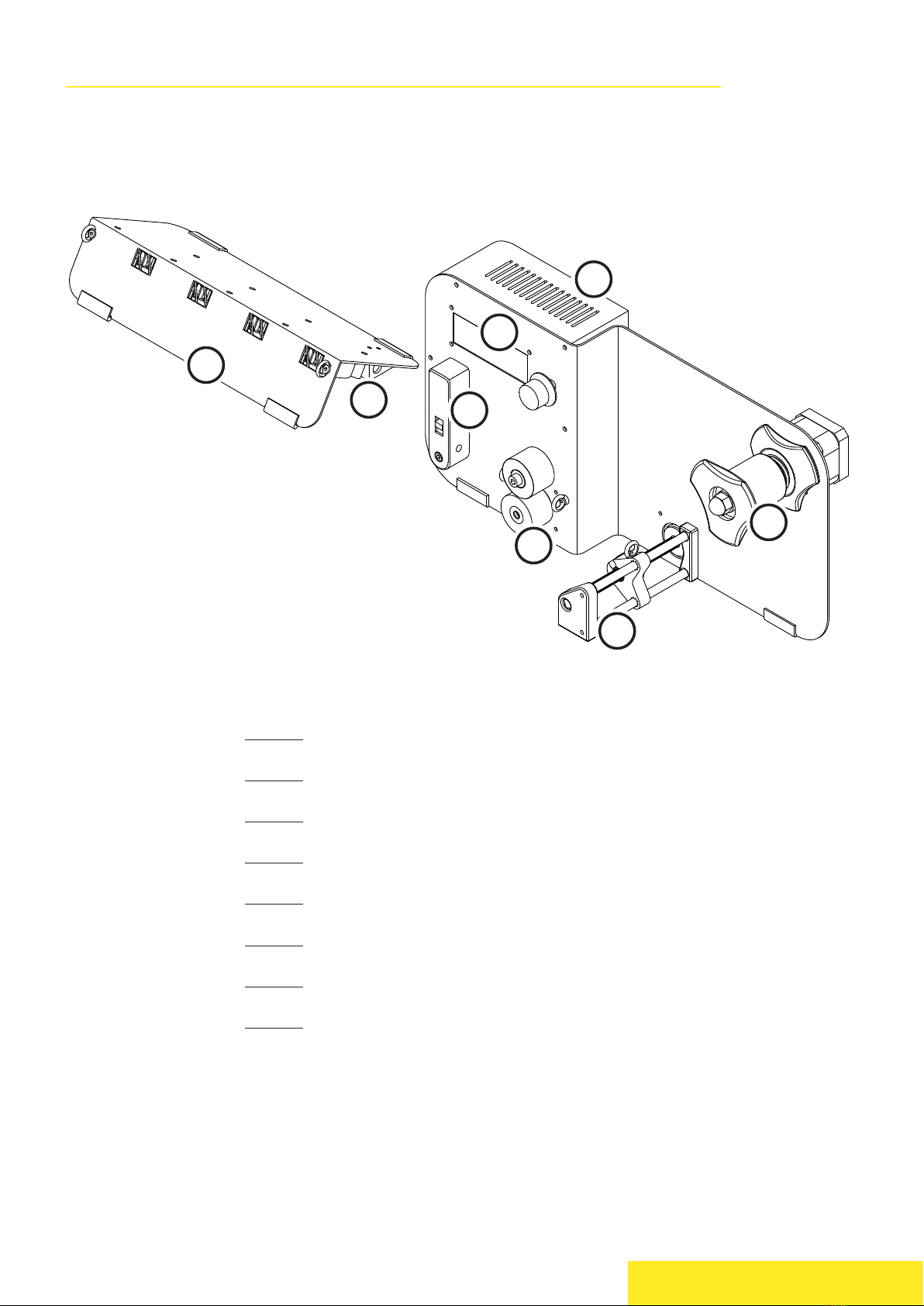
1Electronic Cover/Connection
2Input / Output Interface
3Misuring System
4Pulling System
5Distributing System
6Spool Holder / Spinner
7Fan Array
8Fan Array Connection

Spooler Manual 5
Connection
Before using Felfil Spooler some steps are required. Please use the following in
Insert the leadscrew shaft stepper 5A into its place. And fix it using two M3 screws, only
the left side. The connector must be on the top.
