5 / 12
t
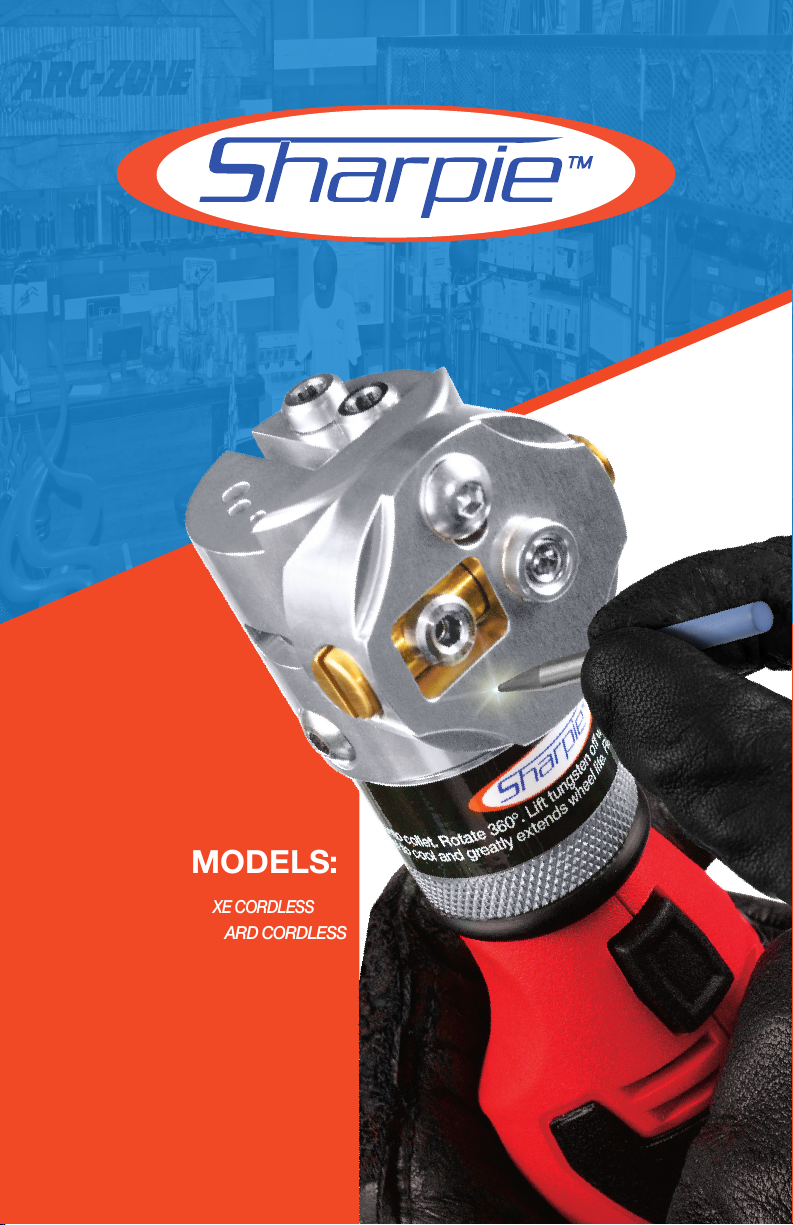
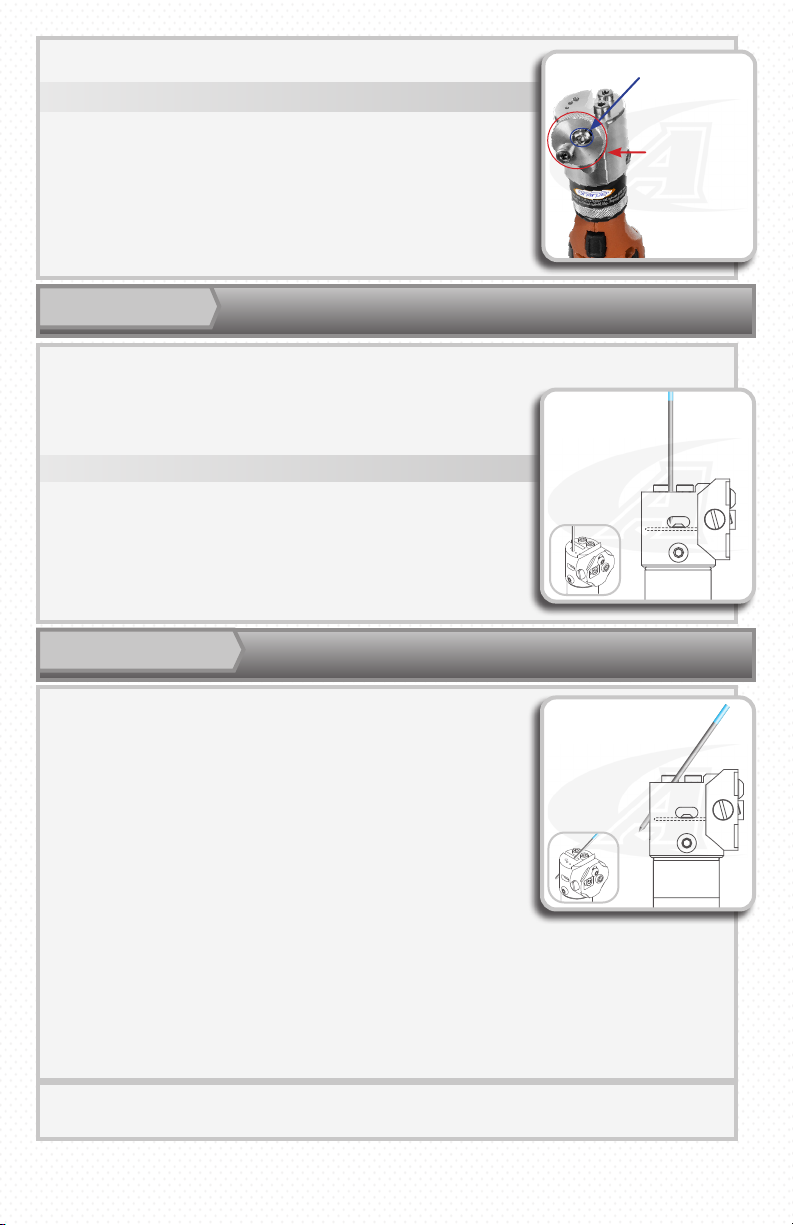
Grinding a Tip Flat
Electrodes with tip ats deliver improved arc characteristics, longer tip life, improved
arc starting, and reduced tungsten contamination
FIGURE-4
The grinder is equipped with four holes: 040” (10mm), 1/16”
(16mm), 3/32” (24mm) and 1/8” (32mm) in the top housing to
produce a tip at on the end of the tungsten electrode
To Produce a Tip Flat:
Insert the tungsten into the correct size hole in the top of the
housing (
SEEFIGURE-4
)
Gently press the tungsten into the diamond wheel and rotate
for one 360º rotation while exerting pressure so the tungsten
touches the wheel Remove electrode and check for desired tip
at Repeat as needed
t
Cutting the Tungsten
Gently press electrode until it contacts the grinding wheel
