7
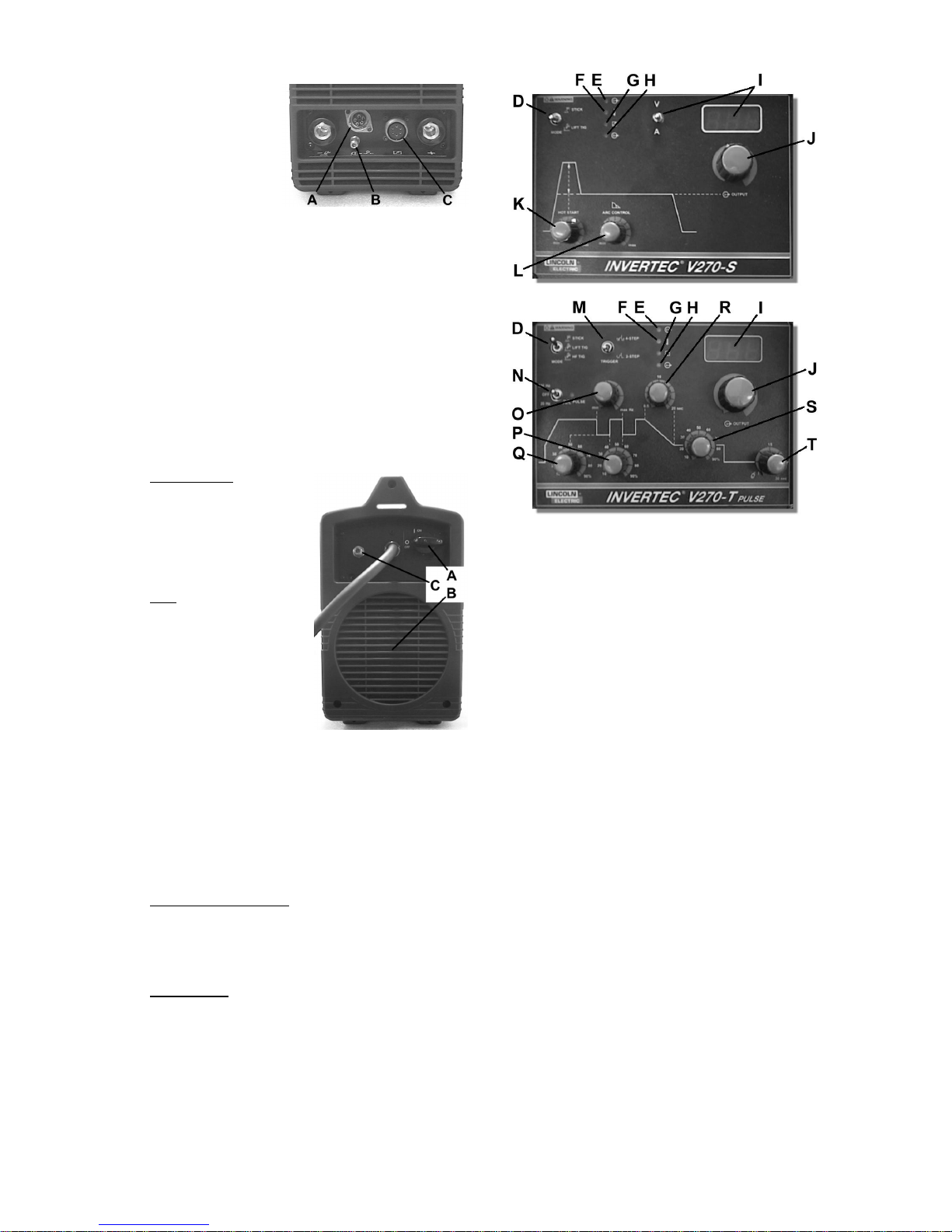
E. Power LED: This indicator will flash on and off
when the machine is first turned on. After
approximately 2 seconds it will stop flashing and
remain on to signal that the machine is ready.
