Remember at the end of the operation to loosen the hand wheel to avoid the slackening of the
band.
B Check that the hand indicates the required cutting angle (vice scale).
C Make sure that the bow and the vice are locked by means of the lever 74 (DRAW.3 ENCL.4)
D With the motor off, lower the bow and check that at the end of stroke, the band does not touch
the counter-vice 4. If the band does touch, adjust the screw 72 located on the bow support 3
(DRAW.8 ENCL.6). By adjusting screw 70, the width of the working stroke can also be
established.
E Make sure that the piece to be cut is properly secured in the vice.
F Make sure that the cooling liquid is circulating in the machine.
G When starting the motor, make sure that the band rotates in the direction of the arrow shown
in DRAW. 8 ENCL.6.
CUTTING OPERATION
A Before cutting, check that the inclination is the one required. In order to correct or change
the inclination, place the bench lever 74 in position 2 (DRAW.3 ENCL.4) and after
correction, move it back to position 1.
B To clamp the piece to be cut, bring the vice to about 3-4 mm from the piece by turning the
hand wheel 93 (DRAW.3 ENCL.4). Then clamp fully by lowering lever 7 to position B
(see Fig.1). Turn the speed switch 203 to the position required, take hold of the handle 67
located at the end of head lever and press the button 218.The blade will not start turning.
C Position the blade carefully on the piece to be cut. Then increase the pressure in order to
accelerate the cutting operation without using excessive force. To make a series of cuts,
position the bar stop 91 in correspondence of the size required. Fix it into position by using
the knob (DRAW.4 ENCL.4).
D To replace the band, carry out the same operations used to assemble the band (chapter 7c).
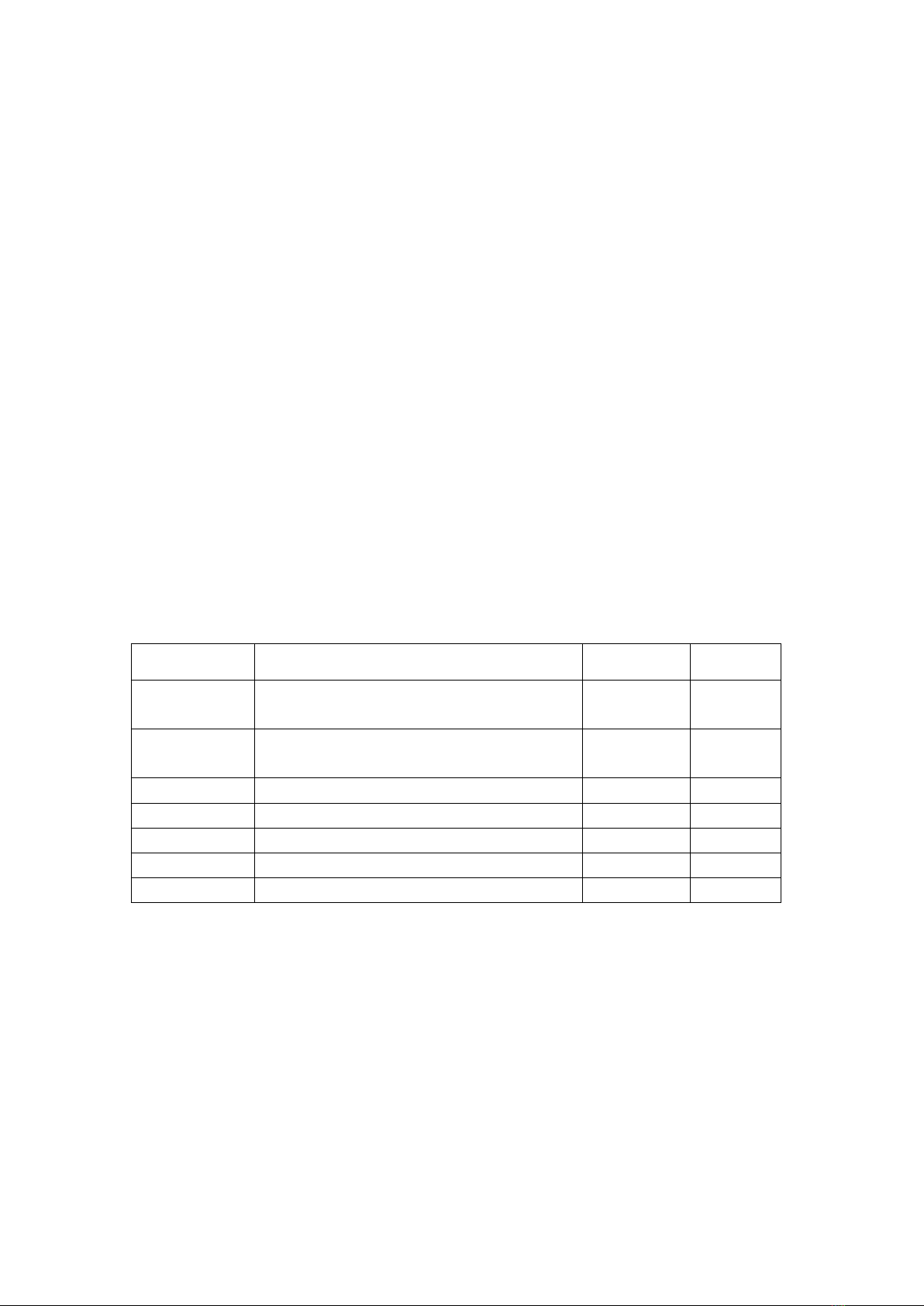
E For the choice of blade see table ENCL.1.
We strongly discourage the use of blades with ruined or insufficiently sharp cutting edges.
8.4 SPECIAL SAFETY CHECKS
A. Before using the machine, check carefully that the safety devices are in good working order,
that the mobile parts are not blocked, that no parts are damaged and that all the components
are installed correctly and are functioning properly.
B. Make sure, before operating the machine, that the screws of the guards and other protective
devices are adequately secured, especially the screws of bow guard.
C. Check that the safety microswitches and the emergency button are functioning correctly. Test
them during a loadless machine cycle.
D. Pay attention to environmental conditions. Do not expose the machine to rain; to not use it in
damp environments, position the machine on a clean dry floor that has no oil or grease stains.
E. Before using the machine, the operator should make sure that all tools and service spanners
used for maintenance or adjustment have been removed.
8.5 GENERAL SAFETY RULES