408–7270
Hand Crimping Tool 90188–2
3of 4Rev C
3. Inspect tool head for worn, cracked, or broken
dies. If damage is evident, return tool to AMP for
evaluation and repair. See Section 5,
REPLACEMENT AND REPAIR.
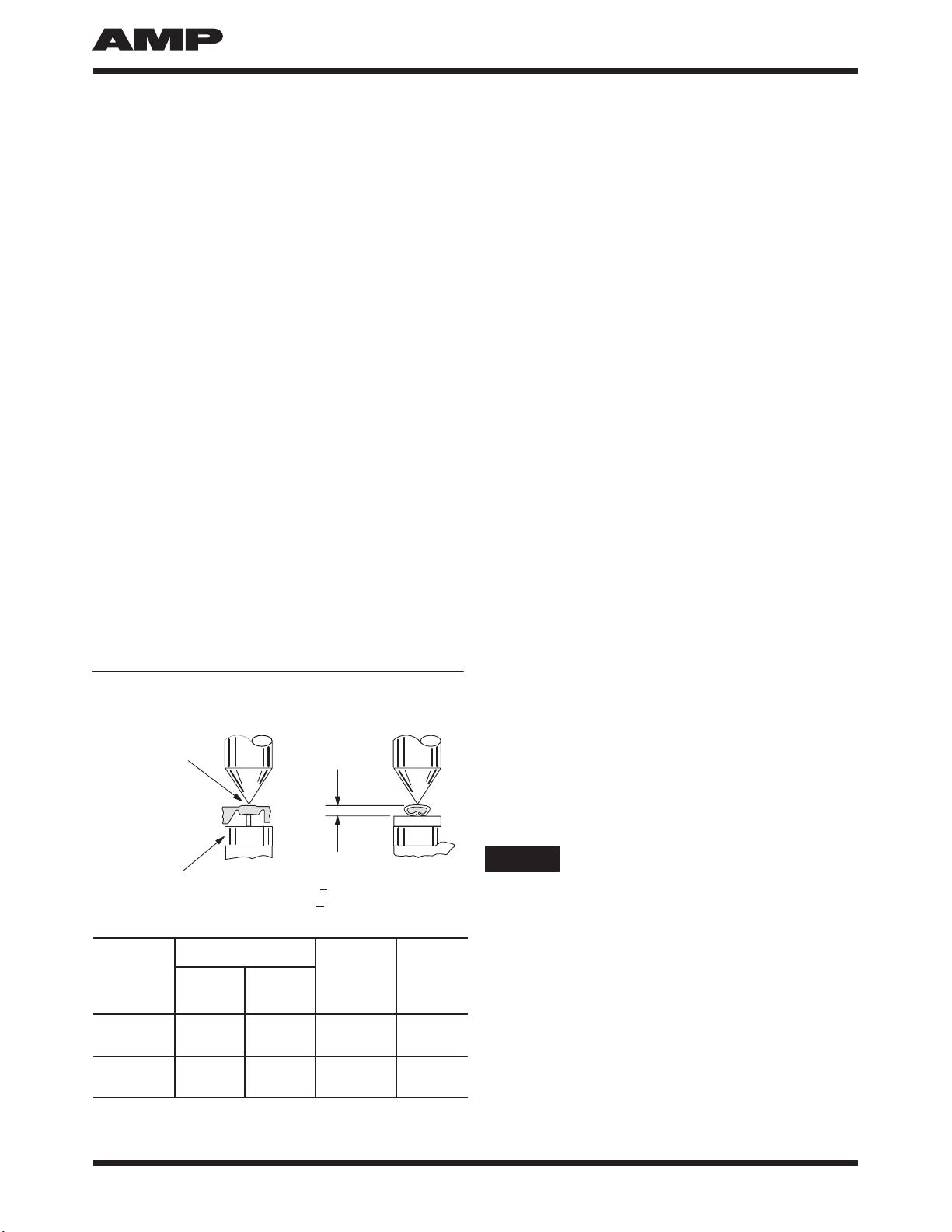
4.4. Crimp Height Inspection
This inspection requires the use of a micrometer with
a modified anvil , as shown in Figure 4. AMP
recommends the use of a modified micrometer (Crimp
Height Comparator RS–1019–5LP) which can be
purchased from:
Shearer Industrial Supply Co.
20 North Penn Street
York, PA 17401–1014
VALCO
1410 Stonewood Drive
Bethlehem, PA 18017–3527
or
1. Refer to the table in Figure 4 and select wire
(maximum size) for each crimp section listed in the
chart.
2. Refer to Section 3, CRIMPING PROCEDURE,
and crimp the contact accordingly.
3. Using a crimp height comparator, measure the
wire barrel crimp height as shown in Figure 4. If the
crimp height conforms to that shown in the chart,
the tool is considered dimensionally correct. If not,
return the tool to AMP for evaluation and repair
(see Section 5, REPLACEMENT AND REPAIR).
