89
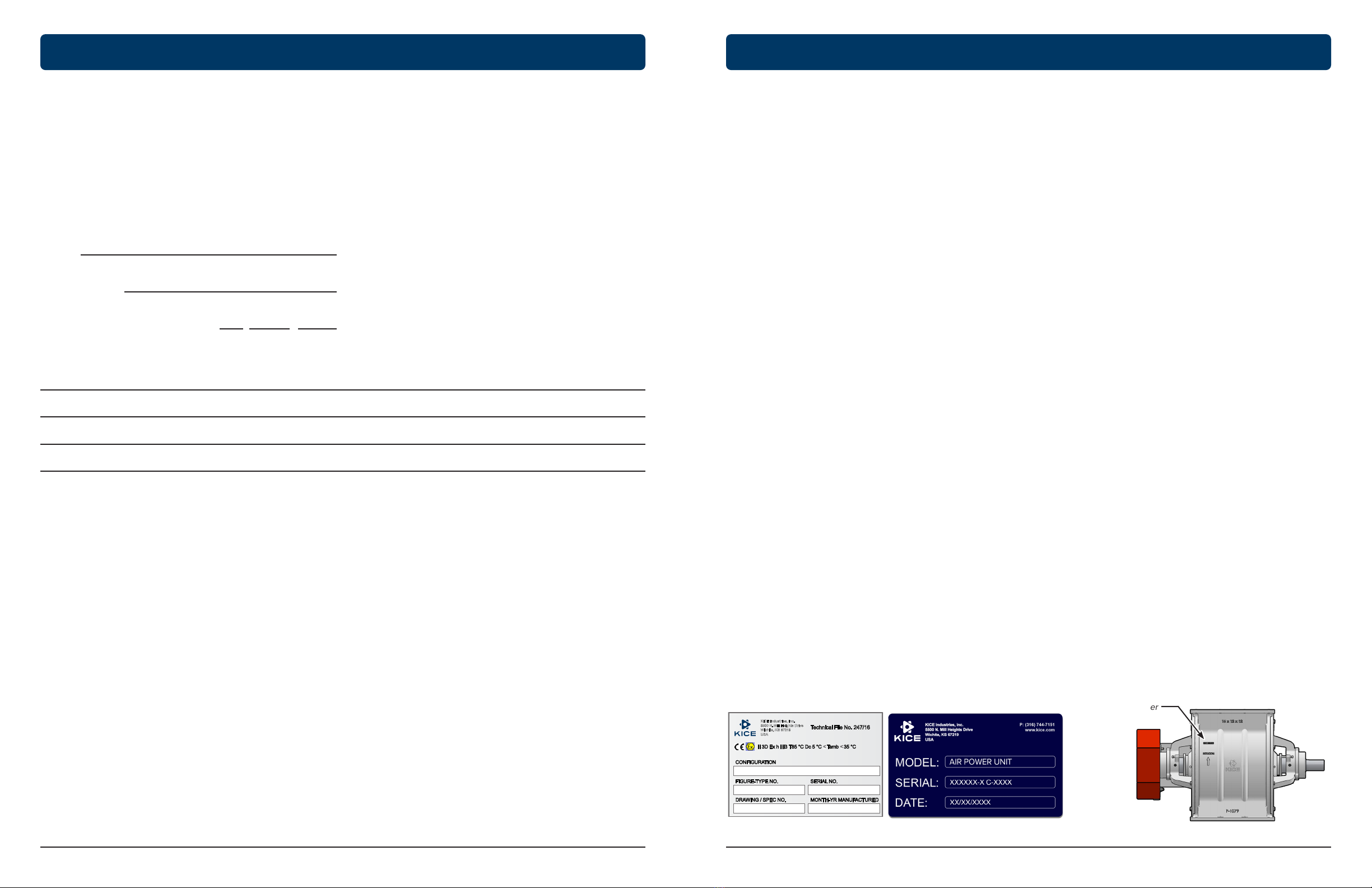
Kice Industries, Inc. Kice Industries, Inc.
MAN-100-000-007 MAN-100-000-007091123091123
• All energy sources associated with the airlock must be locked and tagged out in compliance with 29 CFR 1910.147,
local enforcement authorities, OSHA, and facility safety practices, before removing any protective cover, guard, grate
or maintenance gate. Removal of transitions which expose hazards such as nip points of an airlock rotor also require
lockout and tagout precautions be employed.
