UltraMig 175
- 4 -
Safety Instructions
1. Safety in the use of a power source
for electric arc welding
The equipment which you have just acquired will give
you complete satisfaction if you follow the operating
and maintenance instructions.
Its design, specification of components, and its
manufacture are in accordance with CE and ULC
standards.
When using this equipment, safety rules must be
observed, especially those concerning power sources.
For your safety, you will find listed below a complete
set of recommendations or requirements as found in
government labor safety codes.
2. Work station
The use of arc welding equipment requires the
establishment of strict safety conditions with regard to
electrical currents.
It is necessary to check that no metal on which an
operator will be working can come into direct or indirect
contact with a phase conductor and the ground of the
electrical supply network.
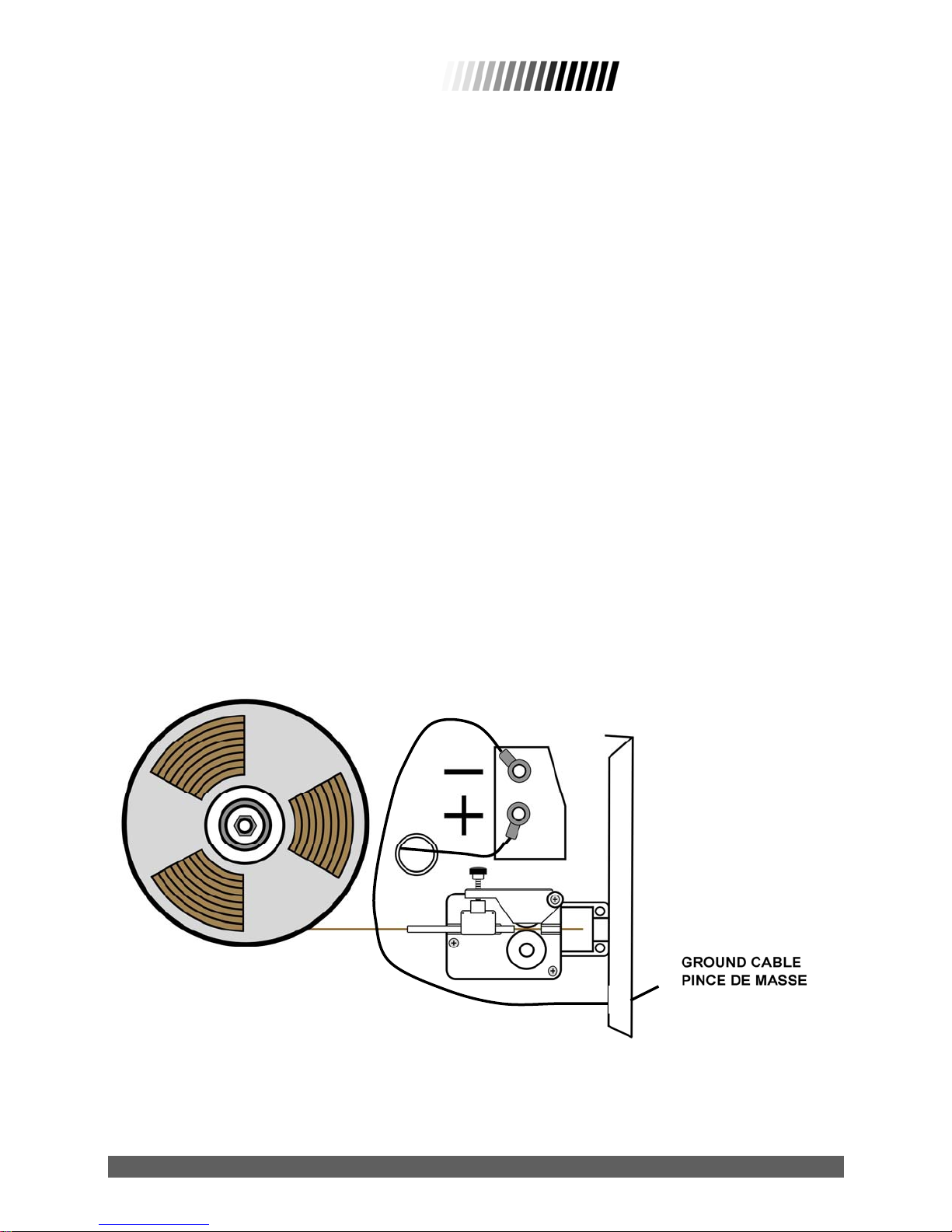
All ground cables for the welding operation that are
within reach of the user should be connected to a
single point.
All extension cords must be made with cables whose
wire size is at least equal to that of the largest power
cable.
If welding work has to be carried out in a confined
space, the following extra precautions should be taken:
• Increased individual protection.
• Complete insulation of the electrode holder, torches
or guns.
• The welding machine itself should be kept outside the
confined space and if this is not possible, the low
voltage parts of the equipment should be insulated and
the workpiece ground cable should be held in place by
solder.
