INE SkyLine 33 User manual

Testo originale in ITALIANO
Leggere con la massima attenzione
prima di inserire la saldatrice alla
rete e di iniziare a saldare.
R e a d v e r y c a r e f u l l y b e f o re
connecting the machine to the
power and starting welding.
Leer con la máxima atención antes
de conectar el equipo a la red y
empezar a soldar.
Lire avec le maximum d’attention
avant de brancher le générateur au
réseau et de commencer à souder.
Lesen sie mit einem maximum an
aufmerksamkeit, bevor sie die
schweißmaschine an das netz
anschließen.
SKYLINE
33
06-2017

Il presente manuale è parte integrante della macchina o di accessori ad essa collegati e deve
sempre seguire la macchina. E’ cura dell’utilizzatore o di chi per esso mantenerlo integro e in buone
condizioni.
La INE S.p.A. si riserva di apportare modifiche ai prodotti in qualsiasi momento senza preavviso.
This manual is an integral part of the machine and accessories and must be kept together with the
machine. The user is responsible for keeping it in good condition ready for consultation.
INE S.p.A. reserves the right to make changes to its products at any time without obligation for prior
notice.
Le présent manuel fait partie intégrante de la machine ou des accessoires qui y sont reliés et doit
toujours suivre la machine. L’utilisateur doit le maintenir intégral et en bonne condition.
INE S.p.A. se réserve le droit d’apporter des modifications aux produits à tout moment sans
préavis.
Dieses Handbuch ist Bestandteil der Maschine oder ihrer Zubehörteile und muss stets zusammen
aufbewahrt werden. Der Anwender oder seine Mitarbeiter müssen es stets vollständig und in gutem
Zustand aufbewahren. Die Firma INE S.p.A. behält sich das Recht vor, jederzeit und ohne
Vorankündigung Änderungen anzubringen.
El presente manual es parte integrante de la máquina o de los accesorios conectados a ella y
siempre debe acompañarla. Será responsabilidad del usuario o de quien se ocupe de ello,
mantenerlo íntegro y en buen estado. La INE S.p.A. se reserva la posibilidad de introducir
modificaciones al producto en cualquier momento, sin aviso previo.

Page 1
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
ITALIANO
Generalità...........................................2
Prevenzione da rischi di natura elettrica ......................2
Prevenzione da raggi ultravioletti, fumi e incendi ................3
Manutenzione ........................................3
Compatibilità elettromagnetica (EMC) .......................3
Taglio plasma: procedimento e dati tecnici ....................4
Installazione e predisposizione per il funzionamento .............5
Note per l’utilizzo della torcia ..............................5
Descrizione funzionalità e comandi .........................6
Possibili anomalie dell’impianto di taglio ......................7
Possibili difetti di taglio ................................32
Parti di ricambio torcia ERGOCUT S45 ...................33
Parti di ricambio generatore SKYLINE 33..................35
Schema elettrico .....................................36
Dati tecnici .........................................37
ENGLISH
Introduction ..........................................8
Prevention against electric shocks..........................8
Prevention against UV rays, fumes and fires...................9
Maintenance .........................................9
Electromagnetic compatibility (EMC) ........................9
Plasma cutting: procedure and technical data..................10
Set up..............................................11
Notes on the use of the torch .............................11
Description of functions and controls ........................12
Troubleshooting.......................................13
Possible cutting faults .................................32
Spare parts for ERGOCUT S45 torch.....................33
Spare parts for SKYLINE 33 generator....................35
Electric diagram .....................................36
Technical data.......................................37
ESPAÑOL
Generalidades........................................14
Prevención de riesgos de origen eléctrico ....................14
Prevención de rayos ultravioletas, humos e incendios ............15
Mantenimiento .......................................15
Compatibilidad electromagnética (EMC) .....................15
Corte plasma: procedimientos y datos técnicos ................16
Instalación y preparación para el funcionamiento ...............17
Notas para el uso de la torcha.............................17
Descripción funcionalidades y mandos ......................18
Anomalías posibles en el equipo de corte ....................19
Posibles defectos de corte .............................32
Repuestos torcha ERGOCUT S45 .......................33
Repuestos generador SKYLINE 33 ......................35
Diagramas eléctricos .................................36
Caracteristicas tecnicas ...............................37
FRANÇAIS
Généralités ..........................................20
Prévention contre les risques de nature électrique...............20
Prévention contre les rayons ultraviolets, les fumées et les incendies. .21
Maintenance .........................................21
Compatibilité électromagnétique ...........................21
Coupage au plasma: procédé et caractéristiques techniques .......22
Installation et prédisposition pour le fonctionnement .............23
Notes pour l’utilisation de la torche..........................23
Description des fonctionnalités et des commandes ..............24
Anomalies possibles de l’installation de coupage ...............25
Défauts de coupage possibles ..........................32
Pièces de rechange torche ERGOCUT S45................33
Pièces de rechange générateur SKYLINE 33 ..............35
Diagrammes électriques ...............................36
Données techniques ..................................37
DEUTSCH
Einleitung ...........................................26
Unfallverhütung gegen Elektroschocks ......................26
Verhütung gegen UV-Strahlen, Rauch und Flammen ............27
Wartung ............................................27
Elektromagnetische Kompatibilität (EMC).....................27
Plasma-Schneiden: Verfahren und technische Daten ............28
Installation und Vorbereitung zum Schneiden ..................29
Anmerkungen zur Verwendung des Brenners .................29
Beschreibung der Funktionen und Steuerungen ................30
Mögliche Betriebsstörungen beim Plasmaschneiden.............31
Mögliche Schneidfehler................................32
Ersatzteile für Brenner ERGOCUT S45 ...................33
Ersatzteile für die Stromquelle SKYLINE 33................35
Elektrische Schaltplänen...............................36
Technische daten ....................................37

Page 2
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Generalità
SKYLINE 33 è un generatore di corrente per il taglio al
plasma dei metalli di nuova concezione, nato per
soddisfare anche il professionista più esigente. Allo
stesso tempo è utilizzabile con estrema semplicità
anche dall’operatore meno esperto, garantendo
comunque risultati sempre eccellenti.
L’innovativa tecnologia adottata, la particolare cura
costruttiva e l’utilizzo di materiali e componenti
all’avanguardia hanno permesso la riduzione del peso,
degli ingombri e dell’assorbimento energetico
aumentando l’affidabilità, le prestazioni, le
caratteristiche di taglio.
Il generatore permette tagli di qualità senza sbavature a
rovescio, su lamiere sia sottili che di medio spessore in
acciaio dolce, acciaio inox, alluminio e le sue leghe.
L’accensione dell’arco pilota è avviata tramite partenza
LIFT (senza l’utilizzo di alta frequenza); ciò consente
ottime partenze in taglio e l’assenza di disturbi
elettromagnetici. Un dispositivo automatico di
riaccensione dello stesso permette il taglio ininterrotto
di lamiere forate e grigliati.
I sistemi di protezione di cui è dotato il generatore
garantiscono la massima sicurezza d’uso, e ne
preservano l’integrità in caso di sovratemperature,
sovratensioni e sovraccarichi. Nel caso di sovratensioni
il generatore si scollega autonomamente dalla rete
spegnendosi. L’anomalia riscontrata verrà segnalata
alla successiva accensione.
Inoltre, grazie all’innovativa funzione del controllo della
potenza d’ingresso, è adatto per l’utilizzo con qualsiasi
gruppo elettrogeno (minimo 3kVA) sfruttando al
massimo tutta l’energia disponibile.
Le caratteristiche principali sono, inoltre,
accompagnate dalla tradizionale robustezza ed
affidabilità delle saldatrici INE.
Il generatore SKYLINE 33 è costruito in base alle
normative EN 60974:
•per quanto concerne la prevenzione dell’operatore
dai rischi di natura elettrica.
•in materia di compatibilità elettromagnetica
(immunità e disturbo nei confronti degli apparati
elettrici operanti in prossimità al generatore).
La INE declina ogni responsabilità in caso di utilizzo
scorretto (es.: scongelare tubature, caricare batterie,
ecc.) o di modifica dell’impianto di taglio, effettuata dal
cliente o da terzi, senza autorizzazione scritta emessa
dal costruttore stesso.
I generatori di corrente INE sono apparecchiature
progettate per uso professionale. Il loro utilizzo è
riservato esclusivamente a personale con formazione
tecnica idonea.
Prevenzione da rischi di natura elettrica
L’installazione della macchina deve essere eseguita
da personale in possesso di requisiti
tecnico-professionali specifici e in conformità alle leggi
dello stato in cui si effettua l’installazione.
Prima di collegare il generatore alla rete di distribuzione
dell’energia elettrica è necessario verificare che:
•la tensione fornita sia compresa entro gli
scostamenti ±10% dal valore nominale indicato nella
targa dati;
•l’impianto elettrico sia dotato di una efficiente messa
a terra (come prevedono le relative normative) a cui
connettere il filo giallo/verde della macchina;
•la rete distributrice dell’energia sia dotata del
conduttore neutro (neutral conductor) connesso a
terra;
•il generatore sia posto in un luogo asciutto e ben
aerato.
Durante l’utilizzo della macchina, accertarsi che
nell’ambiente di lavoro siano prese le seguenti
precauzioni:
•evitare che nessun pezzo metallico possa entrare
accidentalmente in contatto con i cavi di
alimentazione;
•evitare di lavorare in ambienti umidi o bagnati;
•collegare alla terra le parti metalliche che si trovino
alla portata dell’utilizzatore;
•allontanare i prodotti infiammabili;
•collegare il cavo massa del circuito di taglio al punto
più vicino alla zona in cui si effettua il taglio stesso,
allo scopo di minimizzare il percorso della corrente e
dei rischi ad essa connessi;
•assicurarsi del perfetto stato delle torce e dei cavi
elettrici che costituiscono i circuiti di alimentazione e
di taglio.
IMPORTANTE: poichè la tensione di lavoro di un
circuito di taglio plasma può essere compresa tra
100 e 500V (contro i 10÷100V di un circuito di
saldatura) si deve prestare particolare attenzione
alla manutenzione e allo stato di usura dei cavi e
della torcia e si raccomanda di non toccare le parti
della torcia non isolate in quanto questi valori di
tensione costituiscono un reale pericolo di
folgorazione.
L’operatore, inoltre, deve tenere scrupolosamente i
seguenti comportamenti:
•non collegare in serie o in parallelo generatori per il
taglio plasma;
•nel caso due o più operatori lavorino su pezzi
elettricamente connessi, si raccomanda a loro di
lavorare ad una adeguata distanza e che un
operatore non tocchi contemporaneamente le due
torce;
ONAILATI

