HiArc S 400R, 400A
2
EN
CONTENTS
1. Introduction ......................................................................................................................... 3
1.1 General ....................................................................................................................................... 3
1.2 Product introduction ............................................................................................................ 3
1.3 Machine introduction........................................................................................................... 4
2. Installation............................................................................................................................. 5
2.1 Before use.................................................................................................................................. 5
2.2 Positioning of the machine ................................................................................................ 5
2.3 Distribution network............................................................................................................. 6
2.4 Welding and earth return cable connections.............................................................. 6
2.4.1 Choosing welding polarity in MMA welding ................................................................. 6
2.4.2 Choosing welding polarity in TIG welding..................................................................... 6
2.4.3 Earthing............................................................................................................................ 6
3. Operation............................................................................................................................... 6
3.1 Welding processes ................................................................................................................. 6
3.1.1 MMA welding................................................................................................................... 6
3.1.2 TIG..................................................................................................................................... 6
3.2 Operation functions .............................................................................................................. 6
3.2.1 Power source.................................................................................................................... 6
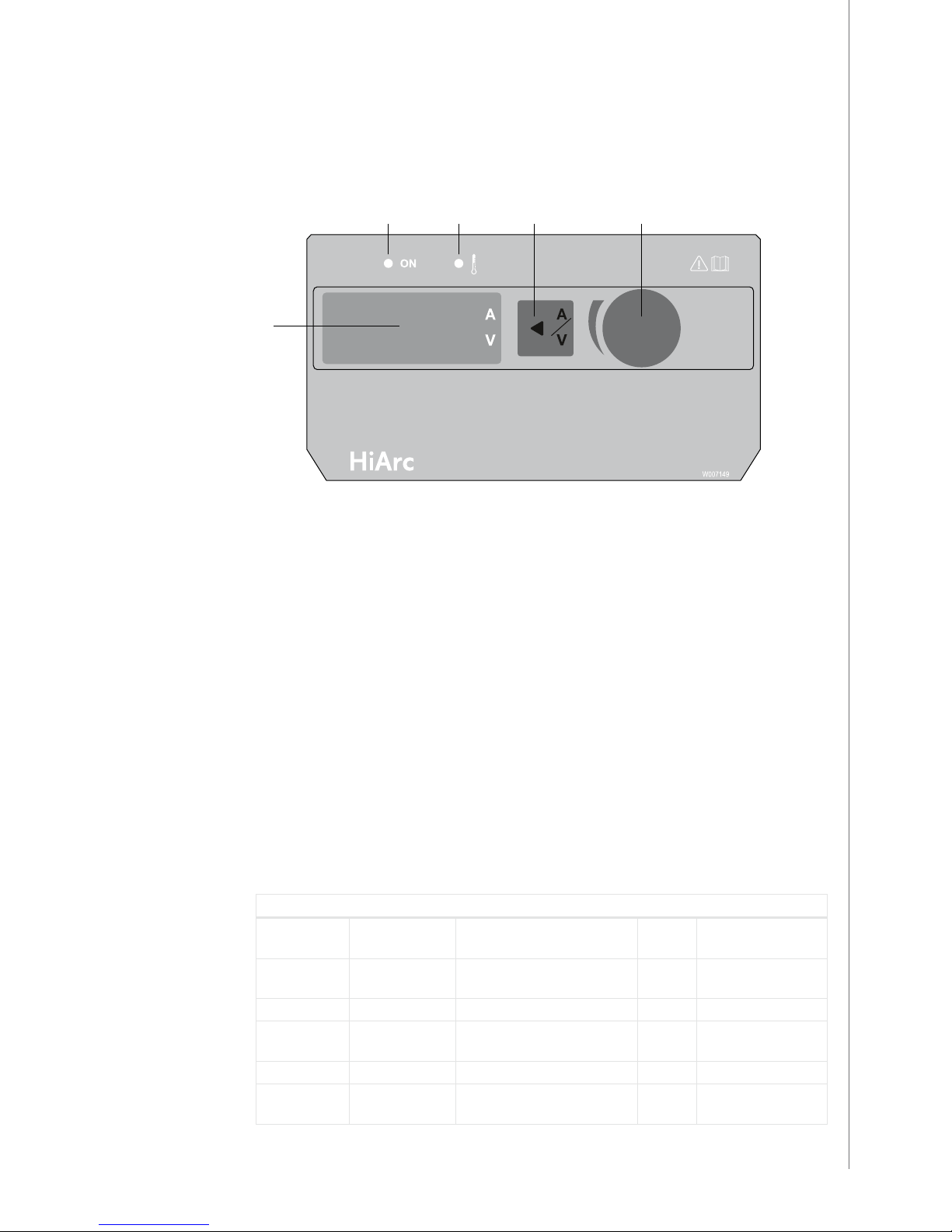
3.2.2 Control panel and SETUP functions, HiArc S 400R ........................................................ 7
3.2.3 Activation and setup parameter adjustment, HiArc S 400R ......................................... 7
3.2.4 Control panel and SETUP functions, HiArc S 400A........................................................ 8
3.2.5 Activation and setup parameter adjustment, HiArc S 400A......................................... 9
3.3 MMA welding.........................................................................................................................10
3.3.1 Filler materials and equipment.....................................................................................10
3.3.2 Earth return cable and clamp .......................................................................................10
3.3.3 Manual metal arc welding (MMA) ................................................................................10
3.3.4 Electrode welding parameter table..............................................................................11
3.3.5 Arc force, HiArc S 400A..................................................................................................11
3.3.6 Hot start, HiArc S 400A ..................................................................................................11
3.4 TIG welding.............................................................................................................................12
3.5 Carbon arc gouging.............................................................................................................13
4. Maintenance......................................................................................................................13
4.1 Regular maintenance..........................................................................................................13
4.1.1 Every six months............................................................................................................13
4.2 Service contract ....................................................................................................................13
4.3 Storage .....................................................................................................................................13
4.4 Disposal of the machine ....................................................................................................14
5. Troubleshooting..............................................................................................................14
5.1 Troubleshooting ...................................................................................................................14
5.2 Control panel error codes .................................................................................................15
6. Ordering codes.................................................................................................................15
7. Technical data...................................................................................................................16