W5S-4 L DE
8
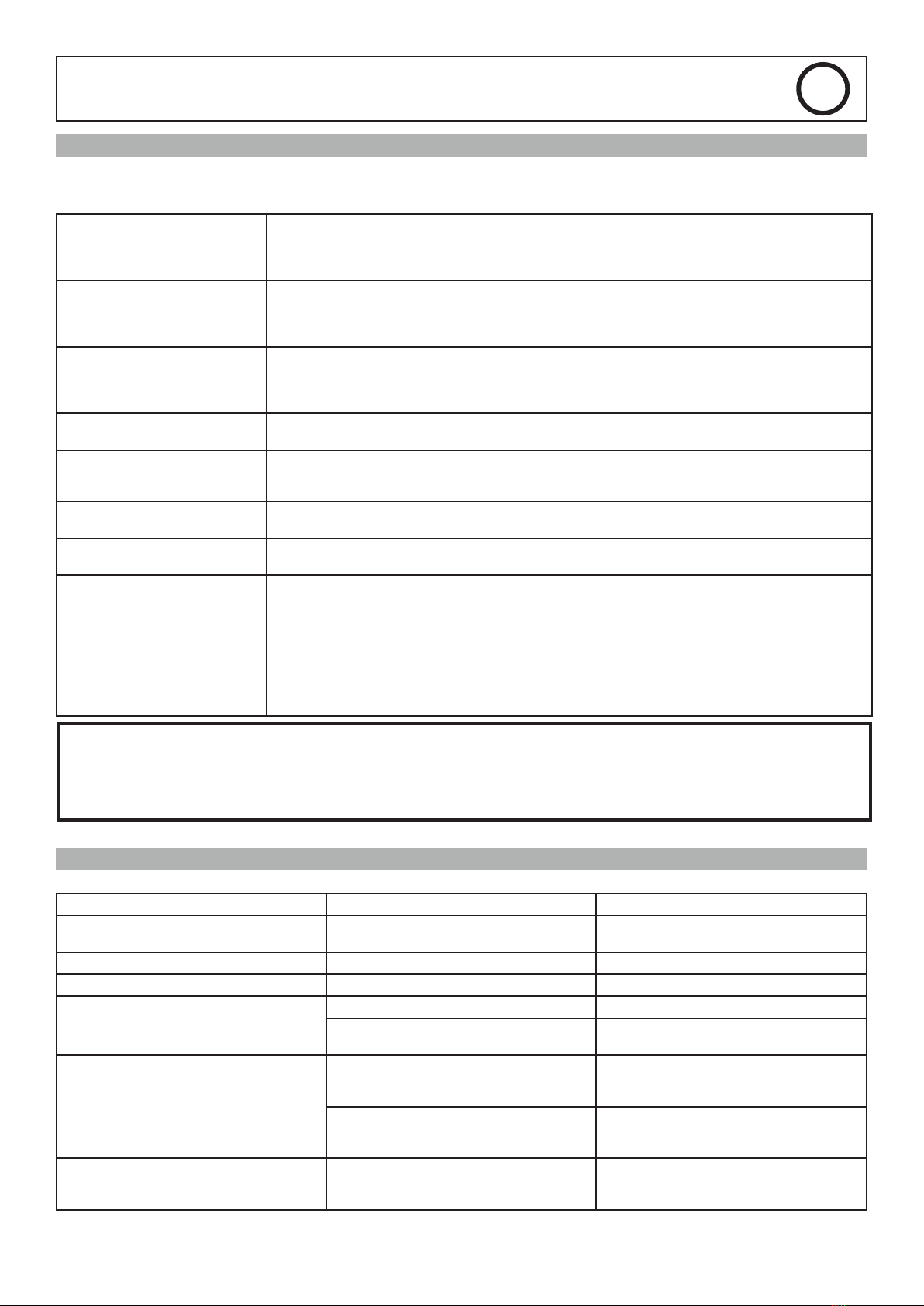
SICHERHEIT
Lichtbogenschweißen kann gefährlich sein und zu schweren – unter Umständen auch tödlichen – Verletzungen
führen. Schützen Sie daher sich selbst und andere.
Beachten Sie unbedingt die folgenden Sicherheitshinweise:
Lichtbogenstrahlung Gesichtshaut und Augen sind durch ausreichend dimensionierte EN 175 konforme Schutzschirme mit Spe-
zialschutzgläsern nach EN 169 / 379 vor der intensiven Ultraviolettstrahlung zu schützen.
