OptiSpin 140 User manual
Operating Manual
Models:
140
1100S
Fiber Polishing Systems

Contents
Saftety and Care 3
Introduction 4
Set-up 5
Changing Bits 5
Squaring Bit 6
Quick Release 6
Spacing Bit 7
Model Descriptions 8
Polishing Disc 9
General Operation 13
Suggested Polishing Procedures 15
Publish Date 10/13/03
Safety
OptiSpin™ is safe to operate by most trained personnel in most
environments due to its lack of electrical components and it's
manual operation. Always wear safety glasses when handling and
polishing fiber optics to avoid possible eye injury. Dispose of any
cleaved or broken glass fibers in accordance with accepted safety
standards. Deviation from the manufacturer's recommendations
for operation of or in modification of OptiSpin™ could result in
injury to the operator.
Particular care should be taken when transporting OptiSpin due
to its considerable mass.
Avoid transporting OptiSpin™ outside of its carrying case.
Always work on a secure and stable work surface.
Care
The mild steel surfaces on OptiSpin™ are chemically protected.
This chemical protectant is a molybdenum-disulfide polymer
designed to improve corrosion protection for metal components
exposed to harsh environments. This includes immersion in most
fuels, lube oils, many solvents and acids as well as salt water.
Cleanup should be conducted with a damp cloth. Dry with a
paper towel or dry cloth.
OptiSpin™ never requires lubrication of any sort.
3

Introduction
OptiSpin™ represents a very new and logical approach to fiber polishing.
The OptiSpin™ approach will consistently yield near perfect connections
in one-half the time and with one-half the consumable materials for most
users in most applications.
Tens of millions of pre-radiused ferrules are manufactured each year by a
number of manufacturers for use in various styles of optical connector
design . Each of these ferrules is molded and machined to very exacting
specifications utilizing state -of the-art machinery. Conventional polishing
techniques aggressively reduce not only the fiber but also the ferrule itself.
Aggressive random ferrule polishing can easily alter the inherent geometry
and length of the ferrule producing a less than desirable result.
Additionally, aggressive ferrule polishing consumes both time and
materials. If a pre-radiused ferrule were manufactured out-of-spec,
conventional random polishing will not likely correct the flaw, it will more
likely preserve or magnify the flaw.
OptiSpin™ provides a non-aggressive means whereby the fiber may be
polished without danger of altering the ferrule geometry or length. If the
ferrule must be polished for aesthetic purposes, then only those sub-micron
scratches inherent to the ferrule manufacturing process must be removed
leaving the polished ferrule, essentially, with it's original geometry.
OptiSpin™ also provides a means for flat-polish. Plastic fibers and
stainless steel ferrules are a snap for OptiSpin™ .
Thank you for taking time to learn more about OptiSpin™. Please read
further about set-up, and then, polishing procedures.
4
Set-up
OptiSpin™ comes to you ready to polish . The following procedures
should be implemented only if your application requires some special
modification or if the device should require adjustment in the future.
