TAPMATE™XL 424 OPERATING MANUAL
2
TABLE OF CONTENTS
Specication .......................................................................................................... 3
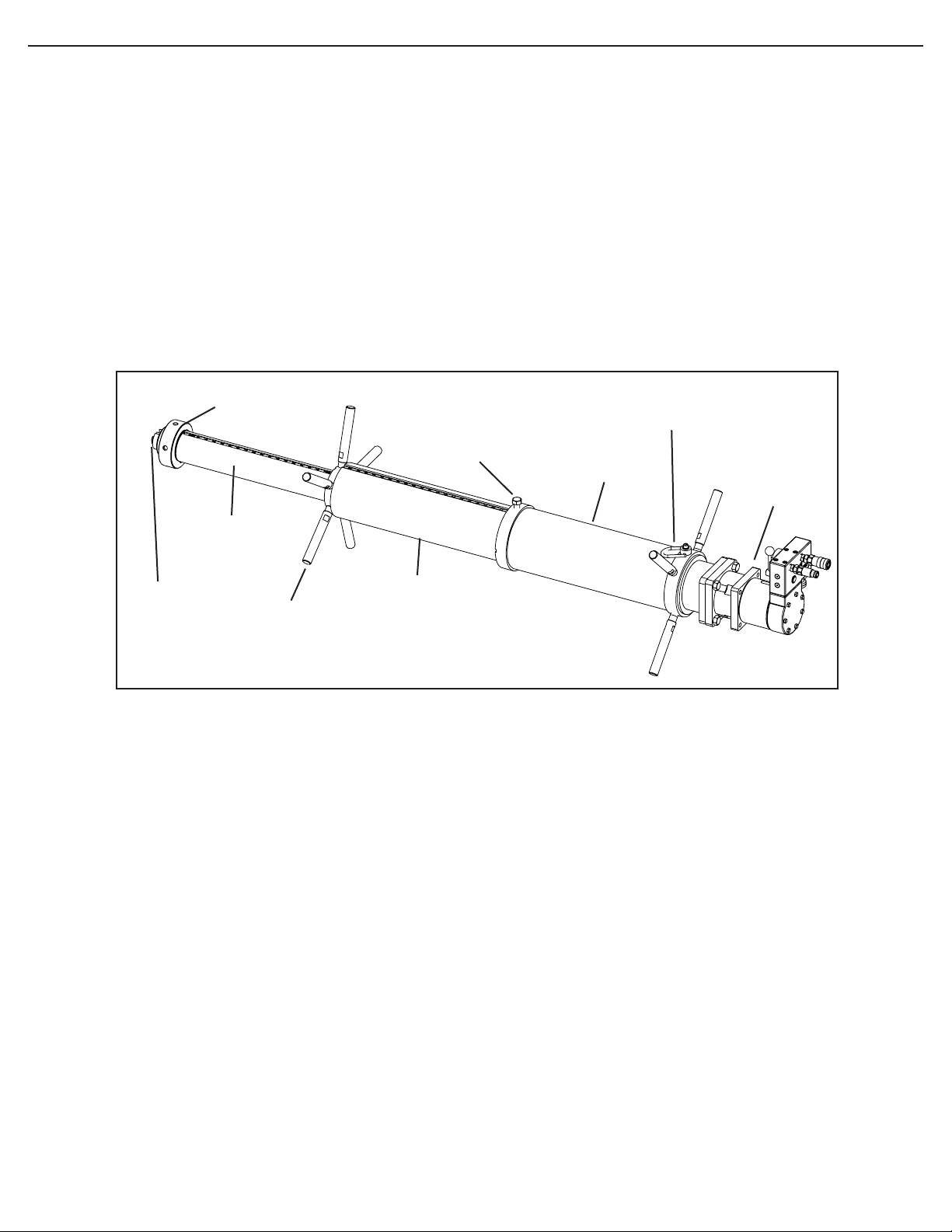
Machine Overview ................................................................................................. 4
ASSEMBLY
Open the Shipping Crate ...................................................................................... 5
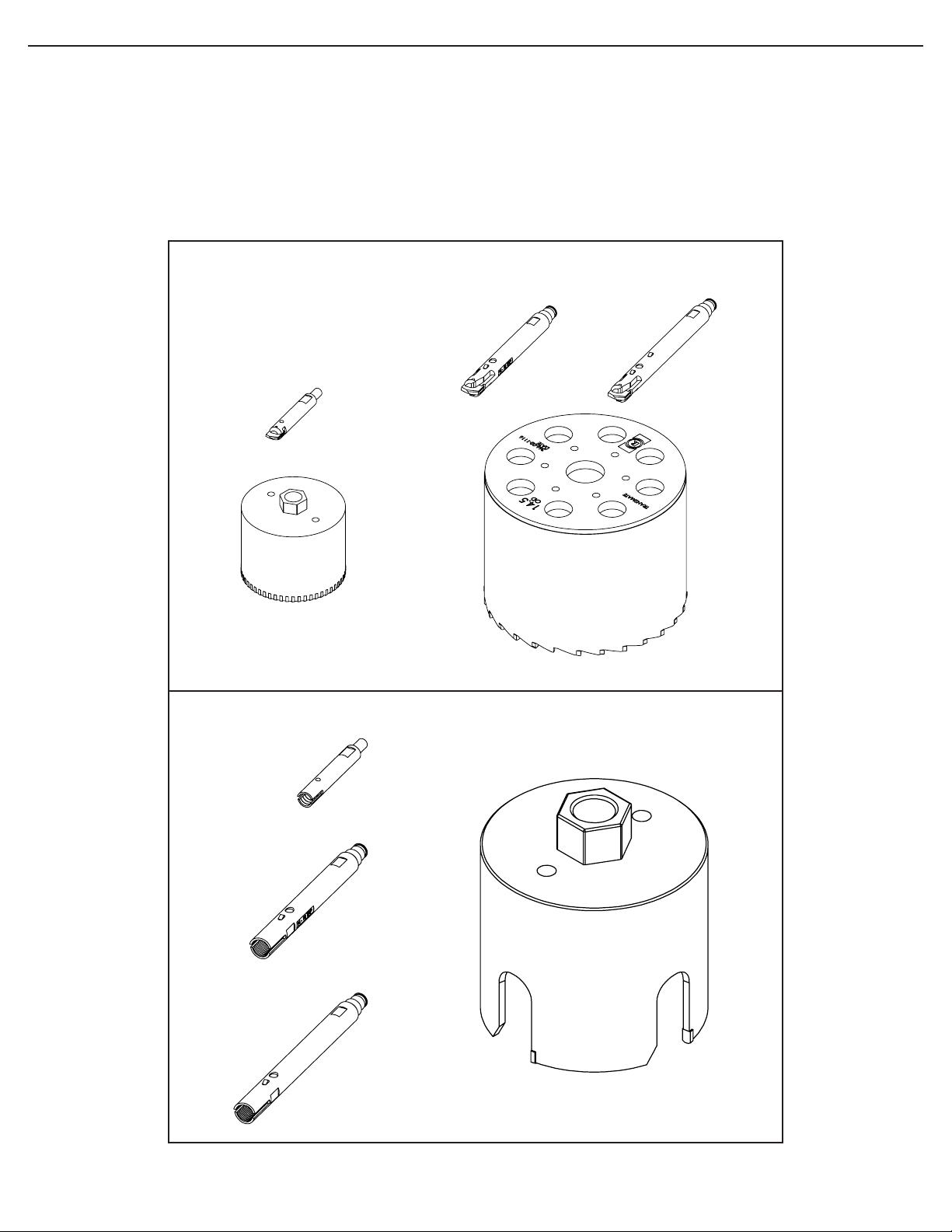
CutterandPilotIdentication................................................................................ 6
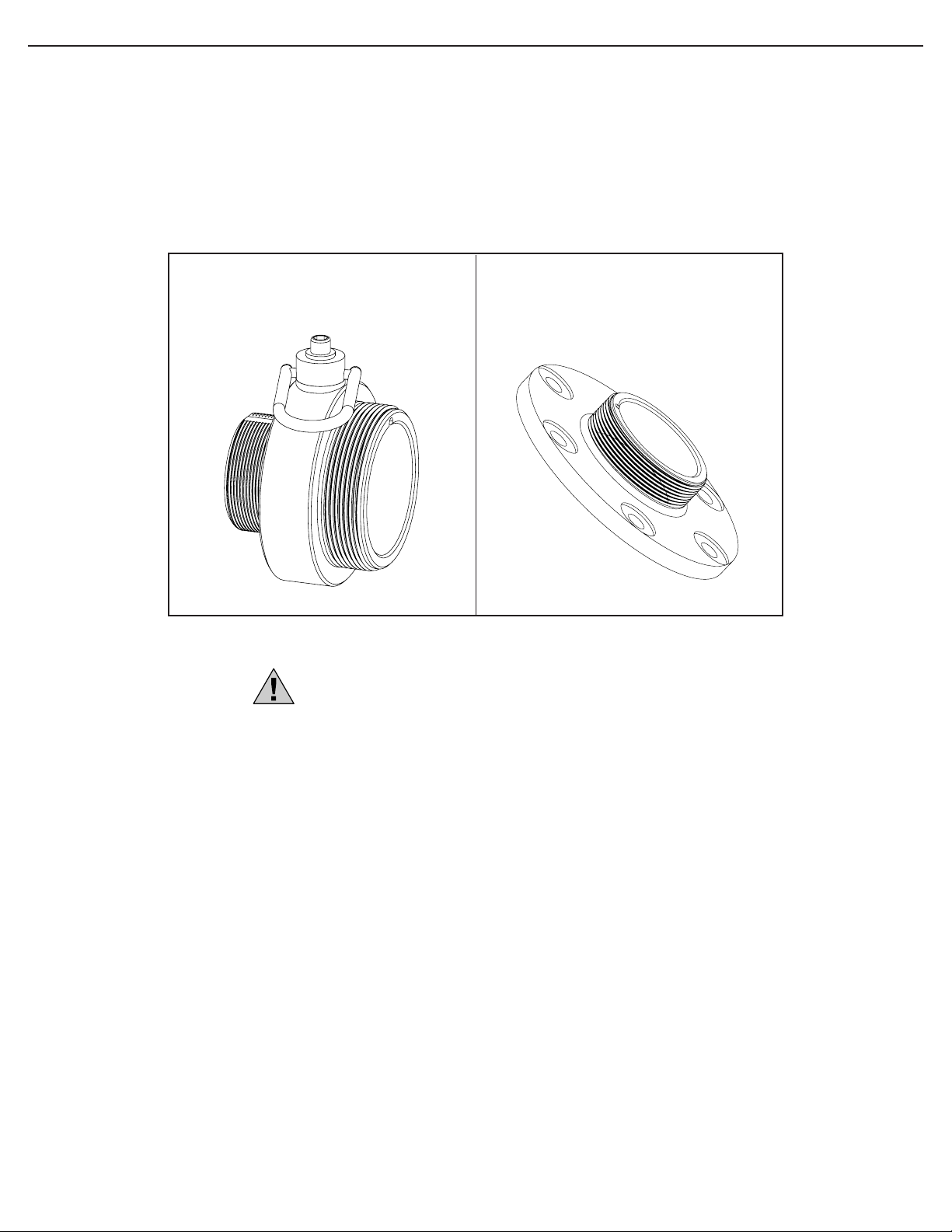
About Adapter Hub Sizes ...................................................................................... 7
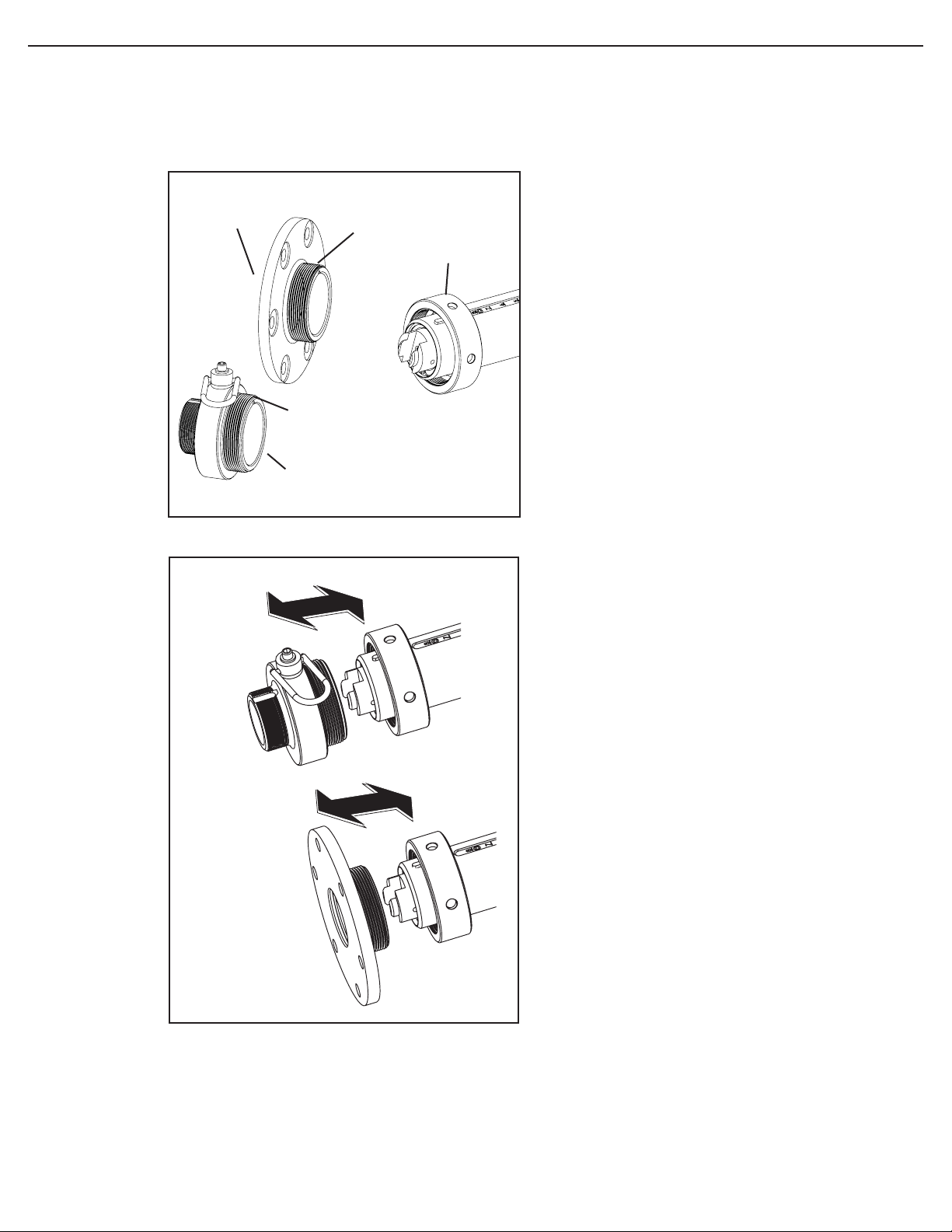
