Tennsmith Inc. / 6926 Smithville Hwy. / McMinnville, TN 37110 / 931-934-2211 / Fax 931-934-2220
www.tennsmith.com
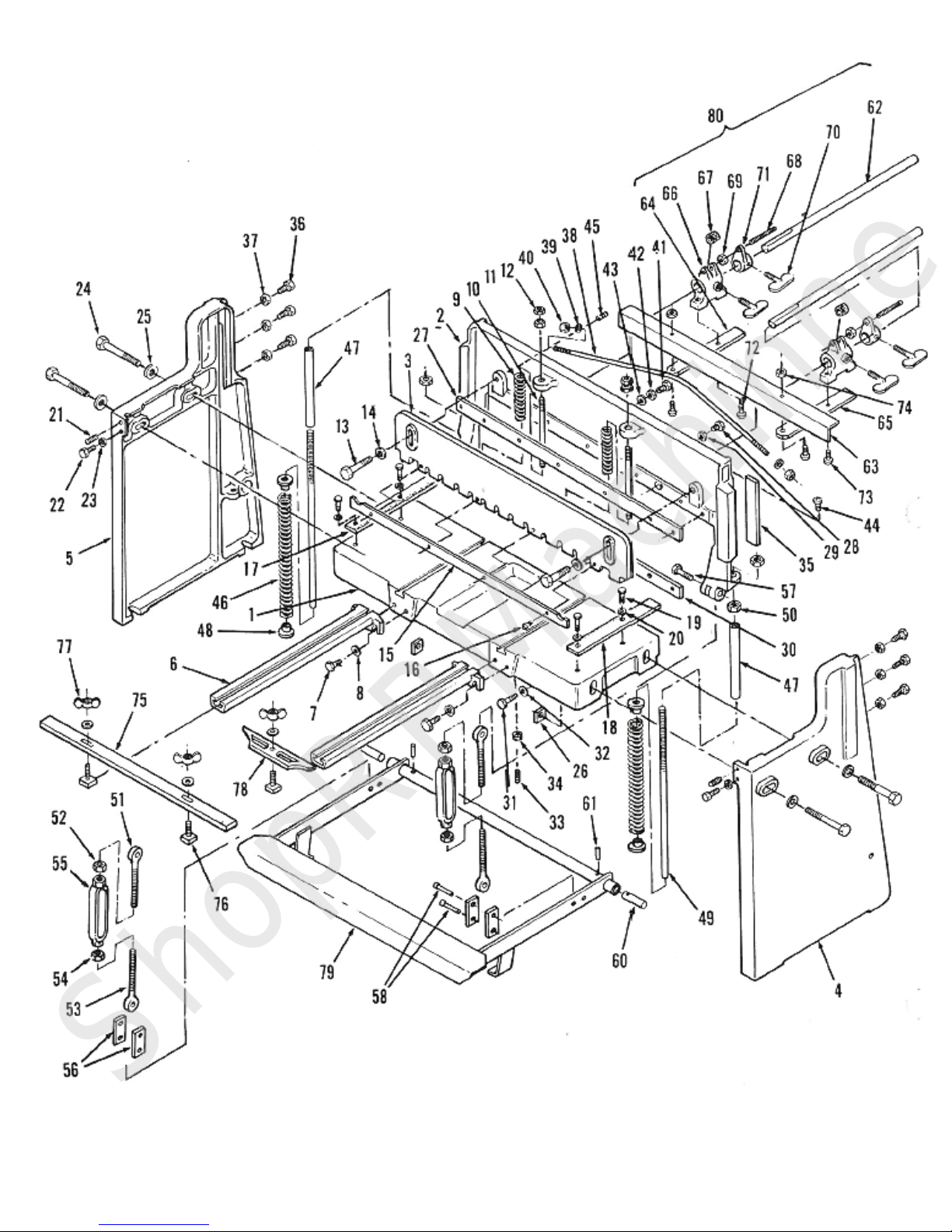
Model 36 and 52 Parts List
INDEX
NO. 36 52 DESCRIPTION QTY.