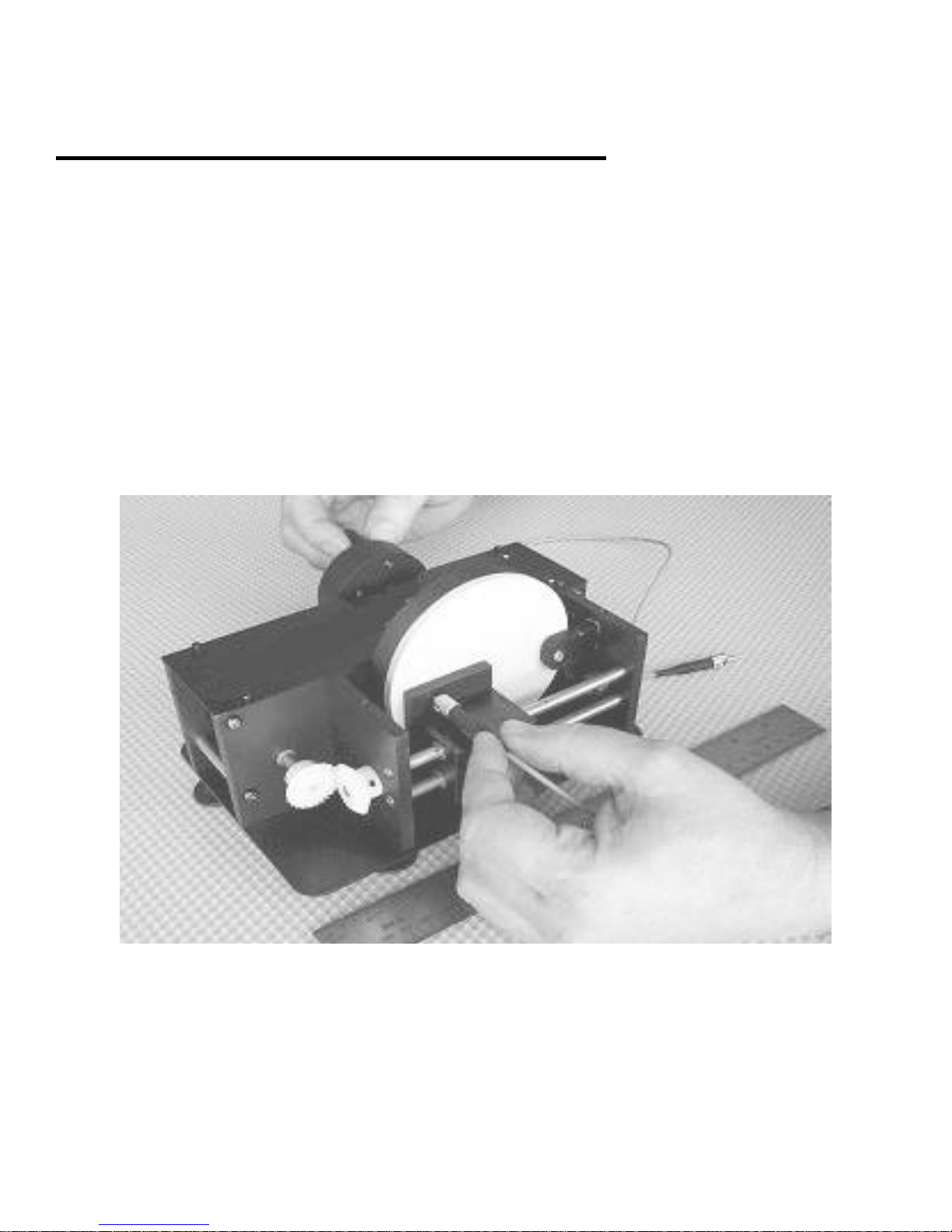
Changing Bits
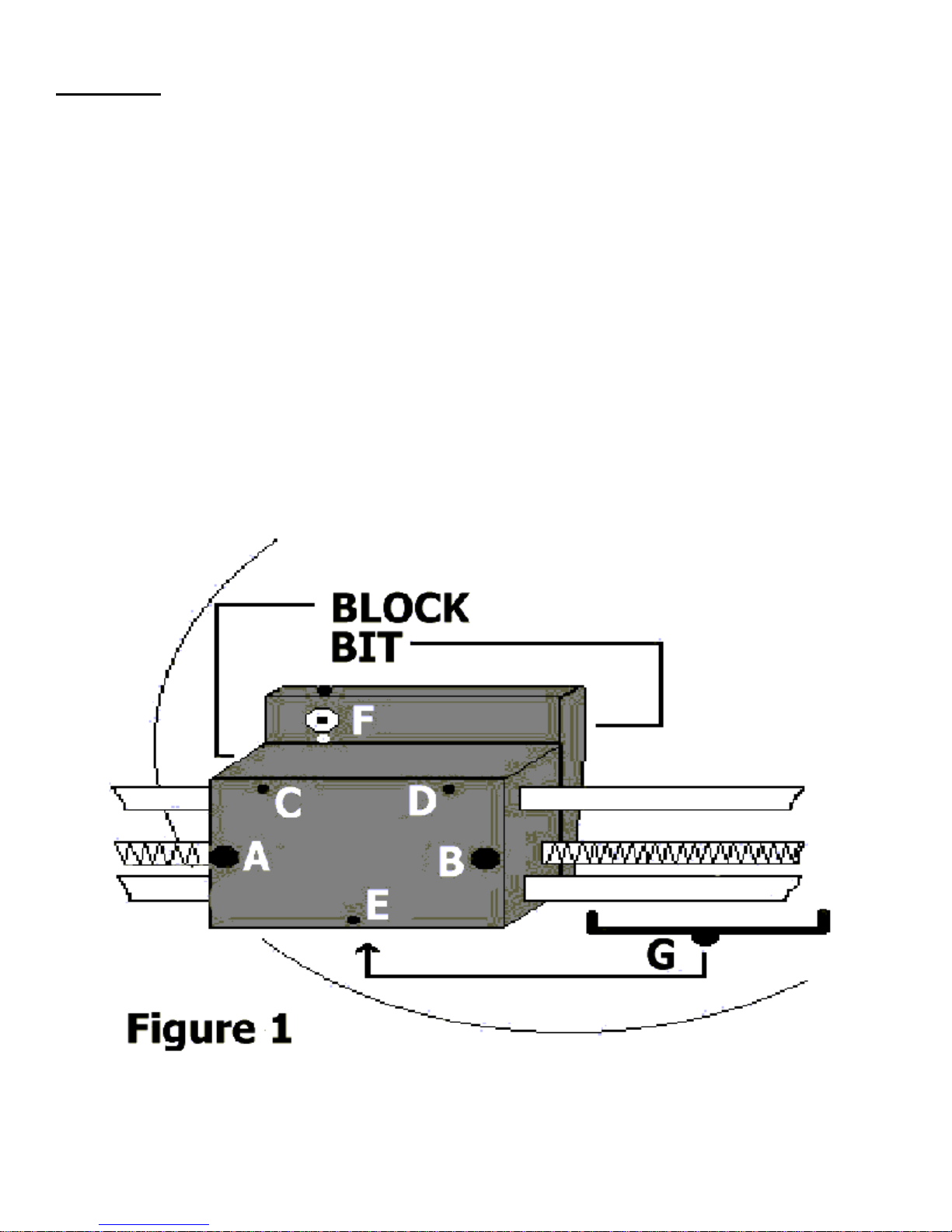
The diagram below shows the "Block " and "Bit" assembly. The bit is
affixed to the block by two screws with thumb wheels at point "A" & "B".
Removal of these screws will allow the bit to be interchanged quickly.
Point "F" in Figure 1 is the placement position for the connector and
ferrule. Bits come in various designs for various connector styles.
The block is indexed along the two stainless steel guide rods by the
rotation of the stainless steel threaded shaft.
5

Connector Lock
Directly above point "F" is a threaded hole for insertion of a 2-56 retaining
nylon screw. Use of the retainer screw is optional. The retaining screw can
hold the connector in place, hands free, while polishing.
Optical Swab
Directly below "F" is a .125 smooth hole for insertion of a standard optical
swab. Use of the optical swab is optional as well. The swab will help
"sweep" away any remaining polishing debris as well as provide a means
of introducing fluids to the polishing process, if desired
Squaring the Bit
Points "C","D", & "E" in figure 1 are adjustment ports for the bit. This 3-
point adjustment feature allows the bit to be "squared" to the polishing film
surface. Your OptiSpin™ bit was squared at the factory and no
adjustment should be required. Adjustments to the bit may be made with
an .050 allen wrench that is inserted through the adjustment ports until the
allen wrench "finds" the 3/8" long 4-40 allen screw. When turned
clockwise, the allen screws contact the backside of the bit forcing it
toward the polishing surface. Make sure you loosen the thumbwheels that
secure the bit to the block so that the bit is free to move when making
adjustments. Adjust the flat face of the bit until it is square with the
polishing surface on both axes. Now retighten the thumb wheels. It is not
necessary to alter the adjustment when changing bits. One setting should
work for all bits.
Quick Release
The insert drawing in figure 1 shows the quick release button for the block.
The button is located on the bottom of the block. Depressing the button
releases the block from the screw drive and allows the operator to slide the
block, quickly, from point to point. Place your index finger on the button,
your thumb on the top of the
6

block and depress the button. Keeping the button depressed, slide the
block to its new position and then release the button. Turn the hand wheel
three or four rotations to make sure the screw drive threads are reseated.