rotating it to form a groove completely around the tungsten
While you can cut the electrode in half from one side it will cause excessive wheel wear and
shorten wheel life Instead, cut a groove around the electrode approximately half the thickness
of the material Turn unit o, insert electode into the appropriate size collet and gently snap the
tungsten in two Done properly, this procedure won’t splinter or damage the integrity of the
electrode material
Note: Take care when cutting electrodes so as not to bind the tungsten by wedging it
between the wheel and the machine housing
FIGURE-5
The grinder is equipped with a slot for cutting tungsten to length
or for cutting o contaminated portions
Note: To ensure the highest-quality welds, cut contaminated
portions of the electrode prior to sharpening so as not to
contaminate the diamond wheel
Place electrode in the angle slot so the desired portion of the
tungsten to be cut lines up with the edge of the diamond wheel
(
SEEFIGURE-5
)
Note: Reset grind angle after adjusting the contact point to an
unused surface of the grinding wheel
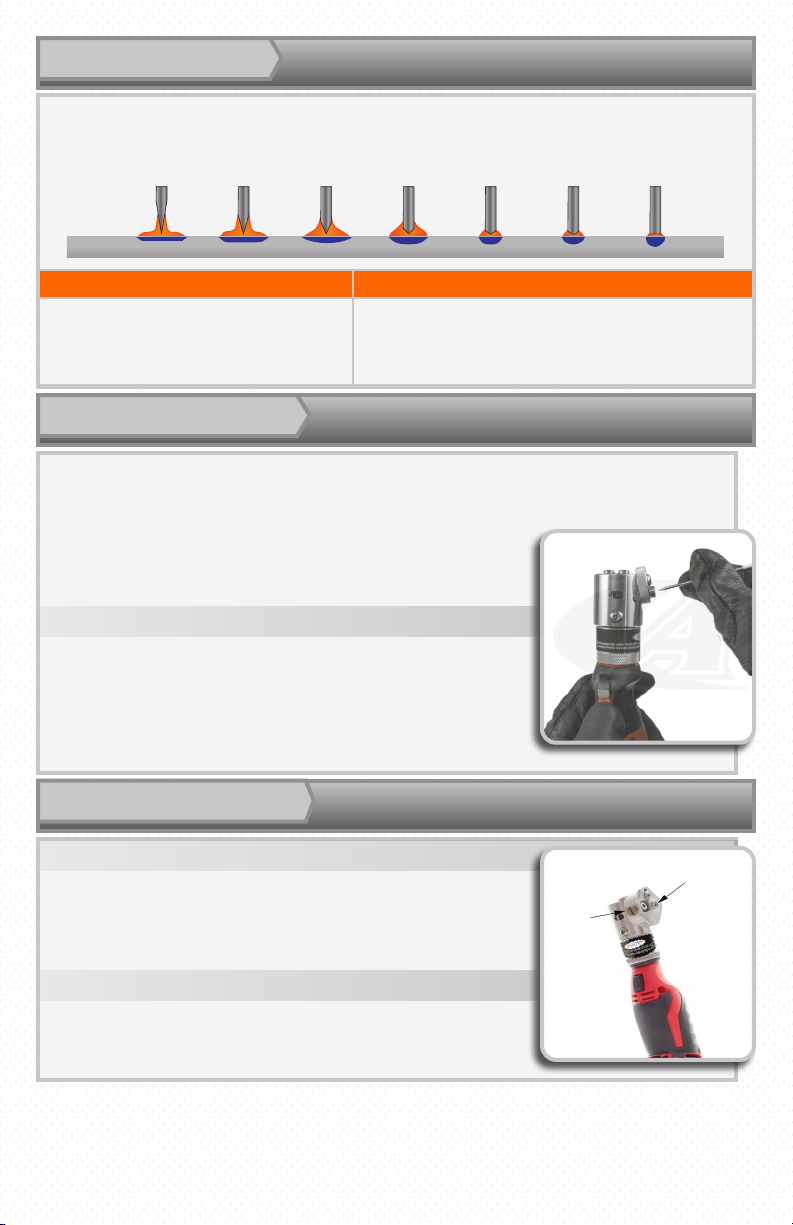
For A Long Taper
Loosen the collet disc screw and lower the collet disc so the point
of entry of the tungsten is closer to the diamond wheel
(
SEEFIGURE-3
)
Note that the lower the disc, the longer the point Conversely,
the higher the disc, the shorter the angle
Note: For a longer angle taper, the tungsten must contact the
outer most diameter of the wheel because a longer taper requires
more contact with the grinding surface
FIGURE-3
2-Lower and
rotate the
collet disc
to change
the contact
point on the
grinding wheel.
1-Loosen set
screw to rotate
the collet disc