WEL2600
6
I – Attacco centralizzato LATO A
Vi si connette la torcia di saldatura.
J – Commutatore
Seleziona il lato machina.
Col commutatore in posizione A si attiva il LATO A della
macchina.
•Si salda con la torcia collegata nell’ attacco centralizzato
LATO A (I).
•Si alimenta il gas di saldatura con la bombola collegata nel
raccordo gas LATO A (U).
Col commutatore in posizione B si attiva il LATO B della
macchina.
•Si salda con la torcia collegata nell’ attacco centralizzato
LATO B (P).
•Si alimenta il gas di saldatura con la bombola collegata nel
raccordo gas LATO B (S).
K- Display.
Utilizzando il programma manuale 00 lo strumento visualizza,
prima di saldare, la velocità del filo in metri al minuto e in
saldatura la corrente. Utilizzando i programmi sinergici visualizza
sempre la corrente.
Come descritto nei paragrafi precedenti, sullo strumento è
possibile visualizzare, prima di iniziare a saldare: il programma
in uso, il tempo di puntatura, il tempo di pausa, il tempo di Burn-
Back, lo spessore consigliato, la funzione di accostaggio, la
funzione di velocità impostata sul motore della torcia WEL3105 e
il tempo di post gas.
L’ultimo programma utilizzato e le impostazioni ad esso relative
vengono memorizzate e visualizzate sul display Ksia quando
viene commutato il modo di saldatura dal lato A al lato B e sia
quando la macchina viene disalimentata.
L e M- Tasti.
• Quando il LED Aè acceso il display Kindica il numero di
programma selezionato dai 2 tasti, finita la selezione il LED
rimane acceso per altri 5 secondi e poi si spegne.
• Quando il LED Bè acceso il display Kindica il tempo
selezionato dai 2 tasti, finita la selezione il LED rimane acceso
per altri 5 secondi e poi si spegne.
• Quando il LED Cè acceso il display Kindica il tempo
selezionato dai 2 tasti, finita la selezione il LED rimane acceso
per altri 5 secondi e poi si spegne.
• Quando il LED Dè acceso il display Kindica il tempo
selezionato dai 2 tasti, finita la selezione il LED rimane acceso
per altri 5 secondi e poi si spegne.
• Quando i LED A, B, C, D sono spenti e siamo all’interno di un
qualsiasi programma sinergico, premendo uno dei 2 tasti, il
display Kindica alternativamente la corrente impostata o lo
spessore in millimetri consigliato.
Agendo sul commutatore Qsi potrà vedere sul display K
l’aumento o la diminuzione istantanea del valore selezionato,
questa funzione è utile quando, preventivamente, si vuole
sapere a quale corrente o spessore vogliamo iniziare la
saldatura.
• Premendo contemporaneamente i 2 tasti per almeno 5
secondi entriamo nel sotto menù, dove troviamo 3 funzioni,
selezionabili tramite il tasto E:
1 – Accostaggio ( velocità ).
Modifica la velocità del filo rispetto a quella impostata,
questa rimane attiva per un tempo regolato dalla funzione di
accostaggio ( tempo ).
La velocità può essere variata tramite i 2 tasti Le Mda un
10% ad un massimo del 150% della velocità di saldatura
impostata. Questa funzione, abbinata alla funzione di
accostaggio (tempo) serve per migliorare l’accensione
dell’arco. Il valore indicato sul display Kè preceduto dalla
lettera (A).
2 – Velocità impostata sul motore della torcia WEL3105
Agendo sui 2 tasti Le Mla velocità del WEL3105 varia da –
9 a + 9 rispetto al valore impostato. Questa funzione
permette di ottimizzare l’avanzamento del filo, mettendo in
passo il motore trainafilo della saldatrice con quello della
torcia WEL3105. Il valore indicato sul display Kè preceduto
dalla lettera (H).
3 – Post gas.
Mediante i 2 tasti Le M si può variare da 0 a 5 secondi
l’uscita del gas alla fine della saldatura. Questa funzione è
particolarmente utile saldando acciaio inossidabile e
alluminio. Il valore indicato sul display Kè preceduto dalla
lettera (P).
4 – Accostaggio (tempo).
Regola il tempo in cui rimane attiva la velocità di
accostaggio. Questa funzione, abbinata alla funzione di
accostaggio (velocità) serve per migliorare l’accensione
dell’arco.
Mediante i 2 tasti L – M il tempo di accostaggio può variare
da 0 a 1 secondo.
Il valore indicato sul display Kè preceduto dalla lettera (D).
5 – Modo manuale 2 tempi e modo automatico 4 tempi.
Agendo sui 2 tasti L – M si sceglie il modo 2 tempi oppure 4
tempi.