Page 3
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected]t - www.ine.it
•evitare di appoggiare la torcia su superfici metalliche
in modo da evitare che l’impianto possa entrare
accidentalmente in funzione;
•indossare indumenti elettricamente isolanti.
Nel caso sia necessario introdurre il generatore in
ambienti ad elevato rischio di scosse elettriche si
raccomanda il collegamento alla rete di alimentazione
tramite un interruttore differenziale ad alta sensibilità
(corrente di sganciamento 30 mA, tempo d’intervento
30 ms).
Tali ambienti sono:
A) luoghi a libertà di movimento limitata, che
impediscono all’operatore di effettuare il taglio in
posizione eretta;
B) luoghi delimitati da superfici conduttrici con rischio di
essere messe in contatto accidentalmente;
C) luoghi bagnati, umidi o caldi.
Prevenzione da raggi ultravioletti, fumi e
incendi
L’arco elettrico, necessario per effettuare il taglio, è un
processo che emette radiazioni ultraviolette. Gli
operatori, pertanto devono proteggersi gli occhi e il viso
con le apposite maschere dotate di vetri aventi un
adeguato grado di opacità.
Sono di seguito elencati i gradi di protezione DIN
raccomandati per il procedimento di taglio plasma in
relazione alla corrente erogata:
•grado 11 fino a 150 A
•grado 12 da 150 a 250 A
•grado 13 oltre i 250 A
L’operatore dev’essere provvisto di guanti, scarpe e
vestiti ignifughi per la protezione dalle radiazioni, dalle
scorie e dalle scintille incandescenti.
E’ opportuno ridurre la riflessione e la trasmissione dei
raggi ultravioletti nell’ambiente di lavoro mediante
pannelli o tendaggi di protezione.
Per evitare l’azione nociva dei fumi che si producono
durante l’operazione di taglio è consigliato lavorare in
spazi aerati. In ambienti chiusi si consiglia l’impiego di
aspiratori da porre nelle vicinanze della zona di taglio.
Nel caso in cui il pezzo da tagliare sia ricoperto da
prodotti chimici (solventi, vernici, ecc.) si rende
indispensabile l’accurata pulizia delle superfici per
impedire la formazione di gas tossici.
E’ severamente vietato eseguire tagli al plasma su
recipienti di combustibile contenenti materiale
infiammabile, anche se vuoti.
Manutenzione
Ogni intervento di riparazione o di sostituzione di parti
dell’impianto dev’essere eseguito da personale
qualificato e idoneo ad operare nel settore
dell’impiantistica elettromeccanica.
All’operatore è consentito asportare i pannelli della
carrozzeria (non prima di aver sconnesso il
generatore dalla linea di alimentazione) solamente
per asportare i depositi di polvere e di sporcizia aspirati
all’interno. Quest’operazione dev’essere eseguita con
un getto di aria compressa almeno ogni tre mesi. E’
consigliabile aumentare la frequenza di tali interventi se
si lavora in ambienti molto polverosi.
Compatibilità elettromagnetica (EMC)
I generatori per il taglio plasma INE sono apparati da
usarsi esclusivamente in ambiente industriale
(CLASSE A del CISPR11). Il loro impiego in ambienti
diversi (ad esempio quello domestico) può comportare
dei problemi di compatibilità con apparecchi operanti
nelle vicinanze (radio, telefoni, computer, ecc.).
E’ responsabilità dell’utilizzatore l’installazione del
generatore e l’uso dello stesso in ambienti adeguati e
non suscettibili dal punto di vista EMC. Nel valutare gli
ambienti in questione si deve considerare l’eventuale
presenza di:
•linee ed apparecchi telefonici
•apparecchi radiotelevisivi riceventi e trasmittenti
•computer ed attrezzature di comando
•attrezzature di sicurezza
•strumenti di misura
Particolare attenzione devono prestare le persone
portatrici di stimolatori cardiaci e di analoghi apparecchi
bioelettronici che sono potenzialmente suscettibili ai
campi elettromagnetici. A queste persone si
raccomanda vivamente di non avvicinarsi ai luoghi in
cui si svolgono i processi di taglio.
Nell’eventualità si verificassero delle perturbazioni
elettromagnetiche la responsabilità di risolvere la
situazione spetta all’utente, al quale la INE come
costruttore offre la più completa assistenza.
Per ulteriori informazioni si rimanda alla normativa EN
60974-10 (in particolare l’allegato A) che regolamenta
la materia nell’ambito CEE.
ONAILATI
Page 4
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Taglio plasma: procedimento e dati tecnici
Il plasma è quel gas ionizzato ad elevata temperatura
(sull’ordine dei 10.000°C) che si genera con l’arco
elettrico durante un qualsiasi processo di saldatura. Nel
taglio plasma questo stesso gas ionizzato viene
accelerato ad una velocità di oltre 1.000 metri al
secondo: si realizza tale situazione comprimendo il gas
e facendolo passare attraverso una strozzatura
presente nella parte finale della torcia dov’è anche
posizionato l’elettrodo per l’innesco dell’arco di taglio.
L’operazione di taglio è quindi il risultato delle seguenti
azioni combinate:
•l’alta temperatura raggiunta ionizzando il gas, il
quale fonde il metallo
•l’alta velocità del getto di gas il quale asporta il
metallo fuso
La particolare conformazione degli ugelli della torcia
fanno in modo che questo getto di gas ionizzato sia il
più possibile concentrato, allo scopo di ridurre al
minimo la larghezza e al massimo la profondità di
taglio.
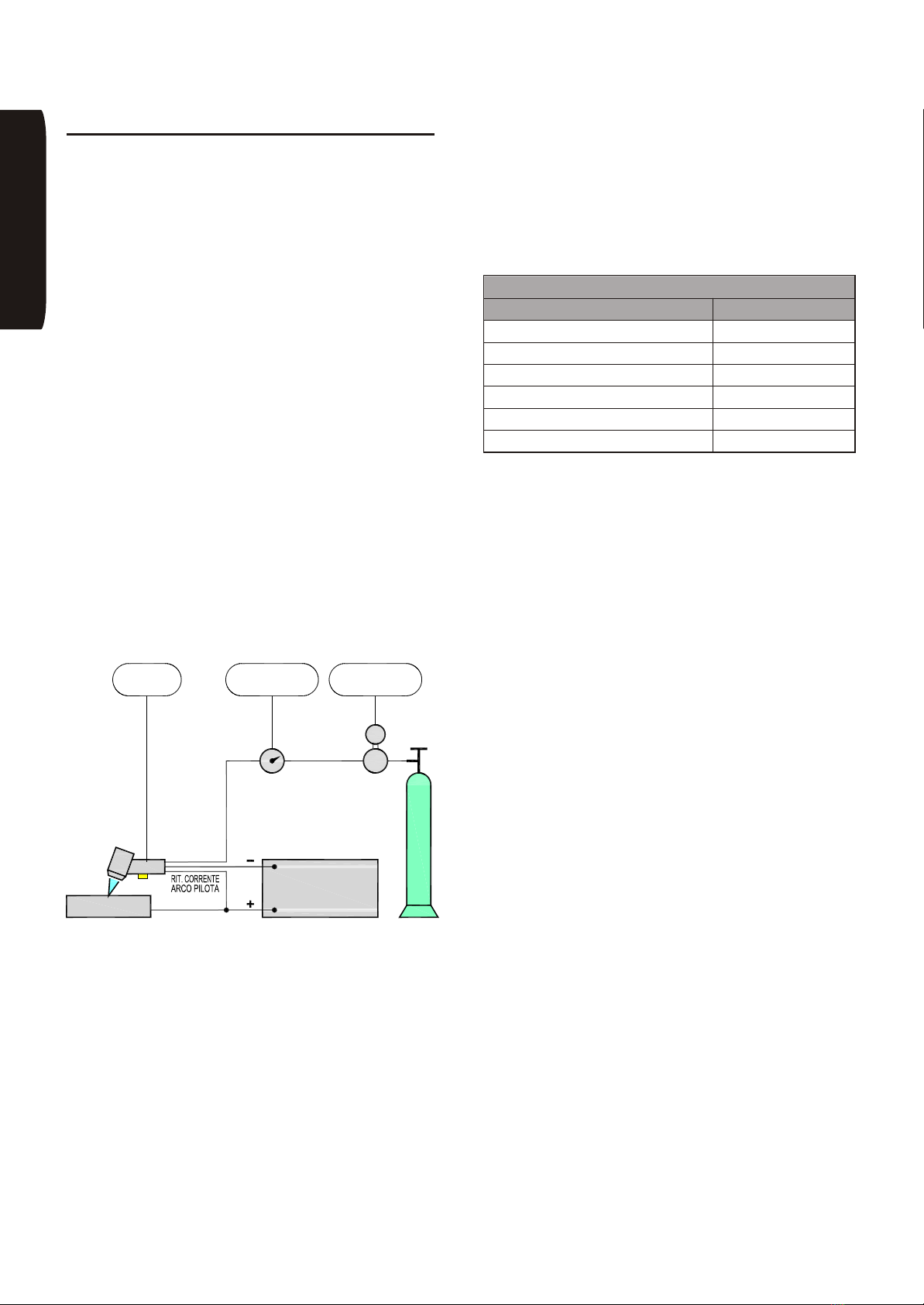
Un impianto per il taglio al plasma è costituito da:
•una sorgente di corrente continua
•una sorgente di gas compresso
•un riduttore di pressione
•una torcia per taglio plasma
Il procedimento di taglio plasma è una pratica
alternativa al procedimento ossiacetilenico per l’acciaio
dolce, mentre è indispensabile per l’acciaio
inossidabile, l’alluminio e le sue leghe e per gli altri
metalli non ferrosi.
Per ragioni di economicità e di comodità di reperimento
il gas comunemente impiegato nel procedimento di
taglio plasma è l’aria compressa.
L’ausilio di gas quali Argon, Azoto, Idrogeno o loro
miscele possono migliorare le prestazioni e la qualità di
taglio, ma richiedono l’impiego di speciali torce dotate di
raffreddamento ad acqua.
La tabella di questa pagina illustra, a titolo indicativo, il
legame esistente fra la corrente erogata dalla
macchina, lo spessore del metallo (in questo caso
acciaio dolce) e la velocità di avanzamento del taglio.
Altrettanto indicativamente si può affermare che gli
spessori di alluminio che si possono tagliare sono
paragonabili a quelli dell’acciaio dolce, mentre per
l’acciaio inossidabile si riducono del 30% circa.
ONAILATI
MANOMETRO
PEZZO
TORCIA
GAS
GENERATORE
DIPRESSIONE
RIDUTTORE
Corrente erogata 30A
Velocità di avanzamento (cm/min) Spessore (mm)
20 9,0
50 7,0
70 5,5
100 4,5
150 3,5
200 2,5

