JAVELIN MACHINERY (AUSTRALIA) J800 /J900 OPERATION MANUAL
(incl. Troubleshooting Machine Problems)
JULY 2016 Page 7
PRINCIPLE OF OPERATION - SLITTING
The JAVELIN series J800/J900 are Manually Operated Single Knife, lathe type
slitting machines for cutting log rolls of adhesive tape, foils, films, paper and fabrics.
They will accept a log roll up to ∅305 mm (∅12”) x 1700 mm (67”) wide (machines
up to Serial No. 134 - 1600mm (63”) wide) & core diameter of ∅76.2 mm (∅3”) is
standard. Other mandrels from ∅1” diameter are available on request.
The log roll is slid onto a rubber covered metal mandrel from the left hand end of the
machine and secured internally by an expanding section of the mandrel or externally
by a 3 jaw chuck when fitted as an option.
The width of cut is set by using the Manual Width Indexer. A more precise width of
cut can be monitored by the Digital Width Counter.
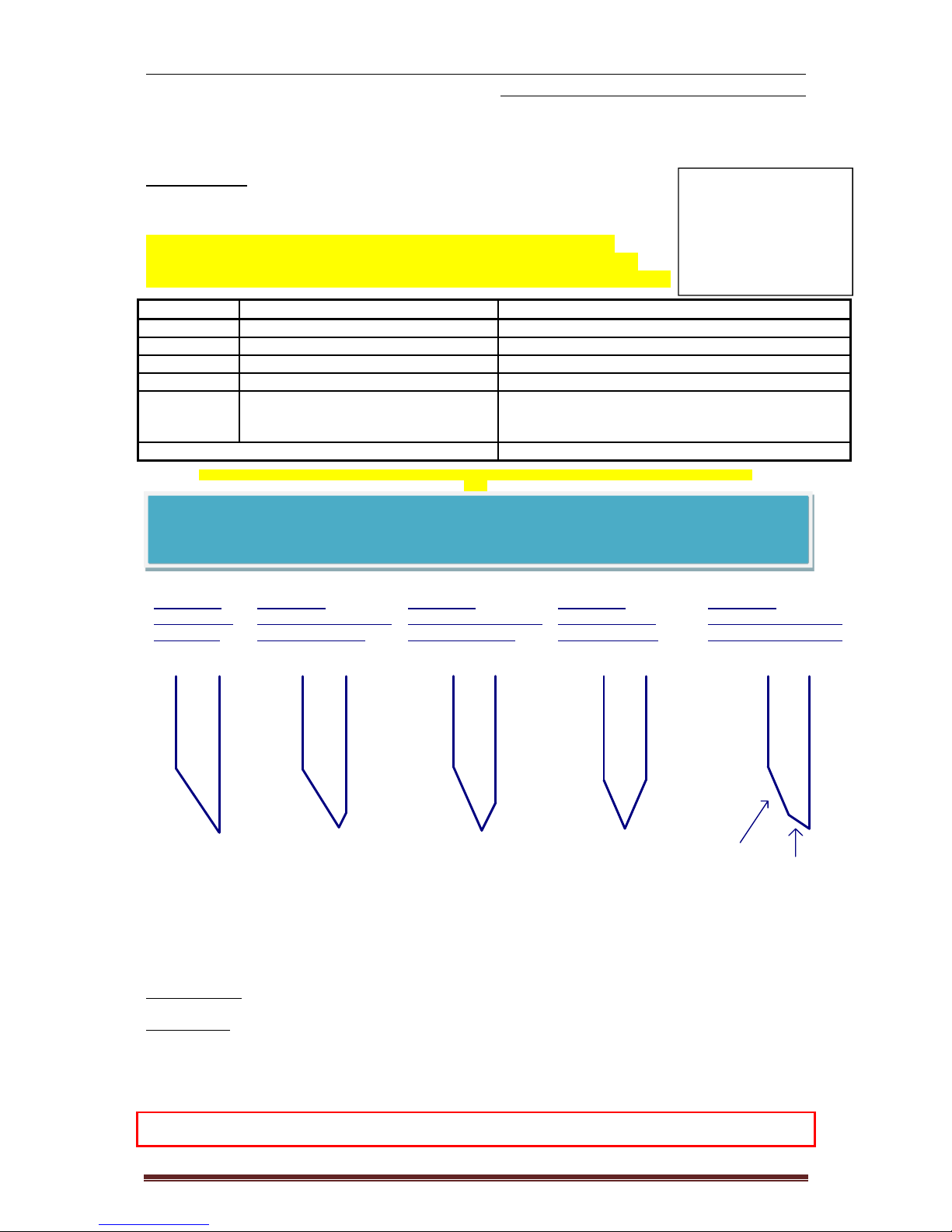
When the machine is turned ON, the spindle will rotate the log roll. By pulling the
hand lever forward manually, the knife will move forward making its first cut through
to the core. Upon completion of the cut, the hand lever is pushed all the way back
until the knife clears the diameter of log ready for indexing to the right for the next
cut.
SET UP AND OPERATION PROCEDURE
1. Load log roll onto mandrel. Slide log roll up to chuck face and raise mandrel
support arm.
2. Expand the mandrel to secure log roll by turning clockwise the black knob at
the right hand end of machine. Use chuck pins as alternative to gripping
material.
3. Traverse knife carriage to the left hand end of log roll to where the first cut is
to be made.
4. Set the width required by locking the index stop alongside the graduation on
the index dial.
5. Turn mandrel motor switch ON.
6. Turn knife drive on if required. ( Some material such as Hot Stamp Foil
require that the knife be braked so that it rotates only when cutting through
the cardboard or plastic core ).
7. Turn spray ON if cutting adhesive tape to lubricate knife.
8. Pull hand lever gently to make the first cut until the knife cuts through the
core. (Index handle must be held downwards while slitting to stop carriage moving.)
9. When the first cut is completed, push the hand lever all the way back until
the digital counter is reset to zero. Move the knife to the next slitting position
by indexing the carriage.
See Section 3.14.1 HOW TO SET INDEX UNIT for detail.