INE SKYLINE ALU4000 User manual

Testo originale in ITALIANO
Leggere con la massima attenzione
prima di inserire la saldatrice alla
rete e di iniziare a saldare.
R e a d v e r y c a r e f u l l y b e f o re
connecting the machine to the
power and starting welding.
Leer con la máxima atención antes
de conectar el equipo a la red y
empezar a soldar.
Lire avec le maximum d’attention
avant de brancher le générateur au
réseau et de commencer à souder.
Lesen sie mit einem maximum an
aufmerksamkeit, bevor sie die
schweißmaschine an das netz
anschließen.
SKYLINE
ALU4000
10-2017

Il presente manuale è parte integrante della macchina o di accessori ad essa collegati e deve
sempre seguire la macchina. E’ cura dell’utilizzatore o di chi per esso mantenerlo integro e in buone
condizioni.
La INE SpA si riserva di apportare modifiche ai prodotti in qualsiasi momento senza preavviso.
This manual is an integral part of the machine and accessories and must be kept together with the
machine. The user is responsible for keeping it in good condition ready for consultation.
INE SpA reserves the right to make changes to its products at any time without obligation for prior
notice.
Le présent manuel fait partie intégrante de la machine ou des accessoires qui y sont reliés et doit
toujours suivre la machine. L’utilisateur doit le maintenir intégral et en bonne condition.
INE SpA se réserve le droit d’apporter des modifications aux produits à tout moment sans préavis.
Dieses Handbuch ist Bestandteil der Maschine oder ihrer Zubehörteile und muss stets zusammen
aufbewahrt werden. Der Anwender oder seine Mitarbeiter müssen es stets vollständig und in gutem
Zustand aufbewahren. Die Firma INE SpA behält sich das Recht vor, jederzeit und ohne
Vorankündigung Änderungen anzubringen.
El presente manual es parte integrante de la máquina o de los accesorios conectados a ella y
siempre debe acompañarla. Será responsabilidad del usuario o de quien se ocupe de ello,
mantenerlo íntegro y en buen estado. La INE SpA se reserva la posibilidad de introducir
modificaciones al producto en cualquier momento, sin aviso previo.

ITALIANO
1Generalità ...................2
2Regole generali .................2
3Condizioni ambientali ...............2
4Significato dei simboli ...............2
5Prevenzione da rischi di natura elettrica .........3
6Prevenzione da raggi ultravioletti, fumi e incendi ......3
7Manutenzione..................4
8Compatibilità elettromagnetica (EMC) ..........4
9Saldatura MMA: procedimenti e dati tecnici ........5
10 Saldatura TIG: procedimenti e dati tecnici.........6
11 Sollevamento: indicazioni e precauzioni .........8
12 Installazione e predisposizione per il funzionamento .....8
13 Impostazioni tramite interfaccia del generatore .......9
13.1 Impostazioni per la saldatura ad elettrodo (MMA) ......10
13.2 Impostazioni per la saldatura TIG ...........11
13.3 Gestione programmi................14
13.4 Selezione veloce dei programmi (JOB MODE) .......15
13.5 Comandi a distanza e torce speciali ..........15
14 Impostazioni generali ...............15
14.1 Impostazione livello utente .............15
14.2 Impostazione della lingua ..............16
14.3 Gestione gruppo di raffreddamento ...........16
15 Setup avanzato .................16
16 Descrizione intervento allarmi ............17
17 Possibili anomalie dell’impianto di saldatura ........17
18 Possibili difetti di saldatura .............82
19 Parti di ricambio generatore SKYLINE ALU 4000 ......85
20 Ricambi carrello portageneratore PR8 (cod.PFCS1000160) ...86
21 Schema elettrico .................87
22 Dati tecnici ...................88
ENGLISH
1Introduction ..................18
2General rules ..................18
3Ambient conditions ................18
4Meaning of the symbols ..............18
5Prevention against electric shocks ...........19
6Prevention against UV rays, fumes and fires ........19
7Maintenance ..................20
8Electromagnetic compatibility (EMC) ..........20
9MMA welding procedure and technical data ........21
10 TIG welding: procedures and technical data ........22
11 Lifting: indications and precautions ...........24
12 Set-up ....................24
13 Settings through generator interface ..........25
13.1 Settings for MMA welding ..............26
13.2 Settings for TIG welding ..............27
13.3 Program management ...............30
13.4 Quick selection of programs (JOB MODE) ........31
13.5 Remote controls and special torches ..........31
14 General settings .................31
14.1 Setting user level.................31
14.2 Setting the language ...............32
14.3 Management of cooling unit .............32
15 Advanced set-up .................32
16 Description of alarms ...............33
17 Troubleshooting .................33
18 Possible welding faults ...............82
19 Spare parts for SKYLINE ALU 4000 generator .......85
20 Spare parts for PR8 generator trolley (P/N PFCS1000160) ...86
21 Electric diagram .................87
22 Technical data .................88
ESPAÑOL
1Generalidades .................34
2Reglas generales ................34
3Condiciones ambientales ..............34
4Significado de los símbolos .............34
5Prevención de riesgos de origen eléctrico.........35
6Prevención de rayos ultravioletas, humos e incendios.....35
7Mantenimiento .................36
8Compatibilidad electromagnética (EMC) .........36
9Soldadura MMA: procedimientos y datos técnicos ......37
10 Soldadura TIG: procedimientos y datos técnicos ......38
11 Levantamiento: indicaciones y precauciones........40
12 Instalación y preparación para el funcionamiento ......40
13 Configuración mediante interfaz del generador .......41
13.1 Configuración para la soldadura de electrodo (MMA) .....42
13.2 Configuración para la soldadura TIG ..........43
13.3 Gestión de programas ...............46
13.4 Selección rápida de los programas (JOB MODE) ......47
13.5 Mandos a distancia y sopletes especiales ........47
14 Configuración general ...............47
14.1 Configuración nivel usuario .............47
14.2 Configuración del idioma ..............48
14.3 Gestión del grupo de enfriamiento ...........48
15 Configuración avanzada ..............48
16 Descripción intervención alarmas ...........49
17 Anomalías posibles en el equipo de soldadura .......49
18 Posibles defectos de soldadura ............82
19 Repuestos generador SKYLINE ALU 4000 ........85
20 Repuestos portagenerador PR8 (cod.PFCS1000160) .....86
21 Diagramas eléctricos ...............87
22 Caracteristicas tecnicas ..............88
FRANÇAIS
1Généralités ..................50
2Règles générales ................50
3Conditions environnementales ............50
4Signification des symboles .............50
5Prévention contre les risques de nature électrique ......51
6Prévention contre les rayons ultraviolets, les fumées et les incendies51
7Maintenance ..................52
8Compatibilité électromagnétique............52
9Soudage MMA: procédés et spécifications techniques ....53
10 Soudage TIG: procédés et spécifications techniques .....54
11 Levage: indications et précautions ...........56
12 Installation et prédisposition pour le fonctionnement .....56
13 Réglages depuis l’interface du générateur ........57
13.1 Réglages pour le soudage à électrode (MMA) .......58
13.2 Réglages pour le soudage TIG ............59
13.3 Gestion des programmes ..............62
13.4 Sélection rapide des programmes (JOB MODE).......63
13.5 Commandes à distance et lampes spéciales ........63
14 Paramètres généraux ...............63
14.1 Configuration niveau utilisateur ............63
14.2 Configuration de la langue..............64
14.3 Gestion groupe de refroidissement ...........64
15 Installation avancée ................64
16 Description de l’intervention des alarmes .........65
17 Anomalies possibles de l’équipement de soudage ......65
18 Défauts de soudage possibles ............82
19 Pièces de rechange générateur SKYLINE ALU 4000 .....85
20 Pièces de rechange PR8 (cod.PFCS1000160) .......86
21 Diagrammes électriques ..............87
22 Données techniques ...............88
DEUTSCH
1Einleitung ...................66
2Allgemeine Regeln ................66
3Umgebungsbedingungen ..............66
4Bedeutung der Symbole ..............66
5Unfallverhütung gegen Elektroschocks..........67
6Verhütung gegen UV-Strahlen, Rauch und Feuer ......67
7Wartung ...................68
8Elektromagnetische Kompatibilität (EMC) .........68
9Elektroschweißung: Schweißverfahren und technische Daten ..69
10 WIG-Schweißen: Schweißverfahren und technische Daten...70
11 Anheben: Anweisungen und Vorsichtsmaßnahmen .....72
12 Installation und Vorbereitung zum Schweißen .......72
13 Einstellungen über die Schnittstelle des Generators .....73
13.1 Einstellungen zum Schweißen mit der Elektrode (MMA) ....74
13.2 Einstellungen zum TIG-Schweißen ...........75
13.3 Verwaltung der Programme .............78
13.4 Schnelle Auswahl der Programme (JOB-Modus) ......79
13.5 Fernbedienungen und spezielle Brenner .........79
14 Allgemeine Einstellungen ..............79
14.1 Einstellung der Benutzerebene ............79
14.2 Spracheinstellung ................80
14.3 Verwaltung der Kühleinheit. .............80
15 Erweitertes Setup ................80
16 Beschreibung der Eingriffe der Alarme..........81
17 Betriebsstörungen und deren Behebung .........81
18 Mögliche Schweißfehler ..............82
19 Ersatzteile für die Stromquelle SKYLINE ALU 4000 .....85
20 Ersatzteile für den PR8 (P/N PFCS1000160)........86
21 Elektrische Schaltplänen ..............87
22 Technische daten ................88
ITALIANO
ENGLISH
ESPAÑOL
FRANÇAIS
DEUTSCH