• Do not attempt to install, connect power, operate or service an airlock without proper instruction and until you have
been thoroughly trained in its use by your employer.
• It is the owner’s and employer’s responsibility to adequately train each operator in the proper and safe use of airlocks.
Written safety programs and formal instruction are essential. All new employees must be made aware of company
policies, standard operating procedures (SOPs) and established health and safety procedures. Experienced employees
should receive refresher training for potential hazards and up to date training records should be maintained at the job
site.
• Assume at all times that power is “on”. Treat all conditions as live. This practice ensures a cautious approach that may
prevent an accident or injury.
• Before applying power to any equipment, make certain that all personnel are clear of the machine.
• Do not attempt to open, work on, clean or service an airlock until it has been locked and tagged out and the rotor has
come to a complete stop. It is especially important to verify the airlock cannot be started in environments in which
equipment is configured to be started remotely.
• Do not connect power to or operate an airlock unless all moving parts are covered and all covers, guards, grates, and
maintenance panels are in place and securely fastened. If an airlock is not equipped with a factory supplied chain
guard, make sure rotating members and moving parts are completely enclosed before connecting power and starting
operation.
• All protective covers, guards, grates, maintenance panels, switches and warning decals must be kept in place and in
good repair. Any airlock with a damaged, malfunctioning, defective, or missing protective device must be taken out of
service until the protective device can be repaired or replaced.
• Do not attempt to start an airlock when loaded.
• Do not abuse, overload, or misuse an airlock or attempt to operate the equipment if in need of service, lubrication,
maintenance or repair. Free outlet of the product must be guaranteed at all times. Blockage and severe damage may
result, or a dangerous situation may occur.
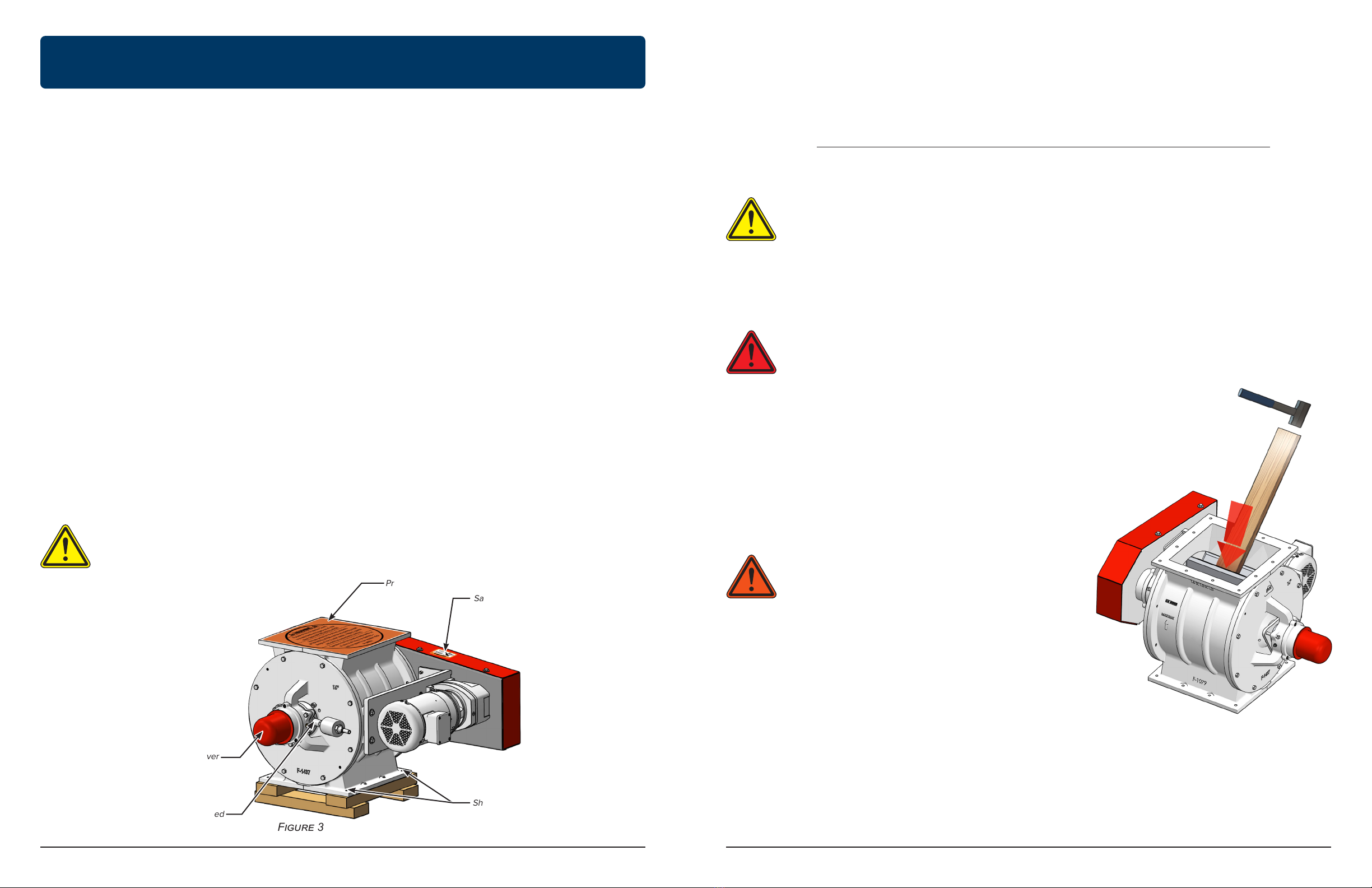
WARNING: All owners and operators should read this manual and be instructed in safe
operating and maintenance procedures before attempting to uncrate, install, operate, adjust
or service this equipment.
• Never place any part of your body under or near rotating members or moving parts of an airlock.
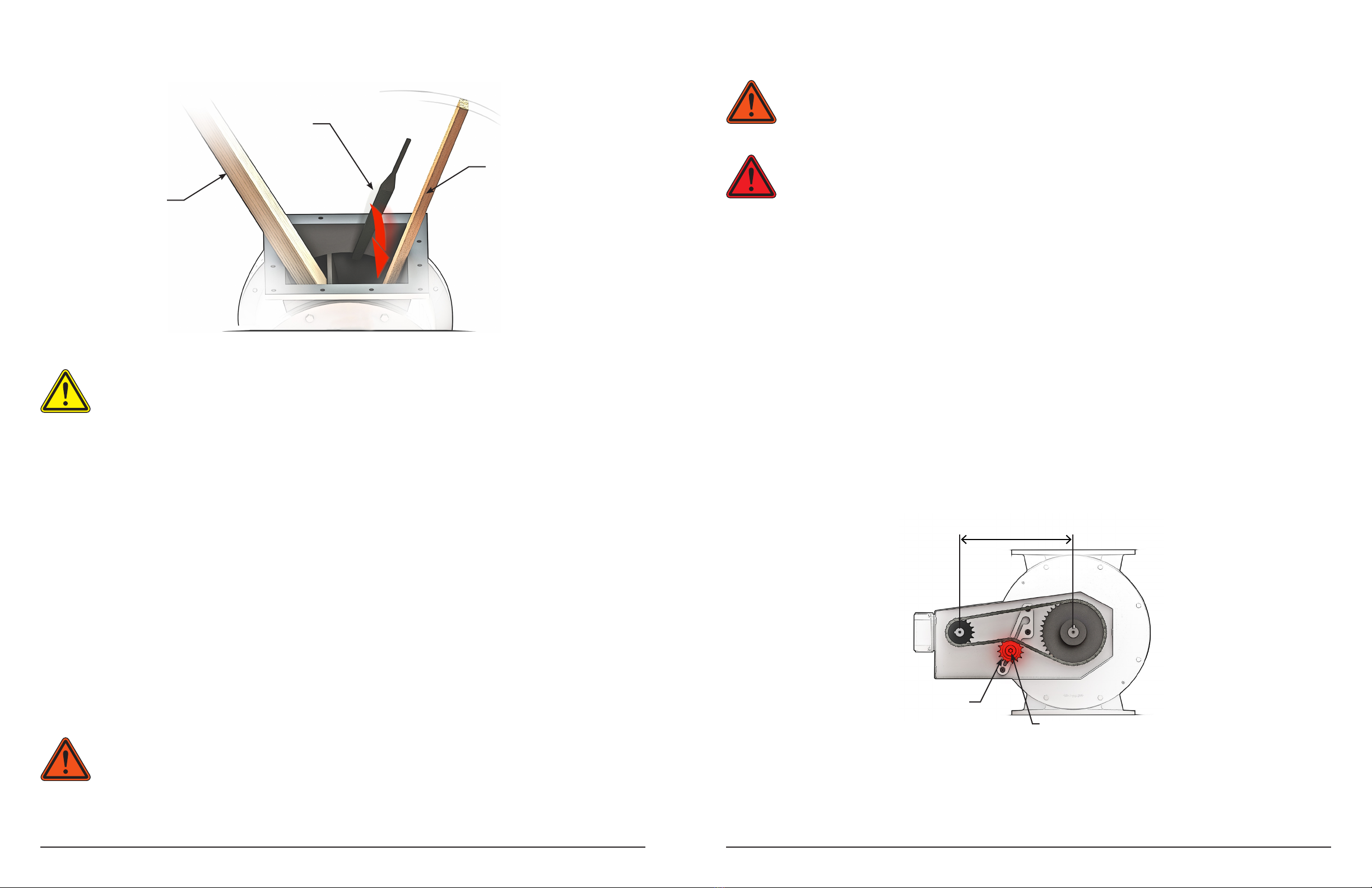
• Never allow any kind of metal or other foreign objects to enter an airlock.
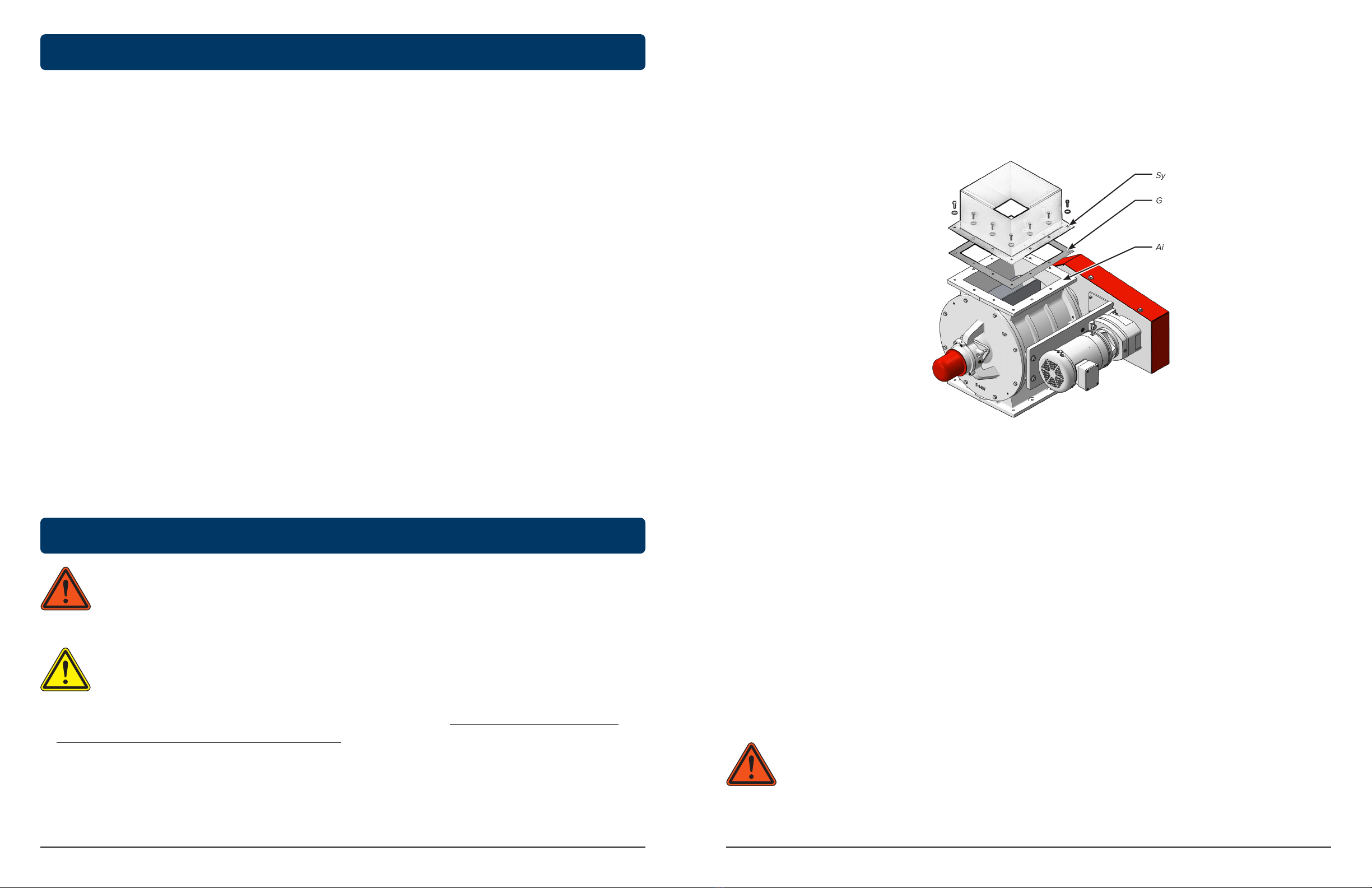
• The rotor of the airlock is built into a housing which has connection flanges for product inlet and product outlet. All
airlock inlet and discharge openings must be completely enclosed, or closed to an adequate length, to prevent human
access to the rotor when the airlock is operating. They must remain enclosed until POWER IS TURNED OFF AND
LOCKED OUT. Keep away from an airlock when it is running.
• Do not manually override or electrically bypass any protective device.
• High voltage and rotating parts can cause series or fatal injury. Only qualified, trained, and experienced personnel