Adapter Hub Installation and Removal.................................................................. 8
TapMate XL‑424 Set‑Up for 4"‑12" Taps ............................................................. 10
TapMate XL‑424 Set‑Up for 14"‑24" Taps ........................................................... 14
Attaching the TapMate XL‑424 to the Valve ........................................................ 18
OPERATION
Performing the Tap .............................................................................................. 21
Disassembly and Removal of the Coupon........................................................... 26
Care and Maintenance......................................................................................... 27
PARTS IDENTIFICATION DRAWINGS
TapMate XL‑424 (included items) ........................................................................ 28
TapMate XL‑424 (base machine).......................................................................... 29
Adapter Bells (4" ‑ 12")........................................................................................ 30
Adapter Bells (14" ‑ 24")...................................................................................... 31
Adapter Hubs ...................................................................................................... 31
Small Shaft Head Assembly ................................................................................. 32
Large Shaft Head Assembly................................................................................. 32
Jam Nut ............................................................................................................... 32
TM‑XL, PVC Pilot.................................................................................................. 33
TM, PVC Pilot....................................................................................................... 33
TM‑XL, Shaft Nose............................................................................................... 34
TM, Shaft Nose .................................................................................................... 34
Hydraulic Motor Assembly................................................................................... 35
Shipping Crate / Workstation .............................................................................. 35