1 10101 10151 TABLE 1
2 10102 10152 CUTTER BAR 1
3 10103 10153 HOLDDOWN 1
4 10051 10051 R.H. SIDE PANEL 1
5 10052 10052 L.H. SIDE PANEL 1
6 10053 10053 FRONT ARM EXT. 2
7 05055 05055 SCREW, FRONT ARM EXT. 4
8 05673 05673 WASHER, FRONT ARM EXT. 4
9 10054 10054 SPRING, HOLDDOWN 2
10 10111 10164 STUD, HOLDDOWN SPRING 2
11 05880 05880 NUT, HOLDDOWN STUD 2
12 05907 05907 CAP NUT, HOLDDOWN STUD 2
13 05060 05060 SCREW, HOLDDOWN 2
14 05673 05673 WASHER, HOLDDOWN SCREW 2
17 10055 10055 SCALE, L.H. TABLE 1
18 10056 10056 SCALE, R.H. TABLE 1
19 05021 05021 SCREW, TABLE SCALE 4
20 05639 05639 WASHER, TABLE SCREW 4
21 05327 05327 SET SCREW, TABLE ADJ. 2
22 05035 05035 SCREW, TABLE LOCK 2
23 05670 05670 WASHER, TABLE LOCK SCREW 4
24 05075 05075 BOLT, TABLE 4
25 05676 05676 WASHER, TABLE BOLT 4
26 05925 05925 NUT, TABLE 4
27 10105 10155 KNIFE, UPPER 1
28 05033 05033 SCREW, UPPER KNIFE 7/9
29 05670 05670 WASHER, UPPER KNIFE 14/18
30 10106 10156 KNIFE, LOWER 1
31 05035 05035 SCREW, LOWER KNIFE 6/8
32 05670 05670 WASHER, LOWER KNIFE 12/16
33 05246 05246 SET SCREW, LOWER KNIFE ADJ. 6/8
34 05759 05759 NUT, LOWER KNIFE ADJ. 6/8
35 10064 10064 SHIM, C’BAR 2
36 05249 05249 SCREW, C’BAR SHIM 6
37 05762 05762 NUT, C’BAR SHIM SCREW LOCK 6
38 10107 10157 STRAIGHTENER ROD, C’BAR 1
39 05673 05673 WASHER, STRAIGHTENER ROD 3
40 05787 05787 NUT, STRAIGHTENER ROD 3
41 10112 10165 ADJ. SCREW, STRAIGHTENER ROD 1
44 05331 05331 SET SCREW, BACKGAUGE ROD 2
45 05331 05331 SET SCREW, HOLDDOWN LOCK 2
46 10302 10302 SPRING, FOOT PEDAL 2
47 15053 15053 SPRING GUIDE 2
48 15057 15057 CAP, SPRING 4
49 15055 15055 STUD, SPRING 2
50 05787 05787 NUT, SPRING STUD 8
51 10069 10069 LINKAGE BOLT, C’BAR 2
52 05827 05827 NUT, LINKAGE BOLT, C’BAR 2
54 05826 05826 NUT, STUD 8
55 10071 10071 TURNBUCKLE 2
56 10073 10073 LINK, PEDAL 4
57 06354 06354 PIN, LINKAGE, MOUNTING 2
62 10058 10058 ROD, BACKGAUGE 2
63 10110 10163 STOP, BACKGAUGE 1
64 10065 10065 R. EXT. BAR, BACKGAUGE 1
65 10066 10066 L. EXT. BAR, BACKGAUGE 1
66 10059 10059 ADJ. BLOCK, BACKGAUGE 2
67 10060 10060 ADJ. DIAL, BACKGAUGE 2
68 10075 10075 ADJ. SCREW, BACKGAUGE 2
69 05762 05762 NUT, ADJ. SCREW 2
70 10061 10061 LOCK SCREW, BACKGAUGE 4
71 10062 10062 ADJ. BRKT. BACKGAUGE 2
72 05027 05027 SCREW, EXT. BAR 2
73 05325 05325 SWIVEL BOLT 3
74 10109 05765 NUT, SWIVEL BOLT 2
75 10159 10159 STOP, FRONT MATERIAL 1
76 10074 10074 “T”-NUT 3
77 05938 05938 WING NUT, “T”-NUT 3
78 10063 10063 BEVEL GAUGE 1
80 10108 10158 BACKGAUGE ASSEMBLY 1
ShopRPMachinne