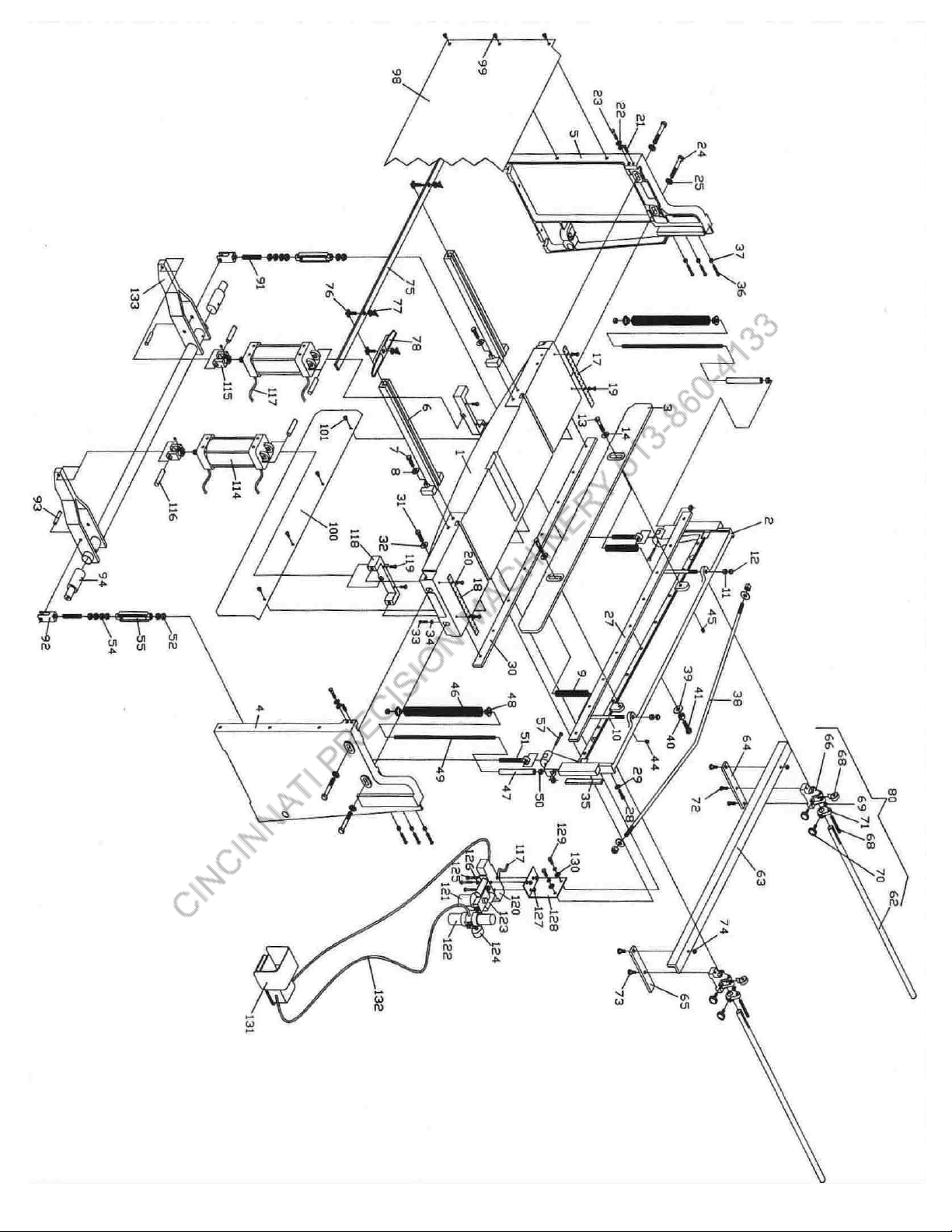
Model 36A and 52A Parts List
INDEX
NO. 36 52 DESCRIPTION QTY. NO. 36 52 DESCRIPTION QTY.