should perform installation, operation, and maintenance of electrical machinery. Make sure the motor and frame of
each airlock is grounded in accordance with OSHA, National Electric Code, and all other applicable regulatory bodies,
including local codes and EN ISO 60204-1 as required for the classified area.
• Operator/installer must ensure that all piping and connections are laid away from equipment access routes and steps.
• If an airlock is equipped with a maintenance panel incorporating any Protective Interlocking Limit Switch (PLS), the PLS
must be interlocked with all electrical controls so that all motors or powered devices on the unit will be de-energized
if any protected cover, guard, grate, or maintenance panel is open or removed. Never attempt to manually override or
electrically bypass the PLS safety device. Interlock function of the PLS must be tested and logged daily by supervisory
personnel.
• Any device powered by air or hydraulic pressure must be equipped with a properly functioning Padlockable Manual
Pressure Lockout and Internal Pressure Relief Valve (PLV) capable of safely relieving motive pressure between the
isolation valve and device.
• Any airlocks used in the processing of combustible materials or in hazardous environments require evaluation by the
owner and regulatory bodies to determine appropriate airlock monitoring equipment, dust control, explosion protection
and electrical equipment enclosures. Do not use an airlock in hazardous environments unless properly equipped for
the hazard.
• Operate safely at all times. Use personal protective equipment (PPE) such as hard hats, helmets, gloves, earplugs,
protective eyewear, etcetera when and where appropriate. Keep PPE in good repair and accessible to aected
personnel.
• Keep the workplace clean and free of dirt and dust at all times. Do not attempt to work on slippery or unsafe surfaces,
ladders or work platforms when maintenance or repair work is being performed on an airlock.
• Do not use a ladder or work platform unless it is in good repair and rated for the load required to complete required
airlock service. Do not exceed maximum load ratings when installing or servicing an airlock.
• Never stand under any kind of hoists or lifting mechanisms whether or not it is loaded or in operation. Never stand
under or near an airlock or component when it is being lifted.
• All airlock lifting devices must be inspected by qualified personnel before each use. Do not use a lifting device to
transport an airlock. Never use a lifting device that is damaged, deteriorated or in need of repair.
• Special attention must be devoted to outside contractors engaged to enter and perform work on an airlock or in the
workplace. Special care must be exercised to ensure all such personnel are fully informed of potential hazards and
plant safety procedures. Special emphasis should be placed on the use of explosion proof electrical, cutting, or welding
tools where required.
• It is ultimately the operator’s responsibility to apply the above listed precautions and ensure proper airlock use,
maintenance and lubrication. Keep these instructions and list of warnings with your machine at all times.
• It cannot be assumed that every acceptable safety procedure is contained herein or that abnormal or unusual
circumstances may not warrant or require additional procedures.