Page 2
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
ONAILATI
1Generalità
I generatori ad inverter SKYLINE ALU sono impiegabili
per la saldatura MMA, TIG AC e TIG DC con partenza
Lift o H.F.
La progettazione e lo sviluppo di tali generatori è stata
eseguita ricorrendo alle più recenti ed innovative
tecnologie offerte dagli inverter e dai microprocessori
rispettivamente nei campi dell’elettronica di potenza e
dell’elaborazione dei segnali. Si è così ottenuto un
impianto che, oltre alla tradizionale affidabilità
caratteristica dei prodotti INE, presenta una elevata
dinamica del controllo necessario all’ottenimento una
ottima qualità di saldatura e garantendo allo stesso
tempo la facilità di utilizzo da parte dell’operatore.
I generatori SKYLINE ALU sono costruiti in base alle
normative EN 60974:
•per quanto concerne la prevenzione dell’operatore
dai rischi di natura elettrica.
•in materia di compatibilità elettromagnetica
(immunità e disturbo nei confronti degli apparati
elettrici operanti in prossimità al generatore).
La INE declina ogni responsabilità in caso di utilizzo
scorretto (es.: scongelare tubature, caricare batterie,
ecc.) o di modifica dell’impianto di saldatura, effettuata
dal cliente o da terzi, senza autorizzazione scritta
emessa dal costruttore stesso.
I generatori di corrente INE sono apparecchiature
progettate per uso professionale. Il loro utilizzo è
riservato esclusivamente a personale con formazione
tecnica idonea.
2Regole generali
E’ possibile lavorare senza rischi solo dopo
aver letto e compreso completamente le
istruzioni operative e di sicurezza
rispettandole rigorosamente.
Seguire tutte le disposizioni di sicurezza previste dallo
stato in cui viene installato l’impianto.
Questo impianto è progettato per saldare acciaio,
alluminio e sue leghe e rame in ambiente industriale e
commerciale.
Questo impianto è protetto elettronicamente contro i
sovraccarichi. Non usare fusibili di amperaggio
superiore a quello specificato sulla tabella DATI
TECNICI.
Chiudere sempre gli sportelli mobili prima di iniziare a
saldare.
3Condizioni ambientali
L’impianto può essere utilizzato con temperature
ambiente tra:
Per la saldatura:
-10°C & + 40°C (+14°F & +104°F)
Per il trasporto e lo stoccaggio:
-25°C & + 55°C (-13°F & +131°F)
L’umidità relativa non deve superare:
50% a 40°C (104°F)
90% a 20°C (68°F)
L’utilizzo, il trasporto e lo stoccaggio devono essere fatti
all’interno degli intervalli indicati. Lo sforamento degli
intervalli previsti è da considerarsi violazione. Il
produttore non sarà responsabile per danneggiamenti
causati da questo.
L’aria dell’ambiente deve essere priva di polvere
conduttiva, gas corrosivi, acidi o altre sostanze che
possono danneggiare l’impianto.
4Significato dei simboli
Sulla macchina.
PERICOLO! Leggere le istruzioni
contenute nel manuale
d’istruzione.
Pericolo di morte! Pericolo di gravi lesioni!
Il mancato rispetto delle precauzioni di
sicurezza possono causare incidenti o
severe conseguenze e anche la morte.
Pericolo di danneggiamento!
Il mancato rispetto delle precauzioni di
sicurezza può causare danni all’impianto
stesso e ai pezzi in lavorazione.
Scollegare la spina di alimentazione!
Scollegare la spina di alimentazione prima di
operare all’interno dell’impianto.
Note informative ed indicazioni per un uso
corretto e facilitato del prodotto.
Informazioni per la protezione dell’ambiente.
i

Page 3
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected]t - www.ine.it
5Prevenzione da rischi di natura
elettrica
L’installazione della macchina deve essere
eseguita da personale in possesso di
requisiti tecnico-professionali specifici e in
conformità alle leggi dello stato in cui si
effettua l’installazione.
Prima di collegare il generatore alla rete di distribuzione
dell’energia elettrica è necessario verificare che:
•la tensione fornita sia compresa entro gli
scostamenti ±10% dal valore nominale indicato nella
targa dati;
•l’impianto elettrico sia dotato di una efficiente messa
a terra (come prevedono le relative normative) a cui
connettere il filo giallo/verde della macchina;
•la rete distributrice dell’energia sia dotata del
conduttore neutro (neutral conductor) connesso a
terra;
•il generatore sia posto in un luogo asciutto e ben
aerato.
Durante l’utilizzo della saldatrice, accertarsi che
nell’ambiente di lavoro siano prese le seguenti
precauzioni:
•evitare che nessun pezzo metallico possa entrare
accidentalmente in contatto con i cavi di
alimentazione;
•evitare di lavorare in ambienti umidi o bagnati;
•collegare alla terra le parti metalliche che si trovino
alla portata dell’utilizzatore;
•allontanare i prodotti infiammabili;
•fissare adeguatamente le bombole contenenti il gas
per la saldatura in modo da evitare possano colpire o
essere colpite violentemente o entrare in contatto
con il circuito di saldatura;
•collegare il cavo massa del circuito di saldatura al
punto più vicino alla zona in cui si effettua la
saldatura stessa, allo scopo di minimizzare il
percorso della corrente e dei rischi ad essa
connessi;
Assicurarsi del perfetto stato delle
torce e dei cavi elettrici che
costituiscono i circuiti di
alimentazione e di saldatura.
L’operatore, inoltre, deve tenere scrupolosamente i
seguenti comportamenti:
•non collegare in serie o in parallelo generatori per
saldatura;
•nel caso due o più operatori saldino su pezzi
elettricamente connessi, si raccomanda a loro di
lavorare ad una adeguata distanza e che un
operatore non tocchi contemporaneamente le due
torce o le due pinze portaelettrodo;
•evitare di appoggiare la torcia o la pinza
portaelettrodo su superfici metalliche in modo da
evitare che l’impianto possa entrare
accidentalmente in funzione;
•indossare indumenti elettricamente isolanti.
6Prevenzione da raggi ultravioletti,
fumi e incendi
L’arco elettrico, necessario per effettuare la
saldatura, è un processo che emette
radiazioni ultraviolette. Gli operatori,
pertanto devono proteggersi gli occhi e il
viso con le apposite maschere dotate di vetri
aventi un adeguato grado di protezione.
Sono di seguito elencati i gradi di DIN raccomandati per
i vari procedimenti in relazione alle correnti erogate.
Saldatura con elettrodi rivestiti:
•grado 10 fino a 80 A
•grado 11 da 80 a 180 A
•grado 12 da 180 a 300 A
•grado 13 da 300 a 480 A
•grado 14 oltre i 480 A
Saldatura MIG/MAG:
•grado 10 fino a 80 A
•grado 11 da 80 a 120 A
•grado 12 da 120 a 180 A
•grado 13 da 180 a 300 A
•grado 14 da 300 a 450 A
•grado 15 oltre i 450 A
Saldatura TIG:
•grado 10 fino a 40 A
•grado 11 da 40 a 100 A
•grado 12 da 100 a 180 A
•grado 13 da 180 a 250 A
•grado 14 da 250 a 400 A
•grado 15 oltre i 400 A
L’operatore deve essere provvisto di guanti, scarpe e
vestiti ignifughi per la protezione dalle radiazioni, dalle
scorie e dalle scintille incandescenti.
E’ opportuno ridurre la riflessione e la trasmissione dei
raggi ultravioletti nell’ambiente di lavoro mediante
pannelli o tendaggi di protezione.
Per evitare l’azione nociva dei fumi che si
producono durante l’operazione di saldatura
è consigliato lavorare in spazi aerati. In
ambienti chiusi si consiglia l’impiego di
aspiratori da porre nelle vicinanze della zona
di saldatura.
ONAILATI