For additional information concerning the use of the
crimp height comparator, refer to AMP instruction
sheet 408–7424.
Modified
Anvil
“A”
+.066
[+.0026]
PositionPoint
on Center of
WireBarrel
OppositeSeam
T
IN
L
WIRE (MAX) C
I
C
I
NU
(STRIP) SIZE
(AWG) INSUL
DIA
S
CTI
N
LETTER
MARKING
IG
T
DIM.
“A”
60295 18 2.54
[.100] A1.06
[.0416]
60413 18 3.18
[.125] B1.06
[.0416]
Figure 4
4.5. CERTI–CRIMP Ratchet Inspection
The CERTI–CRIMP ratchet feature on the hand tool
should be checked to ensure it does not release
prematurely, allowing the crimping dies to open before
they have fully bottomed. Obtain a 0.025–mm
[.001–in.] shim that is suitable for checking the
clearance between the bottoming surfaces of the
crimping dies. Proceed as follows:
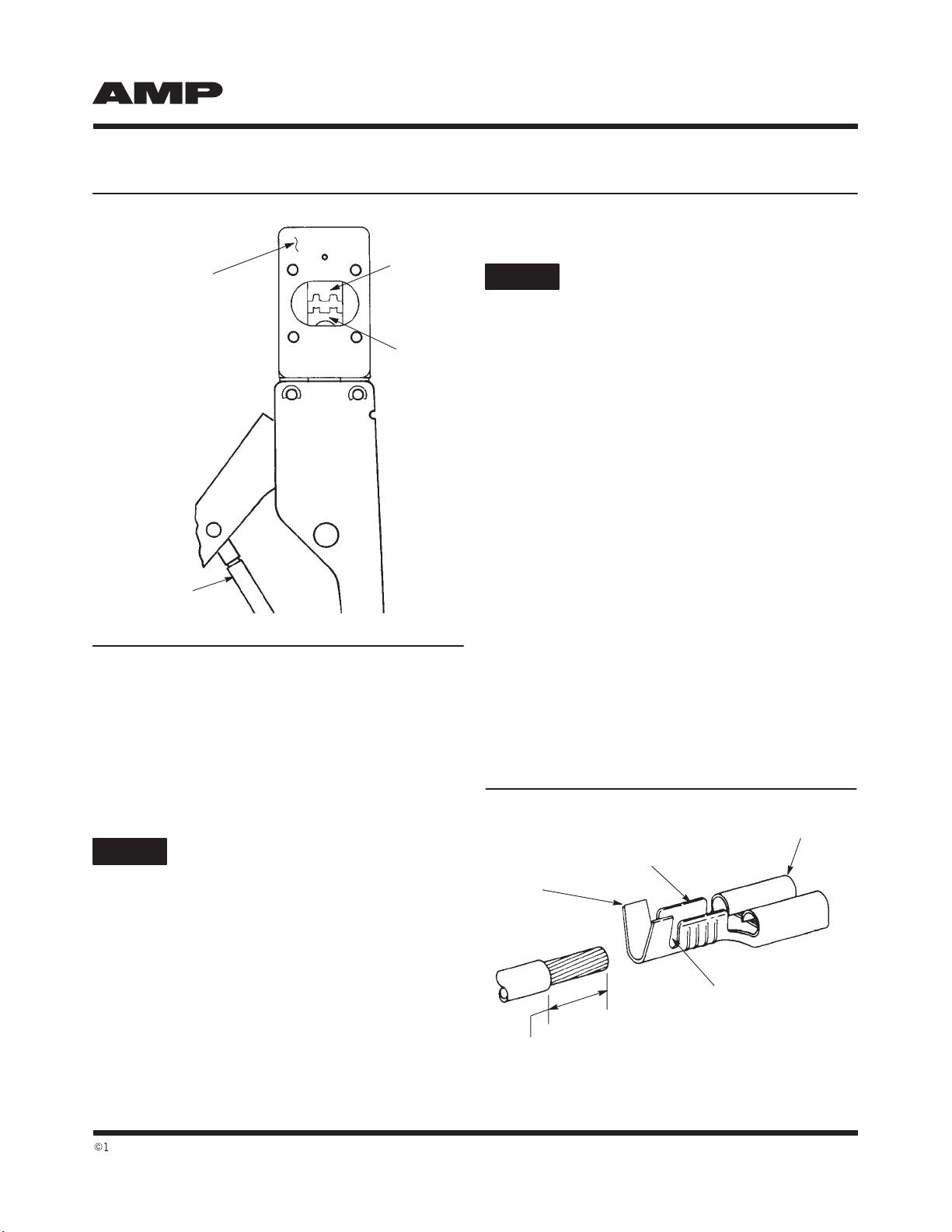
1. Select the maximum size wire and strip it
according to the dimensions listed in Figure 2.
2. Select the appropriate crimp section. See
Figure 2.