F. Thermal LED: This indicator will turn on when the
machine is overheated and the output has been
disabled. This normally occurs when the duty cycle
of the machine has been exceeded. Leave the
machine on to allow the internal components to
cool. When the indicator turns off, normal operation
is again possible.
G. Remote LED [text removed]: This indicator will turn
on when a remote control is connected to the
machine via the remote control connector. Using a
remote control will change the function of the output
current control, refer to the output current control
section [text removed].
H. Output LED: This indicator turns on when the
output of the machine is on. Both the type of
machine and the position of the mode switch
determine when the output of the machine is turned
on.
V270-S: In the stick welding mode, the output of
the machine is automatically turned ON. However,
in the Lift TIG welding mode, the connection of a
remote control determines if the output is ON or
OFF. If a remote control is not connected (the
Remote LED is OFF) then the output of the machine
is automatically turned ON. If a remote control is
connected (the Remote LED is ON) then the output
of the machine is turned ON and OFF by the remote
connector on the front of the machine.
V270-T: In stick welding mode, the output of the
machine is automatically turned ON. However, in
both of the TIG welding modes, the output of the
machine is turned ON and OFF by the TIG torch
connected to the trigger connector on the front of
the machine.
I. Meter [text removed]: This meter displays the
preset welding current before welding and the actual
welding current during welding. Like the output
current control, the function of the meter is changed
if a remote control is connected. If the Remote LED
is ON, this indicates that a remote control is
connected and the meter will display the following
information before welding (during welding, the
meter always displays the actual welding current):
Stick Welding Mode: The meter displays the
preset welding current but this is adjusted from the
remote control as explained in the Output Current
Control section.
TIG Welding Modes: The meter displays the
maximum output current which is set by the output
current control knob. The preset welding current is
then adjusted by the remote control, but it is not
displayed on the meter.
V270-S: The V270-S has a Voltage / Current switch
to change the displayed value on the meter. If this
switch is set to voltage, the meter will always display
the output voltage of the machine.
J. Output Current Control: This controls the output, or
welding, current of the machine.
The function of this control knob is changed if a
remote control is connected. If the Remote LED is
ON, this indicates that a remote control is connected
and the function of the output current control will be:
Stick Welding Mode: The remote control will
adjust the output current of the machine from 5 to
270A. The output current control knob on the
display panel is not used.
TIG Welding Modes: The maximum output current
of the machine is set by the output current control
knob. Then the remote control adjusts the output
current from the minimum output (5A) to the value
set by the output current control knob. For example,
if the output current control knob on the machine is
set to 100A then the remote control will adjust the
output current from a minimum of 5A to a maximum
of 100A.
K. Hot Start (V270-S only): In stick welding mode, this
controls the amount of current used during the start
of the arc to help ignite the arc quickly and reliably.
In TIG welding mode, this is not used.
L. Arc Force (V270-S only): In stick welding mode,
this controls the amount of current used during any
intermittent short circuiting of the electrode during
welding. In TIG welding mode, this is not used.