Page 4
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Nel caso in cui il pezzo da saldare sia ricoperto da
prodotti chimici (solventi, vernici, ecc.) si rende
indispensabile l’accurata pulizia delle superfici per
impedire la formazione di gas tossici.
E’ severamente vietato eseguire
saldature su recipienti di
combustibile contenenti materiale
infiammabile, anche se vuoti.
Pericolo di incendio e/o esplosione!
7Manutenzione
Ogni intervento di riparazione o di
sostituzione di parti dell’impianto deve
essere eseguito da personale qualificato e
idoneo ad operare nel settore
dell’impiantistica elettromeccanica.
All’operatore è consentito di effetuare (non prima di
aver sconnesso il generatore dalla linea di
alimentazione) solamente la pulizia interna tramite
soffiatura di aria per asportare i depositi di polvere e di
sporcizia aspirati all’interno.
Per effettuare l’operazione di pulizia operare seguendo
scrupolosamente le indicazioni di seguito descritte:
•Disconnettere il generatore dalla rete di
alimentazione disconnetendo la spina del
generatore dal quadro elettrico a cui è
collegato.
•Attendere almeno 5 minuti.
Attenzione! Pericolo di scosse
elettriche.
•Aprire i pannelli laterali del generatore agendo sulle
viti di fissaggio degli stessi.
•Soffiare delicatamente con un getto di aria
compressa, priva di olio e umidità, le parti interne.
•Richiudere i pannelli laterali completamente.
•Riconnettere la spina al quadro di alimentazione.
Questa operazione va effettuata almeno ogni tre mesi.
Nel caso di ambienti particolarmente polverosi si
consiglia di effettuare la pulizia con più frequenza.
8Compatibilità elettromagnetica (EMC)
Gli impianti per saldatura INE sono apparati da usarsi
esclusivamente in ambiente industriale (CLASSE A del
CISPR11). Il loro impiego in ambienti diversi (ad
esempio quello domestico) può comportare dei
problemi di compatibilità con apparecchi operanti nelle
vicinanze (radio, telefoni, computer, ecc.).
E’ responsabilità dell’utilizzatore l’installazione del
generatore e l’uso dello stesso in ambienti adeguati e
non suscettibili dal punto di vista EMC. Nel valutare gli
ambienti in questione si deve considerare l’eventuale
presenza di:
•linee ed apparecchi telefonici
•apparecchi radiotelevisivi riceventi e trasmittenti
•computer ed attrezzature di comando
•attrezzature di sicurezza
•strumenti di misura
Particolare attenzione devono prestare le persone
portatrici di stimolatori cardiaci e di analoghi apparecchi
bioelettronici che sono potenzialmente suscettibili ai
campi elettromagnetici. A queste persone si
raccomanda vivamente di non avvicinarsi ai luoghi in
cui si svolgono i processi di saldatura.
Nell’eventualità si verificassero delle perturbazioni
elettromagnetiche la responsabilità di risolvere la
situazione spetta all’utente, al quale la INE come
costruttore offre la più completa assistenza.
Per ulteriori informazioni si rimanda alla normativa EN
60974-10 (in particolare l’allegato A) che regolamenta
la materia nell’ambito CEE.
Questa attrezzatura è conforme alla norma IEC
61000-3-12 a condizione che l’impedenza massima
Zmax ammessa dell’impianto sia inferiore o uguale, al
punto di interfaccia fra l’impianto dell’utilizzatore e
quello pubblico, a:
67 mW(ALU4000)
E’ responsabilità dell’’installatore o dell’utilizzatore
dell’attrezzatura garantire, consultando eventualmente
l’operatore della rete di distribuzione, che l’attrezzatura
sia collegata a un’alimentazione con impedenza
corretta.
ONAILATI

Page 5
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected]t - www.ine.it
9Saldatura MMA: procedimenti e dati
tecnici
Il procedimento MMA è il più semplice tra quelli
utilizzabili per la saldatura ad arco elettrico e si realizza
avvalendosi solo di un generatore di corrente collegato
ad una pinza portaelettrodo.
L’elettrodo è costituito da due parti fondamentali:
•L’ANIMA: è formata dello stesso materiale del pezzo
da saldare (alluminio, ferro, rame, acciaio inox) ed
ha la funzione di apportare materiale nel giunto.
•Il RIVESTIMENTO: è costituito da varie sostanze
minerali ed organiche miscelate fra loro. Le sue
funzioni sono:
A) Protezione gassosa
Una parte del rivestimento volatizza alla temperatura
dell’arco creando una colonna di gas ionizzato che
protegge il metallo fuso dall’ossidazione.
B) Apporto di elementi leganti e scorificanti
Una parte del rivestimento fonde e apporta nel
bagno di fusione degli elementi che si combinano col
materiale base e formano la scoria.
Si può affermare che la modalità di fusione e le
caratteristiche del deposito di ciascun elettrodo
derivano sia dal tipo di rivestimento che dal materiale
dell’anima.
I principali tipi di rivestimento degli elettrodi sono:
Rivestimenti acidi
Questi rivestimenti danno luogo ad una buona
saldabilità e possono essere impiegati in corrente
alternata o in corrente continua con pinza collegata al
polo negativo (polarità diretta). Il bagno di fusione è
molto fluido per cui sono adatti essenzialmente per
saldature in piano.
Rivestimenti al rutilo
Questi rivestimenti danno al cordone un’estrema
esteticità per cui il loro impiego è largamente diffuso. Si
possono saldare in corrente alternata ed in corrente
continua con entrambe le polarità.
Rivestimenti basici
Sono utilizzati essenzialmente per saldature che
necessitano di elevate caratteristiche meccaniche. Si
usano, generalmente, in corrente continua con
l’elettrodo al polo positivo (polarità inversa) anche se
esistono degli elettrodi basici per corrente alternata. E’
consigliabile tenerli in un ambiente privo di umidità.
Rivestimenti cellulosici
Sono elettrodi che si usano in corrente continua
collegandoli al positivo (polarità inversa). Sono
utilizzati, normalmente, per la saldatura di tubi data la
viscosità del bagno di saldatura e la forte penetrazione.
Richiedono, però, generatori di corrente con adeguate
proprietà.
Il processo di saldatura ad elettrodo è caratterizzato dai
seguenti parametri:
A) Corrente di saldatura
Questo parametro varia a seconda del tipo e del
diametro dell’elettrodo oltre che dalla posizione di
saldatura. E’ praticamente la variabile principale:
determina la penetrazione, il volume del metallo e la
larghezza del cordone depositato.
B) Tensione d’arco
Questo parametro dipende essenzialmente dalla
distanza tra la punta dell’elettrodo e il pezzo da saldare.
Aumentando questa distanza diminuisce la
penetrazione, il cordone si allarga e possono comparire
delle proiezioni di materiale fuso (spruzzi).
Nella tabella seguente vengono date, a titolo indicativo,
le correnti da utilizzare con i vari diametri d’elettrodo per
saldature su acciaio al carbonio:
Nella scelta del diametro dell’elettrodo si può prendere,
come parametro, la dimensione più vicina allo spessore
del materiale da saldare.
Quando la saldatura viene eseguita in posizione non
orizzontale, il bagno di fusione tende fluire per gravità.
E’ preferibile, in questi casi, l’impiego di elettrodi di
piccolo diametro e di effettuare la saldatura in più
passate successive. Può essere consigliabile,
specialmente per spessori superiori ai 3 mm, preparare
adeguatamente i lembi da saldare eseguendo un
cianfrino a ‘V’ oppure a ‘X’. In questo caso, l’operazione
di saldatura consiste, oltre alla giunzione dei pezzi,
anche nel riempimento del cianfrino (si consiglia di
utilizzare nella prima passata un elettrodo sottile per
evitare di forare i pezzi stessi).
L’arco elettrico si stabilisce sfregando la punta
dell’elettrodo sul pezzo da saldare e ritraendo,
rapidamente, la bacchetta fino alla distanza di
accensione dell’arco. Un movimento troppo rapido, con
eccessivo distacco, provoca lo spegnimento dell’arco,
mentre, al contrario, un movimento lento può causare il
corto circuito delle parti; in quest’ultimo caso uno
strappo laterale permette il distacco dell’elettrodo dal
pezzo.
Diametro
elettrodo
(mm)
Corrente (A)
Minima Massima
1,6 25 50
240 70
2,5 60 110
3,25 80 150
4100 180
5140 250
6190 340
7240 430
ONAILATI