Page 5
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected]t - www.ine.it
Installazione e predisposizione per il
funzionamento
Nell’installazione della macchina è necessario
osservare scrupolosamente quanto prescritto nei
paragrafi precedenti relativi alla sicurezza.
Collegare il cavo di alimentazione ad una spina con
adeguata portata di corrente ed inserire i fusibili di
linea ritardati con un valore nominale adeguato, come
specificato sulla tabella DATI TECNICI (pagina 45).
Fare, inoltre, molta attenzione che il filo giallo-verde,
corrispondente al collegamento di terra, venga
effettivamente e correttamente collegato all’impianto di
messa a terra (per garantire la protezione
dell’utilizzatore).
Per la messa in opera della macchina procedere in
questo modo:
•Posizionare la macchina in modo tale che la
ventilazione per il raffreddamento interno non possa
venire compromessa. Per questo motivo si devono
evitare luoghi umidi e si devono avere almeno 0,5 m
di distanza da pareti, ripari o altro.
•Assicurarsi che la macchina sia spenta.
•Allacciare il tubo dell‘aria compressa all’attacco del
filtro regolatore ‘A1’ presente sul posteriore della
macchina. Nel caso che l’aria compressa sia erogata
da una bombola o da un circuito pneumatico con
pressione in uscita superiore a 10 bar deve essere
presente un regolatore di pressione proprio in modo
da poter abbassare la stessa a 10 bar. Se la
pressione in entrata del filtro regolatore della
macchina fosse superiore questo potrebbe
esplodere!
•Collegare il cavo massa alla boccola ‘C2’ e ad un
punto adeguatamente pulito del pezzo da tagliare.
•Svitare l’ugello esterno della torcia, accendere la
macchina e verificare che, premendo il pulsante
torcia, il generatore non si metta in funzione. Questo
garantisce che il dispositivo di sicurezza della torcia
funziona correttamente. Riavvitare, a questo punto,
l’ugello esterno della torcia.
•Assicurarsi che l’aria compressa impiegata per il
taglio sia adeguatamente purificata da olio, umidità,
polveri e contaminazioni varie; si può ottenere
un’adeguata pulizia dell’aria mediante appositi filtri
da applicare in uscita del compressore oltre a quello
presente sulla macchina. Un’aria secca e pulita
garantisce una precisione e una definizione di taglio
superiore.
Importante:
Al fine di evitare un eccessivo danneggiamento della
torcia o dei suoi particolari, si raccomanda di impiegare
esclusivamente ricambi originali della stessa.
Note per l’utilizzo della torcia
La torcia va mantenuta perpendicolare al pezzo da
tagliare per ottenere un taglio verticale mentre nel caso
si vogliano effettuare smussi o tagli inclinati la torcia
dovrà essere inclinata dell’angolo richiesto.
La velocità di avanzamento dev’essere tale che l’arco di
taglio fuoriesca in modo perpendicolare al di sotto del
pezzo o al massimo con 5-10 gradi d’inclinazione
rispetto alla normale.
Nel caso si utilizzi il plasma per forare materiale risulta
molto importante evitare che gli spruzzi di metallo fuso
finiscano sulla torcia, il che produrrebbe un’usura
anormale dei componenti della torcia soprattutto con
spessori superiori ai 10 mm. Si consiglia in questi casi
di partire con la torcia leggermente inclinata in modo
che gli spruzzi di metallo vengano diretti verso l’esterno
evitando così di danneggiare e di surriscaldare la torcia
stessa. Il materiale che si deposita sul cappuccio
ceramico o sull’ugello dev’essere tolto
immediatamente facendo attenzione all’elevata
temperatura del pezzo e dei particolari della torcia.
Per le forature circolari, inoltre, esiste la possibilità di
utilizzare dei compassi a testa rotante e movimento su
rotelle con centraggio magnetico, a puntale o passante
su di un foro centrale.
Si consiglia di evitare di spegnere la macchina
prima che finisca il flusso di gas post taglio: esso è
indispensabile per il raffreddamento della torcia.
Nella manutenzione della torcia si dovrebbero sostituire
contemporaneamente l’ugello e l’elettrodo in modo da
prolungare la durata di entrambi. Per quanto riguarda
l’ugello va sostituito quando il foro è irregolare o di
diametro superiore a quello nominale (questo provoca
tagli obliqui e di scarsa qualità), mentre l’elettrodo va
sostituito prima del totale consumo dell’inserto in
tungsteno presente nella punta. L’utilizzo di pezzi molto
consumati può rovinare il corpo torcia. Fare molta
attenzione inoltre al fissaggio dei nuovi pezzi in modo
da non danneggiare irreparabilmente il corpo torcia.
Attenzione: utilizzare esclusivamente la torcia
autorizzata dalla INE (vedi pagina 37 - dati tecnici).
L’utilizzo di una torcia diversa pùo causare
comportamenti anomali oltre a non garantire la
qualità di taglio e la sicurezza dell’operatore.
ONAILATI
Page 6
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
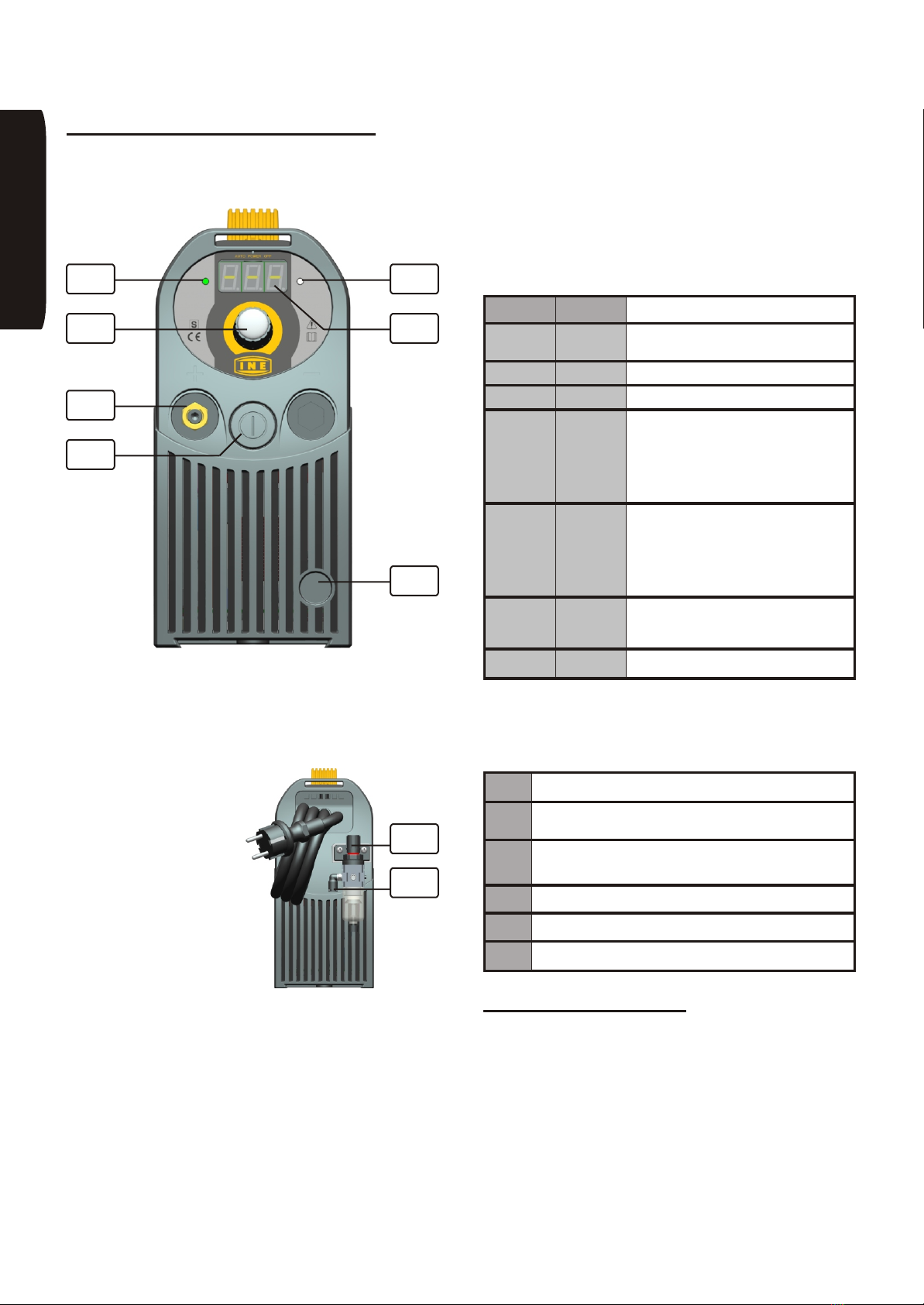
Descrizione funzionalità e comandi
Con riferimento alla figura seguente sono di seguito
descritti i comandi e le visualizzazioni di controllo.
Premendo il pulsante ‘I1’ di accensione/spegnimento il
generatore si accende. Dopo una fase di diagnostica
interna, della durata di circa 7 secondi, il generatore si
avvia.
Premere la manopola
‘E1’ e regolare a 3,5÷5
bar la pressione agendo
sulla manopola del filtro
regolatore ‘R1’. Essa va
tirata verso l’alto fino allo
scatto e ruotata in senso
orario o antiorario a
seconda che si debba
diminuire o aumentare la
pressione; a regolazione
avvenuta per bloccare la
manopola spingere
verso il basso fino allo scatto. Assicurarsi che la
portata d’aria sia di almeno 115 l/min.
Il generatore a questo punto è operativo e ruotando la
manopola dell’encoder ‘E1’ è possibile regolare la
corrente di taglio da un minimo di 10A ad un massimo di
33A.
Per spegnere il generatore premere il pulsante ‘I1’. Per
qualche istante sul display ‘D1’ apparirà il testo ‘OFF’, il
led ‘L1’ diventerà lampeggiante blu e di seguito il
generatore si spegnerà completamente. Nel caso il
generatore necessiti di un ciclo di raffreddamento (per
un durata massima di 10 minuti) la ventola continuerà a
funzionare per poi spegnersi autonomamente.
I led ‘L1’ e ‘L2’ a seconda dei colori visualizzano i
seguenti stati del generatore:
Led ‘L1’ Led ‘L2’ SIGNIFICATO e SOLUZIONI
Blu
lampeggiante -Generatore in fase di accensione o di
spegnimento
Verde -Il generatore è acceso
Verde Rosso Indica la presenza di tensione sulla torcia
Verde
edreV/ocnaiBetnettimretni
Durante l’impostazione della corrente di
taglio segnala quando, presumibilmente,
si supera il limite di potenza disponibile
impostato nel menù POWER (abbassare
il valore di corrente o aumentare la
potenza disponibile)
Verde
ollaiG/ossoRetnettimretni
Intervento durante il taglio del limite di
potenza disponibile impostato nel menù
POWER (abbassare il valore di corrente,
aumentare la potenza disponibile o
accorciare la lunghezza dell’arco di
saldatura)
Blu Blu E’ selezionato il menù di settaggio
avanzato ARCO PILOTA, POWER,
SLEEP, AUTO POWER OFF, FACTORY
Giallo -Allarme
Nel caso di intervento di un dispositivo di protezione
(allarme - led ‘L1’ giallo) il display ‘D1’ mostra il tipo di
protezione intervenuta:
A. 2 Sovratemperatura
A. 4 Sovratensione (visualizzato alla successiva accensione
dopo essersi spento per protezione attiva)
A. 7 Pulsante torcia premuto durante la fase di
accensione della macchina
A. 8 Allarme interno (chiamare centro assistenza)
A. 9 Allarme interno (chiamare centro assistenza)
A.10 Pressione aria insufficiente per esecuzione taglio
Modifica parametri avanzati
Il generatore, per particolari necessità, permette di
modificare anche alcuni parametri speciali visualizzati
dal display ‘D1’:
AP, ossia ARCO PILOTA, è la possibilità di
impostare la corrente dell’arco pilota da 10A a 20A
(l’impostazione di fabbrica è di 14A)
ONAILATI
L1 L2
E1
C2
C1
D1
I1
R1
A1