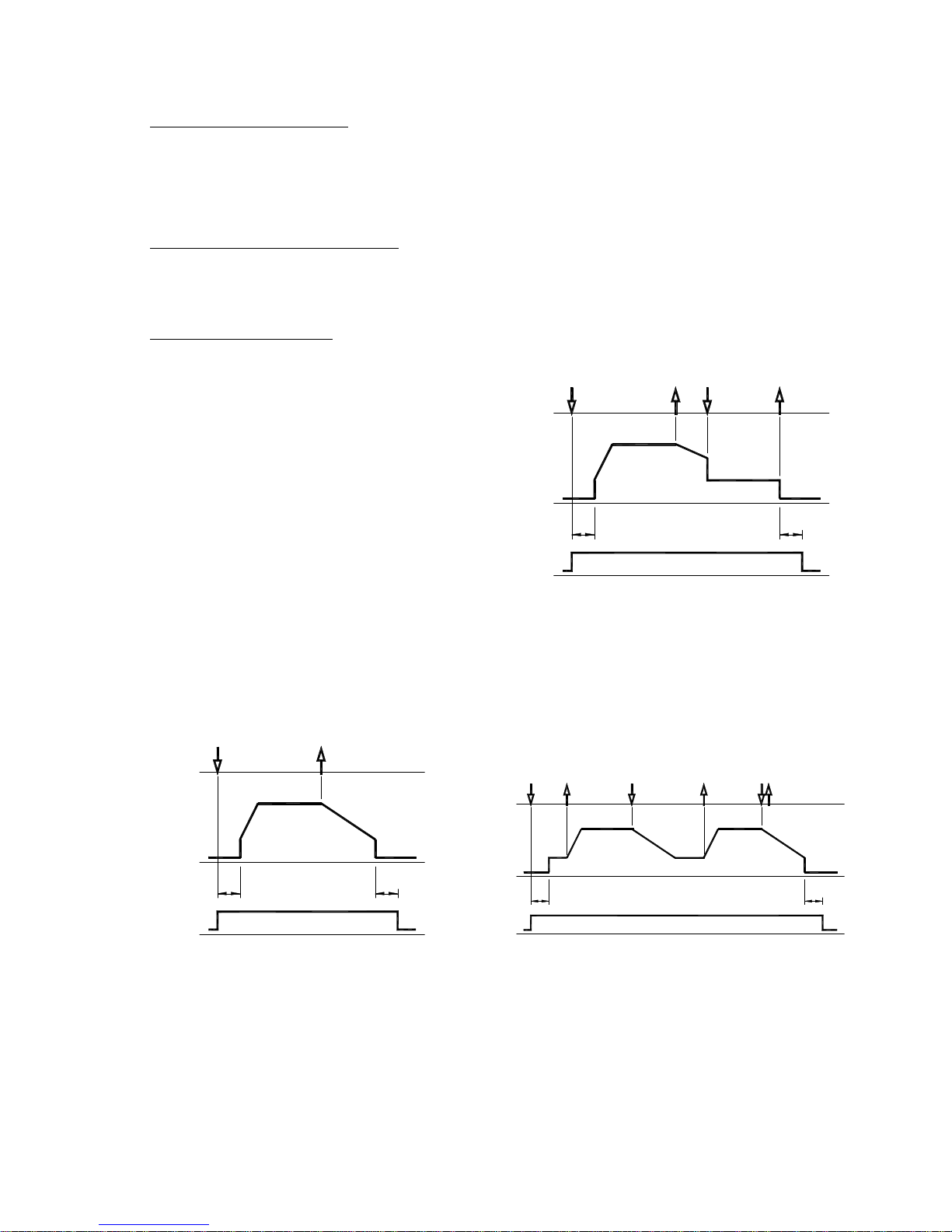
M. Trigger Mode Switch (V270-T only): This switch
changes between 2-step and 4-step trigger
sequences. For an explanation of these trigger
sequences refer to the trigger sequences explained
below.
N. Pulsing Mode Switch (V270-T only): In the TIG
welding modes, this switch turns the pulsing
function ON and controls the pulsing frequency
range (20Hz or 300Hz). In Stick welding mode, this
is not used.
The Pulsing LED next to the Pulsing Mode Switch
shows the pulsing frequency when pulsing is turned
ON. With this indication, the operator can adjust the
frequency to the desired value before welding.
(Note: At higher frequencies the LED flashes very
fast and seems to be continuously ON however it is
pulsing.)
O. Pulsing Frequency Control (V270-T only): When
the pulsing function is ON, this control knob will
adjust the pulsing frequency. The pulsing frequency
adjustment range is 0.2 - 20Hz or 3 - 300Hz
depending on the Pulsing Mode Switch position.
P. Pulsing On-time Control (V270-T only): When the
pulsing function is ON, this control knob will adjust
the pulsing on-time. The on-time can be adjusted
from 10% to 90% of the pulsing period.
Q. Pulsing Background Current Control (V270-T only):
When the pulsing function is ON, this control knob
will adjust the pulsing background current. This is
the current during the low portion of the pulse
waveform; it can be adjusted from 10% to 90% of