3. Servicing
Before beginning any inspection or repair of the inside
of the machine it is necessary to make certain that the
equipment has been disconnected from the electrical
circuit by lockout and protective devices:
• The plug must be removed from the socket and
provisions are taken to prevent the accidental
connection of the plug in a socket.
• All cutout switches for fixed connection systems
should be omnipolar (phases and neutral). Such
switches must be in the "OFF" position, and secured or
“locked out” so that they cannot be accidentally put into
opération.
• Maintenance work on electrical equipment must be
undertaken only by persons qualified to do such work.
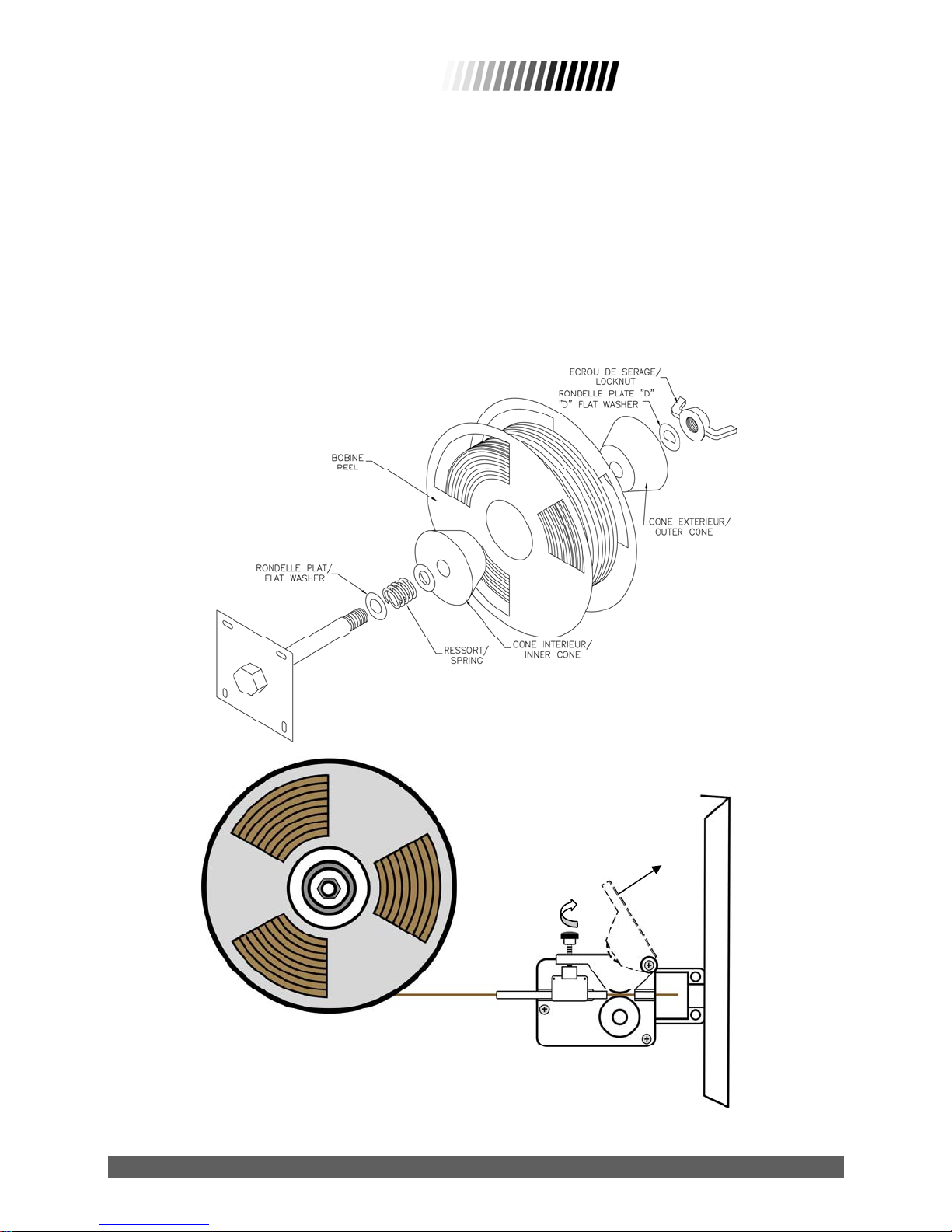
4. Wire feed devices
Make sure the wire or torch cannot touch any metal
parts, including the inside of the cabinet.
Do not allow the wire outlet or torch to point toward
your face or body.
Gloves should be worn when handling wire.
5. Maintenance
The insulation of equipment and the electrical
accessories must be checked regularly and kept in
good condition. This includes plugs, flexible cables,
sheaths, connectors, extension cords, workpiece
clamps or torches.
Maintenance and repair work on insulating sheaths and
covers should never be done in a makeshift manner.
AS REQUIRED:
• Replace defective accessories where possible.
Repairs should only be made by a trained specialist.
• Electrical connections must be checked regularly for
proper tightening and to insure they are not
overheating.