Se la saldatrice è sul modo manuale 2 tempi, si inizia a
saldare quando si preme il pulsante e si interrompe quando
lo si rilascia.
Se la saldatrice è sul modo automatico 4 tempi, per iniziare
la saldatura premere il pulsante torcia; una volta iniziato il
procedimento, il pulsante può essere rilasciato.
Per interrompere la saldatura premere e rilasciare
nuovamente. Questo modo è adatto a saldature di lunga
durata, dove la pressione sul pulsante della torcia può
affaticare il saldatore. Il valore indicato sul display Kè
preceduto dai simboli (2t e 4t).
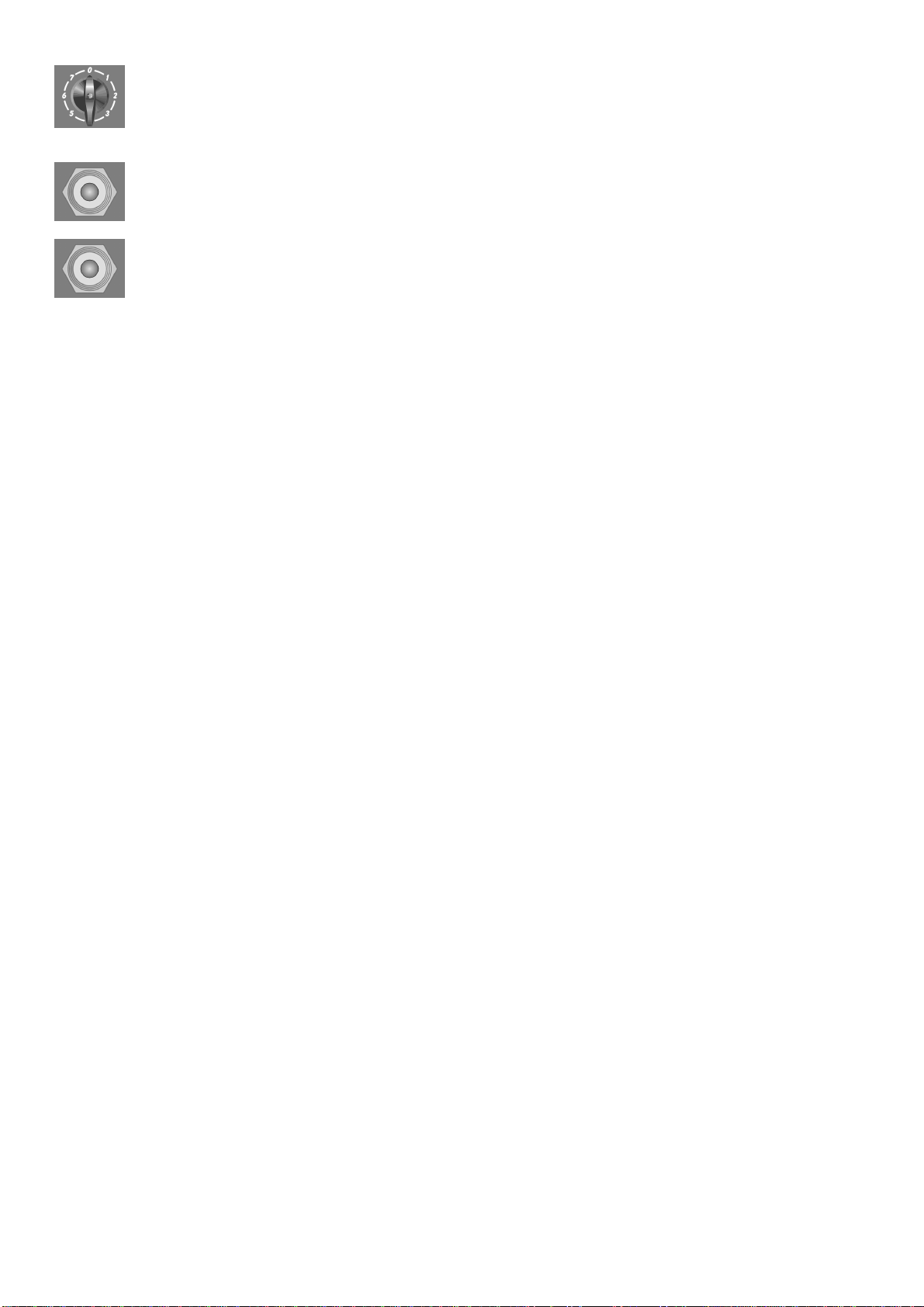
N – Manopola di regolazione.
Regola la velocità del filo, ed è attiva solo quando si utilizza la
torcia di saldatura standard e non la torcia WEL3105. Quando si
utilizza il programma 00, varia la velocità del filo di saldatura da
0 a 20 metri/minuto.
