Page 6 of 26
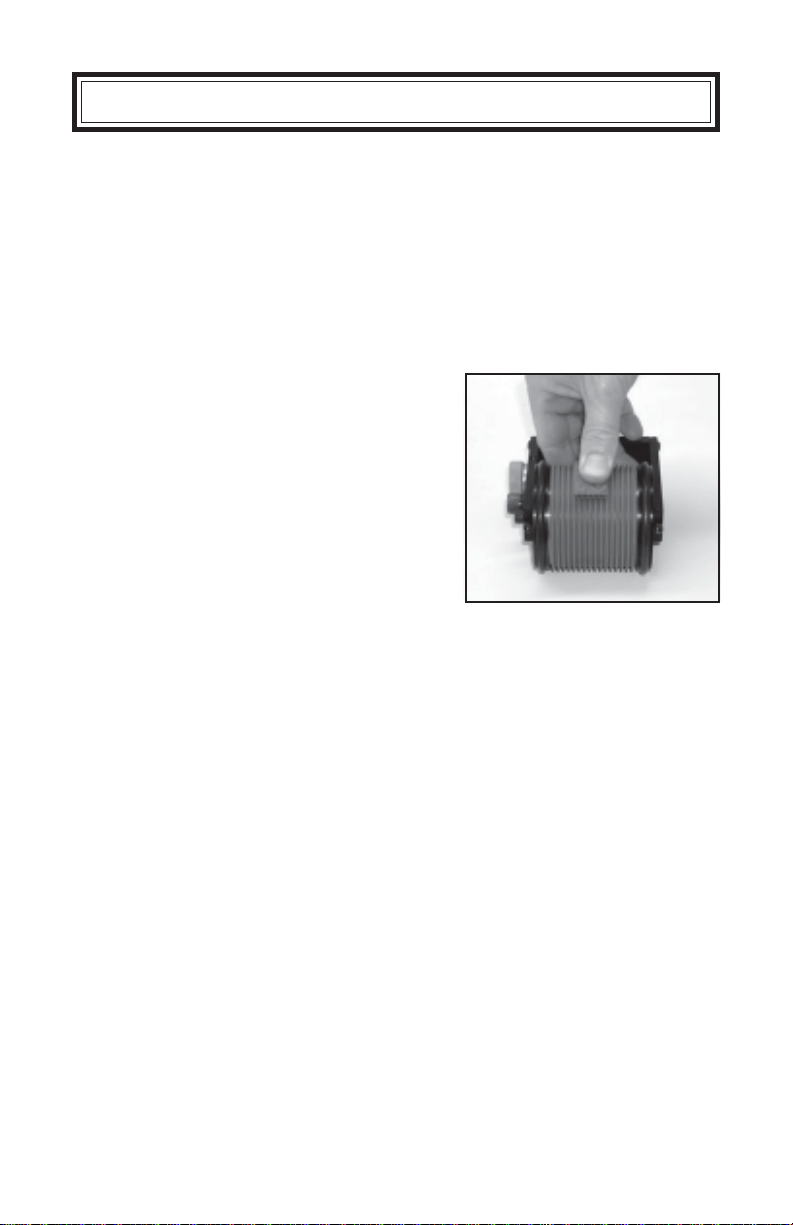
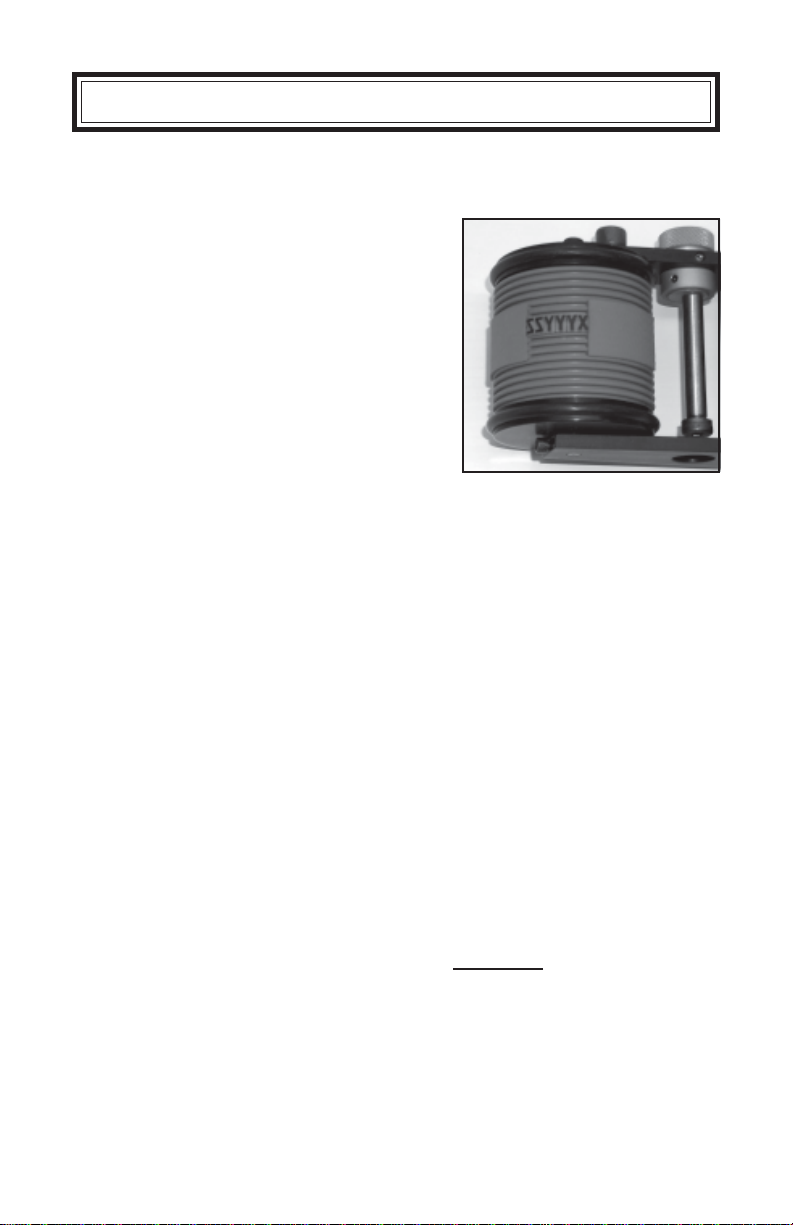
MICROCELL ROLLS: The standard ink rolls shipped with Universal Hand Print-
ers are made from reticulated urethane foam. This material is one of the most
durable ink roll materials available and with proper care should last in excess of
one year before replacement becomes necessary. Microcell rolls should be inked
with Universal No. 1150 porous coder ink only. It is extremely important to fol-
low the inking instructions or roll performance will be adversely affected.
INK ROLLS & INKS
SPECIFICATIONS
XF NEOPRENE ROLLS: Universal’s XF Neoprene Ink Rolls are made from an
extra firm density neoprene material. While not quite as durable as Microcell, the
extremely fine cell structure of these rolls provides exceptionally good print quality,
particularly when using small character printing dies. Due to their greater ability to
compensate for slight die thickness variations, these rolls are also recommended
to correct print quality problems when multiple lines of text are required.
Although these Hand Printers are not designed for production use with alcohol
base marking inks, the XF Neoprene Ink Rolls are compatible with a variety of
alcohol base inks. For limited use applications, slow drying alcohol base inks can
be used on the XF Neoprene ink rolls for marking on Non-Porous surfaces such as
metal,plastic,glass, etc. Pleasenote that thealcohol innon-porous inkswill evapo-
rate rapidly leaving the rolls dry and hard in a relatively short period of time. After
use with alcohol base inks, the rolls should be immediately removed from the coder
and stored in an air tight container.