5A

Spooler Manual 6
Connections
5D
5B
5C
Insert the sliding part 5D in the shaft turning the shaft by hand.
Insert the two slideguide 5C into 5B component. Then screw them to the rigt side of the
leadscrew shaft stepper.

Spooler Manual 7
5E
Connections
Connect the leadscrew shaft stepper to its wires connector.
Fix the 5E component using 2 M3 screws.
Spooler Manual 8
Connections
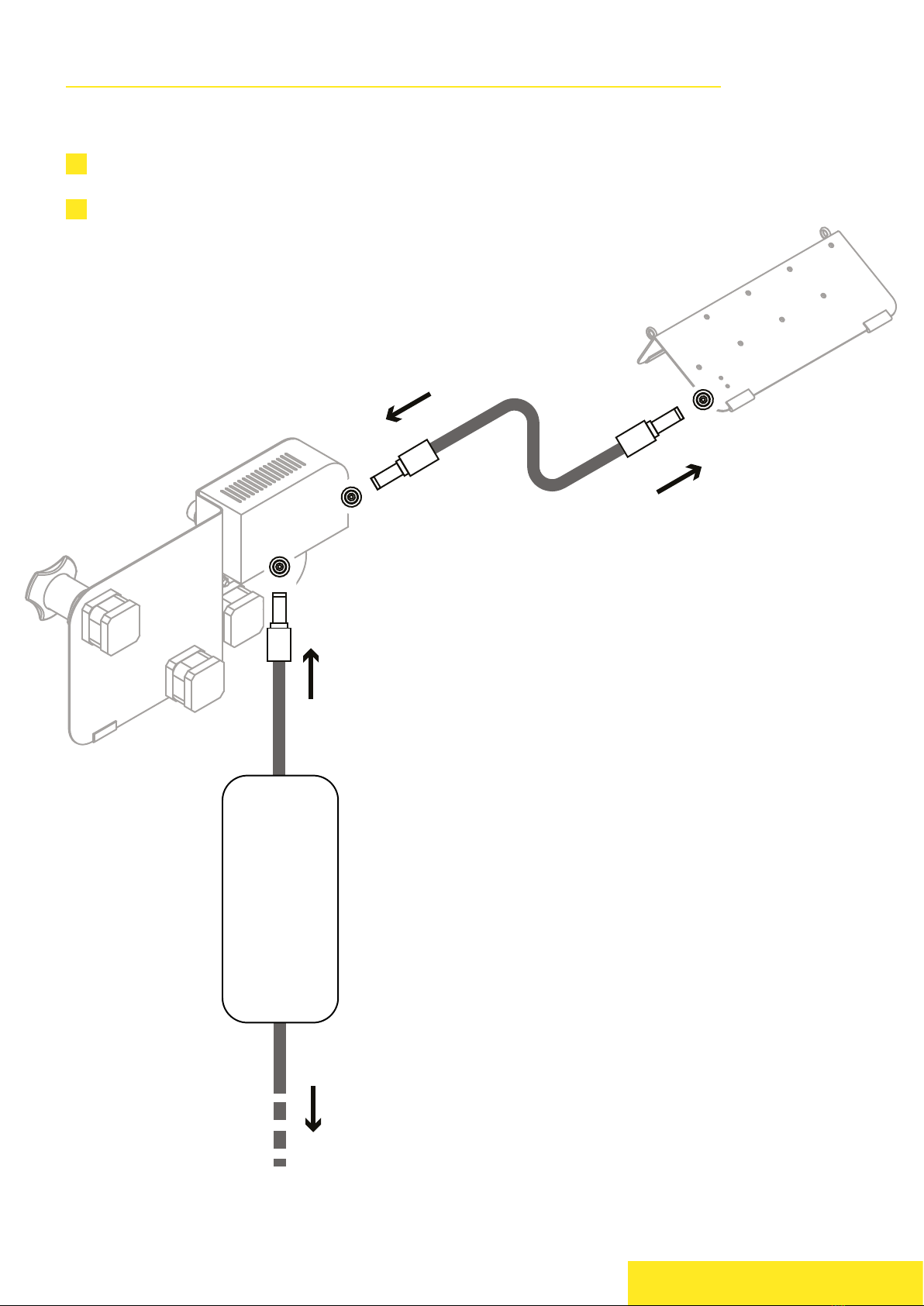
AC
Plug
AC/DC
Power
Supply
Spooler
Back
Spooler
Side
Fan Array
Side
Connect Felfil Spooler to the fan array using the DC jack to jack cable.