Page 6
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Per migliorare l’accensione dell’arco è utile che il
generatore fornisca un picco iniziale di corrente rispetto
a quella impostata; questo accorgimento viene
denominato ‘Hot start’.
Una volta instaurato l’arco inizia la fusione della parte
centrale dell’anima dell’elettrodo che si deposita sotto
forma di gocce sul pezzo da saldare. Il rivestimento
esterno dell’elettrodo fornisce, consumandosi, il gas
protettivo necessario per una saldatura di buona qualità
(come spiegato precedentemente).
L’operatore, durante la saldatura, accidentalmente
potrebbe avvicinare troppo l’elettrodo al bagno
realizzando un corto circuito e il conseguente
spegnimento dell’arco. In questo caso il generatore
aumenta momentaneamente la corrente di saldatura
erogata fino al termine del corto circuito; tale
accorgimento viene denominato ‘Arc Force’.
Le tecniche riguardanti l’esecuzione dei giunti sono
numerose e, di conseguenza, possiamo dare solo delle
indicazioni di massima su come operare.
Nelle figure qui sopra vengono mostrati due esempi
tipici di saldatura in piano di un giunto testa-testa (fig.A)
e di un giunto a ‘T’ (fig.B). L’angolo d’inclinazione
dell’elettrodo varia a seconda del numero delle passate
e il movimento dello stesso è un’oscillazione
trasversale con brevi fermate ai lati del cordone in
modo da evitare un eccessivo accumulo di materiale
d’apporto al centro.
La saldatura mediante elettrodi rivestiti impone
l’asportazione della scoria successivamente ad ogni
passata. Tale operazione si rivela di fondamentale
importanza per ottenere un giunto uniforme e privo
d’intervento. L’asportazione si effettua mediante un
piccolo martello o, se la scoria è friabile, attraverso una
spazzola metallica.
10 Saldatura TIG: procedimenti e dati
tecnici
Il procedimento di saldatura TIG è realizzato mediante
un arco elettrico sostenuto da un elettrodo di materiale
non fusibile di tungsteno puro o legato. A differenza
degli altri procedimenti (MMA e MIG), quindi, l’elettrodo
non costituisce il materiale d’apporto della giunzione da
effettuare. Tale apporto può essere eseguito
dall’operatore, generalmente per mezzo di apposite
bacchette realizzate con materiale della stessa natura
di quello del pezzo da saldare. Un’atmosfera di gas
inerte (Argon oppure Elio) provvede alla protezione
dell’arco. Possibilmente l’elettrodo non deve entrare a
contatto con il materiale da saldare, pertanto il
generatore dovrebbe essere dotato di un accenditore
H.F. che genera l’accensione dell’arco mediante
scarica elettrica ad alta tensione (evitando, quindi il
contatto, con il pezzo). E’, tuttavia, possibile anche la
partenza senza l’accensione mediante H.F. Questo tipo
di partenza si chiama ‘Lift-arc’ ed è impiegabile
solamente se il generatore è in grado di regolare una
corrente di cortocircuito iniziale molto bassa (qualche
ampere) che permetta di evitare il consumo
dell’elettrodo. Questa caratteristica è un’esclusiva dei
generatori ad inverter.
L’impianto di saldatura TIG è formato da:
- una sorgente di corrente continua o alternata
- una torcia dotata di elettrodo infusibile
- una bombola di gas inerte dotata di riduttore di
pressione e flussometro
Si possono avere diverse tipologie di saldatura TIG, in
funzione del tipo di materiale e di apporto termico
richiesto. Vengono, di seguito, illustrate le principali.
Corrente continua, polarità diretta
Questo procedimento prevede che la torcia sia
collegata al morsetto negativo del generatore e la
massa al positivo. La maggior parte del calore (circa il
70%) è assorbita e dispersa dal pezzo da saldare
ottenendo così una forte penetrazione. Questa polarità
si adatta a tutti i metalli, escludendo solo l’alluminio, il
magnesio e le loro leghe, ma, per contro, non dà
nessuna azione disossidante.
AB
45°
45°÷70°
FLUSSOMETRO
PEZZO
MATERIALE
D'APPORTO
ELETTRODO
INFUSIBILE
TORCIACON
ARGONOELIO
GENERATORE
DIPRESSIONE
RIDUTTORE
ONAILATI

Page 7
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected]t - www.ine.it
Corrente pulsata, polarità diretta
In linea di principio questo procedimento presenta le
caratteristiche tipiche del precedente a polarità diretta.
Si può solamente aggiungere che l’adozione di una
corrente pulsata permette un migliore controllo del
bagno di saldatura in condizioni particolarmente difficili
e, specialmente, per le lavorazioni di spessori sottili.
I miglioramenti introdotti da tale tecnica consistono
nella riduzione della zona termicamente alterata, delle
deformazioni, delle cricche e delle inclusioni gassose
all’interno della zona di fusione.
Il procedimento TIG è particolarmente adatto per le
saldature in cui si richiede un’elevata qualità anche
senza la ripresa a rovescio. Il caso tipico è la prima
passata nelle saldature dei tubi. E’ inoltre impiegato nei
casi in cui si richiede una gradevole estetica della
saldatura senza ulteriori lavorazioni (per esempio
smerigliatura). Essendo il procedimento impegnativo,
rispetto agli altri, si richiede un’attenta pulizia dei lembi
in generale ed una loro adeguata preparazione: è
consigliato di eseguire una cianfrinatura a ‘V’ per
spessori superiori ai 3 mm.
Per le saldature di rame ed alluminio, data la fluidità di
questi metalli allo stato fuso, è consigliabile l’uso di un
supporto (per esempio di acciaio inox) al rovescio.
Gli elettrodi prima dell’utilizzo, per saldature in corrente
con polarità diretta, devono essere appuntiti utilizzando
una smerigliatrice dedicata allo scopo.
Come si vede dalla figura l’angolo può essere molto
acuto per basse correnti (30° fino a 30-40A), mentre
dev’essere ampio per correnti elevate (maggiore di 90°
per correnti superiori a 200A).
L’elettrodo deve venire fissato al
portaelettrodo considerando che, la
sporgenza massima dall’ugello
dev’essere di 6-9 mm come mostrato
in figura (valori maggiori possono
essere utilizzati solo per le saldature
ad angolo interno).
Per ottenere i migliori risultati, con questo tipo di
saldatura, si devono tenere la torcia e la bacchetta del
materiale d’apporto in maniera conforme al sistema
illustrato nella figura seguente.
Saldando invece con polarità variabile o inversa, a
causa dell’elevato calore che si sviluppa sull’elettrodo,
è necessario che quest’ultimo presenti un’estrema
arrotondata contrariamente al caso precedente. Se
durante la saldatura si nota che l’elettrodo fonde
(l’estremità assume la forma di goccia) si deve
procedere alla sostituzione dello stesso con uno di
diametro superiore, oppure, nel caso di saldatura a
polarità variabile, si deve agire sul bilanciamento
dell’onda riducendo la polarizzazione positiva della
corrente intorno al 20%.
Relativamente al materiale da saldare è consigliabile
adoperare i seguenti elettrodi:
•tungsteno toriato a 2% (colore rosso) per acciaio,
leghe di acciaio, nichel, rame e titanio
•tungsteno puro (colore verde) oppure tungsteno con
zirconio (colore bianco) per alluminio e magnesio
In tabella sono riportate le gamme di amperaggi
utilizzabili in funzione del tipo di elettrodo e della
polarità di corrente utilizzata.
Come materiale d’apporto devono venire utilizzate le
apposite bacchette presenti in commercio. Queste
bacchette sono costituite dello stesso materiale di base
di quello da saldare e nel caso del rame e dell’alluminio
con piccole percentuali (inferiori al 10%) di agenti
antiossidanti quali il silicio o il magnesio.
Come gas di protezione, per ragioni di costo, si utilizza
più comunemente l’argon. L’impiego dell’elio o di
miscele argon/elio possono essere impiegate
specialmente per saldature di grossi spessori, allo
scopo di favorire la penetrazione del bagno e di
aumentare la velocità di saldatura.
Le portate di gas comunemente variano, all’aumentare
della corrente, da 7 a 12 l/min per l’argon e da 14 a 24
l/min per l’elio.
Per evitare ossidazioni è opportuno regolare il post-gas
in modo che la saldatura e l’elettrodo abbiano il tempo
di raffreddarsi prima di essere esposti all’ossigeno
dell’aria. Questo tempo è dell’ordine di qualche
secondo.
30°÷120°
6÷9mm
TORCIA
MATERIALE
PEZZODASALDARE
ß<30°
D'APPORTO
60°÷80°
ONAILATI
Diametro
elettrodo
(mm)
Corrente
continua
Polarità
diretta
Corrente
continua
Polarità
inversa
Corrente
alternata
Polarità
variabile
110÷70 10÷15 10÷50
1,6 60÷150 10÷20 40÷100
2,4 100÷250 15÷30 80÷150
3,2 200÷400 25÷50 130÷230
4,8 350÷800 45÷80 200÷320