Auch in der Nähe des Lichtbogens bendliche Personen oder Helfer müssen auf Gefahren hingewiesen und
mit den nötigen Schutzmitteln ausgerüstet werden.
Umgebung, Feuchtigkeit Benutzen Sie das Gerät nur in sauberer (Grad der Verschmutzung ≤ 3) und gegen Nässeeinwirkung
geschützter Umgebung. Sorgen Sie stets für einen senkrechten und sicheren Stand des Gerätes auf ebenem
Grund und stellen Sie es mindestens einen Meter vom zu verschweißenden Werkstück auf. Nicht bei erhöh-
ter Feuchtigkeit (Regen/Schnee) benutzen.
Stromversorgung Das Gerät darf nur an eine dreiphasige Stromversorgung Vierleiter mit Erdung. Keine Spannungsführenden
Teile berühren. Verwenden Sie niemals einen beschädigten Brenner, da dies zu Schäden an der Maschine
sowie an der Elektrik verursachen kann.
Das Gerät darf nur an einer dafür geeigneten Stromversorgung betrieben werden.
Transport Unterschätzen Sie nicht das Gewicht der Anlage. Bewegen Sie das Gerät nicht über Personen oder Sachen
hinweg und lassen Sie es nicht herunterfallen oder hart aufsetzen.
Verbrennungsgefahr Schützen Sie sich durch geeignete trockene Schweißerkleidung (Schürze, Handschuhe, Kopfbedeckung
sowie feste Schuhe). Tragen Sie auch eine Schutzbrille, wenn Sie Schlacke abklopfen. Schützen Sie andere
durch nicht entzündbare Trennwände. Nicht in den Lichtbogen schauen und ausreichend Distanz halten.
Brandgefahr Entfernen Sie alle entammbaren Produkte vom Schweißplatz und arbeiten Sie nicht in der Nähe von brenn-
baren Stoffen und Gasen.
Schweissrauch Die beim Schweißen entstehenden Gase und der Rauch sind gesundheitsschädlich. Der Arbeitsplatz sollte
daher gut belüftet sein und der entstehende Rauch und die Gase müssen abgesaugt werden.
Weitere Hinweise Führen Sie Schweißarbeiten in folgender Umgebung in Anwesenheit von qualiziertem Rettungs- und/oder
Fachpersonal durch:
- Bereiche mit erhöhten elektrischen Risiken,
- Abgeschlossene Räume,
- In der Umgebung von entammbaren oder explosiven Produkten. Nur mit der Gehnemigung von Fachper-
sonal.
Treffen Sie Vorsichtsmaßnahmen in Übereinstimmung mit „IEC 62081“.
Schweißarbeiten an Gegenständen in größeren Höhen dürfen nur auf professionell aufgebauten Gerüsten
durchgeführt werden.
Personen mit Herzschrittmacher dürfen mit dem Gerät nicht ohne ärtzliche Zustimmung arbeiten! Das
Gerät ist nicht geeignet für
das Auftauen von Leitungen! Achten Sie beim Umgang mit Gasaschen auf sicheren Stand und Schutz
des Flaschenventils!
Beschädigte Flaschen stellen ein Sicherheitsrisiko dar!