Connect the power supply.
Spooler Manual
User Manual
9
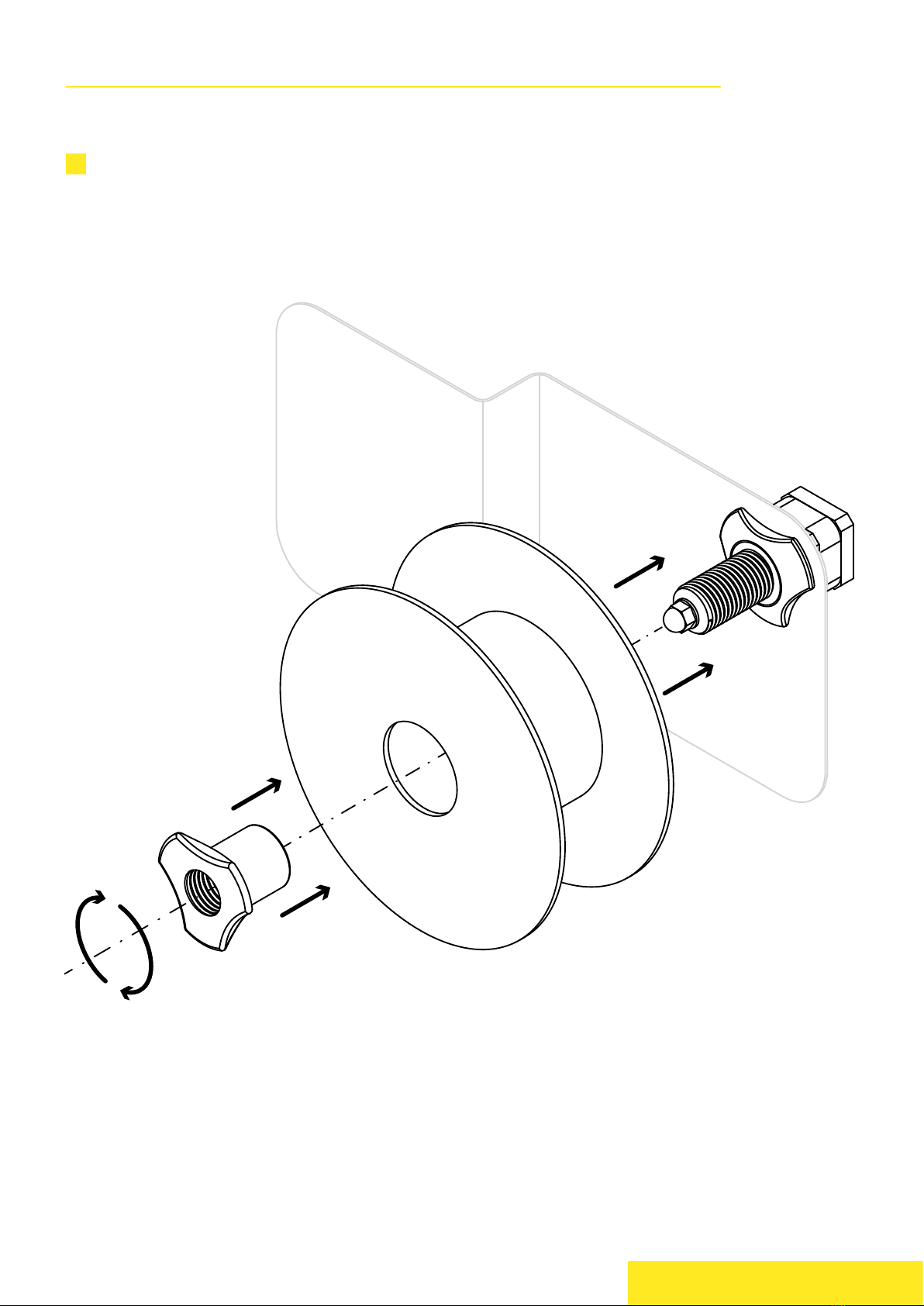
Insert your empty spool in its support and lock it.
Please note that max size of the spool is 10cm width and 22cm diameter.