Page 8
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
11 Sollevamento: indicazioni e
precauzioni
Per sollevare la macchina utilizzare
esclusivamente i 4 FORI presenti sulla
base del carrello portageneratore PR8.
Prestare attenzione affinchè i cavi di sollevamento
formino un angolo piccolo rispetto alla verticale. Tutte le
parti mobili presenti sulla macchina - es. bombola del
gas, torce, cavi massa, ecc. - vanno rimosse per
evitare cadute incontrollabili di tutto o di parte del carico
sollevato.
La macchina va posizionata in un piano
solido e stabile adeguato al peso
dell’impianto. L’inclinazione massima
consentita è di 10°.
12 Installazione e predisposizione per il
funzionamento
Nell’installazione della macchina è necessario
osservare scrupolosamente quanto prescritto nei
paragrafi precedenti relativi alla sicurezza.
Essa consiste essenzialmente nel collegamento del
carrello trainafilo al generatore, mediante l’apposita
prolunga e del collegamento del generatore alla rete.
Collegare il cavo di alimentazione ad una spina con
adeguata portata di corrente ed inserire i fusibili di
linea ritardati con un valore nominale adeguato, come
specificato sulla tabella DATI TECNICI (pagina 88).
Fare, inoltre, molta attenzione che il filo giallo-verde,
corrispondente al collegamento di terra, venga
effettivamente e correttamente collegato all’impianto di
messa a terra (per garantire la protezione
dell’utilizzatore stesso).
Per la messa in opera della macchina procedere in
questo modo:
•Posizionare la macchina in modo tale che la
ventilazione per il raffreddamento interno non possa
venire compromessa. Per questo motivo si devono
evitare luoghi umidi e si devono avere almeno 0,5 m
di distanza da pareti, ripari o altro.
Per la saldatura in TIG:
•Allacciare il tubo del gas proveniente dalla bombola
(dotata di flussometro e di regolatore di pressione
precedentemente installato) all’attacco posteriore
della macchina ‘G1’; quindi collegare la torcia alla
boccola posta sul frontale ‘A2’. Fissare il tubo del gas
della torcia e il connettore per il comando del
pulsante torcia sugli innesti ‘G2’ e ‘C2’ posti sul
frontale.
•Collegare il cavo massa alla boccola ‘A1’ del
generatore e ad un punto adeguatamente pulito del
pezzo da saldare.
Per la saldatura ad elettrodo (MMA):
•Collegare la pinza portaelettrodo alla boccola ‘A1’.
•Collegare il cavo massa alla boccola ‘A2’ e ad un
punto adeguatamente pulito del pezzo da saldare.
ONAILATI
MAX
15°
A2
G2
C2
A1
G1
C3
optional

Page 9
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected]t - www.ine.it
13 Impostazioni tramite interfaccia del
generatore
Con riferimento alla figura seguente sono di seguito
descritti i comandi e visualizzazioni.
L’accensione della macchina avviene ruotando in
posizione ON l’interruttore generale posto sul retro del
generatore. L’avvenuto avvio è segnalato dall’
attivazione del display ‘D1’.
Le impostazioni possono essere effettuate tramite i
selettori ‘E1’ e ‘E2’ oppure tramite il ‘touch screen’
(anche in modo combinato).
Nella figura seguente vengono descritte le aree di
impostazione e informazione in cui è suddiviso il display
nella schemata principale.
Nella parte inferiore sinistra è mostrato lo stato in cui è
impostata la mcchina: nel caso specifico TIG HF DC
con modalità 2-tempi.
Nella parte inferiore centrale è presente l’icona per
l’accesso al menù di impostazione.
Nella fascia centrale sono presenti i due parametri
associati ai relativi selettori posti lateralmente.
Nella parte superiore un diagramma mostra le
impostazioni principali di saldatura (corrente, pregas,
postgas, rampa di salita, rampa di discesa, ecc.). Il
parametro evidenziato con colore blu o verde indica
che l’impostazione è legata, in quel momento, al
selettore dello stesso colore.
Ruotando i due selettori possono essere modificati con
rapidità due parametri alla volta.
La selezione dei parametri avviene mediante pressione
rapida del selettore o il tocco del parametro sul
diagramma.
ONAILATI
ALU4000S
D1E2E1
C1
E1E2
Page 10
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
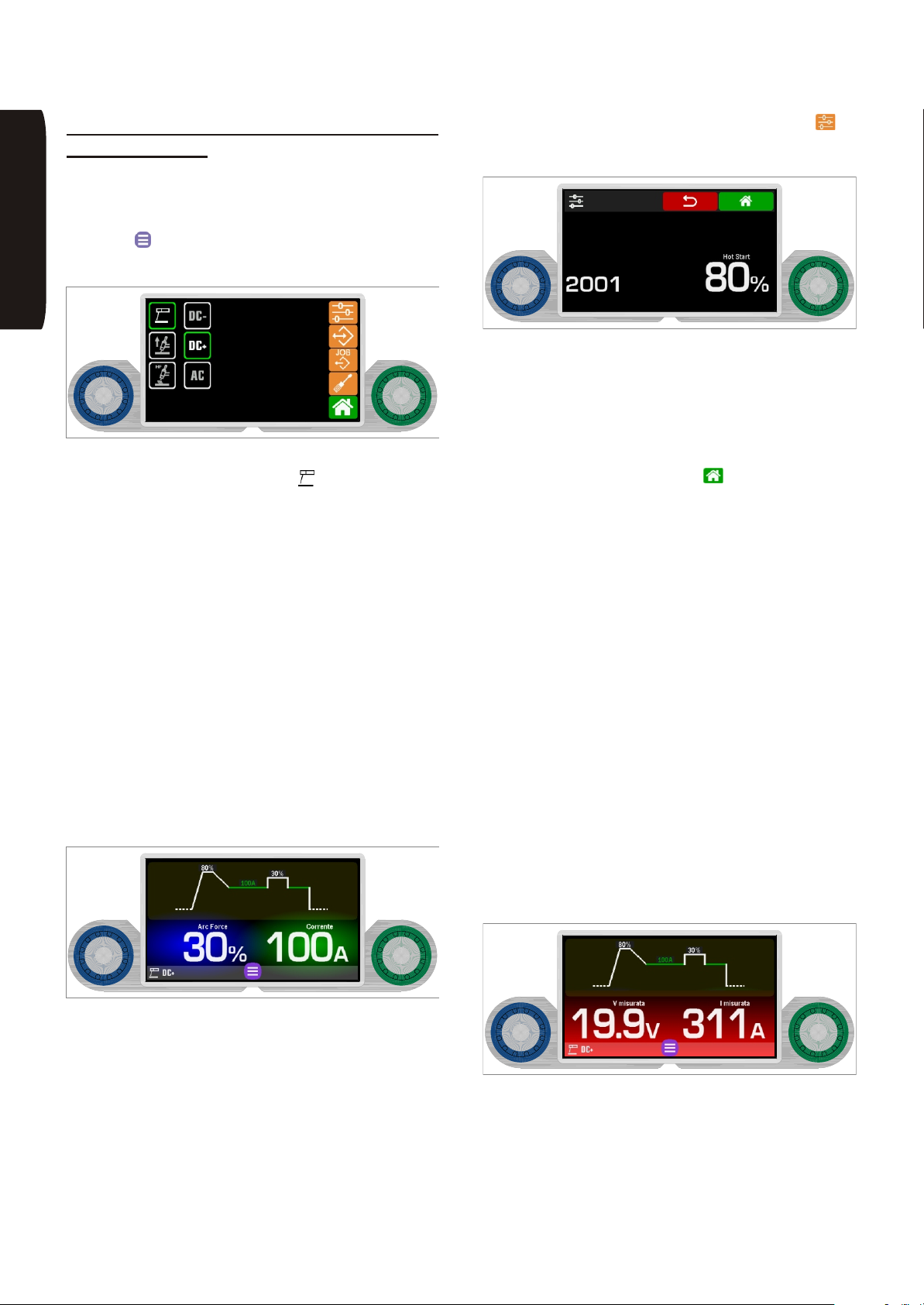
13.1 Impostazioni per la saldatura ad
elettrodo (MMA)
Per selezionare il tipo di saldatura che si vuole
utilizzare:
•Premere il selettore ‘E2’ per qualche istante oppure
l’icona sul display; la visualizzazione sul display
cambia come la figura seguente.
•Ruotare uno dei selettori e selezionare l’icona del
processo di saldatura MMA ; per confermare
premere il selettore ‘E2’. Oppure toccare l’icona
corrispondente sul display.
•Ruotare uno dei selettori e selezionare la polarità di
saldatura; per confermare premere il selettore ‘E2’.
Oppure toccare l’icona corrispondente sul display.
•Altri parametri sono impostabili selezionando l’icona
SETTINGS .
•Per la gestione dei programmi e dei JOB vedi
spiegazioni nei paragrafi successivi.
•La conferma delle impostazioni viene effettuata
selezionando il tasto HOME ; dopo la conferma
riappare la schermata principale oppure dopo 10
secondi di inattività la conferma è automatica.
Con il selettore ‘E1’ è possibile impostare il parametro a
sfondo blu, con il selettore ‘E2’ è possibile impostare il
parametro a sfondo verde.
E’ possibile selezionare i parametri associati ai due
selettori semplicemente premendo la manopola blu o
verde. I parametri associati sono evidenziati dal
diagramma posto nella parte superiore del display.
Selezionando l’icona sul display SETTINGS si
accede alla schermata di impostazione dei parametri
relativi alla saldatura MMA.
Per modificare tali parametri:
•Ruotare il selettore ‘E1’ per selezionare il parametro
(a destra il valore e la descrizione del parametro, a
sinistra il suo codice identificativo)
•Ruotare il selettore ‘E2’ per impostarne il valore
•La conferma delle impostazioni viene effettuata
selezionando il tasto HOME ; dopo la conferma
riappare la schermata principale.
Alcuni di questi parametri sono modificabili anche
direttamente nella schermata principale selezionandoli
sul diagramma di saldatura.
I parametri impostabili sono:
•Hotstart: incremento percentuale della corrente in
partenza; facilita l’innesco dell’arco elettrico.
•Arcforce: incremento percentuale della corrente
durante la saldatura al verificarsi di cortocircuiti tra
elettrodo e pezzo; aiuta ad evitare lo spegnimento
dell’arco.
•Soglia di Arcforce: soglia di tensione (Volt) minima
in cui si attiva la funzione di Arcforce. E’ utile nei casi
di elettrodi particolari per ridurne gli incollamenti.
•Dinamica: consente di regolare la corrente in
funzione della posizione dell’elettrodo.
•VRD: è il tempo in secondi dopo il quale il generatore
riduce la tensione d’uscita a <30Vdc rendendo
l’ambiente di lavoro più sicuro.
Il display con lo sfondo rosso indica che è presente
tensione di saldatura ai capi delle boccole.
E1E2
E1E2
E1E2
E1E2
ONAILATI