Page 7
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected]t - www.ine.it
POU, ossia POWER, è la regolazione in KVA della
potenza disponibile dalla linea, sia che sia la rete
elettrica oppure un gruppo elettrogeno, evitandone
così il sovraccarico e l’intervento delle relative
protezioni
SLE, ossia SLEEP, è il tempo in minuti che intercorre
prima che il generatore, finito il taglio, vada in
modalità di ‘standby’ preservando l’inverter ed
allungandone la vita
APO, ossia AUTO POWER OFF, è il tempo in minuti
che intercorre prima che il generatore, finito il taglio,
si spenga autonomamente evitando inutili sprechi
d’energia e preservandone la vita
FAC, ossia FACTORY, è il reset di tutte le
impostazioni che vengono reimpostate a quelle di
fabbrica; per sicurezza la conferma di questa
funzione avviene con la selezione del parametro
‘YES’ e la pressione della manopola ‘E1’ a conferma,
a questo punto il generatore esce dal menù e si
imposta ai parametri di fabbrica
Per poter modificare questi parametri si deve agire in
questo modo:
•Premere il selettore ‘E1’ immediatamente dopo la
pressione sul pulsante ‘I1’ di accensione per 8
secondi senza interruzione; i led ‘L1’ ed ‘L2’
diventano blu
•Ruotare la manopola ‘E1’ per selezionare il
parametro da modificare
•Premere la manopola ‘E1’ per confermare la scelta
del parametro
•Ruotare la manopola ‘E1’ per modificare il valore del
parametro selezionato
•Premere la manopola ‘E1’ per confermare il valore
impostato
•Ruotare il selettore ‘E1’ per selezionare un altro
parametro da modificare oppure ruotare la
manopola fino a visualizzare sul display ‘D1’ il testo
‘OUT’
•Premere la manopola ‘E1’ per confermare l’uscita
dal menù di modifica dei parametri e ritornare al
menù principale di impostazione della corrente di
saldatura
Possibili anomalie dell’impianto di taglio
Vengono di seguito elencate le anomalie che più
frequentemente possono verificarsi nell’utilizzo del
generatore SKYLINE 33 e l’indicazione delle possibili
cause.
A) Il generatore non si accende, verificare:
•che il cavo di alimentazione sia integro e allacciato
alla rete di alimentazione
B) All’accensione del generatore, questo si spegne
immediatamente in modo automatico, verificare:
•che la tensione di rete non sia superiore a 260V˜
C) Il generatore è acceso (led ‘L1’ verde e ‘L2’ bianco o
rosso) e non taglia, verificare:
•che il cavo della torcia e il cavo massa siano integri e
correttamente inseriti nelle boccole
D) Il generatore si blocca e rimane in allarme di
sovratemperatura ‘AL2’ per un tempo molto lungo:
•verificare che il flusso d’aria per il raffreddamento dei
componenti non sia ostacolato dalla polvere o da
oggetti estranei posti nelle vicinanze delle prese
d’aria.
E) Il flusso del gas si interrompe improvvisamente,
verificare:
•che i tubi e i raccordi non siano in qualche modo
occlusi
F) All’accensione della macchina sul display ‘D1’
appare l’indicazione ‘A.10’ indicante l’allarme per
insufficiente pressione dell’aria compressa:
•regolare il manometro in modo che la pressione
dell’aria sia compresa tra i 3,5 e i 5 bar
G) Alla pressione del pulsante torcia è presente il flusso
del gas, ma l’arco pilota non si accende:
•verficare lo stato di usura della cappa, dell’elettrodo
e del diffusore aria
•verificare la presenza di ossido all’interno della
cappa (si consiglia di svitare l’ugello di 1/2 giro e
riavvitare ripetendo l’azione 3-4 volte: l’arco pilota
dovrebbe innescarsi)
H) Quando si inizia a tagliare l’arco elettrico si spegne,
ossia non avviene il trasferimento arco pilota - arco di
taglio:
•verificare il corretto collegamento del cavo massa
ONAILATI