Spooler Manual
User Manual
10
from 3cm
to 10cm
from 3cm
to 10cm
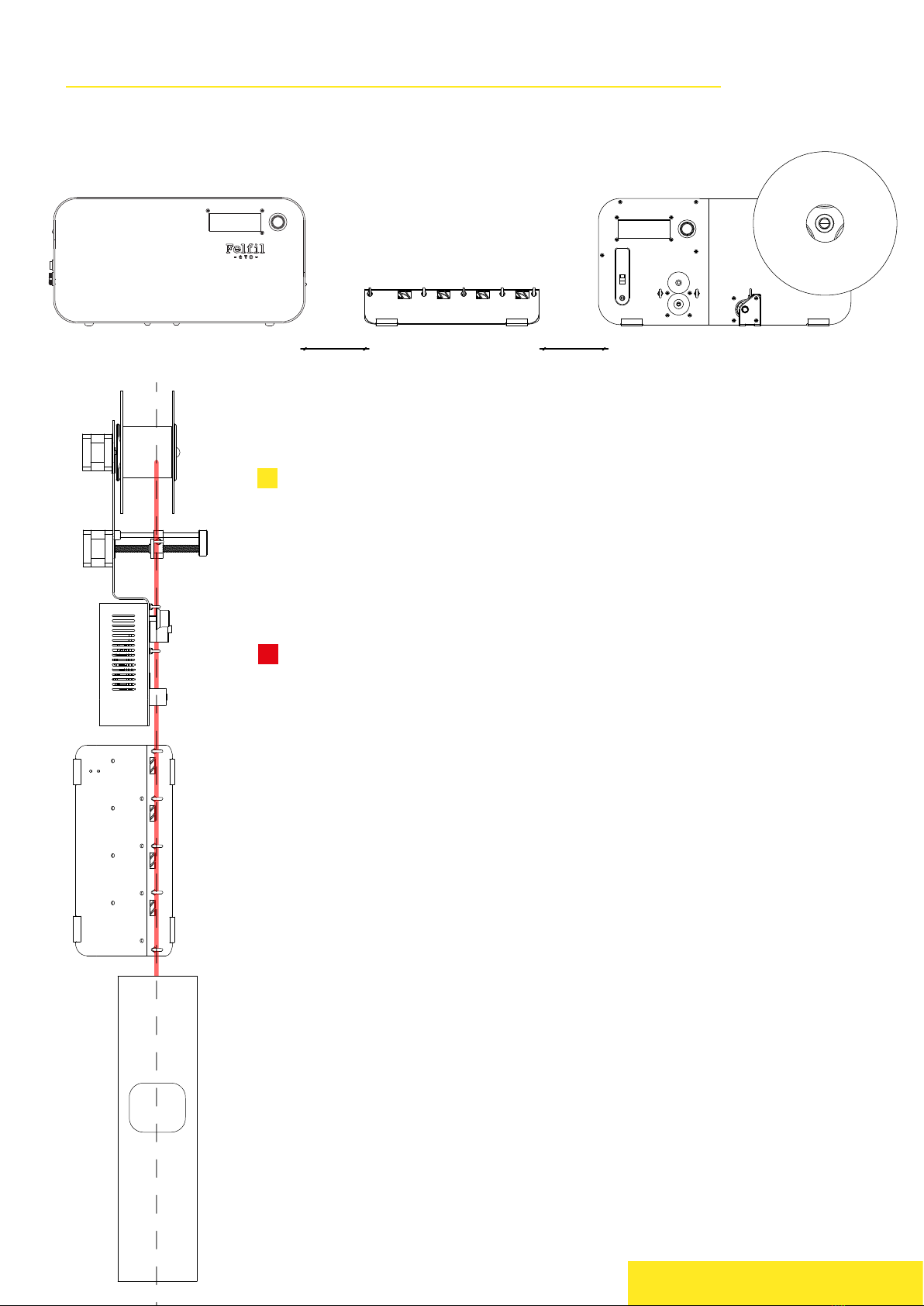
Place Felfil Evo, Fan Array and Felfil Spooler on a table and arrange
them like in the pictures.
All the machines must be alligned: allign the Felfil Evo nozzle with
the filament support placed on the Fan Array and Felfil Spooler.
The filament has to be streight ahead, or the extrusion will result
compromised.
!
Other manuals for evo
1
Table of contents

