Page 11
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected]t - www.ine.it
13.2 Impostazioni per la saldatura TIG
Per selezionare il tipo di saldatura che si vuole
utilizzare:
•Premere il selettore ‘E2’ per qualche istante oppure
l’icona sul display; la visualizzazione sul display
cambia come nella figura seguente.
•Ruotare uno dei selettori e selezionare l’icona del
processo di saldatura: TIG lift o TIG HF ; per
confermare premere il selettore ‘E2’. Oppure toccare
l’icona corrispondente sul display.
•Ruotare uno dei selettori e selezionare il tipo di
corrente: DC- , AC o MIX; per confermare premere il
selettore ‘E2’. Oppure selezionare semplicemente
toccando sul display l’icona corrispondente.
•Ruotare uno dei selettori e selezionare la modalità di
funzionamento: 2-tempi , 4-tempi , 2-livelli
; per confermare premere il selettore ‘E2’. Oppure
toccare l’icona corrispondente sul display.
•Ruotare uno dei selettori e selezionare la corrente
costante o corrente pulsata ; per
confermare premere il selettore ‘E2’. Oppure toccare
l’icona corrispondente sul display.
•Qualora sia necessaria una saldatura temporizzata,
ruotare uno dei selettori e selezionare l’icona ; per
confermare premere il selettore ‘E2’. Oppure toccare
l’icona corrispondente sul display. La durata della
saldatura sarà impostabile nella schermata
principale semplicemente selezionando il parametro
‘SPOT’.
•Altri parametri di saldatura sono impostabili
selezionando l’icona SETTINGS (vedi più
avanti).
•Per la gestione dei programmi e dei JOB vedi
spiegazioni nei paragrafi successivi.
•La conferma delle impostazioni viene effettuata
selezionando il tasto HOME ; dopo la conferma
riappare la schermata principale oppure dopo 10
secondi di inattività la conferma è automatica.
Si riportano di seguito degli esempi di schermate
principali in TIG:
TIG DC- 2-tempi a corrente costante
TIG DC- 2-tempi a corrente pulsata
TIG AC 2-livelli a corrente pulsata e durata
temporizzata della saldatura
Con il selettore ‘E1’ è possibile impostare il parametro a
sfondo blu, con il selettore ‘E2’ è possibile impostare il
parametro a sfondo verde.
E’ possibile selezionare i parametri associati ai due
selettori semplicemente premendo la manopola blu o
verde. I parametri associati sono evidenziati nel
diagramma posto nella parte superiore del display.
Il display con lo sfondo rosso indica che è presente
tensione di saldatura ai capi delle boccole.
E1E2
E1E2
E1E2
E1E2
E1E2
ONAILATI

Page 12
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Il funzionamento delle modalità di saldatura è:
2-tempi: il processo di saldatura inizia nel momento in
cui si preme il pulsante torcia e si arresta al rilascio dello
stesso dopo aver effettuato la rampa di discesa ed
esaurito il tempo di post-gas. Nota: nel livello ‘utente
avanzato’ è possibile impostare il tempo di corrente
iniziale e il tempo di corrente finale, ottenendo in questo
modo una modalità a 3 livelli.
4-tempi: premendo il pulsante torcia il processo di
saldatura inizia con un pre-gas manuale, al suo rilascio
inizia la saldatura vera e propria. Alla successiva
pressione del pulsante torcia la corrente di saldatura
effettua, se impostata, la rampa di discesa e si arresta
mentre il gas continua a fluire, al suo rilascio si ferma
anche il flusso del gas.
2-livelli: al premere del pulsante torcia il processo di
saldatura inizia al valore di corrente impostato con il
parametro ‘Corrente iniziale’. Al rilascio del pulsante la
corrente si porta al valore impostato su ‘Corrente’.
Un breve impulso sul pulsante torcia permette di
passare alla corrente di saldatura impostata con il
parametro ‘Corrente 2’.Un ulteriore impulso fa ritornare
la corrente al valore impostato su ‘Corrente’, e così via
ciclicamente. Per concludere il processo si deve
premere il pulsante torcia: la corrente si porta al valore
impostato con il parametro ‘Corrente finale’ ed al suo
rilascio il processo si arresta. Nota: nel livello ‘utente
avanzato’ è possibile impostare il tempo di corrente
iniziale e il tempo di corrente finale.
Selezionando l’icona sul display SETTINGS si
accede alla schermata di impostazione dei parametri
relativi alla saldatura TIG. Indipendentemente dal
livello utente impostato questi parametri sono
disponibili. Ciò consente, per esempio, l’utilizzo di uno o
più parametri avanzati anche nel livello utente ‘base’ o
‘medio’.
Per modificare tali parametri:
•Ruotare il selettore ‘E1’ per selezionare il parametro
(a destra il valore del parametro, a sinistra il suo
codice identificativo)
•Ruotare il selettore ‘E2’ per impostarne il valore
•La conferma delle impostazioni viene effettuata
selezionando l’icona HOME ; dopo la conferma
riappare la schermata principale.
Nota: di alcuni valori è impostabile il valore assoluto o la
percentuale rispetto al valore del parametro base
(selezionare il tasto arancione sopra al parametro per
questa opzione). Per esempio: la corrente iniziale può
avere un valore assoluto oppure essere una
percentuale del valore della corrente di saldatura
impostata.
La maggior parte di questi parametri sono modificabili
anche direttamente nella schermata principale
selezionandoli sul diagramma di saldatura.
I parametri impostabili sono:
•Pregas: tempo di pre gas (secondi).
•Postgas: tempo di post gas (secondi).
•Rampa di salita: durata della rampa di salita della
corrente (secondi).
•Rampa di discesa: durata della rampa di discesa
della corrente (secondi).
PULSANTETORCIAPREMUTO
PULSANTETORCIARILASCIATO
SALDATURA
PULSANTE
STOP
GAS
TORCIA
STOPt
t
PULSANTE
SALDATURA
GAS
TORCIA
STOPZONADISALDATURASTOP
PULSANTETORCIAPREMUTO
PULSANTETORCIARILASCIATO
PULSANTETORCIAPREMUTO
PULSANTETORCIARILASCIATO
SALDATURA
PULSANTE
STOP
GAS
TORCIA
STOPt
&
E1E2
ONAILATI

