container. If possible, these cylinders should be refitted
so the incoming liquid enters the vapor section of the
cylinder. If refitting is impossible or impractical, rock the
cylinder as it is being filled so that liquid will splash up into
the vapor section. This will help keep the cylinder filling
pressure down to a reasonable limit. A properly fitted
cylinder and filling manifold will permit filling a cylinder at
no more than 50 to 60 psi differential pressure. When the
pump is new, it is recommended to record the flow rate,
discharge pressure, and suction pressure.
2.2 Pumping From
Underground Tanks
Pumping boiling liquids, like LPG and other liquefied
gases, offers a unique set of challenges for underground
tank installations. When the piping system is designed
to function with a pump, Coro-Flo pumps offer superior
performance in these applications. Liquefied gases are
stored at exactly their boiling points. Any increase in
temperature, as well as any decrease in pressure, cause the
product to boil and form vapor. To minimize the amount of
vapor formation at the pump’s suction, properly designed
suction piping is critical. For boiling liquids, the net positive
suction head available (NPSHA) of an installation is reduced
to the height of the liquid level above the pump minus the
frictional losses. With an underground tank where the pump
is located above the liquid level, the net static suction head
becomes the net suction lift, which is negative not positive.
This means the installation NPSHA is always negative so
the pump will always have vapor in the liquid stream.
Coro-Flo regenerative turbine pumps are designed to
handle some vapor without the damaging effects of
cavitation. They are designed with a free floating impeller
that helps minimize wear and noise in this type of
application. When properly installed, Coro-Flo pumps
provide excellent service in underground tank applications.
Design Criteria for Underground Applications
• Minimize frictional losses:
— Pump should be as close as possible to the tank’s
liquid outlet connection.
— Use a minimal number of fittings and elbows.
— No strainer is necessary since the tank itself acts
as a gravity collector.
— Use full-port ball or low restriction valves.
— Use adequate piping sizes and do not go below
the inlet and outlet size of the pump.
• Limit the net static suction lift to approximately 14 feet
(4.3 meters) maximum.
• Use vapor eliminator valves and return to the vapor
space of the tank. A Corken B166 bypass valve has
this feature.
• An excess flow valve should be used in parallel for
additional vapor elimination.
• Always use back-pressure check valves downstream of
the pump.
• Limit the capacity of the pump to a maximum of 1.5%
of the tank’s capacity. For example, with a 1,000 Gal
(3,785 L) tank, limit the capacity of the pump to 15 gpm
(56.8 L/min).
For more details on underground piping systems, see
Appendix H.
Chapter 3—Preventative
Maintenance
Purpose
An effective preventive maintenance program minimizes
downtime and manpower requirements while maximizing
the performance of the equipment.
Scope
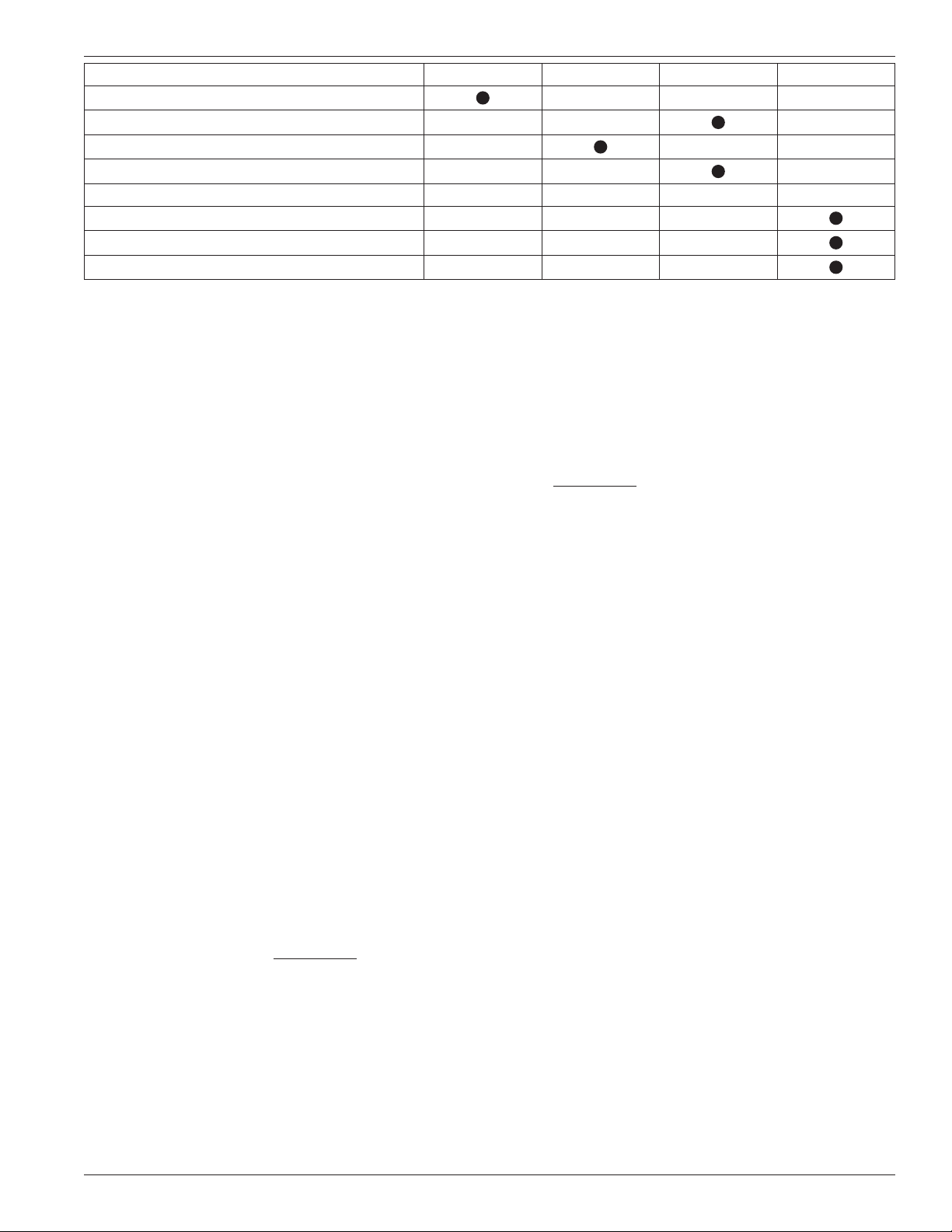
The preventive maintenance chart in figure 3.1 includes
items to be inspected with a recommended time schedule.
These are basic maintenance recommendations so
each company should develop a comprehensive
preventive maintenance schedule based on operational
requirements for the application.
Only a properly trained technician that follows all of the
applicable safety procedures should perform maintenance.
Procedures
Every procedure herein recommended must be performed
in a safe manner utilizing tools and/or equipment free of
hazards. Be certain to follow the safety codes of practice
set by the authorities having jurisdiction. These are
general guidelines and are not intended to cover all the
safety aspects that must be considered and followed
while performing these procedures.
1. Visual inspection:
This includes checking for leaks, corroded areas,
condition of hose, piping and fittings, and any
unsafe conditions which may hinder the safety of the
personnel and/or the facility.
2. Clean inlet strainer screen:
A clogged strainer screen restricts flow causing
vapor to form and leads to cavitation. The presence
of cavitation reduces the pump’s capacity and
accelerates wear on internal parts.
8