1 10101 10151 TABLE 1 99 05545 05545 SCREW, FRONT GUARD PANEL 6
2 10102 10152 CUTTER BAR 1 100 10256 10306 GUARD PANEL, REAR 1
3 10103 10153 HOLDDOWN 1 101 05546 05546 SCREW, REAR GUARD PANEL 4
4 10051 10051 R.H. SIDE PANEL 1 114 70707 AIR CYLINDER 1
5 10052 10052 L.H. SIDE PANEL 1 114 70707 AIR CYLINDER 2
6 10053 10053 FRONT ARM EXT. 2 115 70708 CLEVIS, CYLINDER 2
7 05055 05055 SCREW, FRONT ARM EXT. 4 115 70708 CLEVIS, CYLINDER 4
8 05673 05673 WASHER, FRONT ARM EXT. 4 116 70709 70709 PIN, CYLINDER 2/4
9 10054 10054 SPRING, HOLDDOWN 2 117 70710 70710 CYLINDER CORD ASSEMBLY 1
10 10111 10164 STUD, HOLDDOWN SPRING 2 118 10260 10310 CYLINDER BRKT. 1/2
11 05880 05880 NUT, HOLDDOWN STUD 2 119 05500 05550 ADJ. SCREW, CYLINDER BRKT. 2/4
12 05907 05907 CAP NUT, HOLDDOWN STUD 2 120 70711 70711 FOUR WAY VALVE 1
13 05060 05060 SCREW, HOLDDOWN 2 121 70712 70712 OILER 1
14 05673 05673 WASHER, HOLDDOWN SCREW 2 122 70713 70713 AIR REGULATOR 1
17 10055 10055 SCALE, L.H. TABLE 1 123 70714 70714 MUFFLER 1
18 10056 10056 SCALE, R.H. TABLE 1 124 70715 70715 AIR PRESSURE GAUGE 1
19 05021 05021 SCREW, TABLE SCALE 4 125 05551 05551 SCREW, VALVE MOUNTING 3
20 05639 05639 WASHER, TABLE SCREW 4 126 05552 05552 WASHER, VALVE MOUNTING 3
21 05327 05327 SET SCREW, TABLE ADJ. 2 127 05553 05553 NUT, VALVE MOUNTING 3
22 05035 05035 SCREW, TABLE LOCK 2 128 10311 10311 MOUNTING BRKT. 1
23 05670 05670 WASHER, TABLE LOCK SCREW 4 129 05554 05554 SCREW, MOUNTING 2
24 05075 05075 BOLT, TABLE 4 130 05555 05555 WASHER, MOUNTING 2
25 05676 05676 WASHER, TABLE BOLT 4 131 70716 70716 AIR FOOT SWITCH COVER PLATE 1
26 05925 05925 NUT, TABLE 4 132 70717 70717 FOOT SWITCH CORD ASSEMBLY 1
27 10105 10155 KNIFE, UPPER 1 133 10262 10312 FOOT PEDAL ASSEMBLY 1
28 05033 05033 SCREW, UPPER KNIFE 7/9
29 05670 05670 WASHER, UPPER KNIFE 14/18
30 10106 10156 KNIFE, LOWER 1
31 05035 05035 SCREW, LOWER KNIFE 6/8
32 05670 05670 WASHER, LOWER KNIFE 12/16
33 05246 05246 SET SCREW, LOWER KNIFE ADJ. 6/8
34 05759 05759 NUT, LOWER KNIFE ADJ. 6/8
35 10064 10064 SHIM, C’BAR 2
36 05249 05249 SCREW, C’BAR SHIM 6
37 05762 05762 NUT, C’BAR SHIM SCREW LOCK 6
38 10107 10157 STRAIGHTENER ROD, C’BAR 1
39 05673 05673 WASHER, STRAIGHTENER ROD 3
40 05787 05787 NUT, STRAIGHTENER ROD 3
41 10112 10165 ADJ. SCREW, STRAIGHTENER ROD 1
44 05331 05331 SET SCREW, BACKGAUGE ROD 2
45 05331 05331 SET SCREW, HOLDDOWN LOCK 2
46 10302 10302 SPRING, FOOT PEDAL 2
47 15053 15053 SPRING GUIDE 2
48 15057 15057 CAP, SPRING 4
49 15055 15055 STUD, SPRING 2
50 05787 05787 NUT, SPRING STUD 8
51 10069 10069 LINKAGE BOLT, C’BAR 2
52 05827 05827 NUT, LINKAGE BOLT, C’BAR 2
54 05826 05826 NUT, STUD 8
55 10071 10071 TURNBUCKLE 2
57 06354 06354 PIN, LINKAGE, MOUNTING 2
62 10058 10058 ROD, BACKGAUGE 2
63 10110 10163 STOP, BACKGAUGE 1
64 10065 10065 R. EXT. BAR, BACKGAUGE 1
65 10066 10066 L. EXT. BAR, BACKGAUGE 1
66 10059 10059 ADJ. BLOCK, BACKGAUGE 2
67 10060 10060 ADJ. DIAL, BACKGAUGE 2
68 10075 10075 ADJ. SCREW, BACKGAUGE 2
69 05762 05762 NUT, ADJ. SCREW 2
70 10061 10061 LOCK SCREW, BACKGAUGE 4
71 10062 10062 ADJ. BRKT. BACKGAUGE 2
72 05027 05027 SCREW, EXT. BAR 2
73 05325 05325 SWIVEL BOLT 3
74 10109 05765 NUT, SWIVEL BOLT 2
75 10159 10159 STOP, FRONT MATERIAL 1
76 10074 10074 “T”-NUT 3
77 05938 05938 WING NUT, “T”-NUT 3
78 10063 10063 BEVEL GAUGE 1
80 10108 10158 BACKGAUGE ASSEMBLY 1
91 10302 10302 STUD 2
92 10303 10303 CLEVIS, FOOT PEDAL 2
93 05544 05544 PIN, FOOT PEDAL CLEVIS 2
94 10304 10304 PIN, PEDAL BAR 2
98 10255 10305 GUARD PANEL, FRONT 1
4