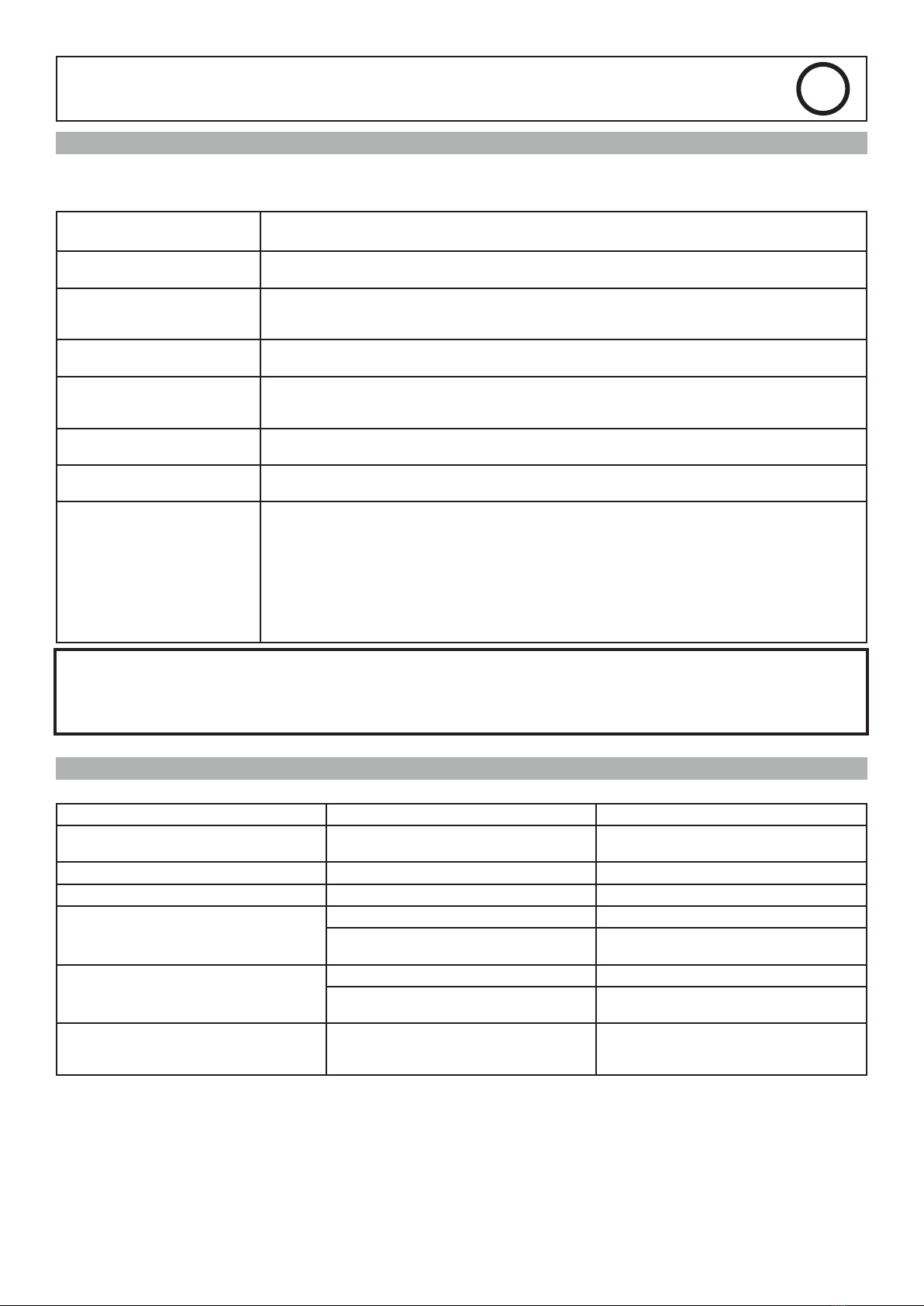
FEHLER, URSACHE, LÖSUNGEN
Fehler Ursache Lösungen
"Beim Schweißstart Funkenbildung
zwischen Kontaktdüse und Schweißdraht"
Antriebsrollen sind mit Metallpartikeln
verunreinigt.
Drahtvorschubkoffer und Antriebsrollen mit
Pressluft reinigen
Keine Lichtbogenzündung Kein Gasuss Gasventil öffnen
Keine Lichtbogenzündung Kein Gasuss Leere Gasasche
Brenner überhitzt. Unzureichender Kühlmittelstand Füllstand überprüfen und Tank ggf. auffüllen.
Kühlsystempumpe läuft nicht. "Pumpe mittels entsprechendem Schalter am
Drahtvorschubkoffer einschalten"
"Drahtvorschubgeschwindigkeit nicht
konstant"
Draht rutscht im Antrieb durch. "Rollenanpressdruck prüfen.
Drahtführungsschlauch des Brenners
verstopft; erneuern."
"Verbogener Brennerhals: Eingeschränkter/
kein
Drahtaustritt"
Brenner überprüfen; ggf. austauschen
"Drahtvorschubpotentiometer funktioniert
nicht"
"Einstellung der Drahtvorschubgeschwindigkeit
am
Drahtvorschubkoffer ist deaktiviert."
Nehmen Sie die Einstellung entsprechend der
Betriebsanleitung der450 WS, 450 GR und 350
GR vor.