Page 8
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Introduction
SKYLINE 33 is an innovative current generator for the
plasma cutting of metals, designed for even the most
discerning professional, while being extremely simple
to use for the less experienced operator to guarantee
results that are always perfect.
The innovative technology that has been adopted, the
scrupulous construction care and the use of cutting
edge materials and components have helped reduce
the weight, the volume and the energy intake,
increasing its reliability, performance and the cutting
features.
The generator gives excellent quality cuts without
burring on the reverse for both fine and medium thick
sheets in soft steel, stainless steel, aluminium and
aluminium alloys.
The pilot arc is initiated by starting LIFT (without the use
of high frequency); this allows excellent outward
absence of electromagnetic interference. An automatic
restart device allows the continuous cutting of punched
plates and grids.
The protection systems on the generator make it
extremely safe to use and protect its integrity in case of
overheating, overvoltage and overloads. In the event of
overvoltage the generator automatically disconnects
from the mains and turns itself off and the problem will
be signalled the next time it is turned back on.
Furthermore, with the innovative intake power control
function it is ideal for using with any sort of generating
sets (minimum 3kVA) exploiting all its available
energy.
Furthermore, these main characteristics are supported
by the traditional sturdy and reliable construction of INE
welding machines.
SKYLINE 33 welding machines are constructed
according to the following standards EN 60974:
•as far as operators health prevention against electric
shocks is concerned.
•as far as electromagnetic compatibility is concerned
(noise disturbing other electrical appliances
operating in the vicinity).
INE declines any liability should the cutting machine be
used incorrectly (ex.: to defrost pipes, to charge
batteries, etc.) or modified by the customer or third
parties without any written approval by the
manufacturer.
INE generators have been designed for professional
use and must be used exclusively by adequately
trained persons.
Prevention against electric shocks
The machine must be installed by authorised persons
with specific technical and professional know-how,
conforming to the laws in force in the country where it is
installed.
Before connecting the power source to the mains,
always check that:
•the voltage received falls within ±10% allowance of
the nominal value displayed on the machine plate;
•the mains input is properly grounded (as provided in
the relevant legislation) and the yellow/green wire of
the welding machine is connected to the ground;
•the mains supply is equipped with a grounded
neutral conductor;
•the power source is in a dry and ventilated place.
When using the machine, make sure that the following
precautionary measures are taken in the workplace:
•ensure that no metallic body may accidentally get
into contact with the power cables;
•do not carry out any welding operation in damp or
wet areas;
•ground any metallic parts falling within the operator’s
reach;
•keep all flammable materials away from the working·
area;
•connect the work return lead of the cutting circuit to a
place as close as possible to the cutting area in order
to minimise the current path and the relevant risks;
•make sure that cutting torches and cables are in
perfect condition.
WARNING! Since the operating voltage in a plasma
cutting circuit may range between 100V and 500V
(vs. 10÷100V in a welding circuit) special attention
should be paid to the maintenance and wear
condition of cables and torches. Non-insulated
parts of the torch should never be touched as they
represent a serious danger of electrocution.
Furthermore, the operator should stick to the following
behavioural rules:
•do not connect plasma cutting machines in series or
parallel;
•in the case two or more cutters should operate on
electrically connected parts, it is suggested that they
work at a suitable distance from each other and that
none of them touches two torches at the same time;
•do not place the torch on metallic surfaces: this might
be a condition for the machine to be started
accidentally;
•always wear insulating garments.
HSILGNE

Page 9
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected]t - www.ine.it
In the case the power source should be introduced into
areas characterised by a high risk of electric shocks, it
is recommended that the connection to the mains be
protected by a highly-sensitive differential circuit
breaker (releasing current: 30 mA, operating time: 30
ms).
Such areas are:
A) places offering limited freedom of movement and
preventing the operator from standing while working;
B) places surrounded by conductive surfaces that may
accidentally come into contact with the welding circuit;
C) wet, damp and hot places.
Prevention against UV rays, fumes and
fires
Arc cutting is a cutting process by which UV rays are
emitted. Operators should therefore protect their eyes
and faces with suitable face masks or helmets
equipped with adequate filter lenses.
Recommended DIN protection grades for filter lenses
are listed below for plasma cutting procedure in relation
of current used:
•grade 11 - up to 150 Amps
•grade 12 - from 150 to 250 Amps
•grade 13 - over 250 Amps
Operators should wear gauntlets, insulating shoes and
fireproof clothes to protect themselves from radiation,
slags and sparks.
Reflection and transmission of UV rays in workplaces
should be reduced by using antiflash welding screens
or panels.
In order to reduce the toxic action of cutting fumes, it is
suggested to operate in ventilated areas. Use fume
extractors close to the cutting area, if ventilation is poor
or lacking.
If the piece to be cutted is covered by chemicals
(solvents, paints, etc.), it should be carefully cleaned
prior to cutting to prevent toxic gas emission.
It is strictly forbidden to plasma cut on fuel tanks,
whether they are full or empty.
Maintenance
Any repair work or replacement of spares should be
carried out by skilled personnel, qualified to operate on
electromechanical systems.
Welders are allowed to remove the side panels of the
welding machine (after disconnecting it from the
mains) only to remove any dust or dirt that may have
been taken in. Such operation, to be carried out by
applying a compressed air jet, is to be repeated at least
every three months. This frequency should be
increased if operating in very dusty places.
Electromagnetic compatibility (EMC)
INE cutting machines are conceived for use in industrial
applications only (CLASS A of CISPR11). If they are
used differently (e.g. for domestic use), they may cause
compatibility problems, as they may interfere with other
electrical appliances operating in the vicinity (radios,
phones, computers, etc.).
It’s the user’s responsibility to install the power source
and use it in the proper places so that no EMC problems
may arise. When judging the suitability of a workplace,
the presence of the following should be considered:
•telephone lines and sets
•receiving and transmitting radio/TV sets
•computers and control devices
•safety devices
•measuring instruments.
Special attention should be paid to people with
pace-makers and similar bio-electronic devices since
they may be influenced by electromagnetic fields.
These people are strongly suggested to keep away
from any places in which cutting is going on.
In the event electromagnetic disturbance should occur,
it’s the user’s responsibility to solve the situation; INE,
as the manufacturer of the welding set in use, is ready
to assist.
For further information please refer to EN 60974-10
(Enclosure A, particularly) which regulates the matter in
the EEC.
HSILGNE

Page 10
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Plasma cutting: procedure and technical
data
Plasma is the high temperature (around 10,000°C),
ionized gas generated by the electric arc during any
welding process. In the plasma cutting process the
ionized gas is constricted at high speed (over 1,000
m/s) through the torch nozzle. The nozzle and electrode
constrict and maintain the plasma jet.
The cutting operation is therefore the result of the
following combined actions:
•the temperature of the plasma arc melts the metal,
pierces through the workpiece and
•the high speed gas flow removes the molten material
The special shape of the torch nozzles attains
maximum arc constriction so as to minimize cutting
width and maximize cutting depth.
The basic plasma cutting system consists of:
•a DC power source
•a compressed gas source
•a pressure reducer
•a plasma cutting torch
Plasma cutting process is used as an alternative to the
oxyacetylene cutting process when cutting mild steel,
whereas it is essential for cutting stainless steel,
aluminium and its alloys, as well as other non-ferrous
metals.
Air is the most widely used plasma gas, probably due to
the fact that compressed air is relatively cheap and
readily available at virtually any location. There are may
different plasma and shield gas combinations (e.g.
argon, nitrogen, hydrogen and their mixtures) which
can be used to enhance the cut performance on
different materials and applications, but they require the
use of special water-cooled torches.
The table below illustrate, as an indication, the relation
existing among current output, workpiece thickness
(mild steel in this example) and cutting speed. Purely as
an indication, it can be stated that aluminium
workpieces that can be cut are roughly the same
thickness as mild steel, whereas in the case of stainless
steel thickness is reduced by about 30%.
HSILGNE
PRESSURE
GAUGE
TORCH
GAS
REDUCER
PRESSURE
Current output 30A
Cutting speed (cm/min) Thickness (mm)
20 9.0
50 7.0
70 5.5
100 4.5
150 3.5
200 2.5