Spacing the Bit From the Polishing Disc
Maintaining proper spacing between the bit and polishing film disc is
necessary for efficient operation. Your unit's spacing should have already
been set properly at the factory. If there is no spacing, the polishing
medium will contact the surface of the bit causing unnecessary wear on
both bit and polishing medium. If the spacing is to great, there may be
insufficient contact between fiber/ferrule and polishing medium.
A simple way to adjust the
spacing between bit and
polishing disc is as follows:
Loosen the 3/32 allen
setscrew as shown in figure
2. This setscrew prevents
the hand wheel from
spinning on the drive shaft.
Select a solid construction
polishing disc . If you are
flat polishing primarily,
select the glass disc. If you
are polishing pre-radiused
ferrules primarily, use the
solid disc with rubber surface. Mount the selected polishing disc on the
polishing wheel with the bit of your choice previously installed and
squared. Loosen the tensioning nut until the polishing medium contacts the
bit. Pull the hand wheel back until a gap exists between bit and polishing
medium. Place an ordinary piece of typing paper between the bit and the
polishing paper and then release the hand wheel so that the paper is caught
between the bit and the polishing medium.
7
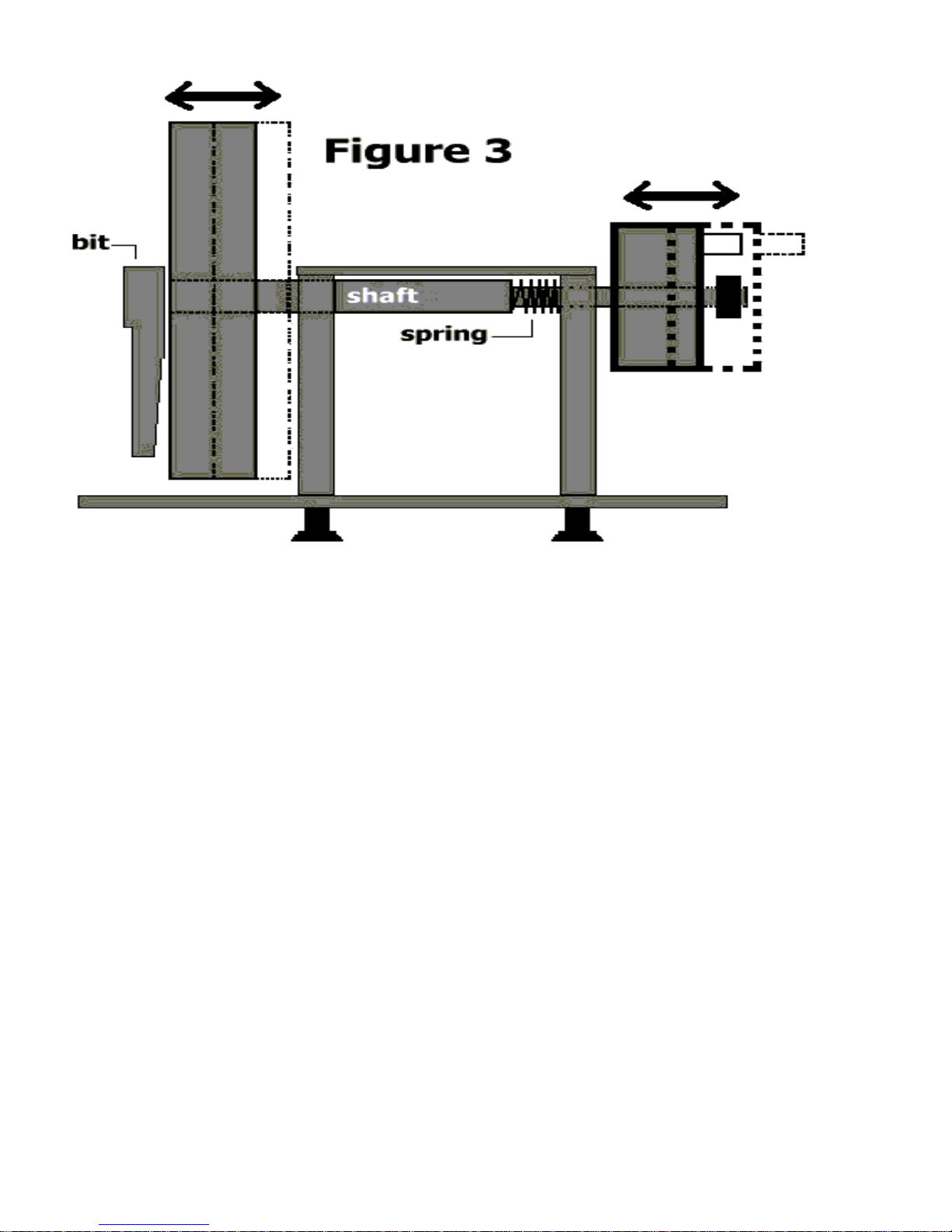
You should be able to feel some wiggle in the hand wheel if the hand
wheel is moved back and forth in the direction indicated by the arrows in
figure 3. Turn the tensioning nut clockwise in small increments until the
wiggle is gone. Tighten the setscrew. If the unit is spaced properly, the
polishing medium should not contact the bit and you should not be able to
insert more than two thicknesses' of paper in the space created.
