Turning the screw clockwise will lower the console. Turning the screw counter-clockwise will raise
the console.
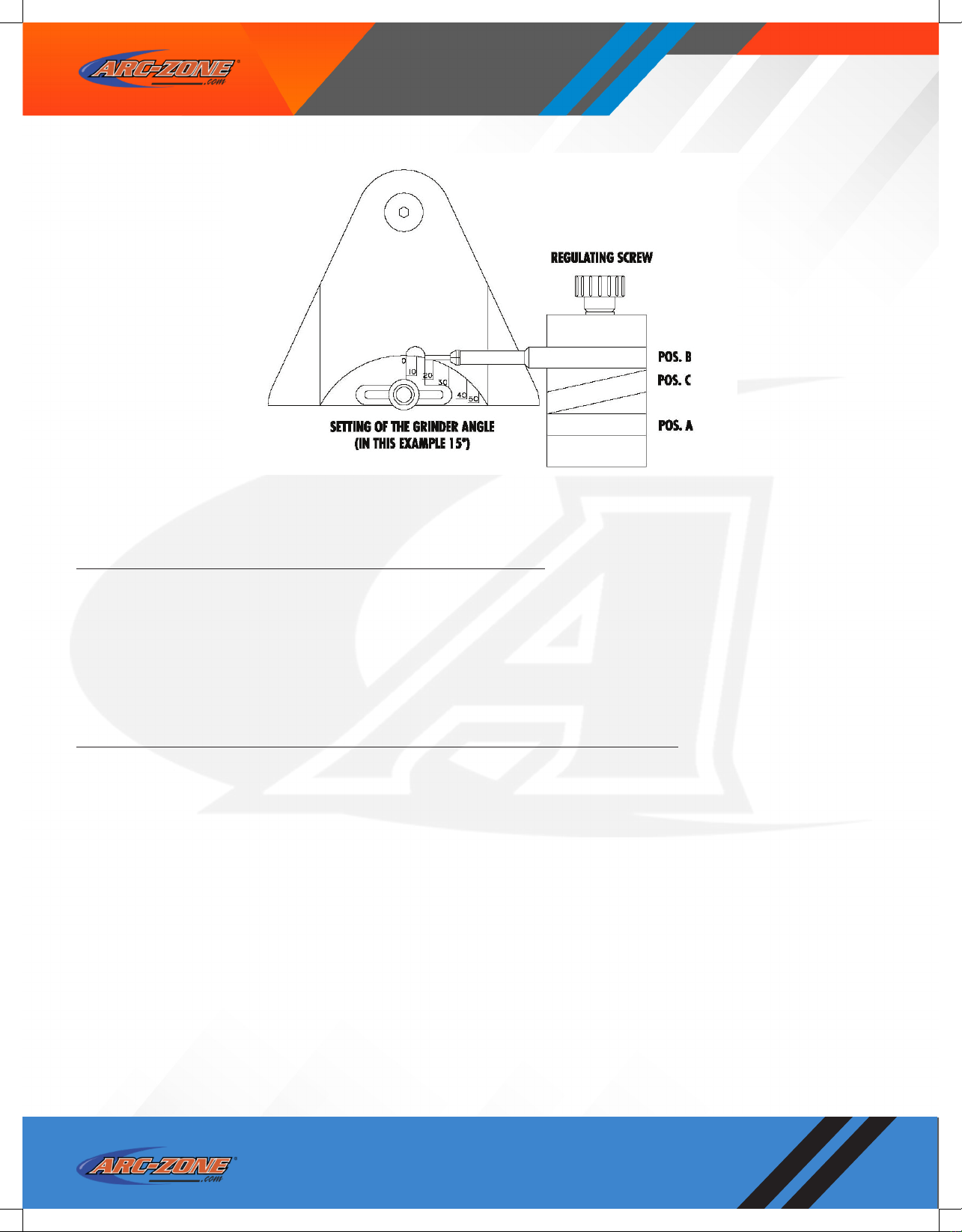
GRINDING THE TUNGSTEN ELECTRODE
With the power switch is in the OFF position plug in the grinder. Move the power switch to the
ON position. Remove the electrode holder assembly, with the electrode tightened in place from
position “B” and insert it into position “A” (see Fig. 3).
While rotating the holder, use light pressure to feed the electrode into the grinding chamber so
that it contacts the grinding wheel. Continue to rotate the holder using light pressure against the
grinding wheel until the grinding operation is complete. This is indicated by the shoulder on the
electrode holder (or spacer piece) contacting the console.
When the grinding operation is complete, remove the holder and electrode from the machine with
a slight rotating motion. This will remove any excess grinding uid from the electrode.
Maintenance
MAINTAINING THE GRINDING FLUID
The Neutra LTG should always be lled with sufcient grinding uid. This ensures optimum dust
collection and adequate cooling of the diamond wheel. The correct level is between the MIN and
MAX indicators on the inspection cover frame #9. Check the uid level regularly and top up as
necessary. Only the original type grinding uid will ensure maximum grind quality and wheel life.
Periodically, the grinding uid should be drained off into a suitable, sealed container, through hose
#26 (Fig. 1) (it may be necessary to rotate the grinder onto its side to remove all of the uid). If
your grinder is equipped with the optional reservoir, remove and clean reservoir after draining uid
from main chamber. Rell reservoir with new grinding uid and install. Rell the grind chamber to
the MAX indicator line.
CAUTION: When performing this procedure tag the grinder so that it will
not be operated without uid!
Contaminated uid should be placed in a suitable container and disposed of according to the
standards set by your local authorities.
CLEANING THE GRINDING CHAMBER
After approximately 6 to 10 hours of operation the grinding chamber should be cleaned. Personnel
performing this operation should wear the necessary protective equipment.
Drain all grinding uid through hose #26 (Fig. 1) into a suitable container and dispose of properly
(it will be necessary to rotate the grinder onto its side to remove all of the uid). Remove screws
#38 (Fig. 1) , inspection cover frame #9 (Fig. 2) and plastic inspection cover #7 (Fig. 2). Clean
out the grinding chamber and rinse with clean grinding uid. If your grinder is equipped with the
optional reservoir, remove and clean the reservoir bottle. Rell with grinding uid and install.
Retain all grinding residue and uid in a suitable container and dispose of according to the standards
set by your local authorities.
Replace the inspection cover assembly and ll the grinding chamber to the proper level with uid.
Arc-Zone.com, Inc. • 1331 Specialty Dr • Vista, CA 92081 • Tel. 1.760.931.1500