Page 11
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected]t - www.ine.it
Set up
The safety rules reported in the preceding sections
should be carefully followed when setting up the
machine.
Connect the power cable to a socket with an adequate
current supply and insert the delayed line fuses with
an adequate rated value, as specified in the table of
TECHNICAL DATA (page 45).
Make sure that the yellow-green wire, which is the
earth wire, is properly connected to the ground (this will
protect the user).
To start up the machine follow these steps:
•Place the unit so that the vents are clear of any
obstruction to ventilation air. Keep it in a dry place
and at a distance of at least 0.5 m from walls, shields
or anything.
•Make sure the machine is off.
•Connect the compressed air hose to the regulating
filter connection ‘A1’ on the rear panel of the
machine. Should compressed air be supplied from a
bottle or pneumatic circuit delivering it at a pressure
above 10 bar, a pressure reducer should be there to
reduce it to 10 bar. If the pressure entering the
regulating filter is higher, this may explode!
•Connect the work return lead to the ‘C2’ socket on
the power source and clamp it to a clean area of the
workpiece.
•Screw out the torch outside nozzle, turn on the
machine and make sure the pressure of the torch
trigger does not operate the power source. This
confirms proper functioning of the torch safety. After
this check, the torch outside nozzle can be screwed
in again.
•Make sure the compressed air used for cutting is free
from oil, moisture, dust or any other polluter.
Compressed air can be adequately cleaned if special
filters are installed on the compressor outlet in
addition to the one present in the compressor. Dry
and clean air ensures better cut quality.
Notice:
In order to prevent the torch or its parts from serious
damage, always use original spares.
Notes on the use of the torch
A plasma torch is held at right angle to the workpiece
when a vertical cut is desired or at any other angle for
sloping cuts and bevels.
Cutting speed should allow the cutting arc to cut the
material and protrude from the workpiece vertically or at
a max. angle of 5÷10° to the perpendicular.
When plasma is used to pierce a material, molten
material ejection may deposit on the torch, thus causing
abnormal wear, especially with thickness over 10 mm.
In these cases it is suggested to start piercing with the
torch slightly slanting so that the ejection of molten
metal is directed outwards and the torch is preserved
from damage and overheating. The material
deposited on the ceramic cap or on the nozzle
should be removed immediately paying attention to
the high temperature of the workpiece and torch
parts.
Circular cuts may be carried out by means of rotating
head calipers sliding on rollers, with magnetic
centering.
The machine should not be switched off before the
post-cut gas has flown completely, since this is
necessary to cool the torch.
In order to extend consumable life, both nozzle and
electrode should be replaced when servicing a torch.
The nozzle should be replaced when the inner bore is
irregular or greater than the nominal bore (this causes
raking and poor quality cuts); the electrode should be
replaced before the tungsten core of the electrode tip is
totally worn out. The use of worn parts may damage the
torch body.
Particular care should be taken in fitting the new parts
into the torch so as not to irrevocably damage the torch
body.
Attention: Only use the torch authorised by INE
(see page 37 – technical data). If another sort of
torch is used, it could cause irregular operations
and not guarantee the cutting quality nor operator
safety.
HSILGNE
Page 12
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
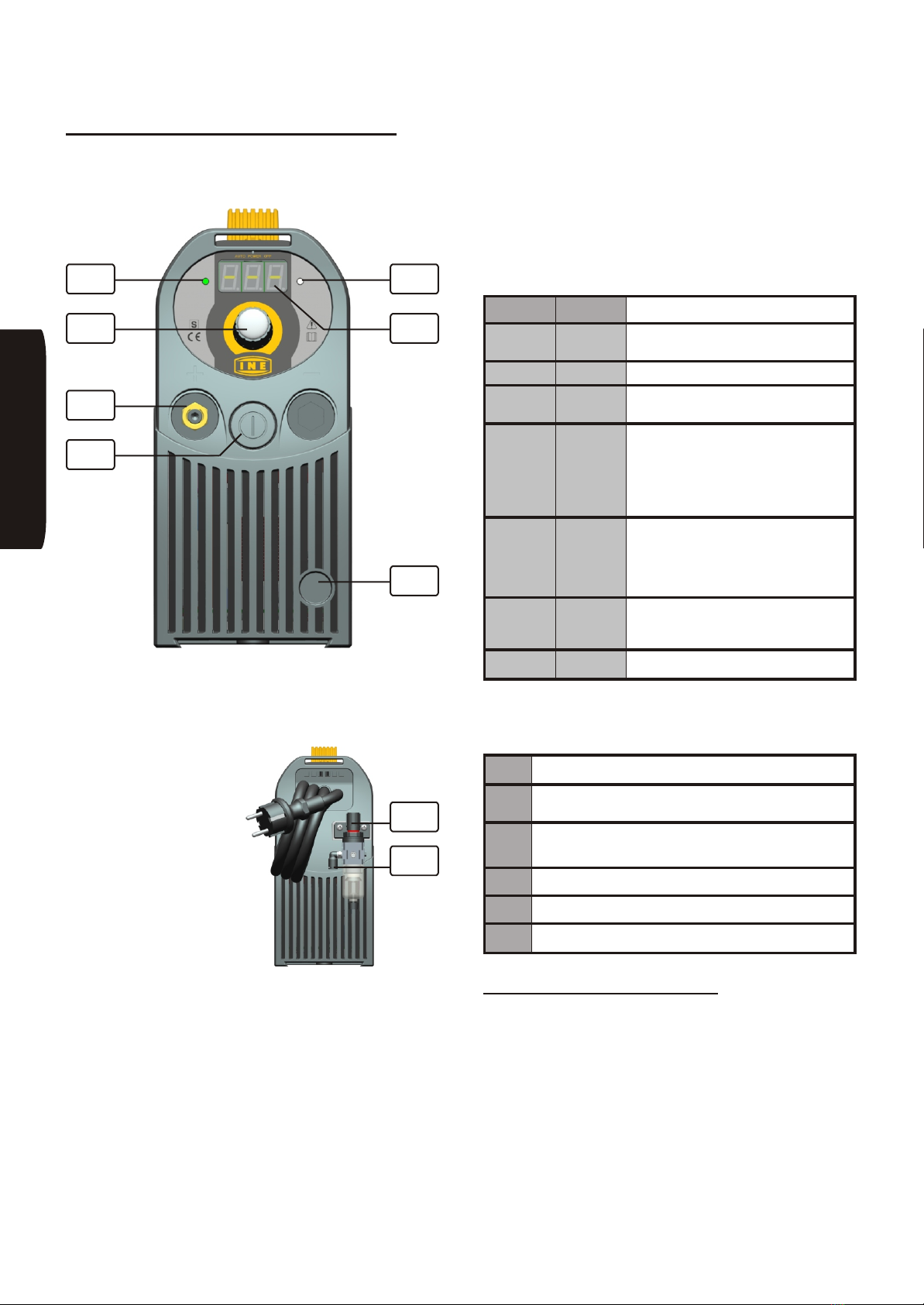
Description of functions and controls
The controls of the machine are described here below
with reference to the following figure.
When the ‘I1’ ON/OFF switch is pressed the generator
turns on. After the internal diagnostic phase of about 7
seconds, the generator starts.
Press the ‘E1’ knob and
adjust pressure by
turning the regulating
filter knob ‘R1’ and set it
to 3.5÷5 bar. To do this,
the filter knob should be
pulled until released and
turned either clockwise
or anticlockwise to
respectively decrease or
increase pressure; after
setting pressure, the filter
knob should be pushed
until released. Make sure that the air delivery is at
least 115 l/min.
The generator is now ready to use, and by turning the
‘E1’ encoder knob the cutting current can be regulated
between a minimum of 10A to a maximum of 33A.
Press the ‘I1’ switch to turn the generator off. For a few
seconds the ‘D1’ display will show the message ‘OFF,
the led ‘L1’ will start flashing blue and then the
generator will be completely turned off. If the generator
needs a cooling cycle (for a maximum of 10 minutes)
the fan will continue running to then turn off
automatically.
Depending on the colours, the ‘L1’ and ‘L2’ leds show
the following generator states:
Led ‘L1’ Led ‘L2’ MEANING and SOLUTIONS
Blue
blinking -Generator being turned on or off
Green -The generator is on
Green Red Indicates the presence of voltage on the
torch
Green
neerG/etihWtnettimretni
When the cutting current is being set it
shows when, presumably, the available
power limit will be exceeded that has
been set in the POWER menu (lower the
current value or increase the available
power value)
Green
wolleY/deRtnettimretni
During cutting the available power limit
set in the POWER menu has been
exceeded (lower the current level,
increase the available power level or
shorten the length of the welding arc)
Blue Blue The advanced setting menu has been
selected PILOT ARC, POWER, SLEEP,
AUTO POWER OFF, Uo, FACTORY
Yellow -Alarm
If a protection device triggers (alarm - Led ‘L1’ yellow)
the ‘D1’ display shows the device that has triggered:
A. 2 Overheating
A. 4 Overvoltage (shown the next time the generator is turned on
after being turned off due to the device triggering)
A. 7 Torch button pressed while generator switching
on
A. 8 Internal alarm (call the service centre)
A. 9 Internal alarm (call the service centre)
A.10 Air pressure too low for cutting
Changing advanced parameters
In certain cases, the generator allows changing certain
special parameters that are shown on the ‘D1’ display:
AP, i.e. PILOT ARC, is the ability to set the pilot arc
current from 10A to 20A (the factory setting is 14A)
POU, i.e. POWER, the setting in KVA of the available
power form the line, whether from the mains line or
the generator, thus avoiding an overload and the
various protections triggering
HSILGNE
L1 L2
E1
C2
C1
D1
I1
R1
A1