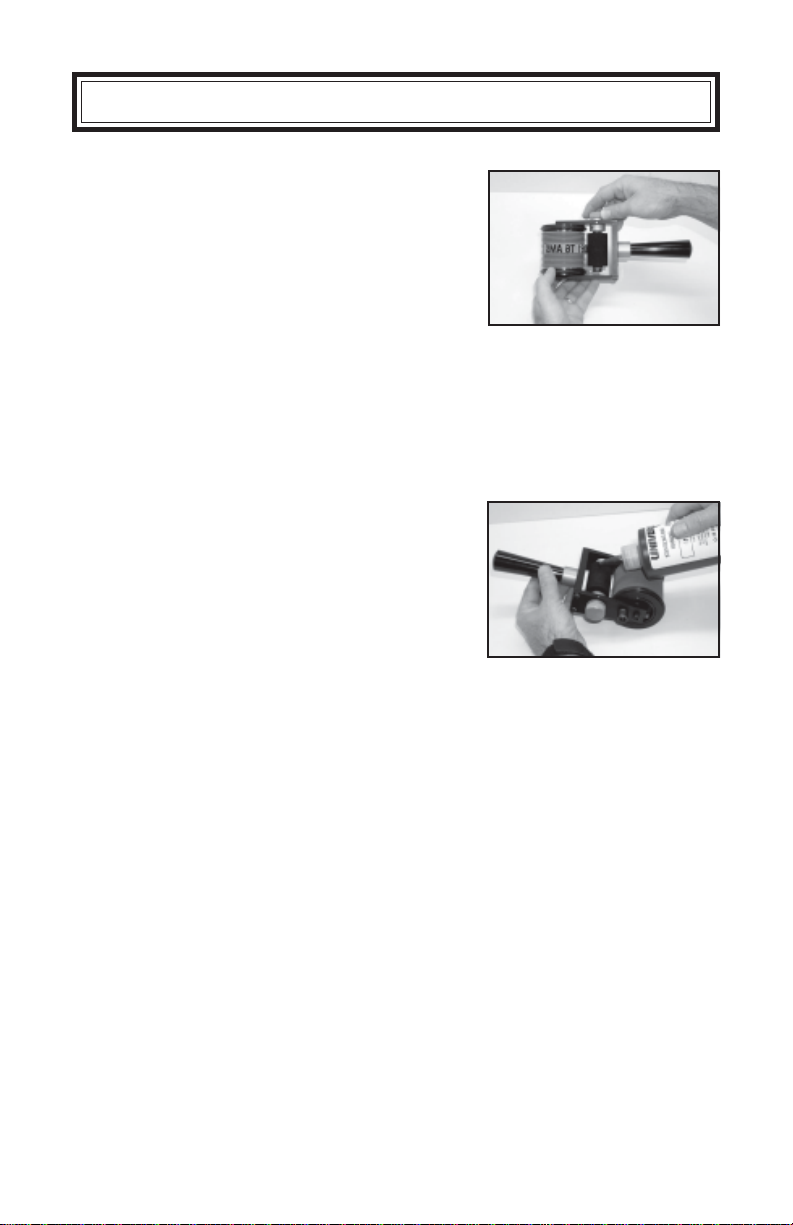
OPTIONAL TYPE BLOCKING KITS
When using small individual characters with
onlya twoor threerib backing,anoptionalType
BlockingKit (stock no.UR-BK) should beused
to support the leading and trailing ends of the
type as shown.
Characters which have only a 2 or 3 rib back-
ing do not have the stability of the larger char-
acter sizes when snapped into the drum cover.
Addingthe ribbacked typeblocks onboth ends
ofthe code willprovide addedstability andpre-
vent the characters from shifting during print-
ing. The Type Blocks are not as thick as the
Type and will not pick up ink from the Ink Roll. FIGURE 2