Page 13
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected]t - www.ine.it
•Corrente di base: corrente di base per la pulsazione
(in Ampere o in %).
•Frequency: frequenza (in Hz) della pulsazione.
•Duty cycle: bilanciamento della durata della
corrente di saldatura rispetto alla corrente di base
(Es. al 50% significa che la durata della corrente di
saldatura è uguale alla durata corrente di base, al
30% che la durata della corrente di saldatura è
minore alla durata della corrente di base).
•Corrente iniziale: valore di corrente iniziale o primo
livello (in Ampere o in %).
•Corrente finale: valore di corrente finale o terzo
livello (in Ampere o in %).
•Tempo corrente iniziale: durata della corrente
iniziale o primo livello (solo per modalità 2-livelli e
2-tempi avanzato).
•Tempo corrente finale: durata della corrente finale
o terzo livello (solo per modalità 2-livelli e 2-tempi
avanzato).
•Corrente 2: valore corrente del secondo livello (in
Ampere o in %); solo per modalità 2-livelli.
•Tempo di puntatura (SPOT): durata di un ciclo di
saldatura.
•Tack: durata della pulsazione iniziale per facilitare
l’unione dei pezzi con partenza dal bordo esterno
senza eccessive deformazioni (disponibile solo in
TIG DC).
•Frequency AC: frequenza (in Hz) dell’oscillazione in
saldatura TIG AC.
•Balance AC: bilanciamento della durata della
semionda positiva rispetto alla semionda negativa
(Es. al 50% significa che la durata della semionda
positiva è uguale alla semionda negativa, al 30%
significa che la durata della semionda positiva è
minore della semionda negativa).
•Diametro elettrodo: consente l’impostazione del
diametro dell’elettrodo in AC, ciò consente di
ottimizzare l’energia di riscaldamento dello stesso
nella fase di inizio saldatura.
•Tempo MIX DC: durata della fase DC in saldatura
MIX.
•Tempo MIX AC: durata della fase AC in saldatura
MIX.
•Forma d’onda AC: consente la scelta della forma
d’onda utilizzabile in saldatura TIG AC tra
triangolare, sinusoidale, quadra o quadra
arrotondata.
Per la scelta della forma d’onda più appropriata è da
considerare quanto segue:
Onda sinusoidale: rappresenta un compromesso
fra la qualità e la silenziosità della saldatura.
Onda triangolare: è la forma d’onda più silenziosa
ma presenta anche le caratteristiche di minor pregio.
Onda quadra: fornisce le migliori prestazioni per
quanto riguarda la stabilità d’arco, la velocità di
esecuzione, la precisione di saldatura e il risultato
estetico; l’unico inconveniente è l’elevata rumorosità
d’arco.
Onda quadra arrotondata: fornisce prestazioni
simili alla forma ‘onda quadra’ riducendone la
rumorosità d’arco.
Queste valutazioni di carattere generale possono,
tuttavia, variare in relazione al tipo di materiale da
saldare (alluminio, magnesio o loro leghe), per cui
spetta, in ultima analisi, all’operatore, oppure a chi
certifica il processo di saldatura, la scelta della forma
d’onda, in relazione al tipo di lavoro da svolgere.
•Corrente massima del comando a distanza:
permette di impostare il valore di corrente massimo
del comando a distanza.
Con la macchina impostata in TIG AC, nell’angolo in
basso a destra del display, è presente la funzione di
‘tungsten rounding’ utile nella saldatura AC.
Questa funzione risulta particolarmente utile per
arrotondare la punta dell’elettrodo di tungsteno nuovo.
Per eseguire l’operazione, toccare il pulsante
evidenziato dal cerchio rosso: al primo innesco
dell’arco di saldatura, una corrente speciale provvederà
automaticamente all’arrotondamento della punta.
E1E2
ONAILATI

Page 14
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
13.3 Gestione programmi
Sono memorizzabili, complessivamente, 99
programmmi di saldatura. Per accedere alla gestione
programmi:
•Premere il selettore ‘E2’ per qualche istante oppure
l’icona sul display; la visualizzazione sul display
cambia come la figura seguente.
•Ruotare uno dei selettori e selezionare l’icona della
gestione programmi ; per confermare premere il
selettore ‘E2’. Oppure toccare l’icona corrispondente
sul display.
La visualizzazione sul display cambia come nella figura
seguente. Nelle operazioni successive, per semplicità
d’uso, si consiglia l’utilizzo dell’interfaccia touchscreen.
Salvare un programma:
Con questa procedura vengono salvate le attuali
impostazioni della macchina.
•Ruotare uno dei selettori e selezionare la cella di
memoria da utilizzare. Oppure toccare l’icona
corrispondente sul display.
•Premere uno dei selettori 2 volte. Oppure toccare
l’icona corrispondente sul display. Il programma è
memorizzato.
Nel caso si utilizzi l’icona sul display per salvare il
programma apparirà una tastiera che consente di
assegnare una descrizione specifica.
Caricare un programma:
Con questa procedura vengono richiamate le
impostazioni relative ad un programma selezionato.
•Ruotare uno dei selettori e selezionare la cella di
memoria da utilizzare. Oppure toccare l’icona
corrispondente sul display.
•Premere uno dei selettori 1 volta. Ruotare il selettore
in modo da evidenziale l’icona e premere
nuovamente il selettore. Oppure toccare l’icona
corrispondente sul display. Il programma è
richiamato.
Cancellare un programma:
Con questa procedura viene cancellato un programma
precedentente memorizzato.
•Ruotare uno dei selettori e selezionare la cella di
memoria da cancellare. Oppure toccare l’icona
corrispondente sul display.
•Premere uno dei selettori 1 volta. Ruotare il selettore
in modo da evidenziale l’icona e premere
nuovamente il selettore. Oppure toccare l’icona
corrispondente sul display. Dopo la conferma il
programma viene cancellato.
Richiamo rapido dei programmi memorizzati
Dopo aver memorizzato almeno 1 programma, nella
schermata principale nell’angolo in basso a destra (vedi
figura seguente), sarà possibile richiamare
velocemente i primi 3 programmi (2 con impostazione
in AC) salvati in ordine numerico toccando il tasto
relativo.
E1E2
E1E2
E1E2
E1E2
ONAILATI

Page 15
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected]t - www.ine.it
13.4 Selezione veloce dei programmi
(JOB MODE)
Per impostare la selezione veloce dei programmi (JOB
MODE):
•Premere il selettore ‘E2’ per qualche istante oppure
l’icona sul display; la visualizzazione sul display
cambia come nella figura seguente.
•Ruotare uno dei selettori e selezionare l’icona della
gestione programmi ; per confermare premere il
selettore ‘E2’. Oppure toccare l’icona corrispondente
sul display.
La visualizzazione sul display cambia come nella figura
seguente.
Questa utilità risulta molto pratica per selezionare
rapidamente i programmi di saldatura salvati.
Scorrere i programmi salvati ruotando, a destra o
sinistra, il selettore ‘E2’. Il display mostra il programma
che è immediatamente utilizzabile.
Per uscire da questa modalità premere il tasto sul
display .
13.5 Comandi a distanza e torce speciali
Attraverso il connettore ‘C1’ posto sul frontale la
macchina può essere controllata tramite comandi a
distanza o torce con funzionalità aggiuntive opzionali.
La selezione del controllo remoto è automatica
all’inserimento del connettore e tale rimane fino allo
scollegamento fisico dello stesso.
Nella schermata principale apparirà l’icona del
comando a distanza inserito nella zona in basso
a sinistra.
14 Impostazioni generali
Per accedere al menù di impostazioni generali:
•Premere il selettore ‘E2’ per qualche istante oppure
l’icona sul display; la visualizzazione sul display
cambia come la figura seguente.
•Ruotare uno dei selettori e selezionare l’icona delle
impostazioni generali ; per confermare premere il
selettore ‘E2’. Oppure toccare l’icona corrispondente
sul display.
La visualizzazione sul display cambia come la figura
seguente (menù impostazioni generali).
14.1 Impostazione livello utente
Per impostare il livello di complessità dell’interfaccia e
del diagramma della corrente a seconda delle
competenze dell’utente e delle necessità di
impostazione dei parametri di saldatura:
•Dal menù di impostazioni generali, ruotare uno dei
selettori e selezionare l’icona del livello utente ;
per confermare premere il selettore ‘E2’. Oppure
toccare l’icona corrispondente sul display.
La visualizzazione sul display cambia come la figura
seguente.
•Ruotare il selettore ‘E2’ a destra o a sinistra per
selezionare il livello utente scelto tra: base ,
medio o avanzato .
•La conferma delle impostazioni viene effettuata
selezionando l’icona HOME oppure premendo il
selettore ‘E2’; dopo la conferma riappare la
schermata principale.
E1E2
E1E2
E1E2
E1E2
E1E2
ONAILATI