Page 13
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected]t - www.ine.it
SLE, i.e. SLEEP, is the delay time in minutes before
the generator goes onto standby when cutting is
finished, thus protecting the inverter and lengthening
its useful life
APO, i.e. AUTO POWER OFF, is the delay time in
minutes before the generator turns off automatically
when cutting is finished, thus avoiding any useless
energy wastage and conserving the life of the
generator
FAC, i.e. FACTORY, is the reset for all the settings
that have been reset to the original factory ones; for
safety purposes, this function is confirmed by
selecting the parameter ‘YES’ and pressing the ‘E1’
knob to confirm, at this point the generator exits the
menu and returns to the factory settings
To change these parameters proceed as follows:
•Press the ‘E1’ switch immediately after pressing the
‘I1’ ignition button for 8 seconds and keeping it
depressed; leds ‘L1’ and ‘L2’ turn blue.
•Turn the ‘E1’ knob to select the parameter to change
•Press the ‘E1’ knob to confirm the selected
parameter
•Turn the ‘E1’ knob to change the value of the
selected parameter
•Press the ‘E1’ knob to confirm the set value
•Turn the ‘E1’ switch to select another parameter to
change or turn the knob until the ‘D1’ display shows
the message ‘OUT’
•Press the ‘E1’ knob to confirm exiting the parameter
change menu and return to the main setting menu for
the welding current
Troubleshooting
A list of the possible failures of a SKYLINE 33 generator
is reported here below with the indication of the
possible causes.
A) The generator does not turn on, check:
•that the power lead is not damaged and is connected
to the mains supply
B) When the generator is turned on, it immediately turns
off again automatically, check:
•that the mains voltage is not higher than 260V˜
C) The generator is on (led ‘L1’ green ‘L2’ white or red)
but it is not possible to cut, check:
•that the torch lead and ground lead are not damaged
and are correctly fitted to the connectors
D) The generator stops and remains on overheating
alarm ‘AL2’ for a long time:
the air flow for the cooling of the components is not
hindered by dust or foreign objects placed in the vicinity
of the air vents.
E) If the gas flow suddenly stops, check that:
•the hoses and connectors are not clogged
F) When the machine is turned on in the display ‘D1’
appears ‘A.10’ indicating the alarm for low pressure
compressed air:
•adjust air pressure until 3.5÷5 bar is shown on
pressure gauge
G) When press the torch switch is present the gas flow,
but the pilot arc does not turn on:
•check the hood, electrode and air diffuser for signs of
wear
•verify the presence of oxide inside the hood
(unscrew the nozzle 1/2 turn and tighten repeating
the action 3-4 times: the pilot arc should start)
H) When cutting is started, the electric arc fails, i.e.
there is no transfer pilot arc - cutting arc:
•check the proper connection of the return currente
cable
HSILGNE
Page 14
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Generalidades
SKYLINE 33 es un generador de corriente para el
corte al plasma de metales de nueva generación,
nacido para satisfacer aún al pofesional más exigente.
Al mismo tiempo puede ser utilizado con gran facilidad
por el operador menos experto, garantizando de todos
modos excelentes resultados.
La inovadora tecnología adoptada, el especial cuidado
en la construcción y la utilización de materiales y
componentes de vanguardia, han permitido una
reducción de peso, de incomodidad y de absorción
energética, aumentando la confiabilidad, las
prestaciones y las caraterísticas de corte.
El generador permite cortes de calidad sin rebabas en
el reverso, en chapas tanto finas como de mediano
espesor en acero dulce, acero inoxidable, aluminio y
sus aleaciones.
El arco piloto se inicia a partir LIFT (sin el uso de alta
frecuencia), que permite cortar una excelente ida y la
ausencia de interferencias electromagnéticas. Un
dispositivo automático de reencendido del mismo,
permite el corte ininterrumpido de planchas
agujereadas y de parrillas.
Los sitemas de protección de los cuales se encuentra
dotado el generador, garantizan la máxima seguridad
de uso y preservan la integridad en caso de altas
temperaturas, alta tensión y sobrecargas. En el caso de
alta tensión, el generador se desconecta
automáticamente de la red apagándose. El desperfecto
individualizado será señalado durante el encendido
sucesivo.
Además, gracias a la inovadora función del control de
la potencia de entrada, se puede utilizar con cualquier
grupo electrógeno (mínimo 3kVA) aprovechando al
máximo toda la energía disponible.
Estas características principales están, además,
acompañadas por la solidez y la fiabilidad propias de
las soldadoras INE.
Los generadores SKYLINE 33 están construídos en
base a las normas vigentes EN 60974:
•en lo que respecta a la prevención del operador de
riesgos de origen eléctrico,
•en materia de compatibilidad electromagnética
(inmunidad e interferencias con respecto a los
aparatos eléctricos que funcionan en las
proximidades del generador).
INE declina toda responsabilidad en caso de uso
incorrecto (es.: deshelar tuberías, cargar baterías, etc.)
o de modificaciones del equipo de corte, efectuadas
por el cliente o por terceros, sin autorización escrita
emitida por el constructor mismo.
Los generadores de corriente INE son aparatos
diseñados para uso profesional. Su utilización está
reservada exclusivamente al personal que posea la
formación técnica adecuada.
Prevención de riesgos de origen eléctrico
La instalación de la máquina deberá ser ejecutada por
personal que se encuentre en posesión de los
requisitos técnico-profesionales específicos para ello y
conforme a las leyes del estado en el que se lleva
acabo la instalación.
Antes de conectar el generador a la red de distribución
de energía eléctrica es necesario controlar:
•que la tensión se halle comprendida entre las
variaciones ±10% del valor nominal indicado en la
chapa de los datos;
•que la instalación eléctrica tenga una eficiente
puesta a tierra (tal como está previsto por las normas
respectivas) a la cual conectar el hilo amarillo/verde
de la máquina;
•la red de distribución de la energía esté dotada del
conductor neutro (neutral conductor) conectado con
puesta a tierra;
•que el generador se encuentre colocado en un lugar
seco y bien ventilado.
Durante el uso de la soldadora, constatar que en el
ámbito de trabajo hayan sido tomadas las siguientes
precauciones:
•evitar que ninguna pieza metálica pueda entrar
accidentalmente en contacto con los cables de
alimentación;
•evitar trabajar en ambientes húmedos o mojados;
•poner a tierra las partes metálicas que se
encuentran al alcance del operador;
•alejar los productos inflamables;
•unir el cable masa del circuito de corte al punto más
cerca a la zona en la cual se efectua el corte, con el
fín de minimizar el recorrido de la corriente y de los
riesgos que ésta comporta;
•constatar el perfecto estado de las torchas y de los
cables eléctricos que constituyen los circuitos de
alimentación y de corte.
IMPORTANTE: Visto que la tensión de trabajo de un
circucito de corte plasma puede ser comprendida
entre 100 y 500V (contra los 10÷100V de un
circucito de soldadura) se debe prestar una
atención particular a la manutención y al estado de
usura de los cables y de la torcha y se recomienda
de no tocar las partes de la torcha no aisladas en
cuanto estos valores de tensión constituyen un real
peligro de fulguración.
El operador, además, debe comportarse
escrupulosamente en el modo siguiente:
•no unir en serie o en paralelo generadores para el
corte plasma
LOÑAPSE

Page 15
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected]t - www.ine.it
•en el caso en que dos ó mas operadores trabajen
sobre piezas electricamente conexas, se les
recomienda de trabajar a una adecuada distancia y
que un operador no toque contemporaneamente las
dos torchas;
•no apoyar la torcha en superficies metálicas para
evitar que el equipo se ponga en marcha
involuntariamente;
•vestir prendas aisladoras de electricidad.
En casos en que sea necesario colocar el generador en
ambientes con alto riesgo de descargas eléctricas se
recomienda la conexión a la red de alimentación por
medio de un interruptor diferencial de gran sensibilidad
(corriente de desenganche 30 mA, tiempo de
aplicación 30 ms).
Dichos ambientes pueden ser:
A) lugares con limitada liberdad de movimientos, que
impiden que el operador pueda efectuar la soldadura
en posición erecta;
B) lugares rodeados por superficies conductoras con
riesgo de ser puestas en contacto de manera
involuntaria;
C) lugares mojados, húmedos o calientes.
Prevención de rayos ultravioletas, humos
e incendios
El arco eléctrico, necesario para efectuar el corte, es un
proceso que emite radiaciones ultravioletas. Los
operadores, por lo tanto deben protegerse los ojos y la
cara con las mascaras adecuadas dotadas de cristales
que tengan un adecuado grado de opacidad.
A continuación se detallan los grados de protección
DIN recomendados para el procedimiento de corte
plasma en relación a la corriente erogada:
•grado 11 hasta 150 A
•grado 12 desde 150 a 250 A
•grado 13 a partir de los 250 A
El operador debe llevar guantes,calzado y prendas
ignífugos para protegerse contra las radiaciones,las
escorias y las chispas incandescentes.
Es oportuno reducir el reflejo y la transmisión de los
rayos ultravioletas en el ambiente de trabajo mediante
paneles o barreras de protección.
Para evitar la acción nociva de los humos de corte se
aconseja trabajar en espacios ventilados. En
ambientes cerrados se aconseja el empleo de
extractores de aire colocados cerca de la zona de
corte.
En el caso en que la pieza a cortar esté recubierta de
productos químicos (solventes, barnices,etc.) es
indispensable efectuar una limpieza a fondo de las
superficies para impedir la producción de gases
tóxicos. Está prohibido hacer soldaduras en recipientes
de combustibles contenedores de material inflamable
aunque estén vacíos.
Mantenimiento
Toda reparación o sustitución de partes del equipo
debe ser ejecutada por personal autorizado e idóneo
para actuar en el sector de equipamiento
electromecánico. Al operador le está permitido sacar
los paneles de la carrocería (previa desconexión del
generador de la línea de alimentación)
exclusivamente para sacar los depósitos de polvo y de
suciedad aspirados en el interior. Esta operación debe
hacerse con un soplo de aire comprimido por los
menos cada tres meses. Se aconseja aumentar la
frecuencia de limpieza si se trabaja en ambientes con
mucho polvo.
Compatibilidad electromagnética (EMC)
Los equipos para el corte al plasma INE son aparatos a
utilizar exclusivamente en ambiente industrial (CLASE
A del CISPR11). Su utilización en ambientes distintos
(por ejemplo el ambiente doméstico) puede ocasionar
problemas de compatibilidad con aparatos que
funcionan en proximidad (radio, teléfonos,
computadoras, etc.).
Es de competencia del usuario la instalación del
generador y el uso del mismo en ambientes adecuados
y no susceptibles desde el punto de vista EMC. Al
evaluar los ambientes en cuestión hay que considerar
la presencia de:
•líneas y aparatos telefónicos
•aparatos radiotelevisivos receptores y transmisores
•computadoras y equipamientos de mando
•equipamientos de seguridad
•instrumentos de medida
Particular atención deben prestar las personas
portadoras de estimuladores cardíacos y de aparatos
bioelectrónicos semejantes potencialmente
susceptibles a los campos electromagnéticos. A estas
personas se les recomienda especialmente no
acercarse a los lugares en los que se llevan a cabo los
procesos de corte.
Si por casualidad se verifican perturbaciones
electromagnéticas, la responsabilidad de resolver la
situación es de competencia del usuario, a quien INE
como constructor, ofrece la más completa asistencia.
Para mayores informaciones consultar las normas EN
60974-10 (en particular el anexo A) que rigen la materia
en ámbito CEE.
LOÑAPSE