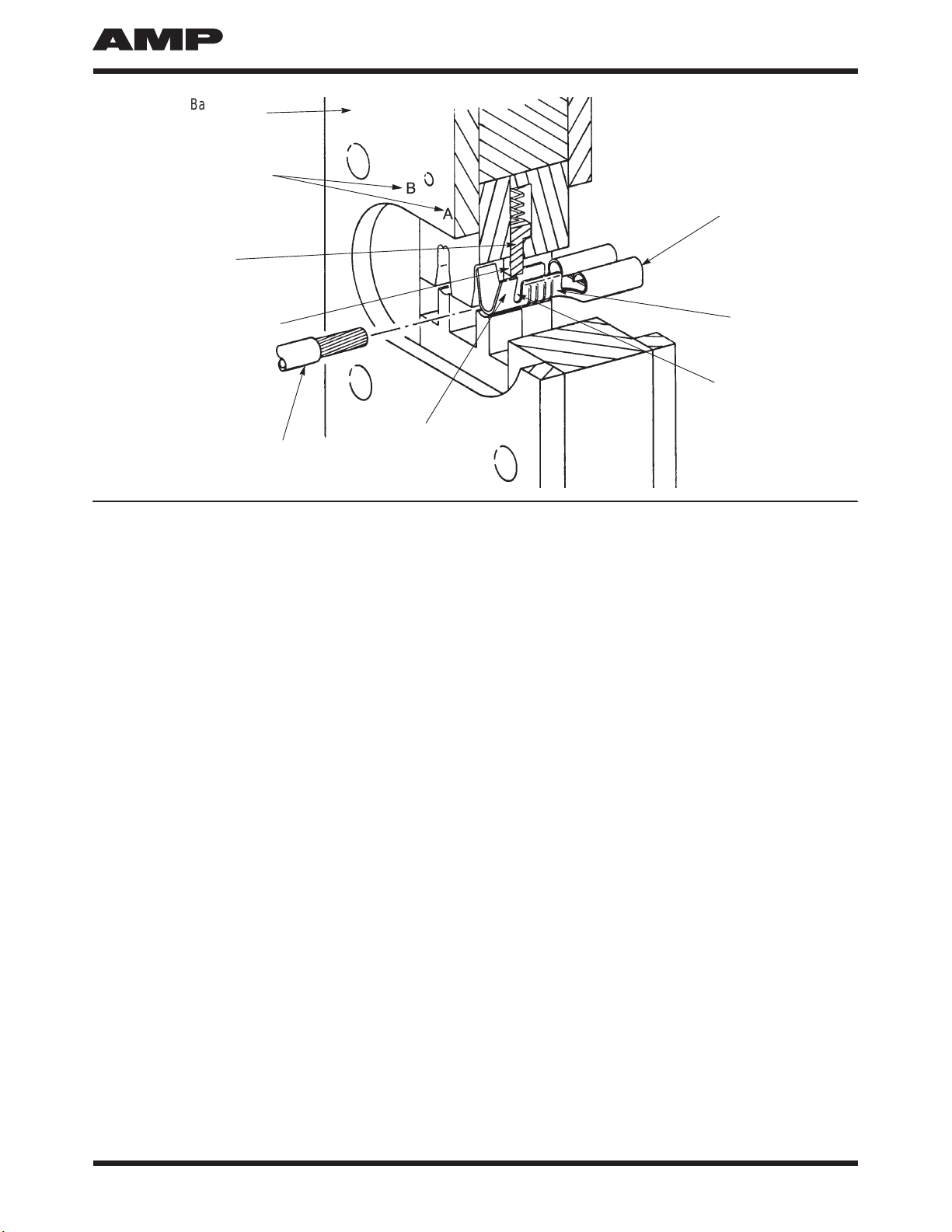
3. Position contact and wire between the crimping
dies, as described in Section 3, CRIMPING
PROCEDURE.
4. Hold wire in place and squeeze tool handles
together until the CERTI–CRIMP ratchet releases.
Hold tool handles in this position, maintaining just
enough tension on the handles to keep the dies
closed.
5. Check the clearance between the bottoming
surfaces of the crimping dies. If the clearance is
0.025 mm [.001 in.] or less, the ratchet is
satisfactory. If clearance exceeds 0.025 mm
[.001 in.], the ratchet is out of adjustment and must
be repaired. See Section 5, REPLACEMENT AND
REPAIR.
5. REPLACEMENT AND REPAIR
Replacement parts are listed in Figure 5. Parts other
than those listed in Figure 5 should be replaced by
AMP to ensure quality and reliability of the tool.
Do NOT remove the retaining pins or permanent
damage will result to the tool.
Order replacement parts through your AMP
representative, or call 1–800–526–5142, or send a
facsimile of your purchase order to 1–717–986–7605,
or write to:
CUSTOMER SERVICE (38–35)
AMP INCORPORATED
P.O. BOX 3608
HARRISBURG, PA 17105–3608
Tools may be returned to AMP for evaluation and
repair. For tool repair service, contact an AMP
representative at 1–800–526–5136.
CAUTION