Page 16
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
14.2 Impostazione della lingua
Per selezionare la lingua dell’interfaccia utente:
•Dal menù di impostazioni generali, ruotare uno dei
selettori e selezionare l’icona della selezione lingua
; per confermare premere il selettore ‘E2’. Oppure
toccare l’icona corrispondente sul display.
La visualizzazione sul display cambia come la figura
seguente.
•Ruotare il selettore ‘E2’ a destra o a sinistra per
selezionare la lingua desiderata.
•La conferma delle impostazioni viene effettuata
selezionando l’icona HOME oppure premendo il
selettore ‘E2’; dopo la conferma riappare la
schermata principale.
14.3 Gestione gruppo di raffreddamento
Per la gestione del gruppo di raffreddamento:
•Dal menù di impostazioni generali, ruotare uno dei
selettori e selezionare l’icona per la gestione del
gruppo di raffreddamento ; per confermare
premere il selettore ‘E2’. Oppure toccare l’icona
corrispondente sul display.
La visualizzazione sul display cambia come nella figura
seguente.
•Ruotare il selettore ‘E2’ per abilitare (ON) o
disabilitare (OFF) il gruppo di raffreddamento.
•La conferma delle impostazioni viene effettuata
selezionando l’icona HOME oppure premendo il
selettore ‘E2’; dopo la conferma riappare la
schermata principale.
Nel caso di gruppo di raffreddamento
presente ma disabilitato, nella schermata
principale, apparirà questa icona nella zona in
basso a sinistra.
Nota: l’abilitazione gruppo in questa
schermata si utilizza anche per il caricamento
del liquido di raffreddamento.
15 Setup avanzato
Per accedere al menù di setup avanzato:
Spegnere la macchina tramite l’interruttore posto sulla
parte posteriore.
Premere e mantenere premuto il selettore ‘E1’,
accendere la macchina e attendere che appaia la
schermata come la figura seguente.
Per selezionare una delle possibilità:
•Ruotare uno dei selettori e selezionare l’icona
interessata; per confermare premere il selettore ‘E2’.
Oppure toccare l’icona corrispondente sul display.
•Per uscire e tornare alla schermata principale
selezionare l’icona HOME .
Le operazioni possibili sono:
Visualizzare la versione firmware della macchina
e altre informazioni utili.
Impostare la data e l’ora.
Azzerare tutti i parametri alle impostazioni di
fabbrica.
Impostare il codice di blocco schermo:
selezionando questa opzione è impostabile un
codice numerico che blocca la visualizzazione
alla schermata principale. Qualsiasi operazione
al di fuori di quelle presenti nella schermata
principale è protetta dal codice numerico
impostato.
Gestire i programmi salvati su una chiavetta USB
(l’operazione è consentita solo agli operatori
abilitati).
Informazioni riservate al service (acceso
consentito solo agli operatori abilitati).
E1E2
E1E2
i
E1E2
ONAILATI

Page 17
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected]t - www.ine.it
16 Descrizione intervento allarmi
AL2 Sovratemperatura sul modulo inverter
primario
AL3 Sovratemperatura sul modulo inverter
secondario
AL4 Sovratensione, sottotensione o mancanza
fase
AL5 Problema su unità gruppo di raffreddamento
AL6 Cavi saldatura in corto circuito
AL7 Pulsante torcia premuto in fase di
accensione del generatore
AL11 Segnalazione gruppo di raffreddamento
volutamente disabilitato
AL12 Segnalazione gruppo di raffreddamento
abilitato non presente
AL13 Guasto memoria scheda logica
AL23 Induttanza del circuito di saldatura con
valore troppo elevato
AL24 Problema all’orologio di sistema
AL25 Batteria scheda logica esaurita
17 Possibili anomalie dell’impianto di
saldatura
Vengono di seguito elencate le anomalie che più
frequentemente possono verificarsi nell’utilizzo dei
generatori SKYLINE ALU e l’indicazione delle possibili
cause.
A) Il generatore non salda correttamente. Verificare:
•che l’impostazione del processo di saldatura sia
corretta
B) All’accensione della macchina, il display ‘D1’ si
accende ma la macchina non salda, verificare:
•verificare che il cavo della torcia, prese di potenza e il
cavo massa siano integri
C) La macchina si blocca per surriscaldamento,
durante l’utilizzo, con una frequenza superiore ai 4
minuti:
•verificare che il flusso d’aria per il raffreddamento dei
componenti non sia ostacolato dalla polvere o da
oggetti estranei posti nelle vicinanze delle prese
d’aria
•controllare il funzionamento del ventilatore
D) La macchina funziona solo in elettrodo (MMA) e non
in TIG:
•controllare la corretta chiusura del contatto elettrico
connesso al pulsante torcia
E) Saldatura irregolare:
•evitare di saldare in presenza di forti correnti d’aria
•controllare la continuità del flusso del gas verificando
il riduttore di pressione, l’elettrovalvola e i tubi di
collegamento
ONAILATI

Page 18
INE SpA Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
1Introduction
SKYLINE ALU inverter power source can be used for
MMA, TIG AC and TIG DC welding with Lift-Arc or HF
start.
These power sources have been designed and
implemented on the base of the most updated and
innovative technologies conceived for inverters and
microprocessors in power electronics and signal
processing. Thus a system has been achieved that, in
addition to the traditional dependability of INE products,
is featuring high dynamics of the necessary control for
obtaining very good quality welding, together with a
more straightforward and easier use by the operator.
SKYLINE ALU welding machines are constructed
according to the following standards EN 60974:
•as far as operators health prevention against electric
shocks is concerned.
•as far as electromagnetic compatibility is concerned
(noise disturbing other electrical appliances
operating in the vicinity).
INE declines any liability should the welding machine
be used incorrectly (ex.: to defrost pipes, to charge
batteries, etc.) or modified by the customer or third
parties without any written approval by the
manufacturer.
INE generators have been designed for professional
use and must be used exclusively by adequately
trained persons.
2General rules
It is possible to work without risks only after
having fully read and understood the
operating and safety instructions, and of
course by complying with these strictly.
The safety rules/laws of the country where the
equipment is installed are to be observed.
This system is designed for welding steel, aluminium
and its alloys, as well as copper.
It is protected electronically against overloads. Don’t
use fuses having a higher amperage than the one
specified in table “TECHNICAL DATA”.
Always close any doors of the machine before you start
welding.
3Ambient conditions
The system can withstand the following ambient air
temperature ranges:
When welding:
-10°C to +40°C (+14°F to +104°F)
During transport and storage:
-25°C to +55°C (-13°F to +131°F)
Humidity is not to exceed:
50% at +40°C (104°F)
90% at +20°C (68°F)
Welding, transport and storage are to be done within
such ranges. Trespassing them is to be regarded as a
violation. The producer will not be responsible for
damages caused by this.
The environmental air must be free of conductive dust,
corrosive gases, acids and other substances that may
damage the system.
4Meaning of the symbols
On the machine.
DANGER! Please read the
instructions contained in the
manual.
Death or serious injury hazard!
Failure to comply with the safety precautions
can cause accidents or severe
consequences and even death.
Damage hazard!
Failure to comply with the instructions and/or
the safety precautions can cause damages
to the system and to the pieces being
machined.
Detach the power supply plug!
Disconnect the power supply plug before
operating inside the system.
Informative notes and indications for a
proper and facilitated use of the product.
Environment protection information.
HSILGNE
i
Table of contents
Languages:
Other INE Portable Generator manuals



Popular Portable Generator manuals by other brands













Mase Generators
Mase Generators Voyager 6020 Auto Use and maintenance manual

AIMS Power
AIMS Power GEN3850W120VD manual

Briggs & Stratton
Briggs & Stratton GENERAC 1653-0 owner's manual

EWM
EWM Titan XQ 400 puls D operating instructions

Middle Atlantic Products
Middle Atlantic Products MPR Series instruction sheet

Scheppach
Scheppach SG3200 Translation of original instruction manual