Page 16
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Corte plasma: procedimientos y datos
técnicos
El plasma es aquél gas ionizado a elevada temperatura
(en el orden de los 10.000°C) que se genera con el arco
eléctrico durante cualquier proceso de soldadura. En el
corte plasma este mismo gas ionizado viene acelerado
a una velocidad de más de 1.000 metros al segundo: se
realiza tal situación comprimiendo el gas y haciendolo
pasar a través de un estrangulamiento presente en la
parte final de la torcha donde también está posicionado
el electrodo para el cebo del arco de corte .
La operación de corte es por lo tanto el resultado de las
siguientes accicones combinadas:
•la alta temperatura conseguida ionizando el gas, el
cual funde el metal
•la alta velociodad del chorro de gas el cual
transporta el material fundido
La particular conformación de los inyectores de la
torcha hacen en modo que este chorro de gas ionizado
esté concentrado lo más posible, con el fín de reducir al
mínimo la anchura y al máximo la profundidad de corte.
Un equipo para el corte al plasma está constituido por:
•un surgidor de corriente continua
•un surgidor de gas comprimido
•un reductor de presión
•una torcha para corte plasma
El procedimiento de corte plasma es una práctica
alternativa al procedimientào oxiacetilenico para el
acero dulce, mientras es indispensable para el acero
inoxidable, el aluminio y sus aleaciones y para los otros
metales no ferrosos.
Por razones de economicidad y de facilidad de
encontrar, el gas comunmente empleado en el
procedimiento de corte plasma es el aire comprimido.
El auxilio de gas tales como el Argón, Azoto, Idrógeno y
sus mezclas pueden mejorar las prestaciones y la
calidad de corte, pero requieren el empleo de
especiales torchas dotadas de enfriamiento a agua.
Las tablas de esta página ilustran, a título indicativo, la
unión existente entre la corriente erogada de la
máquina, el espesor del metal (en este caso acero
dulce) y la velocidad de avance del corte. También se
puede afirmar indicativamente que los espesores de
aluminio que se pueden cortar se pueden paragonar a
los del acero dulce, mientras que para el acero
inoxidable se reducen del 30% aproximadamente.
LOÑAPSE
MANÓMETRO
PIEZA
TORCHA
GAS
GENERADOR
DEPRESIÓN
REDUCTOR
Corriente erogada 30A
Velocidad de avance (cm/min) Espesor (mm)
20 9,0
50 7,0
70 5,5
100 4,5
150 3,5
200 2,5

Page 17
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected]t - www.ine.it
Instalación y preparación para el
funcionamiento
En la instalación de la máquina es necesario observar
escrupulosamente cuanto preescrito en los parágrafos
precedentes relativos a la seguridad.
Conecte el cable de alimentación a un enchufe que
tenga la capacidad adecuada de corriente y meta los
fusibles de línea retardados con un valor nominal
adecuado, como especifica la tabla
CARACTERISTICAS TECNICAS (página 45).
Además, hacer mucha atención a que el hilo
amarillo-verde, correspondiente a la conexión de
tierra, venga unido efectiva y correctamente al equipo
de puesta a tierra (para garantizar la protección del
utilizador).
Para la puesta en ópera de la maquina proceder en el
modo siguiente:
•Posicionar la máquina en modo tal que la ventilación
para el enfriamiento interno no se pueda averiar. Por
este meotivo se deben evitar lugares húmedos y se
debe tener almenos una distancia de 0,5m de
paredes, muros u otros.
•Asegurarse que la máquina esté apagada.
•Enchufar el tubo del aire comprimida al enchufe ‘A1’
del filtro regulador presente en la parte posterior de
la máquina. En el caso que el aire comprimido sea
erogado por una bombona o por un circuito
neumático con presión en salida superior a 10 bar,
se deve haber un regulador de presión propio en
modo de poder disminuir la misma a 10 bar. Si la
presión en entrada del filtro regulador de la
máquina fuera superior éste podria explotar!
•Conectar el cable masa al buje ‘C2’ y a un punto
adecuadamente limpio de la pieza que se debe
cortar.
•Desatornillar el inyector externo de la torcha,
encender la máquina y verificar, que pulsando el
botón torcha, el generador no se ponga en función.
Esta garantiza que el dispositivo de seguridad de la
torcha funciona correctamente. Vover a atornillar el
inyector de la torcha.
•Asegurarse que el aire comprimido empleado para
el corte esté adecuadamente purificado de aceite,
humedad, polvo y contaminaciones varias; se puede
obtener una adecuada limpieza del aire mediante
especificos filtros para aplicar en la salida del
compresor además de aquél ya presente en la
máquina. El aire seco y limpio garantiza una
precisión y una definición de corte superior.
Importante:
Con el fín de evitar un excesivo daño de la torcha o de
sus particulares, se recomienda emplear
exclusivamente repuestos originales de la misma.
Notas para el uso de la torcha
La torcha va mantenida perpendicular a la pieza a
cortar para obtener un corte vertical mientras que en el
caso que se quieran efectuar descantonados o cortes
inclinados la torcha deberá estar inclinada en el ángulo
requerido.
La velocidad de avanze debe ser tal que el arco de
corte no sobresalga en modo perpendicular por debajo
de la pieza o al máximo con 5÷10 grados de inclinación
respecto a la normal.
En el caso que se utilize el plasma para agujerear
material es muy importante evitar que las salpicaduras
de metal fundido acaben en la torcha, lo cual produciria
una usura anormal de los componentes de la torcha
sobretodo con espesores superiores a los 10 mm. Se
aconseja en estos casos de partir con la torcha
ligeramente inclinada en modo que las salpicaduras de
metal vengan dirigidas hacia el externo evitando así de
estropear y de recalentar la torcha. El material que se
deposita en el capuchón de ceramica o en el
inyector debe ser quitado inmediatamente
haciendo atención a la elevada temperatura de la
pieza y de los particulares de la torcha.
Para la horadación circular, además, existe la
posibilidad de utilizar compases a cabeza rotante y
movimiento sobre ruedecillas con centralizado
magnético, a puntal o pasante sobre un agujero central.
Se aconseja evitar de apagar la máquina antes que
acabe el flujo de gas post corte, ésto es
indispensable para el enfriamiento de la torcha.
En la manutención de la torcha se deberian sustituir
contemporaneamente el inyector y el electrodo en
modo de prolongar la duración de ambos. Por lo que
concierne al inyector va sustituido cuando el agujero es
irregular o de diámetro superior al nominal (ésto
provoca cortes oblicuos o de escasa calidad), mientras
que el electrodo va sustituido antes de su total
consúmo del inserto en tungsteno presente en la punta.
El uso de piezas muy consumadas puede estropear el
cuerpo torcha. Tener cuidado, además, a la fijación de
nuevas piezas, en modo de no estropear
inreparablemente el cuerpo torcha.
Atención: utilizar exclusivamente la torcha
autorizada por INE (ver página 37 – datos técnicos.
El utilizar una torcha distinta puede provocar
comportamientos anómalos además de no
garantizar la calidad de corte y la seguridad del
operador.
LOÑAPSE

Page 18
INE S.p.A. Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
Descripción funcionalidades y mandos
Con referencia a la figura siguiente se describe a
continuación los mandos y las visualizaciones de
control.
Presionanado la tecla ‘I1’ de encendico/apagado, el
generador se enciende. Después de una fase de
diagónstico interno de unos segundos el generador se
enciende.
Presionar el selector ‘E1’
y regolar a 3,5÷5 bar la
presión actuando en la
manopla ‘R1’ del filtro
regulador. Esta va tirada
hacia arriba hasta sentir
el ‘click’ y girada en
sentido horario o
antihorario dependiendo
de que se deba disminuir
o aumentar la presión, a
regulacion obtenida,
para bloquear la
manopla empujar hacia abajo hasta sentir el ‘click’.
Asegurarse que el caudal del aire sea por lo menos
115 l/min.
A este punto el generador está operartivo y girando el
selector del encoder en sentido en ‘E1’, es posible
regular la corriente de corte de un mínimo de 10 A
hasta un máximo de 33 A.
Para apagar el generador, presionar el pulsante ‘I1’.
Por algunos segundos aparecerá en la pantalla ‘D1’ la
leyenda OFF, el led L1, será de color azul intermitente y
a continuacón el generador se apagará por completo.
En el caso que el generador necesite un ciclo de
enfriamiento (durante un máximo de diez minutos), el
ventilador contuará a funcionar hasta apagarse
automátimente.
Los led ‘L1’ y ‘L2’, según los colores, visualizan las
siguientes partes del generador:
Led ‘L1’ Led ‘L2’ SIGNIFICADO Y SOLUCIONES
Azul
parpadeante -Generador en fase de encendido
apagado
Verde -El generador está encendido
Verde Rojo Indica la presencia de tensión en la
torcha
Verde
edreV/ocnalBetnetimretni
Durante la selección de la corriente de corte
señala cuando, presumiblemente, se excede
el límite de potencia disponible impostado en
el menú POWER (bajar el valor de la
intensidad de la corriente o aumentar la
potencia disponible)
Verde
olliramA/ojoRetnetimretni
Durante el corte, aparición del límite de
potencia disponible seleccionada en el menú
POWER (bajar el valor de la intensidad de la
corriente, aumentar la potencia disponible o
acortar el largo del arco de soldadura)
Azul Azul Se ha seleccionado el menú set
avanzado ARCO PILOTO, POWER,
SLEEP, AUTO POWER OFF, FACTORY
Amarillo -Alarma
En el caso de la aparación de un dispositivo de
protección (alarma, led ‘L1’ amarillo) la pantalla ‘D1’
muestra el tipo de protección que interviene:
A. 2 Recalentamiento
A. 4 Sobretensión (visualizada en el encendido sucesivo, luego
que el dispositivo se haya apagado para protección activa)
A. 7 Botón de la torcha hacia abajo durante el
encendido del generador
A. 8 Alarma interna (llamar al centro de asistencia)
A. 9 Alarma interna (llamar al centro de asistencia)
A.10 Presión del aire insuficiente por execución corte
Modificación de parámetros avanzados
El generador, por necesidades especiales, permite
modificar también algunos parámetros especiales
visualizados en la pantalla ‘D1’:
AP, o sea ARCO PILOTO es la posibilidad de
regular la corriente de el arco piloto de 10A a 20A (la
configuración de fábrica es 14A)
LOÑAPSE
L1 L2
E1
C2
C1
D1
I1
R1
A1
Table of contents
Languages:
Other INE Portable Generator manuals



Popular Portable Generator manuals by other brands













Cen
Cen C711 troubleshooting guide

STEELE PRODUCTS
STEELE PRODUCTS SP-GG100 owner's manual

Mase
Mase IS 2500 Usage and maintenance manual

Lister Petter
Lister Petter alpha Series Operator's handbook

Rothenberger Industrial
Rothenberger Industrial ROTURBO 12000 Instructions for use

North Star
North Star 13000 PTOG owner's manual