Quando si utilizza un qualsiasi programma sinergico l’indice
della manopola deve essere posto sulla scritta SYNERGIC.
Scegliendo un programma sinergico, il display Kindica la
corrente impostata dal programma scelto. Questa corrente
corrisponde ad una velocità, se si vuole correggerla è sufficiente,
ruotare la manopola in senso orario, per aumentarla oppure,
ruotarla in senso antiorario, per diminuirla. Sul display Ki
cambiamenti di velocità di filo vengono sempre indicati da una
corrente.
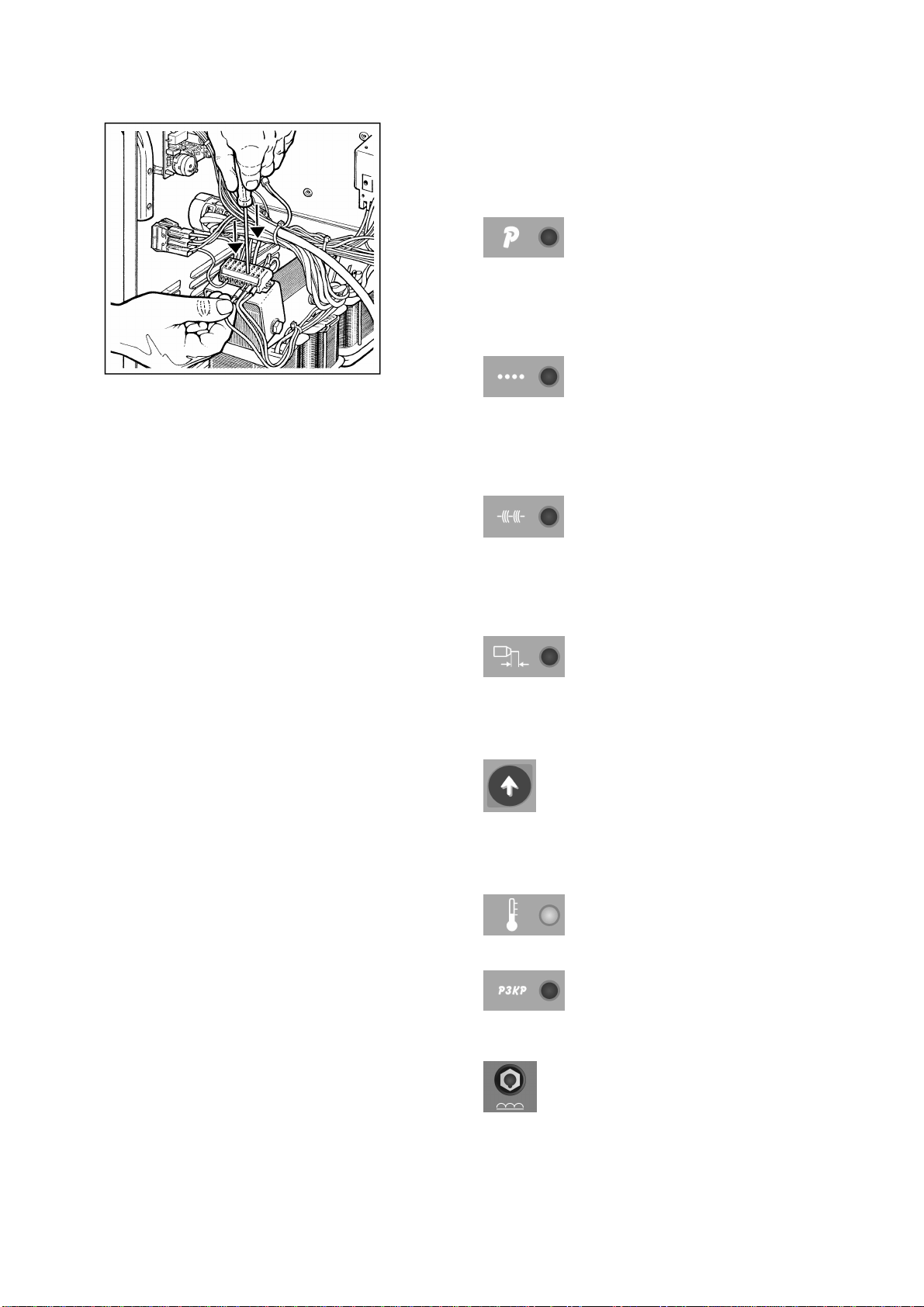
O – Connettore 10 poli.
A questo connettore deve essere collegato il connettore volante
da 10 poli della torcia WEL3105.
P – Attacco centralizzato LATO B
Vi si connette la torcia di saldatura.
Questo attacco può utilizzare anche la torcia tipo WEL3105.