Models 140, 1100S
• The Model 140 has a fixed gear ratio. This unit indexes the fiber across
the polishing film at a rate of 140µm per 360º rotation of the polishing
disc. This unit is used primarily for the denubbing of glass fibers. It may be
used for polishing of plastic fibers and other limited polishing
operations.
• The Model 1100S has a variable gear ratio. The unit may be shifted
between 140µm indexing rates and 1100µm indexing rates. This unit will
perform all denubbing and final polishing actions for all fibers.
8
Polishing Discs
Polishing discs are manufactured in four basic styles and all serve different
purposes in the polishing process. Always select the properly designed
polishing disc for your application. Polishing discs may be used with many
commonly available polishing films. The discs are attached to the polishing
wheel via small magnetic discs adhered to the back of the polishing disc.
To change discs: Turn the polishing wheel slot vertical with the open end
of the slot facing up. Pull the hand wheel away from the block creating a
gap between the polishing wheel and the bit. Start one of the magnetic
discs into the slot and slide the disc down until it seats at the closed end of
the slot. Press the remaining magnetic disc into its seat until the polishing
disc seats against the polishing wheel along its entire circumference. When
removing a polishing disc, repeat the same early procedures described
above and, with the open end of the polishing wheel slot up, tip the top of
the disc away from the polishing wheel. Then pull the polishing disc
straight up and away to remove.
The Flat disc is constructed of 3/16" thick
silica glass. This disc is used, primarily, for
plastic fibers and grinding operations.
Either plain or PSA backed polishing films
may be used. Plain-backed films may be
attached with just a few drops of water.
Most polishing is done with the machine set
at a 1100µm indexing rate. You may work
from inside to outside or vice-versa. Optical
swabs may be inserted with this disc for
contaminate control
9
The Radius disc has a 1/16" 70 durometer
neoprene pad adhered to its entire surface.
This disc is used for epoxy removal as well as
final polishing stages of connectors with pre-
radiused ferrules. Either plain or PSA backed
polishing films may be used. Plain backed
films may be attached with just a few drops of
water. Most polishing is done with the
machine set at a 1100µm indexing rate. You
may work from inside to outside or vice-versa.
Optical swabs may be inserted with this disc
for contaminate control.
The Denub disc is an annular ring whose solid
surface is covered with 1/16" 70 durometer
neoprene rubber.
As its name implies, the Denub disc is used
for denubbing glass fibers. Only 4" adhesive
or PSA backed polishing film discs may be
used with the Denub Disc. Any grit film may
be used but 3-5µm is most effective. A single
4" diameter 5µm silicon carbide disc will
denub several dozen fibers assuming a cleave length of .010-.015".
Application of an adhesive backed disc forms a "drum head" over the
center portion of the disc. Since only air exists behind the polish paper, it's
very similar to an "air polish" only faster and with fewer broken fibers. A
typical denubbing process takes only about 15 seconds.
10
This manual suits for next models
1
Table of contents

















